JP2020175512A - 印刷システムおよび印刷方法 - Google Patents
印刷システムおよび印刷方法 Download PDFInfo
- Publication number
- JP2020175512A JP2020175512A JP2019077013A JP2019077013A JP2020175512A JP 2020175512 A JP2020175512 A JP 2020175512A JP 2019077013 A JP2019077013 A JP 2019077013A JP 2019077013 A JP2019077013 A JP 2019077013A JP 2020175512 A JP2020175512 A JP 2020175512A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- medium
- surface treatment
- printing
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007639 printing Methods 0.000 title claims abstract description 93
- 238000000034 method Methods 0.000 title claims abstract description 55
- 238000007641 inkjet printing Methods 0.000 claims abstract description 80
- 238000005542 laser surface treatment Methods 0.000 claims description 80
- 238000003698 laser cutting Methods 0.000 claims description 46
- 238000010438 heat treatment Methods 0.000 claims description 21
- 238000004381 surface treatment Methods 0.000 claims description 18
- 238000005520 cutting process Methods 0.000 claims description 10
- 239000000976 ink Substances 0.000 description 88
- 238000001514 detection method Methods 0.000 description 10
- 239000002904 solvent Substances 0.000 description 8
- 238000004891 communication Methods 0.000 description 7
- 238000001035 drying Methods 0.000 description 6
- 239000000178 monomer Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 238000007788 roughening Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000000137 annealing Methods 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000004816 latex Substances 0.000 description 3
- 229920000126 latex Polymers 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000003086 colorant Substances 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000002679 ablation Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 238000000608 laser ablation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images








Landscapes
- Ink Jet (AREA)
- Handling Of Sheets (AREA)
Abstract
【課題】 インクジェット印刷が実行された媒体におけるインクの剥離の発生を低減することができる印刷システムおよび印刷方法を提供する。【解決手段】 印刷システム10は、媒体90に対してレーザー光による表面処理としてのレーザー表面処理を実行するレーザー加工装置13と、媒体90のうちレーザー加工装置13によってレーザー表面処理が実行された領域にインクジェット印刷を実行するインクジェットプリンター12とを備えることを特徴とする。【選択図】 図1
Description
本発明は、媒体にインクジェット印刷を実行する印刷システムおよび印刷方法に関する。
従来、媒体にインクジェット印刷を実行する印刷システムが知られている(例えば、特許文献1参照。)。
しかしながら、従来の印刷システムにおいては、インクジェット印刷が実行された媒体においてインクの剥離が発生するという問題がある。
そこで、本発明は、インクジェット印刷が実行された媒体におけるインクの剥離の発生を低減することができる印刷システムおよび印刷方法を提供することを目的とする。
本発明の印刷システムは、媒体に対してレーザー光による表面処理を実行するレーザー表面処理部と、前記媒体のうち前記レーザー表面処理部によって前記表面処理が実行された領域にインクジェット印刷を実行するインクジェット印刷部とを備え、前記レーザー表面処理部の構成は、複数のレーザー発光部を有し、当該複数のレーザー発光部のそれぞれから出力したレーザー光が前記媒体の表面の近傍で交差するように当該複数のレーザー発光部が互いに離間して配設され、レーザー光が交差した位置の近傍の前記媒体の表面の前記表面処理を実行する第1の構成と、1つのレーザー発光部と、当該1つのレーザー発光部から出力したレーザー光を前記媒体の表面の近傍で集光させる集光部材とを有し、当該集光部材によってレーザー光が集光させられた位置の近傍の前記媒体の表面の前記表面処理を実行する第2の構成とのいずれかであることを特徴とする。
この構成により、本発明の印刷システムは、媒体のうちレーザー光による表面処理が実行された領域にインクジェット印刷を実行するので、インクジェット印刷が実行された媒体において、媒体と、インクとの接着性を向上することができ、その結果、インクジェット印刷が実行された媒体におけるインクの剥離の発生を低減することができる。
