JP2020193336A - 成形材料および成形品 - Google Patents
成形材料および成形品 Download PDFInfo
- Publication number
- JP2020193336A JP2020193336A JP2020089420A JP2020089420A JP2020193336A JP 2020193336 A JP2020193336 A JP 2020193336A JP 2020089420 A JP2020089420 A JP 2020089420A JP 2020089420 A JP2020089420 A JP 2020089420A JP 2020193336 A JP2020193336 A JP 2020193336A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- component
- region
- resin region
- molding material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】他の部材と溶着により接合可能で、接合に対する設計自由度が高い成形材料、それを用いた成形品の提供。【解決手段】次の構成要素[A]強化繊維;[B]熱可塑性樹脂(b);[C]熱可塑性樹脂(c);[D]熱硬化性樹脂(d)を含む成形材料であって、構成要素[B]を含む樹脂領域(B)10−2と、構成要素[D]と構成要素[A]10−1とを含む繊維強化樹脂領域(E)10−3と、構成要素[C]を含む樹脂領域(C)とがこの順に隣接して、それぞれ境界面10−5を形成し、構成要素[B]と構成要素[C]が式(1)を満たす成形材料:2<ΔSP≦10・・・式(1){ΔSP:構成要素[B]のSP値と構成要素[C]のSP値の差。SPb:構成要素[B]のSP値[(MPa)1/2];SPc:構成要素[C]のSP値[(MPa)1/2]。}【選択図】図10
Description
本発明は、他の部品と一体化した成形品の生産性に優れる成形材料およびそれを用いた成形品に関する。さらに詳しくは、所望の形状に応じた選択的な接合が可能であり、製品収率に優れ、廃棄率が少なく生産性に優れる被接合部品として好適な積層体を与える成形材料およびそれらを用いた成形品に関する。
熱硬化性樹脂または熱可塑性樹脂をマトリックスとして用い、炭素繊維やガラス繊維などの強化繊維と組み合わせた繊維強化複合材料は、軽量でありながら、強度や剛性などの力学特性や耐熱性および耐食性に優れているため、航空・宇宙、自動車、鉄道車両、船舶、土木建築およびスポーツ用品などの数多くの分野に応用されている。しかしながら、これらの繊維強化複合材料は、複雑な形状を有する部品や構造体を単一の成形工程で製造するには不向きであり、そのような用途においては、繊維強化複合材料からなる部材を作製し、次いで、他の部材と一体化する工程が必要である。このとき、必要に応じて異なる特性を有する樹脂を組み合わせることもある。繊維強化複合材料と他の部材を一体化する手法として、ボルト、リベット、ビスなどの機械的接合を使用する接合方法や、接着剤を使用する接合方法が用いられている。機械的接合方法では、穴あけなど接合部分をあらかじめ加工する工程を必要とするため、製造工程の長時間化および製造コストの増加につながり、また、穴をあけるため、材料強度が低下するという問題があった。接着剤を使用する接合方法では、接着剤の準備や接着剤の塗布作業を含む接着工程および硬化工程を必要とするため、製造工程の長時間化につながり、接着強度においても、信頼性に十分な満足が得られないという課題があった。また2色成形など異なる種類の熱可塑性樹脂からなる成形品を得る方法があるが、相溶性の低い樹脂の組み合わせの場合、嵌め合いなどの形状設計による一体化が主流であり、設計自由度が低いという課題もあった。
熱可塑性樹脂をマトリックスに用いた繊維強化複合材料は、溶着により部材間を接合する方法を適用することができるため、部材間の接合に要する時間を短縮できる可能性がある。一方で、近年になって製品に求められる形状が複雑化し、さらに要求特性に応じた様々な部材を一体化させる必要が生じるようになった。このような成形品の製造において、生産性の向上と製品収率の向上、すなわち廃棄率の低減技術が求められるようになっている。
溶着により部材間を接合する技術について、特許文献1には、強化繊維と架橋構造を有するマトリックス樹脂からなり、表面に熱可塑性樹脂を有する繊維強化複合材料板が示されている。特許文献2には、強化繊維から構成される不織布に2種類の熱可塑性樹脂が含浸された繊維強化樹脂シートが示されている。特許文献3には、強化繊維からなるマットに熱可塑性樹脂を含浸させたシート状中間基材をスキン形成層およびコア形成層に用いたサンドイッチ積層体が示されている。
しかし、特許文献1では、繊維強化複合材料板の表面に第1の熱可塑性樹脂を配し、第1の熱可塑性樹脂の外部面に第1の熱可塑性樹脂とは異なる第2の熱可塑性樹脂を重ねて配するものであるから、本発明とは積層順序が異なる。さらに、互いに溶解度パラメーターの近しい2種類の熱可塑性樹脂を重ねて接着層に用いることで接着性と耐熱性とを両立させることが好ましいとあり、複雑かつ多品種な部品との一体化成形に際しては、他部材が接着するための接着面の設計自由度の観点で不十分であった。
特許文献2に記載の方法では、強化繊維から構成される不織布に熱可塑性樹脂が含浸された繊維強化樹脂シートであるため、これを溶着に用いた際に、熱可塑性樹脂が溶融してしまい、強化繊維の配向が乱れて得られる成形品の力学特性が低下したり、意図しない形状に変形してしまう場合があった。
特許文献5に記載の方法では、スキン層すなわち両表面には同種の熱可塑性樹脂が用いられているため、他の部材(樹脂部材)を溶着する際に、該樹脂部材が成形材料の意図しない部分に溶着してしまう場合があり、接着面の設計自由度が不十分であった。
そこで、本発明の目的は、他の部材と溶着により接合可能かつ、優れた接合強度を示し、さらに溶着特性の異なる他の部材を複数種用いた場合でも容易に溶着可能であるため、接合に対する設計自由度が高い成形材料およびそれを用いた成形品を提供することにある。
かかる課題を解決するために本発明の成形材料は、次の構成を有する。すなわち、
次の構成要素[A]、[B]、[C]および[D]を含む成形材料であって、
[A]強化繊維;
[B]熱可塑性樹脂(b);
[C]熱可塑性樹脂(c);
[D]熱硬化性樹脂(d):
構成要素[B]を含む樹脂領域(B)と、構成要素[D]と構成要素[A]とを含む繊維強化樹脂領域(E)と、構成要素[C]を含む樹脂領域(C)とがこの順に隣接して、それぞれ境界面を形成し、構成要素[B]と構成要素[C]が式(1)を満たす成形材料:
2<ΔSP≦10 ・・・ 式(1)
ΔSP:SPbとSPcの差の絶対値;
SPb:構成要素[B]のSP値[(MPa)1/2];
SPc:構成要素[C]のSP値[(MPa)1/2]。
次の構成要素[A]、[B]、[C]および[D]を含む成形材料であって、
[A]強化繊維;
[B]熱可塑性樹脂(b);
[C]熱可塑性樹脂(c);
[D]熱硬化性樹脂(d):
構成要素[B]を含む樹脂領域(B)と、構成要素[D]と構成要素[A]とを含む繊維強化樹脂領域(E)と、構成要素[C]を含む樹脂領域(C)とがこの順に隣接して、それぞれ境界面を形成し、構成要素[B]と構成要素[C]が式(1)を満たす成形材料:
2<ΔSP≦10 ・・・ 式(1)
ΔSP:SPbとSPcの差の絶対値;
SPb:構成要素[B]のSP値[(MPa)1/2];
SPc:構成要素[C]のSP値[(MPa)1/2]。
また、本発明は、樹脂部品(F)が、樹脂領域(B)の面に接合および/または樹脂部品(G)が、樹脂領域(C)の面に接合されることにより、上記の成形材料と一体化されてなる成形品であって、
前記樹脂領域(B)の表面積を100%とした際に、樹脂領域(B)と樹脂部品(F)との接合面積の割合は5%以上50%未満の範囲および/または前記樹脂領域(C)の表面積を100%とした際に、樹脂領域(C)と樹脂部品(G)との接合面積の割合は5%以上50%未満の範囲である、成形品を含む。
前記樹脂領域(B)の表面積を100%とした際に、樹脂領域(B)と樹脂部品(F)との接合面積の割合は5%以上50%未満の範囲および/または前記樹脂領域(C)の表面積を100%とした際に、樹脂領域(C)と樹脂部品(G)との接合面積の割合は5%以上50%未満の範囲である、成形品を含む。
本発明の成形材料および成形品は、他部材との溶着が可能であるため、従来の熱硬化性樹脂と強化繊維からなる繊維強化複合材料に対し、接合工程に要する時間を短縮でき、構造部材の成形を高速化することが可能となる。さらに、溶着特性の異なる他の部材を複数種用いた場合でも生産性良く成形可能であるため、航空機構造部材、風車の羽根、自動車構造部材およびICトレイやノートパソコンの筐体などのコンピューター用途等への適用することで、構造体としての優れた性能を有した上で、製品の成形時間および成形コストを大きく低減させることが可能である。
以下、本発明の成形材料について説明する。
本発明の成形材料は、構成要素[B]を含む樹脂領域(B)と、構成要素[D]と構成要素[A]とを含む繊維強化樹脂領域(E)と、構成要素[C]を含む樹脂領域(C)と、がこの順に隣接されて境界面を形成した成形材料である。
構成要素[B]を含む樹脂領域(B)、構成要素[C]を含む樹脂領域(C)、ならびに構成要素[D]と構成要素[A]とを含む繊維強化樹脂領域(E)が、それぞれ層状をなして隣接することにより境界面を形成していることが好ましい。
ここで樹脂領域(B)と繊維強化樹脂領域(E)と樹脂領域(C)とがこの順に隣接されているとは、例えば図1に示すように、繊維強化樹脂領域(E)が相対する両面を有し、その一方の面に樹脂領域(B)が接し、もう一方の面に樹脂領域(C)が接して積み重ねられた状態のことである。かかる構成とすることで、樹脂領域(B)と樹脂領域(C)を繊維強化樹脂領域(E)上に簡便に配置することができる。図1は、構成要素[B]を含む樹脂領域(B)、構成要素[C]を含む樹脂領域(C)、ならびに構成要素[D]と構成要素[A]とを含む繊維強化樹脂領域(E)が、それぞれ層状をなして隣接している例を示している。
