JP2020533763A - 電極を組み立てるための方法および装置 - Google Patents
電極を組み立てるための方法および装置 Download PDFInfo
- Publication number
- JP2020533763A JP2020533763A JP2020515013A JP2020515013A JP2020533763A JP 2020533763 A JP2020533763 A JP 2020533763A JP 2020515013 A JP2020515013 A JP 2020515013A JP 2020515013 A JP2020515013 A JP 2020515013A JP 2020533763 A JP2020533763 A JP 2020533763A
- Authority
- JP
- Japan
- Prior art keywords
- polarity
- strip
- electrodes
- electrode
- winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G13/00—Apparatus specially adapted for manufacturing capacitors; Processes specially adapted for manufacturing capacitors not provided for in groups H01G4/00 - H01G11/00
- H01G13/02—Machines for winding capacitors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
- B26D1/065—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates for thin material, e.g. for sheets, strips or the like
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/10—Multiple hybrid or EDL capacitors, e.g. arrays or modules
- H01G11/12—Stacked hybrid or EDL capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/52—Separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/82—Fixing or assembling a capacitive element in a housing, e.g. mounting electrodes, current collectors or terminals in containers or encapsulations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G13/00—Apparatus specially adapted for manufacturing capacitors; Processes specially adapted for manufacturing capacitors not provided for in groups H01G4/00 - H01G11/00
- H01G13/006—Apparatus or processes for applying terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
- H01M10/0409—Machines for assembling batteries for cells with wound electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0459—Cells or batteries with folded separator between plate-like electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0583—Construction or manufacture of accumulators with folded construction elements except wound ones, i.e. folded positive or negative electrodes or separators, e.g. with "Z"-shaped electrodes or separators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/0066—Cutting members therefor having shearing means, e.g. shearing blades, abutting blades
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/74—Terminals, e.g. extensions of current collectors
- H01G11/76—Terminals, e.g. extensions of current collectors specially adapted for integration in multiple or stacked hybrid or EDL capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
Claims (16)
- 電極アセンブリを形成するための、特に、電気エネルギー貯蔵デバイスを製造するための方法であって、
第1のセパレータストリップ(S1)および第2のセパレータストリップ(S2)を、各々連続的な供給運動によって、前記第1のストリップ(S1)と前記第2のストリップ(S2)とが互いに重ね合わされて、動作部分に収束する経路に沿って供給するステップと、