本発明の印刷システムにおいて、前記レーザー表面処理部は、前記第1の構成である場合に、レーザー光を前記媒体の表面の近傍で交差させることなく前記媒体に入射させることによって、前記媒体に対してレーザー光によって切断処理を実行し、前記第2の構成である場合に、レーザー光を前記媒体の表面の近傍で集光させることなく前記媒体に入射させることによって、前記媒体に対してレーザー光によって切断処理を実行しても良い。
この構成により、本発明の印刷システムは、媒体のうちレーザー光による媒体の表面処理と、レーザー光による媒体に対する切断処理とを同一のレーザー表面処理部によって実行するので、小型化することができる。
本発明の印刷システムは、前記媒体に対してレーザー光によって切断処理を実行するレーザー切断処理部を備え、前記レーザー表面処理部および前記レーザー切断処理部は、前記レーザー発光部の少なくとも1つを共用しても良い。
この構成により、本発明の印刷システムは、レーザー発光部の少なくとも1つをレーザー表面処理部およびレーザー切断処理部が共用するので、小型化することができる。
本発明の印刷システムは、前記インクジェット印刷部によって前記インクジェット印刷が実行された前記媒体を加熱する媒体加熱部を備えても良い。
この構成により、本発明の印刷システムは、インクジェット印刷が実行された媒体を加熱するので、インクジェット印刷が実行された媒体において、インクにおける残留応力や残留歪みを熱アニール効果によって緩和することができ、その結果、インクジェット印刷が実行された媒体におけるインクの剥離やひび割れの発生を低減することができる。
本発明の印刷方法は、媒体に対してレーザー光による表面処理を実行するレーザー表面処理工程と、前記媒体のうち前記レーザー表面処理工程によって前記表面処理が実行された領域にインクジェット印刷を実行するインクジェット印刷工程とを備えることを特徴とする。
この構成により、本発明の印刷方法は、媒体のうちレーザー光による表面処理が実行された領域にインクジェット印刷を実行するので、インクジェット印刷が実行された媒体において、媒体と、インクとの接着性を向上することができ、その結果、インクジェット印刷が実行された媒体におけるインクの剥離の発生を低減することができる。
本発明の印刷システムおよび印刷方法は、インクジェット印刷が実行された媒体におけるインクの剥離の発生を低減することができる。
以下、本発明の実施の形態について、図面を用いて説明する。
(第1の実施の形態)
まず、本実施の形態に係る印刷システムの構成について説明する。
まず、本実施の形態に係る印刷システムの構成について説明する。
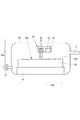
図1は、本実施の形態に係る印刷システム10の平面図である。
図1に示すように、印刷システム10は、媒体90を矢印10a(図2参照。)で示す鉛直方向における下側から支持するフラットベッド11と、フラットベッド11に対して鉛直方向における上側に配置されていて媒体90に対してインクジェット印刷を実行するためのインクジェット印刷部としてのインクジェットプリンター12と、フラットベッド11に対して鉛直方向における上側に配置されていて媒体90に対してレーザー光による加工を実行するためのレーザー加工装置13と、フラットベッド11に対して鉛直方向における上側に配置されていて媒体90に示されるマークの位置を検出する位置検出部14と、インクジェットプリンター12、レーザー加工装置13および位置検出部14を搭載するキャリッジ15と、鉛直方向に直交する矢印10bで示す左右方向(以下「主走査方向」という。)に移動可能にキャリッジ15を支持するキャリッジ支持部16と、キャリッジ支持部16に対してキャリッジ15を主走査方向に移動させるキャリッジ走査装置17と、鉛直方向および主走査方向の両方に直交する矢印10cで示す前後方向(以下「副走査方向」という。)に移動可能にキャリッジ支持部16を支持する副走査方向ガイドレール18と、フラットベッド11に対してキャリッジ支持部16を副走査方向に移動させるキャリッジ支持部走査装置19とを備えている。
媒体90は、種々の用途のものでも良い。例えば、媒体90は、看板などのサイングラフィックス商品でも良いし、おもちゃでも良い。また、媒体90は、種々の材質のものでも良い。例えば、媒体90は、プラスチック、紙、ガラスおよび金属のいずれで形成されても良い。
キャリッジ走査装置17は、キャリッジ15が固定された駆動ベルト17aと、駆動ベルト17aを駆動させるモーター17bとを備えている。なお、キャリッジ走査装置17の構成は、キャリッジ支持部16に対してキャリッジ15を主走査方向に往復移動させることが可能な構成であれば、図1に示す構成以外の構成でも良い。
副走査方向ガイドレール18は、フラットベッド11に対して主走査方向における一方側に配置されていて、副走査方向に延在している。
キャリッジ支持部走査装置19は、キャリッジ支持部16が固定された駆動ベルト19aと、駆動ベルト19aを駆動させるモーター19bとを備えている。駆動ベルト19aは、フラットベッド11に対して主走査方向において副走査方向ガイドレール18側とは反対側に配置されている。なお、キャリッジ支持部走査装置19の構成は、フラットベッド11に対してキャリッジ支持部16を副走査方向に往復移動させることが可能な構成であれば、図1に示す構成以外の構成でも良い。例えば、キャリッジ支持部走査装置19は、リニアモーターなどの駆動手段によって、フラットベッド11に対してキャリッジ支持部16を副走査方向に往復移動させるものでも良い。
図2は、インクジェットプリンター12の正面図である。
図2に示すように、インクジェットプリンター12は、本体31と、フラットベッド11に支持された媒体90に向けてインクとしてのUV硬化型インクを吐出する複数のインクジェットヘッド32と、フラットベッド11に支持された媒体90に付着したUV硬化型インクに向けて紫外線を照射するUV照射器33とを備えている。複数のインクジェットヘッド32と、UV照射器33とは、本体31に設置されている。
インクジェットプリンター12は、種々の色のインクを吐出可能でも良い。例えば、インクジェットプリンター12は、イエロー、マゼンタ、シアンおよびブラックをそれぞれ吐出可能な4つのインクジェットヘッド32を備えても良いし、イエロー、マゼンタ、シアン、ブラック、レッドおよびグリーンをそれぞれ吐出可能な6つのインクジェットヘッド32を備えても良いし、イエロー、マゼンタ、シアン、ブラック、レッド、グリーンおよびブルーをそれぞれ吐出可能な7つのインクジェットヘッド32を備えても良い。
インクジェットプリンター12は、図2に示す例では、UV硬化型インクによって印刷を実行する装置であるが、UV硬化型インク以外のインクによって印刷を実行する装置でも良い。例えば、インクジェットプリンター12は、ソルベントインクと、ラテックスインクと、熱可塑性樹脂分散インクなどの、溶剤性または水性の樹脂分散インクと、溶剤または水で希釈されたUV硬化型インクからなるSUVインクと、溶剤または水を主成分として紫外線で昇温して瞬間的に乾燥可能なUV−LED瞬間乾燥インクなどのUV瞬間乾燥インク、または、溶剤または水を主成分として赤外線で昇温して瞬間的に乾燥可能な赤外線瞬間乾燥インクなどの瞬間乾燥インクとのいずれかによって印刷を実行する装置でも良い。なお、インクの滲み防止および定着に関しては、例えば、UV硬化型インクでは図2に示すように紫外線の照射による硬化によって実行され、ソルベントインクおよびラテックスインクではプリントヒーターによる加熱によって実行され、UV瞬間乾燥インクでは紫外線の照射による瞬間的な加熱によって実行される。