本発明の成形材料は、樹脂領域(B)を構成する構成要素[B]と樹脂領域(C)を構成する構成要素[C]との関係において、相溶性パラメーター(SP値)が式(1)を満たすことが必須である。
2<ΔSP≦10 ・・・ 式(1)
ΔSP:SPbとSPcの差の絶対値
SPb:構成要素[B]のSP値[(MPa)1/2]
SPc:構成要素[C]のSP値[(MPa)1/2]。
2<ΔSP≦10 ・・・ 式(1)
ΔSP:SPbとSPcの差の絶対値
SPb:構成要素[B]のSP値[(MPa)1/2]
SPc:構成要素[C]のSP値[(MPa)1/2]。
本発明の成形材料に、樹脂領域(B)や樹脂領域(C)と被溶着材とを高速で溶着させるとき、一般には短時間の間に高温かつ高圧が付与される。この様な条件では、被溶着材が溶解して流動し、所望の場所以外にも流れ込んで溶着してしまう、いわゆる成形不良が生じる場合がある。この際、SPbとSPcの差が式(1)の関係を満たすことで、意図しない接着、例えば樹脂領域(B)と溶着させたい被溶着材が樹脂領域(C)側に回りこんでしまっても樹脂領域(C)とは溶着せず、不要な部位を簡便に除去可能となる。これに加えて、次の工程で、樹脂領域(C)と新たな被溶着材を溶着させる場合に、新たな被溶着材が樹脂領域(B)側に回り込んでしまっても、樹脂領域(B)とは溶着せず、不要な部位を簡便に除去可能となる。これにより、高温、高圧プロセスによる溶着工程の短縮と、発生した成形不良を簡便に修復することとを両立させることができる。かかる観点から、SPbとSPcの差の絶対値ΔSPは、3以上10以下がより好ましい。また、このような観点から、樹脂領域(B)が成形材料の一方の表面を形成し、樹脂領域(C)が成形材料の反対側の表面を形成することが好ましい。
一方、上記ΔSPが2より大きいということは、樹脂領域(B)と樹脂領域(C)との間の親和性が低いということを示す。しかし、本発明においては、樹脂領域(B)と樹脂領域(C)との間に繊維強化樹脂領域(E)が介在し、さらに後述のように樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面においてアンカリング構造をとることにより、境界面に容易に強固な接合状態を得ることが可能である。
SP値は、Hansen Solubility Parameter in Practice(HSPiP)ver.5.0.06により求めることができる。ここでは、溶解性の異なる各種溶媒を用い、それぞれの溶媒に対するサンプルの溶解度を求め、この溶解度の情報をHSPiPによって解析することでハンセン溶解度パラメーターを計算する。本願におけるSP値は、このハンセン溶解度パラメーターの各項から次式により決定される。
SP値=(dD2+dP2+dH2)1/2
ただし、式中、dD、dPおよびdHは、それぞれハンセン溶解度パラメーターにおける分散項、極性項、水素結合項を表す。
SP値=(dD2+dP2+dH2)1/2
ただし、式中、dD、dPおよびdHは、それぞれハンセン溶解度パラメーターにおける分散項、極性項、水素結合項を表す。
なお、ここでの溶解性の異なる各種溶媒としては、n−ヘキサン、シクロヘキサン、メチルイソブチルケトン、酢酸n−ブチル、トルエン、テトラヒドロフラン、メチルエチルケトン、クロロホルム、酢酸メチル、アセトン、1,4−ジオキサン、ピリジン、N−メチルピロリドン、ヘキサフルオロイソプロパノール、1−ブタノール、アセトニトリル、ジエチレングリコール、N,N−ジメチルホルムアミド、γ−ブチロラクトン、エタノール、ジメチルスルホキシド、メタノール、2−アミノエタノール、シクロヘキサノン、1,1,2,2−テトラブロモエタンなどが例示できる。
さらに本発明の成形材料は、樹脂領域(B)を構成する熱可塑性樹脂(b)と樹脂領域(C)を構成する熱可塑性樹脂(c)との関係において、以下の式(2)を満たすことが好ましい。
50≦ΔT≦150 ・・・ 式(2)
ΔT:TbとTcの差の絶対値
Tb:熱可塑性樹脂(b)が結晶性樹脂の場合はその融点、非晶性樹脂の場合はそのガラス転移温度[℃]
Tc:熱可塑性樹脂(c)が結晶性樹脂の場合はその融点、非晶性樹脂の場合はそのガラス転移温度[℃]。
50≦ΔT≦150 ・・・ 式(2)
ΔT:TbとTcの差の絶対値
Tb:熱可塑性樹脂(b)が結晶性樹脂の場合はその融点、非晶性樹脂の場合はそのガラス転移温度[℃]
Tc:熱可塑性樹脂(c)が結晶性樹脂の場合はその融点、非晶性樹脂の場合はそのガラス転移温度[℃]。
本発明の成形材料を熱可塑性樹脂からなる他の部材と接合する際に、溶着で接合を行うと、熱可塑性樹脂は溶融状態で混ざり合うことで他部材との接合強度が向上できるため好ましい。本発明の成形材料においては、樹脂領域(B)と樹脂領域(C)とのそれぞれを他部材と溶着させる場合、樹脂領域(B)に他部材を溶着する工程における加工温度(以下、本明細書において、「溶着温度」と省略する。)と樹脂領域(C)における溶着温度の差を大きくすることで、溶着工程における設計自由度が向上できるため好ましい。ここで、溶着温度として、熱可塑性樹脂が結晶性樹脂の場合はその融点以上、非晶性樹脂の場合はそのガラス転移温度以上が好ましく用いられる。したがって、TbとTcとの間の差ΔTが50℃以上であると、上記両領域における溶着温度の差を十分に大きくすることが可能となり、好ましい。また、TbとTcとの間の差ΔTが150℃以下であると、上記両領域のそれぞれを溶着させる際に、一方の溶着温度で、もう一方の樹脂領域が熱分解してしまうことを抑えることが可能となり、好ましい。さらにTbとTcとの間の差ΔTは、50℃以上100℃以下が好ましい。かかる範囲とすることで、上記両領域の熱分解をより抑えつつ、溶着に十分な温度を接合部に付与可能となり好ましい。
ここでの融点および/またはガラス転移温度は、JIS K7121(2012)に基づいて、示差走査熱量計(DSC)を用いて求めることができる。容積50μlの密閉型サンプル容器に1〜10mgのサンプルを詰め、昇温速度10℃/分で昇温し、30〜400℃の範囲で検出されるDSC曲線の段差をガラス転移点、発熱ピークを融点の指標とし、それぞれの温度をガラス転移温度および融点とする。
熱可塑性樹脂(b)および熱可塑性樹脂(c)としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、液晶ポリエステル等のポリエステル系樹脂;ポリエチレン、ポリプロピレン、ポリブチレン等のポリオレフィン;スチレン系樹脂;ウレタン樹脂;ポリオキシメチレン、ポリアミド6、ポリアミド66等の脂肪族ポリアミド、半芳香族ポリアミド、脂環式ポリアミド等のポリアミド系樹脂;ポリカーボネート;ポリメチルメタクリレート;ポリ塩化ビニル;ポリフェニレンスルフィド等のポリアリーレンスルフィド;ポリフェニレンエーテル;変性ポリフェニレンエーテル;ポリイミド;ポリアミドイミド;ポリエーテルイミド;ポリスルホン;変性ポリスルホン;ポリエーテルスルホン;ポリケトン、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン等のポリアリーレンエーテルケトン;ポリアリレート;ポリエーテルニトリル;フェノール系樹脂;フェノキシ樹脂などが挙げられる。また、これら熱可塑性樹脂は、上述の樹脂の共重合体や変性体であってもよく、2種類以上ブレンドして用いてもよい。
これらの中でも、成形加工性と耐熱性や力学特性とのバランスから、ポリオレフィン、ポリカーボネート、ポリエステル、ポリアリーレンスルフィド、ポリアミド、ポリオキシメチレン、ポリエーテルイミド、ポリエーテルスルホン、ポリアリーレンエーテルケトンからなる群より選ばれる少なくとも1種の熱可塑性樹脂が好ましい。
さらに、熱可塑性樹脂(b)および熱可塑性樹脂(c)には、用途等に応じ、本発明の目的を損なわない範囲で適宜、他の充填材や添加剤を含有しても良い。例えば、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、カップリング剤などが挙げられる。
さらに熱可塑性樹脂(c)は、熱可塑性樹脂(b)との間で前述のSP値の関係を満たすことが必須である。かかる関係を満たす熱可塑性樹脂(b)と熱可塑性樹脂(c)の組合せとしては、以下の態様が例示できる。
第1の組合せとして、熱可塑性樹脂(b)がポリアミドであり、熱可塑性樹脂(c)がポリオレフィンである、ことが好ましい。かかる組合せとすることで、他部材が接着するときの接着面の設計自由度(以下、接着面の設計自由度)が向上することに加えて、溶着温度を低く抑えることが可能であり、生産コストを低く抑えることができるため好ましい。
第2の組合せとして、熱可塑性樹脂(b)がポリアリーレンスルフィドであり、熱可塑性樹脂(c)がポリオレフィンである、ことが好ましい。かかる組合せとすることで、接着面の設計自由度に加えて、溶着面の耐薬品性が比較的向上し、耐薬品性に優れる成形品が得られることから好ましい。
第3の組合せとして、熱可塑性樹脂(b)がポリアミドであり、熱可塑性樹脂(c)がポリエーテルスルホンである、ことが好ましい。かかる組合せとすることで、接着面の設計自由度が向上することに加えて、同じ溶着温度での加工が可能となり、成形サイクルに優れることから好ましい。
第4の組合せとして、熱可塑性樹脂(b)がポリアリーレンスルフィドであり、熱可塑性樹脂(c)がポリエーテルスルホンである、ことが好ましい。かかる組合せとすることで、接着面の設計自由度が向上することに加えて、溶着面の耐熱性に優れ、80℃などの比較的高温でも使用可能な成形品が得られることから好ましい。
第5の組合せとして、熱可塑性樹脂(b)がポリアリーレンエーテルケトンであり、熱可塑性樹脂(c)がポリエーテルスルホンである、ことが好ましい。かかる組合せとすることで、接着面の設計自由度が向上することに加えて、接着面が耐熱性と耐薬品性とに優れ、信頼性の高い成形品が得られることから好ましい。