前記供給するステップ中に、前記2つのストリップ(S1、S2)の間に、第1の極性を有するN個の電極(A1、A2、A3、...、AN)を、前記第1の極性を有する第1の電極(A1)から第1の極性を有する最後の電極(AN)まで漸進的に増大する相互距離(D1、D2、...)をおいて挿入するステップであって、第1の極性を有する第1の電極(A1)と第1の極性を有する第2の電極(A2)との間の距離(D1)が、第1の極性を有する第2の電極(A2)と第1の極性を有する第3の電極(A3)との間の距離(D2)よりも小さく、前記距離(D2)が、第1の極性を有する第3の電極(A3)と第1の極性を有する第4の電極(A4)との間の距離(D3)よりも小さく、以下、第1の極性を有するすべての電極について同様である、挿入するステップと、
第2の極性を有する電極(C1、C2、C3、...)の配置を形成するために、前記供給するステップ中に、前記第2の極性を有する一連の電極(C1、C2、C3、...)を配置するステップであって、前記第2の極性を有する電極(C1、C2、C3、...)が、前記第1のストリップ(S1)の外側と前記第2のストリップ(S2)の外側とに交互に配置され、結果、奇数の順序位置にある第1の極性を有する電極(A1、A3、...)が、前記第1のストリップ(S1)を挟んで第2の極性を有する電極(C1、C3、...)上に重ね合わされ、偶数の順序位置にある第1の極性を有する電極(A2、A4、...)が、前記第2のストリップ(S2)を挟んで第2の極性を有する電極(C2、C4、...)上に重ね合わされる、配置するステップと
を含む、方法。 - 第1の極性を有する電極(A1、A2、A3、...、AN)を挿入するステップ、および、第2の極性を有する電極(C1、C2、C3、...)を配置するステップの後に、積層製品を製造するために、前記第1のストリップ、前記第2のストリップ、ならびに前記第1の極性を有する電極および前記第2の極性を有する電極をともに積層するステップを含む、請求項1に記載の方法。
- 前記第1のストリップ(S1)と前記第2のストリップ(S2)とを交互に挿入しながら、前記第2の極性を有する電極(C1、C2、C3、...)と交互に重ね合わされている前記第1の極性を有する電極(A1、A2、A3、...、AN)のスタックを含む巻き製品を製造するように、単一の巻き方向(F)に前記積層製品を巻くステップを含む、請求項2に記載の方法。
- 後続の電極アセンブリが形成されることを可能にするために、前記巻き製品を前記積層製品の残りの部分から分離するステップを含む、請求項3に記載の方法。
- 前記積層するステップが、積層デバイス(5)によって実施され、前記巻くステップが、巻き手段(6)によって実施され、前記分離するステップが、分離デバイス(7)によって実現され、前記分離デバイス(7)は、前記積層デバイス(5)と前記巻き手段(6)との間の連続的な作業ラインに沿って配置されている、請求項4に記載の方法。
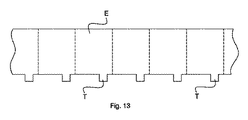
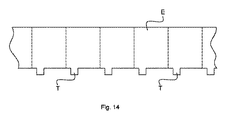
- 前記第1の極性を有する電極(A1、A2、A3、...、AN)および前記第2の極性を有する電極(C1、C2、C3)の各々にはタブ(T)が設けられており、前記相互距離(D1、D2、D3、...)は、第1の極性を有する第1の電極(A1)から第1の極性を有する最後の電極(AN)へと漸進的に増加し、結果、前記巻き製品において、巻き中の前記製品の体積の増加を考慮して、同じ極性の電極の前記タブ(T)が互いに重ね合わされる、請求項3〜5のいずれか一項に記載の方法。
- 前記第1の極性を有する電極(A1、A2、A3、...、AN)はアノードを含み、前記第2の極性を有する電極(C1、C2、C3、...)はカソードを含む、請求項1〜6のいずれか一項に記載の方法。
- 前記第1の極性を有する電極(A1、A2、A3、...、AN)の数(N)は、2より大きい、3より大きい、4より大きい、5より大きい、6より大きい、7より大きい、または8より大きい、請求項1〜7のいずれか一項に記載の方法。
- 特に請求項1〜8のいずれか一項に記載の方法を実施するための、電極を組み立てる装置であって、
第1の連続するセパレータストリップ(S1)の連続運動を伴う第1の供給経路、および、第2の連続するセパレータストリップ(S2)の連続運動を伴う第2の供給経路であって、前記経路は、前記第1のストリップ(S1)および前記第2のストリップ(S2)が互いに重ね合わされる動作部分に収束する、供給経路と、
前記第1のストリップ(S1)と前記第2のストリップ(S2)との間に第1の極性を有する、連続した電極を挿入する挿入手段(2)と、
第2の極性を有する一連の電極を、一部分を前記第1のストリップ(S1)の外側に、別の部分を前記第2のストリップ(S2)の外側にして、配置する供給手段(4)と
を備える、装置。 - 前記挿入手段は、第1の極性の電極(A1、A2、A3、...)を互いに対して交互の配置で挿入するように構成されている少なくとも2つの個別の挿入デバイス(2)を含む、請求項9に記載の装置。
- 前記挿入手段は、第2の極性の電極(C1、C2、C3、...)を互いに対して交互の配置で配置するように構成されている少なくとも2つの個別の供給デバイス(4)を含む、請求項9または10に記載の装置。
- 前記2つの供給デバイス(4)の間で、第2の極性を有する電極(C1、C3、C5、...)を前記第1のストリップ(S1)の外側に供給するように構成されている第1の供給デバイス(4)、および、第2の極性を有する電極(C2、C4、C6、...)を前記第2のストリップ(S2)の外側に供給するように構成されている第2の供給デバイス(4)が存在する、請求項11に記載の装置。
- 前記第1のストリップ(S1)、前記第2のストリップ(S2)、前記第1の極性を有する電極、および前記第2の極性を有する電極をともに積層するための前記動作部分上に配置された積層手段(5)を備える、請求項9〜12のいずれか一項に記載の装置。
- 前記積層手段(5)によって出される前記積層製品を単一の巻き方向(F)に巻き、かつ巻き製品を製造するための、前記動作部分上に配置された巻き手段(6)を備える、請求項13に記載の装置。