図3(a)は、媒体90に対してレーザー光40aによる表面処理(以下「レーザー表面処理」という。)を実行する場合のレーザー加工装置13の正面図である。図3(b)は、媒体90に対してレーザー光40aによる切断処理(以下「レーザー切断処理」という。)を実行する場合の図3(a)に示すレーザー加工装置13の正面図である。
図3に示すレーザー加工装置13は、本体41と、レーザー光40aを出力するレーザー発光部としてのレーザー42およびレーザー43と、本体41に対するレーザー42およびレーザー43の位置を変化させる図示していないレーザー移動部とを備えている。レーザー移動部は、媒体90に対してレーザー表面処理をレーザー加工装置13が実行する場合には、本体41に対してレーザー42およびレーザー43を図3(a)に示す位置に移動させる。また、レーザー移動部は、媒体90に対してレーザー切断処理をレーザー加工装置13が実行する場合には、本体41に対してレーザー42およびレーザー43を図3(b)に示す位置に移動させる。このように、レーザー加工装置13は、媒体90に対してレーザー表面処理を実行するレーザー表面処理部としても機能するし、媒体90に対してレーザー切断処理を実行するレーザー切断処理部としても機能する。
レーザー加工装置13は、図3(a)に示す状態である場合、レーザー42およびレーザー43によって出力されるレーザー光40aが、媒体90の表面90aの近傍、すなわち、鉛直方向における媒体90の表面90aの位置をゼロとして鉛直方向に±300μm以内の範囲、好ましくは±20μm以内の範囲で交差して集光するようにレーザー42およびレーザー43が互いに離間して配設される。レーザー42によるレーザー光40aの出力方向と、鉛直方向とのなす角度42aは、例えば30°〜45°であることが好ましい。同様に、レーザー43によるレーザー光40aの出力方向と、鉛直方向とのなす角度43aは、例えば30°〜45°であることが好ましい。角度42aと、角度43aとは、互いに異なっていても良い。レーザー加工装置13は、図3(a)に示す状態である場合、レーザー42およびレーザー43によって出力されるレーザー光40aが交差した位置の近傍の媒体90の表面90aのレーザー表面処理を実行する。
レーザー加工装置13は、図3(b)に示す状態である場合、図3(a)に示す状態である場合よりも強いレーザー光40aを、レーザー42およびレーザー43のうちレーザー42のみで、ほぼ平行光線として媒体90に向けて出力する。レーザー加工装置13は、図3(b)に示す状態である場合、レーザー42によって出力されるレーザー光40aを媒体90の表面90aの近傍で交差させることなく媒体90に入射させることによって、媒体90に対してレーザー光40aによってレーザー切断処理を実行する。なお、図3(a)に示す状態である場合と、図3(b)に示す状態である場合とで、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間が同一であるときには、レーザー42によって出力されるレーザー光40aの強さは、図3(b)に示す状態である場合に図3(a)に示す状態である場合より強くする必要がある。すなわち、レーザー表面処理と、レーザー切断処理とで、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間が同一であるときには、レーザー42によって出力されるレーザー光40aの強さによってレーザー表面処理およびレーザー切断処理を切り替える制御を実行する必要がある。一方、図3(a)に示す状態である場合と、図3(b)に示す状態である場合とで、レーザー42によって出力されるレーザー光40aの強さが同一であるときには、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間は、図3(b)に示す状態である場合に図3(a)に示す状態である場合より長くする必要がある。すなわち、レーザー表面処理と、レーザー切断処理とで、レーザー42によって出力されるレーザー光40aの強さが同一であるときには、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間によってレーザー表面処理およびレーザー切断処理を切り替える制御を実行する必要がある。ただし、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間によってレーザー表面処理およびレーザー切断処理を切り替える場合には、レーザー表面処理を実行するときに、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間の誤差マージンが小さい。そのため、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間によってレーザー表面処理およびレーザー切断処理を切り替える場合に、レーザー表面処理を実行するとき、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間がほんの僅かに予定の時間を超過しただけで、媒体90が切断されてしまう。したがって、レーザー42によって出力されるレーザー光40aの強さによってレーザー表面処理およびレーザー切断処理を切り替える方が、媒体90の単位面積に対するレーザー42によるレーザー光40aの照射時間によってレーザー表面処理およびレーザー切断処理を切り替えるよりも現実的である。
レーザー42およびレーザー43は、公知のいずれの方式でレーザー光40aを発生させても良い。例えば、レーザー42およびレーザー43は、ガスレーザー、固体レーザーおよび半導体レーザーのいずれかでも良い。
レーザー42およびレーザー43によって出力されるレーザー光40aの波長は、いずれの波長でも良い。すなわち、レーザー42およびレーザー43としては、媒体90に対するレーザー表面処理の観点では、吸収率の大きな紫外線領域のレーザー光40aを出力する紫外線レーザーが適しているが、例えば、赤外線レーザーでも良いし、近赤外線レーザーでも良い。
図4は、印刷システム10のブロック図である。