本発明で用いる構成要素[A]の強化繊維としては、ガラス繊維、炭素繊維、金属繊維、芳香族ポリアミド繊維、ポリアラミド繊維、アルミナ繊維、炭化珪素繊維、ボロン繊維、玄武岩繊維などがある。これらは、単独で用いてもよいし、2種以上併用して用いてもよい。これらの強化繊維は、表面処理が施されているものであっても良い。表面処理としては、金属の被着処理、カップリング剤による処理、サイジング剤による処理、添加剤の付着処理などがある。これらの強化繊維の中には、導電性を有する強化繊維も含まれている。強化繊維としては、比重が小さく、高強度かつ高弾性率である炭素繊維が、好ましく使用される。
炭素繊維の市販品としては、“トレカ(登録商標)”T800G−24K、“トレカ(登録商標)”T800S−24K、“トレカ(登録商標)”T700G−24K、“トレカ(登録商標)”T700S−24K、“トレカ(登録商標)”T300−3K、および“トレカ(登録商標)”T1100G−24K(以上、東レ(株)製)などが挙げられる。
強化繊維の形態や配列については、強化繊維が一方向に配列されているか、一方向に配列した強化繊維の層が複数層積層されてなる積層物であるか、または織物の形態等から適宜選択できる。軽量で耐久性がより高い水準にあり、溶着工程における変形が小さい成形品が得られることから、一方向に配列した強化繊維の層が複数層積層されてなる積層物が好ましい。この場合、各層内において強化繊維が一方向に配列されていればよく、異なる層に含まれる強化繊維は、異なる方向を向いていてもよい。
これらの形態は、強化繊維から構成される複数本の強化繊維束を用いて得ることが可能である。強化繊維束は、同一の形態の複数本の繊維から構成されていても、あるいは、異なる形態の複数本の繊維から構成されていても良い。一つの強化繊維束を構成する強化繊維数は、通常、300〜60,000であるが、成形材料の製造を考慮すると、好ましくは、300〜48,000であり、より好ましくは、1,000〜24,000である。上記の上限のいずれかと下限のいずれかとの組み合わせによる範囲であってもよい。
構成要素[A]の強化繊維は、少なくとも一方向に、10mm以上の長さにわたり連続した強化繊維であることが好ましい。繊維強化複合材料の幅方向の全幅にわたり連続している必要はなく、途中で分断されていても良い。
構成要素[A]の強化繊維について、JIS R7608(2007)の樹脂含浸ストランド試験法に準拠して測定したストランド引張強度が、5.5GPa以上であると、溶着工程における変形が小さい成形品が得られることから好ましい。得られる成形品の軽量性と力学特性のバランスの観点から、ストランド引張強度が5.8GPa以上であると、さらに好ましい。
本発明において繊維強化樹脂領域(E)は、強化繊維の集合体に熱硬化性樹脂(d)を含浸させることで形成できる。含浸方法としては、例えばハンド・レイアップ法、フィラメント・ワインディング法、プルトルージョン法、レジン・インジェクション・モールディング法、レジン・トランスファー・モールディング法などが挙げられる。
本発明において、成形材料は、繊維強化樹脂領域(E)中の熱硬化性樹脂(d)を硬化物として存在させて用いることもできる。ここで、硬化物は、繊維強化樹脂領域(E)における熱硬化性樹脂(d)を、加熱硬化させることにより得ることができる。ここで加熱硬化させる方法としては、例えば、プレス成形法、オートクレーブ成形法、バッギング成形法、ラッピングテープ法、内圧成形法等が採用される。
かかる加熱硬化のための温度条件は、熱硬化性樹脂(d)の種類および硬化剤や促進剤の種類や量に応じて適宜設定することができる。例えば、熱硬化性樹脂(d)としてエポキシ樹脂を含み、アミン化合物としてジアミノジフェニルスルホンを用いた場合は、180℃で2時間の温度条件が好適に使用でき、硬化剤にジシアンジアミドを用いた場合は、135℃で2時間の温度条件が好適に使用できる。
繊維強化樹脂領域(E)中に存在する熱硬化性樹脂(d)が硬化物か否かを判定する手法としては、示差走査熱量分析が例示できる。繊維強化樹脂領域(E)を不活性ガス雰囲気下、昇温速度10℃/分にて示差走査熱量分析を行った際に、発熱反応として現れるピークの面積(残存発熱)が50J/g以下であれば硬化物であると判定する。
繊維強化樹脂領域(E)に使用される熱硬化性樹脂(d)としては、例えば、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、熱硬化ポリイミド樹脂、シアネートエステル樹脂、ビスマレイミド樹脂、ベンゾオキサジン樹脂、またはこれらの共重合体、変性体、および、これらの少なくとも2種類をブレンドした樹脂がある。耐衝撃性向上のために、エラストマーもしくはゴム成分が添加されていても良い。これらの中でも、成形加工性と力学特性の観点からエポキシ樹脂、フェノール樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂および熱硬化ポリイミド樹脂からなる群より選ばれる少なくとも1種であることが好ましい。
中でも、エポキシ樹脂は、力学特性、耐熱性および強化繊維との接着性に優れ、好ましい。エポキシ樹脂の主剤としては、例えばビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ビスフェノールS型エポキシ樹脂などのビスフェノール型エポキシ樹脂;テトラブロモビスフェノールAジグリシジルエーテルなどの臭素化エポキシ樹脂;ビフェニル骨格を有するエポキシ樹脂;ナフタレン骨格を有するエポキシ樹脂;ジシクロペンタジエン骨格を有するエポキシ樹脂;フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂;N,N,O−トリグリシジル−m−アミノフェノール、N,N,O−トリグリシジル−p−アミノフェノール、N,N,O−トリグリシジル−4−アミノ−3−メチルフェノール、N,N,N,N−テトラグリシジル−4,4−メチレンジアニリン、N,N,N,N−テトラグリシジル−2,2−ジエチル−4,4−メチレンジアニリン、N,N,N,N−テトラグリシジル−m−キシリレンジアミン、N,N−ジグリシジルアニリン、N,N−ジグリシジル−o−トルイジンなどのグリシジルアミン型エポキシ樹脂;レゾルシンジグリシジルエーテル、トリグリシジルイソシアヌレートなどを挙げることができる。
本発明において熱硬化性樹脂(d)は、エポキシ樹脂を含み、全エポキシ樹脂を100質量%として、グリシジル基を3個以上含むグリシジルアミン型エポキシ樹脂を40〜100質量%含むことで、耐熱性に優れた硬化物が得られるため、より好ましい態様となる。
グリリシジル基を3個以上含むグリシジルアミン型エポキシ樹脂としては、N,N,O−トリグリシジル−m−アミノフェノール、N,N,O−トリグリシジル−p−アミノフェノール、N,N,O−トリグリシジル−4−アミノ−3−メチルフェノール、N,N,N,N−テトラグリシジル−4,4−メチレンジアニリン、N,N,N,N−テトラグリシジル−2,2−ジエチル−4,4−メチレンジアニリン、N,N,N,N−テトラグリシジル−m−キシリレンジアミンなどを挙げることができる。
エポキシ樹脂の硬化剤としては、例えば、ジシアンジアミド、芳香族アミン化合物、フェノールノボラック樹脂、クレゾールノボラック樹脂、ポリフェノール化合物、イミダゾール誘導体、テトラメチルグアニジン、チオ尿素付加アミン、カルボン酸ヒドラジド、カルボン酸アミド、ポリメルカプタンなどが挙げられる。
なかでも、エポキシ樹脂の硬化剤として芳香族アミン硬化剤を用いることにより、耐熱性の良好なエポキシ樹脂硬化物が得られる。芳香族アミン化合物としては、例えば、3,3−ジイソプロピル−4,4−ジアミノジフェニルスルホン、3,3−ジ−t−ブチル−4,4−ジアミノジフェニルスルホン、3,3−ジエチル−5,5−ジメチル−4,4−ジアミノジフェニルスルホン、3,3−ジイソプロピル−5,5−ジメチル−4,4−ジアミノジフェニルスルホン、3,3−ジ−t−ブチル−5,5−ジメチル−4,4−ジアミノジフェニルスルホン、3,3,5,5−テトラエチル−4,4−ジアミノジフェニルスルホン、3,3−ジイソプロピル−5,5−ジエチル−4,4−ジアミノジフェニルスルホン、3,3−ジ−t−ブチル−5,5−ジエチル−4,4−ジアミノジフェニルスルホン、3,3,5,5−テトライソプロピル−4,4−ジアミノジフェニルスルホン、3,3−ジ−t−ブチル−5,5−ジイソプロピル−4,4−ジアミノジフェニルスルホン、3,3,5,5−テトラ−t−ブチル−4,4−ジアミノジフェニルスルホン、4,4−ジアミノジフェニルスルホン、3,3−ジアミノジフェニルスルホンなどが挙げられる。
さらに、繊維強化樹脂領域(E)の熱硬化性樹脂(d)には、熱硬化性樹脂に可溶な熱可塑性樹脂成分を含むことが好ましい。可溶な熱可塑性樹脂成分を含むことで、熱可塑性樹脂(b)や熱可塑性樹脂(c)との親和性が向上し、各層間の接合強度が向上する。ここで「熱硬化性樹脂に可溶」とは、熱可塑性樹脂成分を熱硬化性樹脂に混合したものを加熱、または加熱撹拌することによって、均一相をなす温度領域が存在することを指す。ここで、「均一相をなす」とは、目視で分離のない状態が得られることを指す。ある温度領域で均一相をなすのであれば、その温度領域以外、例えば室温で分離が起こっても構わない。
熱硬化性樹脂に可溶な熱可塑性樹脂成分としては、一般に、主鎖に炭素−炭素結合、アミド結合、イミド結合、エステル結合、エーテル結合、カーボネート結合、ウレタン結合、チオエーテル結合、スルホン結合およびカルボニル結合からなる群から選ばれる結合を有する熱可塑性樹脂であることが好ましい。良好な耐熱性を得るためには、成形体として用いたときに熱変形を起こしにくいという観点から、ガラス転移温度が好ましくは150℃以上、より好ましくは170℃以上である熱可塑性樹脂であり、ポリエーテルイミドやポリエーテルスルホン等が好適な例として挙げられる。
繊維強化樹脂領域(E)の熱硬化性樹脂(d)に、リン化合物が含まれることも、難燃性向上の点から好ましい態様の一つではある。しかしながら、リン化合物量が多いと、熱硬化性樹脂(d)を硬化させた際の繊維強化樹脂領域(E)の曲げ強度が低下することがある。このことから、かかる熱硬化性樹脂(d)中のリン原子濃度は0.01質量%以上1.0質量%以下とすることで、優れた曲げ強度とできるため好ましい。
なお、リン化合物を含むか否かにかかわらず、繊維強化樹脂領域(E)は、熱硬化性樹脂(d)が硬化物として存在する状態での曲げ強度が150MPa以上であることが、成形品としたときに優れた接合強度を示すため、好ましい。
本発明の成形材料は、単位面積あたりの樹脂領域(B)の質量が10g/m2以上であると好ましい。単位面積あたりの樹脂領域(B)の質量が10g/m2以上であると、樹脂領域(B)内に繊維強化樹脂領域(E)から強化繊維の一部が侵入したアンカリング構造が形成され、優れた接合強度を発現することができる。単位面積あたりの樹脂領域(B)の質量は、より好ましくは20g/m2以上である。単位面積当たりの樹脂領域(B)の質量の上限としては、200g/m2以下が例示できる。
本発明の成形材料は、単位面積あたりの樹脂領域(C)の質量が、10g/m2以上であると好ましい。単位面積あたりの樹脂領域(C)の質量が10g/m2以上であると、樹脂領域(C)内に繊維強化樹脂領域(E)から強化繊維の一部が侵入したアンカリング構造が形成され、優れた接合強度を発現することができる。単位面積あたりの樹脂領域(C)の質量は、より好ましくは20g/m2以上である。単位面積当たりの樹脂領域(C)の質量の上限としては、200g/m2以下が例示できる。
[粗さ平均長さ、粗さ平均高さ]
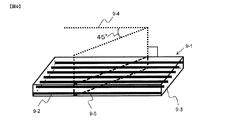
本発明の成形材料においては、樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面をまたいで両樹脂領域に含まれる構成要素[A]の強化繊維が存在する構造(アンカリング構造)を取ることが好ましい。また、図9に示すように成形材料9−1を平面視したとき、構成要素[A]9−2の繊維方向に対し、時計回りか反時計回りかを問わず45度の方向に、成形材料に垂直な断面、すなわち、成形材料がなす平面に対し垂直にカットして得られる断面9−5を得た場合において、両樹脂の境界面が形成する断面曲線の、JIS B0601(2001)で定義される粗さ平均長さRSmが100μm以下であり、粗さ平均高さRcが3.5μm以上であることが、好ましい。粗さ平均高さRcは境界面のより強固な接合強度を10μm以上であることが好ましい。
本発明の成形材料においては、樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面をまたいで両樹脂領域に含まれる構成要素[A]の強化繊維が存在する構造(アンカリング構造)を取ることが好ましい。また、図9に示すように成形材料9−1を平面視したとき、構成要素[A]9−2の繊維方向に対し、時計回りか反時計回りかを問わず45度の方向に、成形材料に垂直な断面、すなわち、成形材料がなす平面に対し垂直にカットして得られる断面9−5を得た場合において、両樹脂の境界面が形成する断面曲線の、JIS B0601(2001)で定義される粗さ平均長さRSmが100μm以下であり、粗さ平均高さRcが3.5μm以上であることが、好ましい。粗さ平均高さRcは境界面のより強固な接合強度を10μm以上であることが好ましい。
両樹脂領域の境界面をまたいで両樹脂領域に含まれる[A]の存在の確認は、平面方向に対し垂直にカットして得られる断面の観察によって確認することができる。一例を、図10を用いて示す。図10の観察断面10−4において、成形材料の樹脂領域(B)10−2は繊維強化樹脂領域(E)10−3と密着しており、樹脂領域(B)10−2と繊維強化樹脂領域(E)10−3が密着している面は境界面10−5として図示されている。また、境界面10−5上には複数の構成要素[A]10−1が存在している。境界面10−5上の構成要素[A]10−1は、樹脂領域(B)10−2にも、繊維強化樹脂領域(E)10−3にも接している。このように強化繊維の周囲に樹脂領域(B)および繊維強化樹脂領域(E)が接している状態は、強化繊維が「境界面をまたいで両樹脂領域に含まれる」状態といえる。このような状態は樹脂領域(C)および繊維強化樹脂領域(E)との間にも同様に言える。
樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面をまたいで両樹脂領域に含まれる[A]の強化繊維が存在することで、境界面上に存在する構成要素[A]が樹脂領域(B)の構成要素[B]と繊維強化樹脂領域(E)の構成要素[D]および/または樹脂領域(C)の構成要素[C]と繊維強化樹脂領域(E)の構成要素[D]と化学的または/および物理的に結合することにより、樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面の密着力が向上する。境界面上に存在する構成要素[A]の本数は1本以上あれば良い。本数の上限は、特に限定されないが、後述の方法によって観測される画像における500μm四方の範囲において200本以下が好ましい。
樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面は、成形材料の平面視において、構成要素[A]の繊維方向に対し、時計回りか反時計回りかを問わず45度の方向に、成形材料に垂直な断面において観察される。かかる断面で、当該境界面における樹脂領域の態様を観察することで、繊維方向およびこれと直交する方向の密着力を同時に評価することができる。
かかる断面観察において、当該境界面が形成する断面曲線の、JIS B0601(2001)で定義される粗さ平均長さRSmが100μm以下であると、構成要素[A]が、樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面をまたぐように存在しやすくなり、上記の密着力向上効果が得られやすくなる。また、化学的または/および物理的な結合力のみならず、交絡という機械的な結合力も加わり、樹脂領域(B)と繊維強化樹脂領域(E)および/または樹脂領域(C)と繊維強化樹脂領域(E)とが剥離しにくくなる。粗さ平均長さRSmの下限値は、特に限定されないが、応力集中による機械的な結合力の低下を忌避するという観点から、好ましくは15μm以上である。また、断面曲線の粗さ平均高さRcが3.5μm以上であることにより、交絡による機械的な結合力が高くなるとともに、構成要素[A]が、樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(D)との境界面をまたぐように存在しやすくなり、樹脂領域(B)と繊維強化樹脂領域(E)との密着力および/または樹脂領域(C)と繊維強化樹脂領域(E)との密着力が向上するので好ましい。断面曲線の粗さ平均高さRcは、構成要素[A]が両樹脂領域に含まれやすくなり密着力がより向上するため、10μm以上がより好ましく、特に好ましくは20μmである。上限値は、特に限定されないが、応力集中による機械的な結合力の低下を忌避するという観点から、好ましくは100μm以下である。
ここで、断面曲線の粗さ平均高さRcおよび粗さ平均長さRSmの測定方法としては、公知の手法を用いることができる。例えば、X線CTを用いて取得した断面画像から測定する方法、エネルギー分散型X線分光器(EDS)による元素分析マッピング画像から測定する方法、あるいは光学顕微鏡あるいは走査電子顕微鏡(SEM)あるいは透過型電子顕微鏡(TEM)による断面観察画像から測定する方法が挙げられる。観察において、構成要素[B]および/または構成要素[C]はコントラストを調整するために、染色されても良い。上記のいずれかの手法により得られる画像において、500μm四方の範囲において、断面曲線の粗さ平均高さRcおよび粗さ平均長さRSmを測定する。
断面曲線の粗さ平均高さRcおよび粗さ平均長さRSmの測定方法の一例を、図10を用いて示す。図10に示される断面の観察画像10−4において、樹脂領域(B)10−2は繊維強化樹脂領域(E)10−3と密着しており、観察画像10−4において樹脂領域(B)と繊維強化樹脂領域(E)との境界面10−5として図示されている。また、境界面10−5上には複数の構成要素[A]10−1が存在している。
断面曲線の粗さ平均高さRcおよび粗さ平均長さRSmの測定方法の一例(断面曲線要素の測定方法2)を示す。長方形型の観察画像10−4の繊維強化樹脂領域(E)側の端部10−6を基準線として、繊維強化樹脂領域(E)10−3から樹脂領域(B)10−2に向かって5μm間隔で垂基線10−7を描く。基準線から描かれる垂基線が初めて構成要素[B]と交わる点をプロットし、プロットされた点を結んだ線を断面曲線10−8とする。得られた断面曲線10−8につき、JIS B0601(2001)に基づくフィルタリング処理を行い、断面曲線10−8の粗さ平均高さRcおよび粗さ平均長さRSmを算出する。
本発明の成形材料は、単位面積あたりの構成要素[A]の質量が、30〜2,000g/m2であることが好ましい。単位面積あたりの構成要素[A]の質量が30g/m2以上であると、繊維強化複合材料成形の溶着工程における変形が小さい成形品が得られやすい。一方で、単位面積あたりの構成要素[A]の質量が2,000g/m2以下であると、プリプレグのドレープ性が向上しやすく、成形材料を硬化させる前に様々な形状への成形性に優れる。
本発明の成形材料は、単位面積当たりの熱硬化性樹脂(d)の質量が3〜4,500g/m2であることが好ましく、30〜2,000g/m2であることがさらに好ましく、50〜500g/m2であることがより好ましい。上記の上限のいずれかと下限のいずれかとの組み合わせによる範囲であってもよい。単位面積当たりの熱硬化性樹脂(d)の質量をかかる範囲内とすることで、熱硬化性樹脂(d)の量が多くなりすぎず、比強度と比弾性率に優れる繊維強化樹脂領域(E)の利点が得られやすくなり、また成形の際、硬化時の発熱量が高くなりすぎにくい。
繊維強化樹脂領域(E)にタック性があると、積層した際に繊維強化樹脂領域(E)同士が貼り付くことで、さらに樹脂領域(B)や樹脂領域(C)を積層する際に強化繊維の配向方向がずれにくく、優れた力学特性を持つ成形品が得られる。成形材料中に繊維強化樹脂領域(E)の熱硬化性樹脂(d)が存在しない場合、溶着時に強化繊維の配向方向が維持し難く、優れた力学特性を持つ成形品が得られない。
本発明における成形材料は、その樹脂領域(B)の面に樹脂部品(F)が接合されて一体化されることにより成形品とすることができる。
ここでの樹脂部品(F)は、樹脂領域(B)との溶着性の観点から、熱可塑性樹脂からなることが好ましく、熱可塑性樹脂(b)と同種の樹脂を含むことがより好ましい。さらに溶着性の観点からは、樹脂部品(F)のSP値と熱可塑性樹脂(b)のSP値との差の絶対値が2(MPa)1/2以下であることが好ましく、1(MPa)1/2以下であることがより好ましい。
さらに、樹脂部品(F)には、用途等に応じ、本発明の目的を損なわない範囲で適宜、他の充填材や添加剤を含有しても良い。例えば、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、カップリング剤などが挙げられる。
本発明における樹脂領域(B)は、なんらかの加熱手段によって、樹脂部品(F)と一体化(溶着)することができる。一体化手法としては特に制限はなく、例えば、熱溶着、振動溶着、超音波溶着、レーザー溶着、インサート射出成形、アウトサート射出成形などを挙げることができる。特に高速で生産性に優れることからインサート射出成形やアウトサート射出成形などの射出成形を用いることが好ましい。
さらに、上記成形品において、樹脂領域(B)と樹脂部品(F)との接合面積の割合は、前記成形材料における表面の樹脂領域(B)の表面積を100%とした際に5%以上50%未満の範囲であることが好ましい。さらに好ましくは20%以上40%以下である。上記の上限のいずれかと下限のいずれかとの組み合わせによる範囲であってもよい。かかる範囲内とすることで、成形品の力学特性と、樹脂部品(F)の形状自由度とが両立でき、力学特性に優れる形状自由度の高い成形品を簡便に得られるため好ましい。
樹脂部品(F)の形態は、リブ、ボス、立ち壁などが例示できるが、特にリブ構造を成形材料に接合することが成形品の軽量性と力学特性の両立の観点から好ましい。かかるリブ構造は、成形材料上に直線状に配置する例や、交差させたクロスリブとして配置する例が挙げられる。
射出成形では、金型内に挿入された成形材料の樹脂領域(B)に対し、射出された溶融状態の樹脂部品(F)が高速で接触し、圧力を付与されたまま冷却され固化する。図2に、成形材料の樹脂領域(B)面に対し2本ずつ互いに交差するリブ(クロスリブ)の形状で樹脂部品(F)を溶着させた例の平面図を示す。図3はその一断面の模式図である。
このような成形品を得る場合、図4およびその一断面である図5で例示するように、樹脂部品(F)の一部が溶融状態のまま樹脂領域(C)側に回りこむことがある。特に生産性を向上させる目的で、高温、高圧で成形する時にそのような問題が起こり易い。生産性の更なる向上のため、樹脂領域(C)側に回りこんだ樹脂部品(F)の不要な部位を簡便に除去できることが好ましい。本発明においては、前記の通り、SPbとSPcの差が式(1)の関係を満たすことで、意図しない接着、例えば樹脂領域(B)と溶着させたい被溶着材の一部が樹脂領域(C)側に回りこんでしまっても樹脂領域(C)とは溶着せず、不要な部位を簡便に除去可能となる。
本発明における成形材料は、その樹脂領域(C)の面に樹脂部品(G)が接合されて一体化されることにより成形品とすることができる。
ここでの樹脂部品(G)は、樹脂領域(C)との溶着性の観点から、熱可塑性樹脂からなることが好ましく、熱可塑性樹脂(c)と同種の樹脂を含むことがより好ましい。さらに溶着性の観点からは、樹脂部品(G)のSP値と熱可塑性樹脂(c)のSP値との差の絶対値が2(MPa)1/2以下であることが好ましく、1(MPa)1/2以下であることがより好ましい。
さらに、樹脂部品(G)には、用途等に応じ、本発明の目的を損なわない範囲で適宜、他の充填材や添加剤を含有しても良い。例えば、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、カップリング剤などが挙げられる。
本発明における樹脂領域(C)は、なんらかの加熱手段によって、樹脂部品(G)と一体化(溶着)することができる。一体化手法としては特に制限はなく、例えば、熱溶着、振動溶着、超音波溶着、レーザー溶着、インサート射出成形、アウトサート射出成形などを挙げることができる。特に高速で生産性に優れることからインサート射出成形やアウトサート射出成形などの射出成形を用いることが好ましい。
さらに、上記成形品において、樹脂領域(C)と樹脂部品(G)との接合面積の割合は、前記成形材料における表面の樹脂領域(C)の表面積を100%とした際に5%以上50%未満の範囲であることが好ましい。さらに好ましくは20%以上40%以下である。上記の上限のいずれかと下限のいずれかとの組み合わせによる範囲であってもよい。かかる範囲内とすることで、成形品の力学特性と、樹脂部品(G)の形状自由度とが両立でき、力学特性に優れる形状自由度の高い成形品を簡便に得られるため好ましい。
樹脂部品(G)の形態は、リブ、ボス、立ち壁などが例示できるが、特にリブ構造を成形材料に接合することが成形品の軽量性と力学特性の両立の観点から好ましい。かかるリブ構造は、成形材料上に直線状に配置することや、交差させたクロスリブとして配置する例が挙げられる。
射出成形では、金型内に挿入された成形材料の樹脂領域(C)に対し、射出された溶融状態の樹脂部品(G)が高速で接触し圧力を付与されたまま冷却され固化する。図6に、成形材料の樹脂領域(C)面に対し2本互いに並行するリブの形状で樹脂部品(G)を溶着させた例の平面図を示す。図7はその一断面の模式図である。
本発明の成形品は、成形材料の樹脂領域(B)の面に樹脂部品(F)が接合され、さらに樹脂領域(C)の面に樹脂部品(G)が接合されて一体化されたものであっても良い。図8は図2で得た成形品を金型に挿入し、樹脂領域(C)に対し、図6と同様に樹脂部品(G)を溶着させた成形品の一断面の模式図である。図8のように複数の樹脂部品との簡便な溶着が可能となることで、形状設計の自由度に優れ、さらに例えば、一方の溶着工程で成形材料の形状が変化しても、もう一方の溶着工程で修正させることができるため好ましい。
本発明における成形品は、航空機構造部材、風車羽根、自動車外板およびICトレイやノートパソコンの筐体などのコンピューター用途さらにはゴルフシャフトやテニスラケットなどスポーツ用途に好ましく用いられる。
以下、本発明を実施例により詳細に説明する。ただし、本発明の範囲はこれらの実施例に限定されるものではない。なお、組成比の単位「部」は、特に注釈のない限り質量部を意味する。また、各種特性の測定は、特に注釈のない限り温度23℃、相対湿度50%の環境下で行った。
<実施例および比較例で用いた材料>
以下に示す原料を用いた。それぞれの実施例および比較例で用いた構成は、表1〜4に示すとおりである。
以下に示す原料を用いた。それぞれの実施例および比較例で用いた構成は、表1〜4に示すとおりである。
<熱可塑性樹脂(b)および熱可塑性樹脂(c)>
・PA6:ポリアミド6(結晶性のポリアミドであり、融点225[℃]、SP値24[MPa]1/2)
・PA66:ポリアミド66(結晶性のポリアミドであり、融点267[℃]、SP値25[MPa]1/2)
・PP:ポリプロピレン(結晶性のポリオレフィンであり、融点170[℃]、SP値16[MPa]1/2)
・PPS:ポリアリーレンスルフィド(結晶性の熱可塑性樹脂であり融点284[℃]、SP値24[MPa]1/2)。
・PES:ポリエーテルサルホン(非晶性のポリエーテルサルホンであり、ガラス転移温度225[℃]、SP値24[MPa]1/2)
・PEKK:ポリエーテルケトンケトン(結晶性のポリアリーレンエーテルケトンであり、融点300[℃]、SP値24[MPa]1/2)。
・PA6:ポリアミド6(結晶性のポリアミドであり、融点225[℃]、SP値24[MPa]1/2)
・PA66:ポリアミド66(結晶性のポリアミドであり、融点267[℃]、SP値25[MPa]1/2)
・PP:ポリプロピレン(結晶性のポリオレフィンであり、融点170[℃]、SP値16[MPa]1/2)
・PPS:ポリアリーレンスルフィド(結晶性の熱可塑性樹脂であり融点284[℃]、SP値24[MPa]1/2)。
・PES:ポリエーテルサルホン(非晶性のポリエーテルサルホンであり、ガラス転移温度225[℃]、SP値24[MPa]1/2)
・PEKK:ポリエーテルケトンケトン(結晶性のポリアリーレンエーテルケトンであり、融点300[℃]、SP値24[MPa]1/2)。
<強化繊維>
・CF−1:炭素繊維(“トレカ(登録商標)”T800S−24K、東レ(株)製、ストランド引張強度:5.9GPa)
・CF−2:炭素繊維(“トレカ(登録商標)”T700S−24K、東レ(株)製、ストランド引張強度:4.9GPa)。
・CF−1:炭素繊維(“トレカ(登録商標)”T800S−24K、東レ(株)製、ストランド引張強度:5.9GPa)
・CF−2:炭素繊維(“トレカ(登録商標)”T700S−24K、東レ(株)製、ストランド引張強度:4.9GPa)。
<熱硬化性樹脂(d)の作製方法>
熱硬化性樹脂(d)を、以下の化合物を用いて作製した。
熱硬化性樹脂(d)を、以下の化合物を用いて作製した。
(1)エポキシ樹脂
・テトラグリシジルジアミノジフェニルメタン(“アラルダイト”(登録商標)MY721、ハンツマン・アドバンスト・マテリアルズ社製)エポキシ当量:113(g/eq.)、4官能のグリシジルアミン型エポキシ樹脂)
・ビスフェノールA型エポキシ樹脂(“jER”(登録商標)825、三菱ケミカル(株)製)エポキシ当量:175(g/eq.))
(2)アミン化合物
・4,4−ジアミノジフェニルスルホン(セイカキュアS、和歌山精化工業(株)製)
(3)熱硬化性樹脂に可溶な熱可塑性樹脂
・ポリエーテルスルホン(“スミカエクセル”(登録商標)PES5003P 住友化学(株)製)。
・テトラグリシジルジアミノジフェニルメタン(“アラルダイト”(登録商標)MY721、ハンツマン・アドバンスト・マテリアルズ社製)エポキシ当量:113(g/eq.)、4官能のグリシジルアミン型エポキシ樹脂)
・ビスフェノールA型エポキシ樹脂(“jER”(登録商標)825、三菱ケミカル(株)製)エポキシ当量:175(g/eq.))