- 前記巻き製品を前記積層製品の残りの部分から分離するための、前記積層手段(5)と前記巻き手段(6)との間で前記動作部分上に配置された分離手段(7)を備える、請求項14に記載の装置。
- 前記第2の極性の電極(C1、C2、C3、...)は、前記第1のストリップ(S1)の外側と前記第2のストリップ(S2)の外側とに交互に配置される代わりに、第2の極性を有する電極が重ね合わされないが空き空間が残される第1の極性を有する第1の電極(A1)または第1の極性を有する第2の電極(A2)を除き、第1の極性を有する各電極(A1、A2、A3、...、AN)が、前記第1のストリップ(S1)を挟んで、第2の極性を有する1つの電極(C1、C2、C3、...)上に重ね合わされるように、前記第1のストリップ(S1)の外側に配置される、請求項1〜8のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102017000103755A IT201700103755A1 (it) | 2017-09-15 | 2017-09-15 | Metodo e apparato per assemblare elettrodi |
| IT102017000103755 | 2017-09-15 | ||
| PCT/IB2018/055909 WO2019053530A1 (en) | 2017-09-15 | 2018-08-06 | METHOD AND APPARATUS FOR ASSEMBLING ELECTRODES |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020533763A true JP2020533763A (ja) | 2020-11-19 |
| JP7191095B2 JP7191095B2 (ja) | 2022-12-16 |
Family
ID=61148310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020515013A Active JP7191095B2 (ja) | 2017-09-15 | 2018-08-06 | 電極を組み立てるための装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US12021198B2 (ja) |
| EP (1) | EP3682455B1 (ja) |
| JP (1) | JP7191095B2 (ja) |
| KR (1) | KR20200076683A (ja) |
| CN (1) | CN111357143A (ja) |
| HU (1) | HUE057056T2 (ja) |
| IT (1) | IT201700103755A1 (ja) |
| PL (1) | PL3682455T3 (ja) |
| WO (1) | WO2019053530A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110459796B (zh) * | 2019-08-16 | 2023-06-13 | 宁德时代新能源科技股份有限公司 | 一种叠片电芯的制备方法、叠片电芯、叠片装置及系统 |
| KR102820359B1 (ko) * | 2019-11-07 | 2025-06-13 | 주식회사 엘지에너지솔루션 | 폴딩형 전극조립체 및 그 제조 방법 |
| CN111430773A (zh) * | 2020-04-30 | 2020-07-17 | 蜂巢能源科技有限公司 | 电极层叠组件的制造方法及电极层叠组件、电极层叠装置 |
| EP4047675A1 (en) * | 2021-02-23 | 2022-08-24 | Siemens Aktiengesellschaft | A cutting system, control method, controller in a li-ion battery winding machine and medium |
| CN115775904A (zh) * | 2021-09-07 | 2023-03-10 | 通用汽车环球科技运作有限责任公司 | 折叠式双极电池设计 |
| IT202100030254A1 (it) * | 2021-11-30 | 2023-05-30 | P I T S R L | Apparecchiatura per la formazione di un nastro di elettrodi per dispositivi di accumulo di energia elettrica |
| WO2023100210A1 (en) * | 2021-11-30 | 2023-06-08 | P.I.T. S.R.L. | Apparatus for forming an electrode strip for electrical energy storage devices |
| IT202100030281A1 (it) * | 2021-11-30 | 2023-05-30 | P I T S R L | Apparecchiatura per la formazione di un nastro di elettrodi per dispositivi di accumulo di energia elettrica |
| CN116646660A (zh) | 2022-02-16 | 2023-08-25 | 通用汽车环球科技运作有限责任公司 | 包括无接片和无焊接的折叠式双极固态电池的高压电池 |
| CN114784352A (zh) * | 2022-03-31 | 2022-07-22 | 山东圣泉新能源科技有限公司 | 一种电池制备方法及电池卷叠系统 |