図4に示すように、印刷システム10は、インクジェットプリンター12と、レーザー加工装置13と、位置検出部14と、キャリッジ走査装置17と、キャリッジ支持部走査装置19と、フラットベッド11に対して鉛直方向における下側に配置されていてフラットベッド11に支持されている媒体90を加熱可能な媒体加熱部としてのヒーター20と、種々の操作が入力される例えばボタンなどの入力デバイスである操作部21と、種々の情報を表示するLCD(Liquid Crystal Display)などの表示デバイスである表示部22と、LAN(Local Area Network)、インターネットなどのネットワーク経由で、または、ネットワークを介さずに有線または無線によって直接に、外部の装置と通信を行う通信デバイスである通信部23と、各種の情報を記憶する半導体メモリー、HDD(Hard Disk Drive)などの不揮発性の記憶デバイスである記憶部24と、印刷システム10全体を制御する制御部25とを備えている。
制御部25は、例えば、CPU(Central Processing Unit)と、プログラムおよび各種のデータを記憶しているROM(Read Only Memory)と、制御部25のCPUの作業領域として用いられるRAM(Random Access Memory)とを備えている。制御部25のCPUは、制御部25のROMまたは記憶部24に記憶されているプログラムを実行する。
次に、印刷システム10の動作について説明する。
まず、媒体90に対する加工の位置の基準となるマークを媒体90に付けるマーキング工程について説明する。
制御部25は、媒体90に対する加工の位置の基準となるマークの加工のためのデータ(以下「マーク加工データ」という。)を通信部23を介して受信すると、フラットベッド11に支持されている媒体90に対して、マーク加工データに基づいて印刷を実行する。すなわち、制御部25は、キャリッジ走査装置17によって主走査方向にキャリッジ15を移動させてインクジェットプリンター12によって媒体90に向けてインクを吐出することによって、主走査方向における媒体90に対する印刷を実行する。また、制御部25は、主走査方向における媒体90に対する印刷を実行すると、必要に応じて、キャリッジ支持部走査装置19によって副走査方向にキャリッジ支持部16を移動させることによって、副走査方向における媒体90に対する印刷の位置を変更した後、再び主走査方向における媒体90に対する印刷を実行する。
以上においては、媒体90にマークを付ける方法として、マーク加工データに基づいて媒体90にマークをインクジェットプリンター12によって印刷する方法について説明している。しかしながら、媒体90にマークを付ける方法としては、マーク加工データに基づいて媒体90にマークをインクジェットプリンター12によって印刷する方法以外の方法でも良い。例えば、媒体90にマークを付ける方法としては、マーク加工データに基づいて媒体90にマークをレーザー加工装置13によってレーザー光で加工する方法でも良い。マーク加工データに基づいて媒体90にマークをレーザー加工装置13によってレーザー光で加工する場合、例えば、制御部25は、後述のレーザー表面処理工程においてマーキング工程を実行しても良い。
図5は、媒体90に対する加工の位置の基準となるマーク51の一例を示す図である。
図5に示すマーク51は、印刷分野において、互いに異なる色間の印刷の位置合わせに頻繁に使用されているトンボマークを模したものである。マーク51は、後述のレーザー表面処理工程においてレーザー表面処理される領域の位置合わせや、後述のインクジェット印刷工程において印刷される画像52の位置合わせや、後述のレーザー切断処理工程におけるカッティング線53の位置合わせに使用される。媒体90に対する加工の位置の基準となるマークは、原点の位置を決定することが可能であれば、図5に示すマーク51の形状以外の形状であっても良い。例えば、媒体90に対する加工の位置の基準となるマークは、中心位置を原点の位置とすることが可能な円形や正方形でも良い。
次に、媒体90に対してレーザー表面処理を実行するレーザー表面処理工程について説明する。
制御部25は、マーキング工程の後、レーザー表面処理工程を実行する。すなわち、制御部25は、通信部23を介して受信した、媒体90に対するレーザー表面処理のためのデータ(以下「レーザー表面処理データ」という。)に基づいて、フラットベッド11に支持されている媒体90に対して、図3(a)に示すようにレーザー表面処理を実行する。具体的には、制御部25は、キャリッジ走査装置17によって主走査方向にキャリッジ15を移動させるとともに、キャリッジ支持部走査装置19によって副走査方向にキャリッジ支持部16を移動させることによって、レーザー加工装置13によって媒体90に対してレーザー表面処理を実行する。ここで、制御部25は、レーザー加工装置13を図3(a)に示す状態に維持したまま、媒体90に対してレーザー表面処理を実行する。
なお、制御部25は、レーザー表面処理データとして、媒体90に対するインクジェット印刷のためのデータ(以下「インクジェット印刷データ」という。)を使用しても良い。
制御部25は、レーザー表面処理を実行する場合に、マーキング工程によって媒体90にマークが付されているとき、位置検出部14によって検出されたマークの位置に基づいて、レーザー表面処理を実行する領域の、媒体90における位置合わせを実行する。
媒体90の表面90aのうち、レーザー表面処理工程においてレーザー表面処理が実行される領域は、後述のインクジェット印刷工程においてインクジェット印刷が実行される領域と同一の領域であるか、インクジェット印刷工程においてインクジェット印刷が実行される領域を超える領域である。
レーザー表面処理工程におけるレーザー表面処理は、アブレーション現象を利用したレーザーアブレーション法による表面処理である。媒体90の表面90aのうち、レーザー表面処理工程においてレーザー表面処理が実行される領域は、レーザー表面処理によって、媒体90の表面90aに付着していた不純物が除去されるので、インクとの接着性が向上する。また、媒体90の表面90aのうち、レーザー表面処理工程においてレーザー表面処理が実行される領域は、レーザー表面処理によって、例えば、ヒドロキシ基が除去されたり、化学結合していない部分が現れたりして、媒体90の表面90aが化学的に活性化されるので、インクとの接着性が向上する。また、媒体90の表面90aのうち、レーザー表面処理工程においてレーザー表面処理が実行される領域は、レーザー表面処理によって粗面化されるので、インクとの接着性が向上する。ここで、インクは、種類によって表面張力などの各種の性能が異なる。そのため、インクの種類と、レーザー表面処理による粗面化によって媒体90の表面90aに形成される凹凸90bの形状および大きさとによっては、レーザー表面処理による粗面化によって媒体90の表面90aに形成される凹凸90bにおける凹部にインクが入り込まない可能性がある。したがって、レーザー表面処理による粗面化によって媒体90の表面90aに形成される凹凸90bは、インクの種類によって形状および大きさが変更されても良い。例えば、レーザー表面処理による粗面化によって媒体90の表面90aに形成される凹凸90bの深さは、0.1μm〜数十μm程度の範囲に設定されても良い。
次に、媒体90にインクジェット印刷を実行するインクジェット印刷工程について説明する。