(2)アミン化合物
・4,4−ジアミノジフェニルスルホン(セイカキュアS、和歌山精化工業(株)製)
(3)熱硬化性樹脂に可溶な熱可塑性樹脂
・ポリエーテルスルホン(“スミカエクセル”(登録商標)PES5003P 住友化学(株)製)。
(4)熱硬化性樹脂(d)にあたるエポキシ樹脂D−1の調製方法
混練装置中に、テトラグリシジルジアミノジフェニルメタン50部、ビスフェノールA型エポキシ樹脂50部およびポリエーテルスルホン7.6部を投入し、加熱混練を行い、ポリエーテルスルホンを溶解させた。次いで、混練を続けたまま100℃以下の温度まで降温させ、4,4−ジアミノジフェニルスルホン45.1部を加えて撹拌し、熱硬化性樹脂(d)にあたるエポキシ樹脂D−1を得た。
混練装置中に、テトラグリシジルジアミノジフェニルメタン50部、ビスフェノールA型エポキシ樹脂50部およびポリエーテルスルホン7.6部を投入し、加熱混練を行い、ポリエーテルスルホンを溶解させた。次いで、混練を続けたまま100℃以下の温度まで降温させ、4,4−ジアミノジフェニルスルホン45.1部を加えて撹拌し、熱硬化性樹脂(d)にあたるエポキシ樹脂D−1を得た。
(5)熱硬化性樹脂(d)にあたるエポキシ樹脂D−2の調製方法
混練装置中に、テトラグリシジルジアミノジフェニルメタン70部、ビスフェノールA型エポキシ樹脂30部およびポリエーテルスルホン7.8部を投入し、加熱混練を行い、ポリエーテルスルホンを溶解させた。次いで、混練を続けたまま100℃以下の温度まで降温させ、4,4−ジアミノジフェニルスルホン49部を加えて撹拌し、熱硬化性樹脂(d)にあたるエポキシ樹脂D−2を得た。
混練装置中に、テトラグリシジルジアミノジフェニルメタン70部、ビスフェノールA型エポキシ樹脂30部およびポリエーテルスルホン7.8部を投入し、加熱混練を行い、ポリエーテルスルホンを溶解させた。次いで、混練を続けたまま100℃以下の温度まで降温させ、4,4−ジアミノジフェニルスルホン49部を加えて撹拌し、熱硬化性樹脂(d)にあたるエポキシ樹脂D−2を得た。
<繊維強化樹脂領域(E)の製造方法>
熱硬化性樹脂(d)を、ナイフコーターを用いて樹脂目付50g/m2で離型紙上にコーティングし、樹脂フィルムを作製した。この樹脂フィルム2枚を、一方向に引き揃えた強化繊維(目付193g/m2)の両側に重ね合せた後、ヒートロールを用い、加熱加圧しながら熱硬化性樹脂(d)を炭素繊維に含浸させてプリプレグを得た。
熱硬化性樹脂(d)を、ナイフコーターを用いて樹脂目付50g/m2で離型紙上にコーティングし、樹脂フィルムを作製した。この樹脂フィルム2枚を、一方向に引き揃えた強化繊維(目付193g/m2)の両側に重ね合せた後、ヒートロールを用い、加熱加圧しながら熱硬化性樹脂(d)を炭素繊維に含浸させてプリプレグを得た。
上記で作製したプリプレグを所定の大きさにカットし、強化繊維の軸方向を0°とし、軸直交方向を90°と定義して、[0°/90°]2S(記号Sは、鏡面対称を示す)で積層し、繊維強化樹脂領域(E)を作製した。
<樹脂部品(F)および樹脂部品(G)>
<PA−1の製造方法>
二軸押出機中に、PA6を80部およびCF−1を20部投入し、250℃で加熱混練を行い、射出成形用のペレット(PA−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
<PA−1の製造方法>
二軸押出機中に、PA6を80部およびCF−1を20部投入し、250℃で加熱混練を行い、射出成形用のペレット(PA−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
<PP−1の製造方法>
二軸押出機中に、PPを80部およびCF−1を20部投入し、190℃で加熱混練を行い、射出成形用のペレット(PP−1)を得た。ペレット中のCF−1の数平均繊維長は0.2mmであった。
二軸押出機中に、PPを80部およびCF−1を20部投入し、190℃で加熱混練を行い、射出成形用のペレット(PP−1)を得た。ペレット中のCF−1の数平均繊維長は0.2mmであった。
<PPS−1の製造方法>
二軸押出機中に、PPSを80部およびCF−1を20部投入し、300℃で加熱混練を行い、射出成形用のペレット(PPS−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
二軸押出機中に、PPSを80部およびCF−1を20部投入し、300℃で加熱混練を行い、射出成形用のペレット(PPS−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
<PES−1の製造方法>
二軸押出機中に、PESを80部およびCF−1を20部投入し、250℃で加熱混練を行い、射出成形用のペレット(PES−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
二軸押出機中に、PESを80部およびCF−1を20部投入し、250℃で加熱混練を行い、射出成形用のペレット(PES−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
<PEKK−1の製造方法>
二軸押出機中に、PEKKを80部およびCF−1を20部投入し、320℃で加熱混練を行い、射出成形用のペレット(PEKK−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
二軸押出機中に、PEKKを80部およびCF−1を20部投入し、320℃で加熱混練を行い、射出成形用のペレット(PEKK−1)を得た。ペレット中のCF−1の数平均繊維長は0.1mmであった。
<成形性の評価>
成形性を評価するため、各実施例で用いる樹脂部品(F)を成形材料の樹脂領域(B)面にのみ射出成形した成形性評価用成形品(FB)を得た。また成形材料の金型間への配置向きのみを変更し、樹脂部品(F)を成形材料の樹脂領域(C)面にのみ射出成形した成形性評価用成形品(FC)を得た。各実施例で用いる樹脂部品(G)についても同様にして、それぞれ樹脂領域(B)面にのみ射出成形した成形性評価用成形品(GB)および樹脂領域(C)面にのみ射出成形した成形性評価用成形品(GC)を得た。得られた各成形性評価用成形品から、垂直接合強度評価サンプルとして、成形材料と樹脂部品(F)または樹脂部品(G)のそれぞれが接合している部分を含み、該接合部分の面積が10mm×10mmの平面状となるようそれぞれのサンプルを切り出した。
成形性を評価するため、各実施例で用いる樹脂部品(F)を成形材料の樹脂領域(B)面にのみ射出成形した成形性評価用成形品(FB)を得た。また成形材料の金型間への配置向きのみを変更し、樹脂部品(F)を成形材料の樹脂領域(C)面にのみ射出成形した成形性評価用成形品(FC)を得た。各実施例で用いる樹脂部品(G)についても同様にして、それぞれ樹脂領域(B)面にのみ射出成形した成形性評価用成形品(GB)および樹脂領域(C)面にのみ射出成形した成形性評価用成形品(GC)を得た。得られた各成形性評価用成形品から、垂直接合強度評価サンプルとして、成形材料と樹脂部品(F)または樹脂部品(G)のそれぞれが接合している部分を含み、該接合部分の面積が10mm×10mmの平面状となるようそれぞれのサンプルを切り出した。
それぞれのサンプルについて、接合面の面内方向に対して垂直な荷重がかかるよう、成形材料と、樹脂部品(F)または樹脂部品(G)とをそれぞれ担持し、“インストロン”(登録商標)5565型万能材料試験機(インストロン・ジャパン(株)製)を使用して引き剥がし方向に引張試験を行った。なお、試験機で担持できなかった場合は、接着剤(スリーボンド1782、株式会社スリーボンド製)を接合面に塗布し、23±5℃、50±5%RHで4時間以上静置して接着させた治具を介して担持した。
上記引張試験は、引張速度1.27mm/分にて、サンプルの接合面から垂直方向に引っ張って行い、その最大荷重を接着面積で除した値を垂直接合強度(単位:MPa)とした。また、試料数はn=5とした。また、10mm×10mmの接合面積でサンプルが採取できない場合は、接合面積が100mm2以下の最大の面積となるようサンプルを切り出し、この際の接合面積で引張試験時の最大荷重を除することで垂直接合強度(単位:MPa)とした。
垂直接合強度は以下の4段階で評価しgoodおよびfairを合格とした。
<樹脂部品(F)に関する成形性の評価>
good:樹脂部品(F)と樹脂領域(B)との接合強度(F/b接着、以下同様)が10MPa以上かつ樹脂部品(F)と樹脂領域(C)との接合強度(F/c接着、以下同様)が2MPa未満。
fair:樹脂部品(F)と樹脂領域(B)との接合強度が10MPa以上かつ樹脂部品(F)と樹脂領域(C)との接合強度が2MPa以上5MPa未満。
bad−1:樹脂部品(F)と樹脂領域(B)との接合強度が10MPa未満。
bad−2:樹脂部品(F)と樹脂領域(B)との接合強度が10MPa以上かつ樹脂部品(F)と樹脂領域(C)との接合強度が5MPa以上。
good:樹脂部品(F)と樹脂領域(B)との接合強度(F/b接着、以下同様)が10MPa以上かつ樹脂部品(F)と樹脂領域(C)との接合強度(F/c接着、以下同様)が2MPa未満。
fair:樹脂部品(F)と樹脂領域(B)との接合強度が10MPa以上かつ樹脂部品(F)と樹脂領域(C)との接合強度が2MPa以上5MPa未満。
bad−1:樹脂部品(F)と樹脂領域(B)との接合強度が10MPa未満。
bad−2:樹脂部品(F)と樹脂領域(B)との接合強度が10MPa以上かつ樹脂部品(F)と樹脂領域(C)との接合強度が5MPa以上。
<樹脂部品(G)に関する成形性の評価>
good:樹脂部品(G)と樹脂領域(C)との接合強度(G/c接着、以下同様)が10MPa以上かつ樹脂部品(G)と樹脂領域(B)の接合強度(G/b接着、以下同様)が2MPa未満。
fair:樹脂部品(G)と樹脂領域(C)との接合強度が10MPa以上かつ樹脂部品(G)と樹脂領域(B)との接合強度が2MPa以上5MPa未満。
bad−3:樹脂部品(G)と樹脂領域(C)との接合強度が10MPa未満。
bad−4:樹脂部品(G)と樹脂領域(C)の接合強度が10MPa以上かつ樹脂部品(G)と樹脂領域(B)の接合強度が5MPa以上。
good:樹脂部品(G)と樹脂領域(C)との接合強度(G/c接着、以下同様)が10MPa以上かつ樹脂部品(G)と樹脂領域(B)の接合強度(G/b接着、以下同様)が2MPa未満。
fair:樹脂部品(G)と樹脂領域(C)との接合強度が10MPa以上かつ樹脂部品(G)と樹脂領域(B)との接合強度が2MPa以上5MPa未満。
bad−3:樹脂部品(G)と樹脂領域(C)との接合強度が10MPa未満。
bad−4:樹脂部品(G)と樹脂領域(C)の接合強度が10MPa以上かつ樹脂部品(G)と樹脂領域(B)の接合強度が5MPa以上。
<実施例1>
表1に示す材料を用いて、前記<繊維強化樹脂領域(E)の製造方法>に従い、熱硬化性樹脂(d)と強化繊維を含む層状の繊維強化樹脂領域(E)を得た。この繊維強化樹脂領域(E)に50g/m2のシート状の樹脂領域(B)を積層し、230℃、0.5MPaで10秒間溶着させた。次いで、樹脂領域(B)とは反対側の繊維強化樹脂領域(E)の表面に50g/m2のシート状の樹脂領域(C)を積層し、200℃、0.5MPaで10秒間溶着させて、樹脂領域(B)と繊維強化樹脂領域(E)と樹脂領域(C)とがこの順に層状をなして隣接した成形材料を得た。得られた成形材料の特徴を表1に示す。
表1に示す材料を用いて、前記<繊維強化樹脂領域(E)の製造方法>に従い、熱硬化性樹脂(d)と強化繊維を含む層状の繊維強化樹脂領域(E)を得た。この繊維強化樹脂領域(E)に50g/m2のシート状の樹脂領域(B)を積層し、230℃、0.5MPaで10秒間溶着させた。次いで、樹脂領域(B)とは反対側の繊維強化樹脂領域(E)の表面に50g/m2のシート状の樹脂領域(C)を積層し、200℃、0.5MPaで10秒間溶着させて、樹脂領域(B)と繊維強化樹脂領域(E)と樹脂領域(C)とがこの順に層状をなして隣接した成形材料を得た。得られた成形材料の特徴を表1に示す。
<実施例2>
熱可塑性樹脂(b)をPA6からPA66に代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から270℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
熱可塑性樹脂(b)をPA6からPA66に代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から270℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
<実施例3>
熱可塑性樹脂(b)をPA6からPPSに代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から290℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
熱可塑性樹脂(b)をPA6からPPSに代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から290℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
<実施例4>
熱可塑性樹脂(c)をPPからPESに代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を200℃から230℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
熱可塑性樹脂(c)をPPからPESに代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を200℃から230℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
<実施例5>
熱可塑性樹脂(b)をPA6からPPSに代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から290℃に代えた以外は実施例4と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
熱可塑性樹脂(b)をPA6からPPSに代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から290℃に代えた以外は実施例4と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
<実施例6>
熱可塑性樹脂(b)をPA6からPEKKに代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から300℃に代えた以外は実施例4と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
熱可塑性樹脂(b)をPA6からPEKKに代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から300℃に代えた以外は実施例4と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
<比較例1>
熱可塑性樹脂(c)をPPからPA6に代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を200℃から230℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
熱可塑性樹脂(c)をPPからPA6に代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を200℃から230℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表1に示す。
<比較例2>
熱可塑性樹脂(c)をPPからPA66に代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を200℃から270℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
熱可塑性樹脂(c)をPPからPA66に代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を200℃から270℃に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
<比較例3>
熱可塑性樹脂(b)をPA6からPA66に代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から270℃に代えた以外は比較例2と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
熱可塑性樹脂(b)をPA6からPA66に代えて、樹脂領域(B)の繊維強化樹脂領域(E)への溶着温度を230℃から270℃に代えた以外は比較例2と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
<比較例4>
熱可塑性樹脂(c)をPESからPPSに代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を230℃から290℃に代えた以外は実施例5と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
熱可塑性樹脂(c)をPESからPPSに代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を230℃から290℃に代えた以外は実施例5と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
<比較例5>
熱可塑性樹脂(c)をPESからPEKKに代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を230℃から300℃に代えた以外は実施例6と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
熱可塑性樹脂(c)をPESからPEKKに代えて、樹脂領域(C)の繊維強化樹脂領域(E)への溶着温度を230℃から300℃に代えた以外は実施例6と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
<実施例7>
熱硬化性樹脂(d)をD−1からD−2に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
熱硬化性樹脂(d)をD−1からD−2に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
<実施例8>
強化繊維をCF−1からCF−2に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
強化繊維をCF−1からCF−2に代えた以外は実施例1と同様に成形材料を得た。得られた成形材料の特徴を表2に示す。
実施例1〜8の成形材料においては、構成要素[A]の強化繊維が、樹脂領域(B)と繊維強化樹脂領域(E)との境界面および樹脂領域(C)と繊維強化樹脂領域(E)との境界面をまたいで存在していた。
<実施例9>
実施例1の成形材料を150mm×150mmのサイズにカットし、プレス成形機で0.6MPaの圧力をかけ、180℃で120分間加温することで、熱硬化性樹脂(d)を硬化させた積層体を得た。
実施例1の成形材料を150mm×150mmのサイズにカットし、プレス成形機で0.6MPaの圧力をかけ、180℃で120分間加温することで、熱硬化性樹脂(d)を硬化させた積層体を得た。
得られた積層体を射出成形機の金型間にセットし、樹脂部品(F)として前記PA−1を樹脂領域(B)面に射出成形した。射出成形条件はシリンダ温度260℃、金型温度60℃で行った。また、この射出成形金型は樹脂部品(F)が図2、3の形状として成形されるようなキャビティを有しており、樹脂部品(F)は、幅15mm高さ5mmのリブが40mm間隔で配置されて直交したクロスリブ形状であった。樹脂領域(B)と樹脂部品(F)との接合面積は、積層体の時点で表に露出した樹脂領域(B)の表面積を100%とした際に36%であった。表3中ではこの形状をType−Iと略す。得られた成形品の構成と成形性評価結果を表3に示す。
次いで、得られた積層体と樹脂部品(F)との成形品を、射出成形金型間にセットし、樹脂部品(G)として前記PP−1を樹脂領域(C)面に射出成形した。射出成形条件はシリンダ温度230℃、金型温度60℃で行った。また、この射出成形金型は樹脂部品(G)が図6、7の形状として成形されるようなキャビティを有しており、樹脂部品(G)は、幅15mm高さ5mmのリブが40mm間隔で平行に配置されたリブ形状であった。樹脂領域(C)と樹脂部品(G)との接合面積は、積層体において表に露出した樹脂領域(C)の表面積を100%とした際に20%であった。表3中ではこの形状をType−IIと略す。得られた成形品の構成と成形性評価結果を表3に示す。
<実施例10>
成形材料を実施例1から実施例2に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
成形材料を実施例1から実施例2に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
<実施例11>
成形材料を実施例1から実施例3に代えて、樹脂部品(F)を前記PA−1から前記PPS−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度320℃、金型温度150℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
成形材料を実施例1から実施例3に代えて、樹脂部品(F)を前記PA−1から前記PPS−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度320℃、金型温度150℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
<実施例12>
成形材料を実施例1から実施例4に代えて、樹脂部品(G)を前記PP−1から前記PES−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度230℃、金型温度60℃からシリンダ温度260℃、金型温度60℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
成形材料を実施例1から実施例4に代えて、樹脂部品(G)を前記PP−1から前記PES−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度230℃、金型温度60℃からシリンダ温度260℃、金型温度60℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
<実施例13>
成形材料を実施例4から実施例5に代えて、樹脂部品(F)を前記PA−1から前記PPS−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度320℃、金型温度150℃に代えた以外は実施例12と同様に成形品を得た。得られた成形品の特徴を表3に示す。
成形材料を実施例4から実施例5に代えて、樹脂部品(F)を前記PA−1から前記PPS−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度320℃、金型温度150℃に代えた以外は実施例12と同様に成形品を得た。得られた成形品の特徴を表3に示す。
<実施例14>
成形材料を実施例4から実施例6に代えて、樹脂部品(F)を前記PA−1から前記PEKK−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度350℃、金型温度150℃に代えた以外は実施例12と同様に成形品を得た。得られた成形品の特徴を表3に示す。
成形材料を実施例4から実施例6に代えて、樹脂部品(F)を前記PA−1から前記PEKK−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度350℃、金型温度150℃に代えた以外は実施例12と同様に成形品を得た。得られた成形品の特徴を表3に示す。
<比較例6>
成形材料を実施例1から比較例1に代えて、樹脂部品(G)を前記PP−1から前記PA−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度230℃、金型温度60℃からシリンダ温度260℃、金型温度60℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
成形材料を実施例1から比較例1に代えて、樹脂部品(G)を前記PP−1から前記PA−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度230℃、金型温度60℃からシリンダ温度260℃、金型温度60℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表3に示す。
<比較例7>
成形材料を比較例1から比較例2に代えた以外は比較例6と同様に成形品を得た。得られた成形品の特徴を表3に示す。
成形材料を比較例1から比較例2に代えた以外は比較例6と同様に成形品を得た。得られた成形品の特徴を表3に示す。
<比較例8>
成形材料を比較例1から比較例3に代えた以外は比較例6と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を比較例1から比較例3に代えた以外は比較例6と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<比較例9>
成形材料を実施例5から比較例4に代えて、樹脂部品(G)を前記PES−1から前記PPS−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度320℃、金型温度150℃に代えた以外は実施例13と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を実施例5から比較例4に代えて、樹脂部品(G)を前記PES−1から前記PPS−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度320℃、金型温度150℃に代えた以外は実施例13と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<比較例10>
成形材料を実施例6から比較例5に代えて、樹脂部品(G)を前記PES−1から前記PEKK−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度350℃、金型温度150℃に代えた以外は実施例14と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を実施例6から比較例5に代えて、樹脂部品(G)を前記PES−1から前記PEKK−1に代えて、樹脂部品(G)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度350℃、金型温度150℃に代えた以外は実施例14と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<実施例15>
成形材料を実施例1から実施例7に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を実施例1から実施例7に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<実施例16>
成形材料を実施例1から実施例8に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を実施例1から実施例8に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<比較例11>
成形材料を実施例1から比較例1に代えて、樹脂部品(F)を前記PA−1から前記PP−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度230℃、金型温度60℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を実施例1から比較例1に代えて、樹脂部品(F)を前記PA−1から前記PP−1に代えて、樹脂部品(F)の射出成形条件を、シリンダ温度260℃、金型温度60℃からシリンダ温度230℃、金型温度60℃に代えた以外は実施例9と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<比較例12>
成形材料を比較例1から比較例4に代えた以外は比較例11と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を比較例1から比較例4に代えた以外は比較例11と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<比較例13>
成形材料を比較例1から比較例5に代えた以外は比較例11と同様に成形品を得た。得られた成形品の特徴を表4に示す。
成形材料を比較例1から比較例5に代えた以外は比較例11と同様に成形品を得た。得られた成形品の特徴を表4に示す。
<比較例14>
実施例1と同様の方法で得られた層状の繊維強化樹脂領域(E)を用い、繊維強化樹脂領域(E)のみを180℃の温度で2時間、加熱加圧して繊維強化樹脂領域(E)の硬化物を得た。この硬化した繊維強化樹脂領域(E)に50g/m2のシート状の樹脂領域(B)を積層し、230℃、0.5MPaで10秒間溶着工程を行った。次いで、樹脂領域(B)とは反対側の繊維強化樹脂領域(E)の表面に50g/m2のシート状の樹脂領域(C)を積層し、200℃、0.5MPaで10秒間溶着工程を行ったが、繊維強化性樹脂領域(E)の強化繊維が樹脂領域(B)および樹脂領域(C)との境界面をまたいで存在しなかったため、樹脂領域(B)および樹脂領域(C)ともに繊維強化樹脂領域(E)から容易に剥離してしまい、目的の成形材料を得ることができなかった。
実施例1と同様の方法で得られた層状の繊維強化樹脂領域(E)を用い、繊維強化樹脂領域(E)のみを180℃の温度で2時間、加熱加圧して繊維強化樹脂領域(E)の硬化物を得た。この硬化した繊維強化樹脂領域(E)に50g/m2のシート状の樹脂領域(B)を積層し、230℃、0.5MPaで10秒間溶着工程を行った。次いで、樹脂領域(B)とは反対側の繊維強化樹脂領域(E)の表面に50g/m2のシート状の樹脂領域(C)を積層し、200℃、0.5MPaで10秒間溶着工程を行ったが、繊維強化性樹脂領域(E)の強化繊維が樹脂領域(B)および樹脂領域(C)との境界面をまたいで存在しなかったため、樹脂領域(B)および樹脂領域(C)ともに繊維強化樹脂領域(E)から容易に剥離してしまい、目的の成形材料を得ることができなかった。

本発明に係る成形材料は、異なる特性の組み合わせからなる樹脂、特に相溶性の低い複数の熱可塑性樹脂を複合化しているため、従来技術では困難であった、異なる特性の組み合わせを有する成形材料を得ることが可能である。また、本発明の成形材料および成形品は、航空機構造部材、風車の羽根、自動車構造部材およびICトレイやノートパソコンの筐体などのコンピューター用途等へ適用することで、構造体としての優れた性能を示す上、上記用途に係る製品の成形時間および成形コストを大きく低減させることが可能である。
1−1 樹脂領域(B)
1−2 繊維強化樹脂領域(E)
1−3 樹脂領域(C)
2−1 樹脂領域(B)
2−2 樹脂部品(F)
2−3 図3の断面像に対応する部位
3−1 成形材料
3−2 樹脂部品(F)
3−3 樹脂領域(B)
3−4 繊維強化樹脂領域(E)
3−5 樹脂領域(C)
4−1 樹脂領域(C)側に回りこんだ樹脂部品(F)の一部
4−2 樹脂領域(C)
4−3 図5の断面像に対応する部位
4−4 樹脂領域(C)側から見た樹脂領域(B)に接合している樹脂部品(F)の内側断面部位
5−1 樹脂部品(F)
5−2 樹脂領域(B)
5−3 樹繊維強化樹脂領域(E)
5−4 樹脂領域(C)
6−1 樹脂領域(C)
6−2 樹脂部品(G)
6−3 図7の断面像に対応する部位
7−1 成形材料
7−2 樹脂部品(G)
7−3 樹脂領域(C)
7−4 繊維強化樹脂領域(E)
7−5 樹脂領域(B)
8−1 樹脂領域(B)
8−2 樹脂部品(F)
8−3 繊維強化樹脂領域(E)
8−4 樹脂領域(C)
8−5 樹脂部品(G)
9−1:成形材料
9−2:構成要素[A](強化繊維)
9−3:構成要素[B](熱可塑性樹脂(b))および構成要素[C](熱可塑性樹脂(c))
9−4:繊維方向(基準軸)
9−5:観察断面(成形材料がなす平面に対して垂直にカットして得られる断面)
10−1 構成要素[A](強化繊維)
10−2 樹脂領域(B)
10−3 繊維強化樹脂領域(E)
10−4 断面の観察画像
10−5 境界面
10−6 繊維強化樹脂領域(E)の端部(基準線)
10−7 垂基線
10−8 断面曲線
1−2 繊維強化樹脂領域(E)
1−3 樹脂領域(C)
2−1 樹脂領域(B)
2−2 樹脂部品(F)
2−3 図3の断面像に対応する部位
3−1 成形材料
3−2 樹脂部品(F)
3−3 樹脂領域(B)
3−4 繊維強化樹脂領域(E)
3−5 樹脂領域(C)
4−1 樹脂領域(C)側に回りこんだ樹脂部品(F)の一部
4−2 樹脂領域(C)
4−3 図5の断面像に対応する部位
4−4 樹脂領域(C)側から見た樹脂領域(B)に接合している樹脂部品(F)の内側断面部位
5−1 樹脂部品(F)
5−2 樹脂領域(B)
5−3 樹繊維強化樹脂領域(E)
5−4 樹脂領域(C)
6−1 樹脂領域(C)
6−2 樹脂部品(G)
6−3 図7の断面像に対応する部位
7−1 成形材料
7−2 樹脂部品(G)
7−3 樹脂領域(C)
7−4 繊維強化樹脂領域(E)
7−5 樹脂領域(B)
8−1 樹脂領域(B)
8−2 樹脂部品(F)
8−3 繊維強化樹脂領域(E)
8−4 樹脂領域(C)
8−5 樹脂部品(G)
9−1:成形材料
9−2:構成要素[A](強化繊維)
9−3:構成要素[B](熱可塑性樹脂(b))および構成要素[C](熱可塑性樹脂(c))
9−4:繊維方向(基準軸)
9−5:観察断面(成形材料がなす平面に対して垂直にカットして得られる断面)
10−1 構成要素[A](強化繊維)
10−2 樹脂領域(B)
10−3 繊維強化樹脂領域(E)
10−4 断面の観察画像
10−5 境界面
10−6 繊維強化樹脂領域(E)の端部(基準線)
10−7 垂基線
10−8 断面曲線
Claims (10)
- 次の構成要素[A]、[B]、[C]および[D]を含む成形材料であって、
[A]強化繊維;
[B]熱可塑性樹脂(b);
[C]熱可塑性樹脂(c);
[D]熱硬化性樹脂(d):
構成要素[B]を含む樹脂領域(B)と、構成要素[D]と構成要素[A]とを含む繊維強化樹脂領域(E)と、構成要素[C]を含む樹脂領域(C)とがこの順に隣接して、それぞれ境界面を形成し、構成要素[B]と構成要素[C]が式(1)を満たす成形材料:
2<ΔSP≦10 ・・・ 式(1)
ΔSP:SPbとSPcの差の絶対値;
SPb:構成要素[B]のSP値[(MPa)1/2];
SPc:構成要素[C]のSP値[(MPa)1/2]。 - 構成要素[B]を含む樹脂領域(B)、構成要素[C]を含む樹脂領域(C)、ならびに構成要素[D]および構成要素[A]を含む繊維強化樹脂領域(E)がそれぞれ層状をなして隣接することにより前記境界面を形成している、請求項1に記載の成形材料。
- 構成要素[B]および構成要素[C]は、それぞれ、ポリオレフィン、ポリカーボネート、ポリエステル、ポリアリーレンスルフィド、ポリアミド、ポリオキシメチレン、ポリエーテルイミド、ポリエーテルスルホン、ポリアリーレンエーテルケトンからなる群より選ばれる少なくとも1種の熱可塑性樹脂である、請求項1または2に記載の成形材料。
- 構成要素[B]および構成要素[C]が、構成要素[B]がポリアミドであり、構成要素[C]がポリオレフィンである組み合わせ、構成要素[B]がポリアリーレンスルフィドであり、構成要素[C]がポリオレフィンである組み合わせ、構成要素[B]がポリアミドであり、構成要素[C]がポリエーテルスルホンである組み合わせ、構成要素[B]がポリアリーレンスルフィドであり、構成要素[C]がポリエーテルスルホンである組み合わせ、および構成要素[B]がポリアリーレンエーテルケトンであり、構成要素[C]がポリエーテルスルホンである組み合わせから選ばれたいずれかの組み合わせである、請求項1〜3のいずれかに記載の成形材料。
- 構成要素[A]の強化繊維の少なくとも一部が、樹脂領域(B)と繊維強化樹脂領域(E)との境界面および/または樹脂領域(C)と繊維強化樹脂領域(E)との境界面をまたいで存在している、請求項1〜4のいずれかに記載の成形材料。
- 前記成形材料の平面視において、構成要素[A]の繊維方向に対し45度の方向に、成形材料に垂直な断面を得た場合に、
前記断面において、前記樹脂領域(B)と前記繊維強化樹脂領域(E)の境界面、および/または前記樹脂領域(C)と前記繊維強化樹脂領域(E)の境界面が形成する断面曲線の、JIS B0601(2001)で定義される粗さ平均長さRSmが100μm以下であり、粗さ平均高さRcが3.5μm以上である、請求項1〜5のいずれかに記載の成形材料。 - 式(2)を満たす、請求項1〜6のいずれかに記載の成形材料:
50≦ΔT≦150 ・・・ 式(2)
ΔT:TbとTcの差の絶対値;
Tb:熱可塑性樹脂(b)が結晶性樹脂の場合はその融点、非晶性樹脂の場合はそのガラス転移温度[℃];
Tc:熱可塑性樹脂(c)が結晶性樹脂の場合はその融点、非晶性樹脂の場合はそのガラス転移温度[℃]。 - 繊維強化樹脂領域(E)において、構成要素[A]は、
強化繊維が一方向に配列されている形態か、
強化繊維が一方向に配列された強化繊維の層が複数層積層されてなる積層物の形態か、
または織物の形態をとる、請求項1〜7のいずれかに記載の成形材料。 - 構成要素[D]が硬化物として存在する、請求項1〜8のいずれかに記載の成形材料。
- 樹脂部品(F)が、樹脂領域(B)の面に接合および/または樹脂部品(G)が、樹脂領域(C)の面に接合されることにより、請求項9に記載の成形材料と一体化されてなる成形品であって、
前記樹脂領域(B)の表面積を100%とした際に、樹脂領域(B)と樹脂部品(F)との接合面積の割合は5%以上50%未満の範囲および/または前記樹脂領域(C)の表面積を100%とした際に、樹脂領域(C)と樹脂部品(G)との接合面積の割合は5%以上50%未満の範囲である、成形品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019097039 | 2019-05-23 | ||
| JP2019097039 | 2019-05-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020193336A true JP2020193336A (ja) | 2020-12-03 |
Family
ID=73548508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020089420A Pending JP2020193336A (ja) | 2019-05-23 | 2020-05-22 | 成形材料および成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020193336A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4282644A4 (en) * | 2021-01-21 | 2024-10-30 | Toray Industries, Inc. | PREPREG, MOLDED BODIES AND ONE-PIECE MOLDED ARTICLES |
| TWI888690B (zh) * | 2021-01-21 | 2025-07-01 | 日商東麗股份有限公司 | 預浸漬物、成形體及一體成形體 |
-
2020
- 2020-05-22 JP JP2020089420A patent/JP2020193336A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4282644A4 (en) * | 2021-01-21 | 2024-10-30 | Toray Industries, Inc. | PREPREG, MOLDED BODIES AND ONE-PIECE MOLDED ARTICLES |
| TWI888690B (zh) * | 2021-01-21 | 2025-07-01 | 日商東麗股份有限公司 | 預浸漬物、成形體及一體成形體 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7647099B2 (ja) | プリプレグ | |
| JP7047923B2 (ja) | プリプレグ、積層体および成形品 | |
| JP7524763B2 (ja) | プリプレグ、積層体および成形品 | |
| US12269225B2 (en) | Fiber-reinforced resin substrate, integrated molded article, and method for manufacturing fiber-reinforced resin substrate | |
| JP7615683B2 (ja) | プリプレグ、積層体および成形品 | |
| CN114787252B (zh) | 预浸料坯、层叠体及一体化成型品 | |
| JP2020193336A (ja) | 成形材料および成形品 | |
| CN114761468B (zh) | 预浸料坯、层叠体及一体化成型品 | |
| WO2021117465A1 (ja) | プリプレグ、積層体および一体化成形品 | |
| JP7088433B1 (ja) | プリプレグ、成形体および一体化成形体 | |
| WO2021131347A1 (ja) | プリプレグ、成形体および一体化成形体 | |
| TWI871452B (zh) | 纖維強化樹脂、一體成形品及纖維強化樹脂之製造方法 | |
| TWI888690B (zh) | 預浸漬物、成形體及一體成形體 |