| FR3122606B1 (fr) * | 2022-08-18 | 2025-02-28 | Verkor | Système et procédé de fabrication d'une cellule de batterie |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013524431A (ja) * | 2010-04-01 | 2013-06-17 | エルジー・ケム・リミテッド | 新規な構造を有する電極組立体およびその製造方法 |
| JP2014526133A (ja) * | 2012-05-31 | 2014-10-02 | エルジー・ケム・リミテッド | 段差を有する電極組立体、それを含む電池セル、電池パック及びデバイス |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002298924A (ja) | 2001-03-30 | 2002-10-11 | Toray Eng Co Ltd | 二次電池および二次電池製造方法ならびに二次電池製造装置 |
| JP5127271B2 (ja) * | 2007-03-12 | 2013-01-23 | 株式会社東芝 | 捲回型電極電池およびその製造方法 |
| KR101209010B1 (ko) * | 2007-04-26 | 2012-12-06 | 주식회사 엘지화학 | 스택형 전극조립체 및 이의 제조방법 |
| KR100987300B1 (ko) | 2007-07-04 | 2010-10-12 | 주식회사 엘지화학 | 스택-폴딩형 전극조립체 및 그것의 제조방법 |
| US8926715B2 (en) * | 2007-12-06 | 2015-01-06 | Eliiy Power Co., Ltd. | Method and apparatus for manufacturing electrode assembly for rectangular battery |
| KR101014817B1 (ko) * | 2007-12-14 | 2011-02-14 | 주식회사 엘지화학 | 안전 부재를 포함하고 있는 스택/폴딩형 전극조립체 및그것의 제조방법 |
| US20100304198A1 (en) * | 2009-05-28 | 2010-12-02 | Samsung Sdi Co., Ltd. | Electrode assembly for secondary battery and method of manufacturing the same |
| KR101084075B1 (ko) * | 2009-11-03 | 2011-11-16 | 삼성에스디아이 주식회사 | 이차전지 및 그 제조방법 |
| KR101152552B1 (ko) * | 2010-05-04 | 2012-06-01 | 삼성에스디아이 주식회사 | 전극 조립체 및 이를 이용한 이차 전지 |
| WO2011141852A1 (en) | 2010-05-14 | 2011-11-17 | Kemet Electronics Italia S.R.L. | Apparatus and method for the production of electric energy storage devices |
| KR101128565B1 (ko) * | 2010-08-06 | 2012-03-23 | 삼성전기주식회사 | 전기화학 커패시터 및 이의 제조 방법 |
| US8802283B2 (en) * | 2012-01-19 | 2014-08-12 | Samsung Sdi Co., Ltd. | Fabricating method of secondary battery |
| CN102769146A (zh) * | 2012-06-29 | 2012-11-07 | 宁德新能源科技有限公司 | 一种锂离子电池极芯及其制备方法 |
| KR101651712B1 (ko) * | 2012-07-26 | 2016-08-26 | 에스케이이노베이션 주식회사 | 이차전지 |
| US9954203B2 (en) * | 2013-03-08 | 2018-04-24 | Lg Chem, Ltd. | Stepped electrode group stack |
| KR101586121B1 (ko) | 2013-09-30 | 2016-01-22 | 주식회사 엘지화학 | 전극 가이드를 포함하는 라미네이션 장치 |
| KR102499324B1 (ko) * | 2015-10-30 | 2023-02-13 | 삼성에스디아이 주식회사 | 이차전지용 권취장치 |
| JP6260608B2 (ja) * | 2015-12-02 | 2018-01-17 | トヨタ自動車株式会社 | 渦状電極、渦状電極の製造方法 |
| CN108886157B (zh) * | 2016-04-01 | 2022-05-31 | Ns株式会社 | 电极组装体制造装置及方法和利用其制造的电极组装体 |
| CN205543121U (zh) | 2016-04-27 | 2016-08-31 | 宁德新能源科技有限公司 | 极片自动绕卷装置 |
| CN110679001B (zh) * | 2017-11-13 | 2022-05-17 | 曼兹意大利有限责任公司 | 用于装配电极的方法与设备 |
-
2017
- 2017-09-15 IT IT102017000103755A patent/IT201700103755A1/it unknown
-
2018
- 2018-08-06 US US16/641,532 patent/US12021198B2/en active Active
- 2018-08-06 PL PL18759753T patent/PL3682455T3/pl unknown
- 2018-08-06 EP EP18759753.9A patent/EP3682455B1/en active Active
- 2018-08-06 WO PCT/IB2018/055909 patent/WO2019053530A1/en not_active Ceased
- 2018-08-06 HU HUE18759753A patent/HUE057056T2/hu unknown