制御部25は、レーザー表面処理工程の後、インクジェット印刷工程を実行する。すなわち、制御部25は、通信部23を介して受信したインクジェット印刷データに基づいて、フラットベッド11に支持されている媒体90に対して、インクジェット印刷を実行する。具体的には、制御部25は、キャリッジ走査装置17によって主走査方向にキャリッジ15を移動させてインクジェットプリンター12によって媒体90に向けてインクを吐出することによって、主走査方向における媒体90に対する印刷を実行する。また、制御部25は、主走査方向における媒体90に対する印刷を実行すると、必要に応じて、キャリッジ支持部走査装置19によって副走査方向にキャリッジ支持部16を移動させることによって、副走査方向における媒体90に対する印刷の位置を変更した後、再び主走査方向における媒体90に対する印刷を実行する。
制御部25は、インクジェット印刷を実行する場合に、マーキング工程によって媒体90にマークが付されているとき、位置検出部14によって検出されたマークの位置に基づいて、インクジェット印刷を実行する領域の、媒体90における位置合わせを実行する。
インクジェット印刷工程におけるインクジェット印刷は、図3に示すように、レーザー表面処理工程においてレーザー表面処理が実行された領域の上に実行される。すなわち、媒体90の表面90aのうち、インクジェット印刷工程においてインクジェット印刷が実行される領域は、レーザー表面処理工程においてレーザー表面処理が実行された領域と同一の領域であるか、レーザー表面処理工程においてレーザー表面処理が実行された領域より内側の領域である。
次に、インクジェット印刷が実行された媒体90を加熱する媒体加熱工程について説明する。
制御部25は、インクジェット印刷工程と同時に、または、インクジェット印刷工程の後に、フラットベッド11に支持されている媒体90をヒーター20によって加熱する。媒体加熱工程は、媒体90と、インクとの接着性の改善のために実行される。
媒体90が加熱されることによって、媒体90に付着しているインクも加熱されて、このインクの粘度が低下する。そのため、媒体90の表面90aと、インクとの界面から空気が除去されて、媒体90と、インクとの接触の緊密度が向上するので、レーザー表面処理による粗面化によって媒体90の表面90aに形成された凹凸90bにおける凹部にまでインクが馴染み、媒体90と、インクとの接着性が改善する。
UV硬化型インクなどのラジカル重合型のインクは、硬化収縮時に応力が残留し歪みが生じる。ここで、媒体90が加熱されると、媒体90に付着しているインクも加熱されて、インクにおける残留応力や残留歪みを熱アニール効果によって緩和することができる。したがって、媒体90に付着しているインクは、ひび割れたり、媒体90から剥離したりすることを防止することができる。すなわち、媒体90に付着しているインクは、堅牢性が改善する。
次に、媒体90に対してレーザー切断処理を実行するレーザー切断処理工程について説明する。
制御部25は、媒体加熱工程の後、レーザー切断処理工程を実行する。すなわち、制御部25は、通信部23を介して受信した、媒体90に対するレーザー切断処理のためのデータ(以下「レーザー切断処理データ」という。)に基づいて、フラットベッド11に支持されている媒体90に対して、図3(b)に示すようにレーザー切断処理を実行する。具体的には、制御部25は、キャリッジ走査装置17によって主走査方向にキャリッジ15を移動させるとともに、キャリッジ支持部走査装置19によって副走査方向にキャリッジ支持部16を移動させることによって、レーザー加工装置13によって媒体90に対してレーザー切断処理データにおけるカッティング線に沿ってレーザー切断処理を実行する。ここで、制御部25は、レーザー加工装置13を図3(b)に示す状態に維持したまま、媒体90に対してレーザー切断処理を実行する。
制御部25は、レーザー切断処理を実行する場合に、マーキング工程によって媒体90にマークが付されているとき、位置検出部14によって検出されたマークの位置に基づいて、レーザー切断処理を実行するカッティング線の、媒体90における位置合わせを実行する。
レーザー切断処理における切断には、媒体90の完全な切断と、媒体90の不完全な切断であるハーフカットとの少なくとも一方が含まれる。
なお、レーザー切断処理におけるレーザー光の照射の強度と、レーザー切断処理におけるレーザー光の照射のオン・オフのタイミングであるパルスデューティーとは、媒体90の種類に応じて変更される。
以上に説明したように、印刷システム10は、媒体90のうちレーザー表面処理が実行された領域にインクジェット印刷を実行するので、レーザー表面処理によって媒体90の表面90aに付着していた不純物が除去された状態でインクジェット印刷が実行されることによって、インクジェット印刷が実行された媒体90において、媒体90と、インクとの接着性を向上することができる。また、印刷システム10は、媒体90のうちレーザー表面処理が実行された領域にインクジェット印刷を実行するので、レーザー表面処理によって媒体90の表面90aが化学的に活性化された状態でインクジェット印刷が実行されることによって、インクジェット印刷が実行された媒体90において、媒体90と、インクとの接着性を向上することができる。また、印刷システム10は、媒体90のうちレーザー表面処理が実行された領域にインクジェット印刷を実行するので、レーザー表面処理によって媒体90の表面90aが粗面化された状態でインクジェット印刷が実行されることによって、インクジェット印刷が実行された媒体90において、媒体90と、インクとの接着性を向上することができる。そのため、印刷システム10によってインクジェット印刷が実行された媒体90は、例えば、擦れに対するインクの耐性である耐擦過性や、熱変動に対するインクの耐性である耐熱変動性を向上することができる。したがって、印刷システム10は、インクジェット印刷が実行された媒体90におけるインクの剥離の発生を低減することができる。
なお、インクジェット印刷が実行された媒体90においてインク層が厚くなるインクは、インクジェット印刷が実行された媒体90においてインクの剥離が発生し易い。したがって、インクジェット印刷が実行された媒体90におけるインクの剥離の発生の低減の効果は、インクジェット印刷が実行された媒体90においてインク層が厚くなるインクを使用したインクジェット印刷が実行される場合に大きい。ここで、インクジェット印刷が実行された媒体90においてインク層が厚くなるインクとは、例えば、UV硬化型インクや、溶媒に固形樹脂が分散されているラテックスインクや、熱可塑性樹脂インクなどの樹脂分散インクである。
印刷システム10は、インクジェット印刷が実行された媒体を媒体加熱工程によって加熱するので、インクジェット印刷が実行された媒体90において、インクにおける残留応力や残留歪みを熱アニール効果によって緩和することができ、その結果、インクジェット印刷が実行された媒体90におけるインクの剥離やひび割れの発生を低減することができる。
例えばソルベントインクによってインクジェット印刷が実行された場合など、インクジェット印刷が実行された媒体90におけるインク層が薄い場合には、媒体90におけるインク層に残留応力や残留歪みが発生し難い。したがって、印刷システム10は、例えば、インクジェット印刷が実行された媒体90におけるインク層が薄い場合には、媒体加熱工程が省略されても良い。
印刷システム10によって使用されるインクは、インクジェット印刷が実行された媒体90における接着性や強度を向上するために、熱硬化性の樹脂をバインダーとして含んでも良い。印刷システム10によって使用されるインクは、熱硬化性の樹脂をバインダーとして含む場合、加熱されることによってバインダーが硬化するので、媒体90との接着性や、インク層の強度を向上することができる。
印刷システム10によって使用されるインクは、インクジェット印刷が実行された媒体90における堅牢性を向上するために、有機や無機のファイバーや固形の各種フィラーが添加されても良い。
印刷システム10は、レーザー光を出力するレーザーの少なくとも1つをレーザー表面処理部およびレーザー切断処理部が共用することによって、レーザー表面処理部およびレーザー切断処理部が同一のレーザー加工装置13によって実現されるので、小型化することができる。
なお、印刷システム10は、レーザー表面処理部と、レーザー切断処理部とを別々に備えても良い。また、印刷システム10は、レーザー切断処理工程が省略される場合には、レーザー切断処理部を備えなくても良い。
レーザー加工装置13は、複数の方向からのレーザー光を集光させることが可能な構成であれば、図3に示す構成以外の構成でも良い。例えば、レーザー加工装置13は、3つ以上のレーザーを備える構成でも良いし、図6に示す構成でも良い。
図6(a)は、媒体90に対してレーザー表面処理を実行する場合の、図3に示す例とは異なる例のレーザー加工装置13の正面図である。図6(b)は、媒体90に対してレーザー切断処理を実行する場合の図6(a)に示すレーザー加工装置13の正面図である。
図6に示すレーザー加工装置13は、本体61と、レーザー光60aを出力するレーザー発光部としてのレーザー62と、レーザー62によって出力されたレーザー光60aの径を拡大するビームエキスパンダー63と、ビームエキスパンダー63によって径が拡大されたレーザー光60aを媒体90の表面90aの近傍で集光させる集光部材としての集光レンズ64と、本体61に対するビームエキスパンダー63の位置を変化させる図示していないビームエキスパンダー移動部とを備えている。ビームエキスパンダー移動部は、媒体90に対してレーザー表面処理をレーザー加工装置13が実行する場合には、本体61に対してビームエキスパンダー63を図6(a)に示す位置に移動させる。また、レーザー移動部は、媒体90に対してレーザー切断処理をレーザー加工装置13が実行する場合には、本体61に対してビームエキスパンダー63を図6(b)に示す位置に移動させる。レーザー加工装置13は、図6(a)に示す状態である場合、集光レンズ64によってレーザー光60aが集光させられた位置の近傍の媒体90の表面90aのレーザー表面処理を実行する。レーザー加工装置13は、図6(b)に示す状態である場合、レーザー62によって出力されるレーザー光60aを媒体90の表面90aの近傍で集光させることなく媒体90に入射させることによって、媒体90に対してレーザー光60aによってレーザー切断処理を実行する。なお、レーザー62によって出力されるレーザー光60aの強さは、図6(b)に示す状態である場合に図6(a)に示す状態である場合より強くても良いが、図6(b)に示す状態である場合のレーザー切断処理に必要な強さを基準に調整されていれば、図6(a)に示す状態である場合に調整されなくても良い。
レーザー62は、公知のいずれの方式でレーザー光を発生させても良い。レーザー62によって出力されるレーザー光の波長は、いずれの波長でも良い。
図6に示すビームエキスパンダー63は、凹レンズ63aと、凸レンズ63bとを備えたガリレオ式であるが、ガリレオ式以外の方式でレーザー光60aの径を拡大しても良い。例えば、ビームエキスパンダー63は、ケプラー式でも良い。なお、図6に示すレーザー加工装置13は、レーザー62によって出力されたレーザー光60aの径を拡大する、ビームエキスパンダー以外の手段を、ビームエキスパンダー63に代えて備えても良い。
図6に示すレーザー加工装置13は、径が拡大されたレーザー光60aを集光レンズ64によって集光させるが、径が拡大されたレーザー光60aを集光させる、集光レンズ以外の手段を、集光レンズ64に代えて集光部材として備えても良い。例えば、図6に示すレーザー加工装置13は、径が拡大されたレーザー光60aを集光させる凹面鏡を、集光レンズ64に代えて集光部材として備えても良い。
なお、インクジェット印刷工程は、図7に示すように、減圧雰囲気において実行されても良い。
図7は、減圧雰囲気においてインクジェット印刷工程が実行される場合のインクジェットプリンター12の正面図である。
図7に示す構成において、印刷システム10は、図1に示す全ての構成を収納するチャンバー70を備えている。チャンバー70は、図示していない真空ポンプに連通する吸気口71と、チャンバー70の内部および外部を連通させたり、チャンバー70の内部および外部の連通を遮断したりすることが可能な開閉バルブ72とを備えている。
図7に示す構成において、印刷システム10は、真空中、すなわち、減圧雰囲気においてインクジェット印刷工程および媒体加熱工程を同時に実行することが可能である。図7に示す印刷システム10は、減圧雰囲気においてインクジェット印刷を実行することによって、媒体90と、インクとの接着性を向上することができる。特に、インクがUV硬化型インクである場合には、減圧雰囲気においてインクジェット印刷を実行することによって、UV硬化型インクにおいてモノマーの周囲に存在する空気が低減するので、モノマー同士が結合し易くなり、その結果、残留モノマーを無視できる程度まで低減することができる。したがって、インクがUV硬化型インクである場合には、インクジェット印刷が実行された媒体90におけるUV硬化型インクに関して、残留モノマーの低減による安全性の向上と、残留モノマーの低減による堅牢性の向上とを同時に実現することができる。
フラットベッド11に対して媒体90を位置決めして固定可能である場合には、制御部25は、媒体90に対する加工の位置の基準となるマークがなくても、媒体90と、レーザー表面処理工程において表面処理される領域と、インクジェット印刷工程において印刷される画像と、レーザー切断処理工程におけるカッティング線とを互いに位置合わせすることが可能である。したがって、フラットベッド11に対して媒体90を位置決めして固定可能である場合には、マーキング工程は省略されても良い。
(第2の実施の形態)
本発明の第2の実施の形態に係る印刷システムの構成について説明する。
本発明の第2の実施の形態に係る印刷システムの構成について説明する。
なお、本実施の形態に係る印刷システムの構成要素のうち、第1の実施の形態に係る印刷システム10(図1参照。)の構成要素と同様の構成要素については、印刷システム10の構成要素と同一の符号を付して、詳細な説明を省略する。
図8は、本実施の形態に係る印刷システム110の平面図である。
図8に示すように、印刷システム110は、フラットベッド11、インクジェットプリンター12およびレーザー加工装置13と、インクジェットプリンター12に取り付けられていて媒体90に示されるマークの位置を検出する位置検出部114aと、レーザー加工装置13に取り付けられていて媒体90に示されるマークの位置を検出する位置検出部114bと、主走査方向に移動可能にインクジェットプリンター12を支持するインクジェットプリンター支持部116aと、インクジェットプリンター支持部116aに対してインクジェットプリンター12を主走査方向に移動させる図示していないインクジェットプリンター走査装置と、主走査方向に移動可能にレーザー加工装置13を支持するレーザー加工装置支持部116bと、レーザー加工装置支持部116bに対してレーザー加工装置13を主走査方向に移動させる図示していないレーザー加工装置走査装置と、副走査方向に移動可能にインクジェットプリンター支持部116aおよびレーザー加工装置支持部116bを支持する副走査方向ガイドレール18および118と、フラットベッド11に対してインクジェットプリンター支持部116aを副走査方向に移動させる図示していないインクジェットプリンター支持部走査装置と、フラットベッド11に対してレーザー加工装置支持部116bを副走査方向に移動させる図示していないレーザー加工装置支持部走査装置とを備えている。
印刷システム110は、インクジェットプリンター12と、レーザー加工装置13とを副走査方向に別々に走査可能であることを除いて、印刷システム10と同様に動作可能である。
(第3の実施の形態)
本発明の第3の実施の形態に係る印刷システムの構成について説明する。
本発明の第3の実施の形態に係る印刷システムの構成について説明する。
なお、本実施の形態に係る印刷システムの構成要素のうち、第2の実施の形態に係る印刷システム110(図8参照。)の構成要素と同様の構成要素については、印刷システム110の構成要素と同一の符号を付して、詳細な説明を省略する。
図9は、本実施の形態に係る印刷システム210の側面図である。
図9に示すように、印刷システム210は、インクジェットプリンター12、レーザー加工装置13、位置検出部114a、位置検出部114bと、主走査方向に移動可能にインクジェットプリンター12を支持する図示していないインクジェットプリンター支持部と、インクジェットプリンター支持部に対してインクジェットプリンター12を主走査方向に移動させる図示していないインクジェットプリンター走査装置と、主走査方向に移動可能にレーザー加工装置13を支持する図示していないレーザー加工装置支持部と、レーザー加工装置支持部に対してレーザー加工装置13を主走査方向に移動させる図示していないレーザー加工装置走査装置と、長尺の媒体90に対して巻き取りおよび繰り出しを実行可能な巻取操出装置211および212と、インクジェットプリンター12用の架台213と、レーザー加工装置13用の架台214と、媒体90の搬送方向を変更するためのローラー215および216と、鉛直方向に移動可能であって媒体90に張力を付与するためのテンションローラー217と、インクジェットプリンター12による印刷前の媒体90を予め加熱するためのプリヒーター218と、インクジェットプリンター12による印刷中の媒体90を加熱するためのプリントヒーター219と、インクジェットプリンター12による印刷直後の媒体90を加熱するためのアフターヒーター220とを備えている。プリントヒーター219およびアフターヒーター220は、本発明の媒体加熱部を構成している。
印刷システム210は、インクジェットプリンター12およびレーザー加工装置13を副走査方向に走査する代わりに、インクジェットプリンター12およびレーザー加工装置13に対して媒体90を副走査方向に搬送することを除いて、印刷システム110と同様に動作可能である。
上述した各実施の形態における印刷システムは、シリアルヘッド方式であるが、ラインヘッド方式でも良い。
10 印刷システム
12 インクジェットプリンター(インクジェット印刷部)
13 レーザー加工装置(レーザー表面処理部、レーザー切断処理部)
20 ヒーター(媒体加熱部)
40a レーザー光
42、43 レーザー(レーザー発光部)
60a レーザー光
62 レーザー(レーザー発光部)
64 集光レンズ(集光部材)
90 媒体
110 印刷システム
210 印刷システム
219 プリントヒーター(媒体加熱部)
220 アフターヒーター(媒体加熱部)
12 インクジェットプリンター(インクジェット印刷部)
13 レーザー加工装置(レーザー表面処理部、レーザー切断処理部)
20 ヒーター(媒体加熱部)
40a レーザー光
42、43 レーザー(レーザー発光部)
60a レーザー光
62 レーザー(レーザー発光部)
64 集光レンズ(集光部材)
90 媒体
110 印刷システム
210 印刷システム
219 プリントヒーター(媒体加熱部)
220 アフターヒーター(媒体加熱部)
Claims (5)
- 媒体に対してレーザー光による表面処理を実行するレーザー表面処理部と、
前記媒体のうち前記レーザー表面処理部によって前記表面処理が実行された領域にインクジェット印刷を実行するインクジェット印刷部と
を備え、
前記レーザー表面処理部の構成は、
複数のレーザー発光部を有し、当該複数のレーザー発光部のそれぞれから出力したレーザー光が前記媒体の表面の近傍で交差するように当該複数のレーザー発光部が互いに離間して配設され、レーザー光が交差した位置の近傍の前記媒体の表面の前記表面処理を実行する第1の構成と、
1つのレーザー発光部と、当該1つのレーザー発光部から出力したレーザー光を前記媒体の表面の近傍で集光させる集光部材とを有し、当該集光部材によってレーザー光が集光させられた位置の近傍の前記媒体の表面の前記表面処理を実行する第2の構成と
のいずれかであることを特徴とする印刷システム。 - 前記レーザー表面処理部は、
前記第1の構成である場合に、レーザー光を前記媒体の表面の近傍で交差させることなく前記媒体に入射させることによって、前記媒体に対してレーザー光によって切断処理を実行し、
前記第2の構成である場合に、レーザー光を前記媒体の表面の近傍で集光させることなく前記媒体に入射させることによって、前記媒体に対してレーザー光によって切断処理を実行することを特徴とする請求項1に記載の印刷システム。 - 前記媒体に対してレーザー光によって切断処理を実行するレーザー切断処理部を備え、
前記レーザー表面処理部および前記レーザー切断処理部は、前記レーザー発光部の少なくとも1つを共用することを特徴とする請求項1に記載の印刷システム。 - 前記インクジェット印刷部によって前記インクジェット印刷が実行された前記媒体を加熱する媒体加熱部を備えることを特徴とする請求項1から請求項3までのいずれかに記載の印刷システム。
- 媒体に対してレーザー光による表面処理を実行するレーザー表面処理工程と、
前記媒体のうち前記レーザー表面処理工程によって前記表面処理が実行された領域にインクジェット印刷を実行するインクジェット印刷工程と
を備えることを特徴とする印刷方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019077013A JP2020175512A (ja) | 2019-04-15 | 2019-04-15 | 印刷システムおよび印刷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019077013A JP2020175512A (ja) | 2019-04-15 | 2019-04-15 | 印刷システムおよび印刷方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020175512A true JP2020175512A (ja) | 2020-10-29 |
Family
ID=72935606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019077013A Pending JP2020175512A (ja) | 2019-04-15 | 2019-04-15 | 印刷システムおよび印刷方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020175512A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4470787A1 (en) * | 2023-06-02 | 2024-12-04 | Markem-Imaje Corporation | Method and system for increasing rub resistance |
| EP4470786A1 (en) * | 2023-06-02 | 2024-12-04 | Markem-Imaje Corporation | Method and apparatus for high contrast printing |
-
2019
- 2019-04-15 JP JP2019077013A patent/JP2020175512A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4470787A1 (en) * | 2023-06-02 | 2024-12-04 | Markem-Imaje Corporation | Method and system for increasing rub resistance |
| EP4470786A1 (en) * | 2023-06-02 | 2024-12-04 | Markem-Imaje Corporation | Method and apparatus for high contrast printing |
| US20240399779A1 (en) * | 2023-06-02 | 2024-12-05 | Markem-Imaje Corporation | Method and apparatus for high contrast printing |
| US12441124B2 (en) | 2023-06-02 | 2025-10-14 | Markem-Imaje Corporation | Method and system for increasing rub resistance |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8012538B2 (en) | Method of manufacturing at least one projecting section of nozzle plate, nozzle plate, inkjet head and image forming apparatus | |
| JP5119867B2 (ja) | インクジェット記録装置 | |
| JP3987970B2 (ja) | インクジェット記録装置 | |
| JP6313149B2 (ja) | 印刷装置及び印刷方法 | |
| JP6846204B2 (ja) | 印刷装置、印刷方法及び装飾物の製造方法 | |
| US20140049584A1 (en) | Printing Apparatus and Printing Method | |
| JP2002011860A (ja) | インクジェットプリンタ及びプリント方法 | |
| US20090244173A1 (en) | Nozzle plate, liquid ejection head and image forming apparatus | |
| US10350904B2 (en) | Inkjet printer | |
| JP6462374B2 (ja) | 印刷装置、及び印刷方法 | |
| JP2004237588A (ja) | インクジェット記録装置 | |
| EP3409484A1 (en) | Printer and method for operating a printer | |
| JP2020175512A (ja) | 印刷システムおよび印刷方法 | |
| US7753516B2 (en) | Inkjet recording apparatus | |
| JP2012183707A (ja) | 印刷装置及び印刷方法 | |
| JP4379923B2 (ja) | インクジェット記録装置 | |
| JP6672692B2 (ja) | 印刷物を製造する装置、印刷物、印刷物を製造する方法、液体を吐出する装置 | |
| JP5299144B2 (ja) | 印刷装置、及び、印刷方法 | |
| US11765304B2 (en) | Printing apparatus, control method, printing system, and storage medium determining ink color for printing code by excluding ink color satisfying a condition | |
| JP2016087903A (ja) | プリント位置とカット位置との調整方法 | |
| JP6955319B2 (ja) | インクジェットプリンターおよびインクジェット印刷方法 | |
| US12384171B2 (en) | Method for enhancing adhesion of a UV curable ink | |
| JP2005224989A (ja) | 吐出不良検知方法 | |
| JP7090500B2 (ja) | インクジェット記録装置およびその制御方法 | |
| JP6186489B1 (ja) | インクジェットプリンタ |