- 2018-08-06 JP JP2020515013A patent/JP7191095B2/ja active Active
- 2018-08-06 KR KR1020207010905A patent/KR20200076683A/ko not_active Ceased
- 2018-08-06 CN CN201880059666.0A patent/CN111357143A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013524431A (ja) * | 2010-04-01 | 2013-06-17 | エルジー・ケム・リミテッド | 新規な構造を有する電極組立体およびその製造方法 |
| JP2014526133A (ja) * | 2012-05-31 | 2014-10-02 | エルジー・ケム・リミテッド | 段差を有する電極組立体、それを含む電池セル、電池パック及びデバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3682455T3 (pl) | 2022-01-31 |
| EP3682455B1 (en) | 2021-10-06 |
| HUE057056T2 (hu) | 2022-04-28 |
| KR20200076683A (ko) | 2020-06-29 |
| CN111357143A (zh) | 2020-06-30 |
| JP7191095B2 (ja) | 2022-12-16 |
| IT201700103755A1 (it) | 2019-03-15 |
| US20210408609A1 (en) | 2021-12-30 |
| EP3682455A1 (en) | 2020-07-22 |
| WO2019053530A1 (en) | 2019-03-21 |
| US12021198B2 (en) | 2024-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7191095B2 (ja) | 電極を組み立てるための装置 | |
| KR101291063B1 (ko) | 2차 전지 내부 셀 스택 적층 장치 및 방법 | |
| JP6972130B2 (ja) | 電気エネルギー貯蔵デバイスの製造 | |
| US11101489B2 (en) | Apparatus and method for manufacturing electrode assembly and electrode assembly manufactured using the same | |
| US9947956B2 (en) | System for rolling electrode plates | |
| KR20180133235A (ko) | 전극 조립체 제조 시스템 및 방법 | |
| US20130133184A1 (en) | Apparatus and Method for the Production of Electric Energy Storage Devices | |
| JP6210352B2 (ja) | 電極ガイドを含むラミネーション装置 | |
| KR20140035646A (ko) | 2차 전지 내부 셀 스택 방법 및 이를 이용하여 제조되는 셀 스택 | |
| KR20200131181A (ko) | 전극 조립체 제조방법과, 이를 통해 제조된 전극 조립체 및 이차전지 | |
| US11677099B2 (en) | Stacking system and method for continuously piling cutouts from at least one foil -or membrane-like material web onto a stack | |
| US9136557B2 (en) | Semi-automatic method for manufacturing an electrochemical Li-ion battery | |
| KR101370801B1 (ko) | 2차 전지 내부 셀 스택 제조 방법 | |
| US20230126211A1 (en) | Separator Sheet Adhesion Apparatus | |
| CN106575788B (zh) | 用于形成卷绕结构的方法和装置 | |
| CN108899585B (zh) | 一种锂电池穿插式电芯及其制造方法 | |
| JP2021048010A (ja) | 袋詰電極の製造装置、集積装置および袋詰電極の製造方法 | |
| JP2014110202A (ja) | 電極体の製造方法および電極捲回装置 | |
| KR20210115848A (ko) | 전극 조립체 폴딩 장치 | |
| JP2018014222A (ja) | 電極の製造方法 | |
| KR102821228B1 (ko) | 단위셀의 제조방법 | |
| CN117239259A (zh) | 一种预锂电芯卷绕加工方法 | |
| KR20220010167A (ko) | 전극 조립체 제조 장치 및 전극 조립체 제조 방법 | |
| KR20130013823A (ko) | 이차 전지 제조방법 및 이차 전지 | |
| KR101421975B1 (ko) | 이차전지용 전극 어셈블리의 제조를 위한 스택 앤 폴딩 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200513 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20200626 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200626 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7191095 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |