JP2021066902A - 銅合金圧延板及びその良否判定方法 - Google Patents
銅合金圧延板及びその良否判定方法 Download PDFInfo
- Publication number
- JP2021066902A JP2021066902A JP2019190930A JP2019190930A JP2021066902A JP 2021066902 A JP2021066902 A JP 2021066902A JP 2019190930 A JP2019190930 A JP 2019190930A JP 2019190930 A JP2019190930 A JP 2019190930A JP 2021066902 A JP2021066902 A JP 2021066902A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- room temperature
- measured
- copper alloy
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Conductive Materials (AREA)
Abstract
Description
一方、曲げ加工性や耐応力緩和特性については材料内部の不均質な部分、たとえば粗大な析出物、結晶粒界、粒界析出物、無析出帯などが悪影響を及ぼすため、これらの制御が大きな課題であった。例えば特許文献1には、透過電子顕微鏡写真による撮影視野500nm×500nm内に、直径5nm〜60nmの析出物を20個以上分布させることによって、銅合金圧延板のプレス打ち抜き性、曲げ加工性、耐応力緩和特性を向上させる技術が示されている。
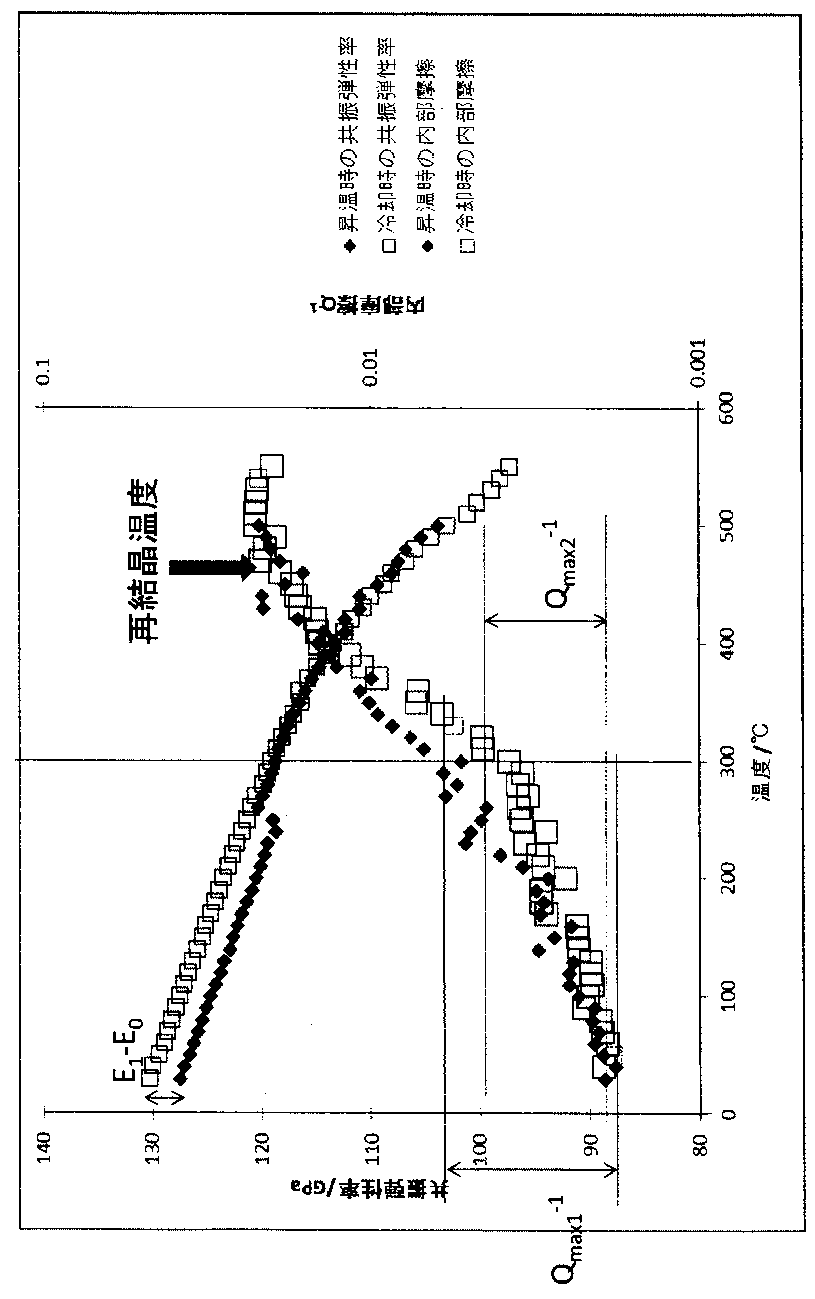
(1)室温で測定した共振弾性率E0と、室温から再結晶温度以上550℃以下の温度まで昇温後再び室温に冷却して測定した共振弾性率E1が、0≦E1―E0≦2(単位:GPa)の関係を有する。
(2)室温から300℃以上の温度まで昇温する過程で内部摩擦を測定したとき、室温から300℃までの範囲における内部摩擦の測定値の最大値から最小値を引いた値Qmax1 −1が0.004以下である。
(3)室温から再結晶温度以上の温度まで昇温後室温まで冷却する過程で内部摩擦を測定したとき、300℃から室温までの範囲における内部摩擦の測定値の最大値から最小値を引いた値Qmax2 −1が0.004以下である。
上記(1)〜(3)の条件は、上記合金組成を有する銅合金圧延板の良否判定に用いることができる。上記条件(1)〜(3)は銅合金圧延板の微細組織を反映したものであり、上記合金組成を有する銅合金圧延板は、上記(1)〜(3)の条件を全て満たすとき優れた特性を有し、いずれか1つでも満たさないときいずれかの特性が劣る。銅合金圧延板の共振弾性率及び内部摩擦の測定は、薄膜試料及び透過電子顕微鏡を用いて微細組織を直接観察することに比べてはるかに短時間で簡便に行うことができる。
Niは銅合金中に固溶して、銅合金中の転位に粘性抵抗を及ぼすSnやPの拡散を抑制し、耐応力緩和特性を向上させる作用を持つ。また、Niは、Si、Pとの間に析出物を形成し、銅合金の強度向上に寄与する。この効果を発揮させるためには、Niは0.7質量%以上の添加が必要である。一方、Niが2質量%を超えて添加されると、曲げ加工性を低下させるNi−Si粒界析出物が形成され、これによりQmax1 −1又はQmax2 −1が0.004を超える。従って、Ni含有量は0.7〜2質量%とする。
Pは、Niと微細析出物を形成して銅合金の強度を向上させる作用を有する。しかし、Pが0.1質量%を越えて添加されると、溶解鋳造中に低融点のCu−P金属間化合物が形成され、熱間圧延中に熱延材が割れてしまう。従って、P含有量は0.1質量%以下とする。Pは、Siと同様の作用を有するので、銅合金中にSiが添加されている場合は、Pは無添加(含有量0質量%)でも構わない。
Feは製造時の実体温度600℃以上の熱処理工程において銅合金の結晶粒粗大化を抑制し、銅合金の曲げ加工性を向上させる作用を有する。しかし、Fe含有量が0.1質量%を超えると、実体温度600℃以上の熱処理工程でも再固溶しない粗大なFe系析出物が発生し、E1―E0が2GPaを超え、若しくはQmax1 −1又はQmax2 −1が0.004を超える。従って、Fe含有量は0.1質量%以下とする。Feと同様の結晶粒粗大化抑制効果はNi−Si系析出物も有するため、銅合金にSiが添加される場合、Feは無添加(含有量0質量%)でも構わない。
(1)の条件は、室温で測定した共振弾性率E0と、室温から再結晶温度以上550℃以下の温度範囲まで昇温後再び室温に冷却して測定した共振弾性率E1が、0≦E1―E0≦2(単位:GPa)の関係を有する、というものである。
銅合金板から採取した同じ試験片から、室温の弾性率E0と、室温から上記温度範囲に昇温後再び室温に冷却したときの弾性率E1を測定するため、本発明では、引張試験片を用いて応力ひずみ曲線の傾きから弾性率を測定する方法は用いることはできない。本発明では、外部から駆動された振動で試験片を共振振動させ、その共振周波数から算出される共振弾性率(E0、E1)を使用する。
α(銅原子間力に起因する弾性率)は、銅原子間の相互作用に起因するため、温度の上昇・冷却のサイクル後も大きな差が生じない。
β(添加元素や強化機構による弾性率への寄与)も、強化に寄与する析出物が温度上昇・冷却のサイクル中に再固溶して消失しない限り、加熱・冷却のサイクル後も差が生じない。
δ(可動転位による弾性率欠損)は、回復温度(室温より高く、再結晶温度より低い温度)で発生する転位の再配列や密度減少によって消失していく。
共振弾性率に対する上記δの寄与を検出するには、銅合金板を回復温度以上に加熱する必要がある。本発明に係る合金組成の銅合金板において、回復温度は一般に400℃未満であるから、上記δの寄与を検出するには、銅合金板を400℃以上に昇温させる必要がある。また、共振弾性率に対する上記γの寄与を検出するには、銅合金板を再結晶温度以上に加熱する必要がある。本発明に係る合金組成の銅合金板において、再結晶温度は概ね470℃以上である。一方、昇温温度が550℃を超えると、本発明に係る合金組成の銅合金板の強度に寄与する析出物の再固溶温度となる。銅合金板が再固溶温度以上に昇温すると、共振弾性率に対する上記βの寄与が無視できなくなる。以上のことから、共振弾性率率E0,E1の測定において、昇温温度は再結晶温度以上550℃以下とする。
なお、粗大な析出物まわりに発生した転位ループやこれらに堰き止められて集積した可動転位は、昇温が再結晶温度未満では残存することがあり、その場合、本来E1―E0>2となるはずのところが、0≦E1―E0≦2となる場合がある。銅合金板を再結晶温度以上に昇温した場合、これらの可動転位線は消失するので、E0、E1の差(E1―E0)が2GPaより大きくなり、上記の粗大な析出物の存在をより正しく判断できる。
銅合金板の共振弾性率を測定したとき、外部の駆動を切断した瞬間から共振が減衰していく。このときの共振振動波形の隣り合った山と山の高さの比が内部摩擦である。銅合金板の室温での内部摩擦は0.0001から0.001程度である。つまり共振振動は非常に減衰が遅いが、銅合金板中に共振振動と同期しない不均質な組織、粗大析出物、可動転位などが存在すると内部摩擦は増加する。銅合金板の温度を変えながら共振周波数を測定すると、高温になるほど共振周波数は低下していくので、温度を上昇させながら内部摩擦を測定することはより低い周波数で掃引していくことと等価である。
前記(2)の条件において、内部摩擦の測定は室温から300℃まで加熱される過程で行われる。従って、測定時の銅合金板は、端子用銅合金として必要な強度を有し、転位密度が高く転位同士が相互に絡み合った状態である。この状態で内部摩擦の測定を行うと、材料内部の不均質や欠陥が相互に絡み合った転位で固定化され、測定される内部摩擦の値が前記不均質や欠陥を反映したものとならない(すなわち、温度上昇に伴う内部摩擦の山やピークが遮蔽される)可能性がある。
試験片を断続的に昇温するとき、試験片が室温から再結晶温度以上550℃以下の目標温度に達するまで、当該試験片に対し一定温度に維持する等温ステップと温度を上昇させる昇温ステップが繰り返される。また、試験片を断続的に冷却するときも同様に、試験片が前記目標温度から室温に達するまで、当該試験片に対し一定温度に維持する等温ステップと温度を下降させる冷却ステップが繰り返される。共振弾性率及び内部摩擦の測定は、前記等温ステップにおいて行われる。前記昇温ステップにおける昇温速度は、特に限定的ではないが、例えば10℃/1分〜10℃/7分程度とすればよい。前記冷却ステップは、これも特に限定的ではないが放空冷(冷却速度:10℃/5分程度)でよい。
銅合金鋳塊を均質化処理後、熱間圧延及び冷間圧延を行い、続いて短時間の連続焼鈍を行った後、析出焼鈍を行うか、最終冷間圧延及び短時間の低温焼鈍を行う。前記の各工程において、例えば下記の条件が選択される。
均質化処理は保持温度を800〜1000℃とし、保持時間を0.5〜4時間とする。続いて行われる熱間圧延は終了まで600℃以上の温度を保ち、終了後は水冷又は放冷とする。冷間圧延後の連続焼鈍は溶体化処理のためのもので、保持温度を600℃以上、保持時間を数十秒とする。析出焼鈍は保持温度を450〜550℃、保持時間を数時間とする。最終冷間圧延の加工率は30〜80%程度とし、低温焼鈍は保持温度を250〜450℃、保持時間を20〜40秒とする。
この製造方法により、本発明で規定する組成を有する銅合金において、前記条件(1)〜(3)を満たす銅合金圧延板を製造できる。この銅合金圧延板は、耐力500MPa以上を有し、R/t=0.5以上の優れた曲げ加工性を有し(R:曲げ半径、t:板厚)、150℃×1000時間後の応力緩和率が15%以下と優れた特性を有する。また、端子用として不足のない導電率を有する。
銅合金をクリプトル炉において大気中で木炭被覆下で溶解し、表1に示す合金組成を有する45mm厚の鋳塊(No.1〜10)を得た。この鋳塊に、表1に示す条件で均質化処理を行い、続いて熱間圧延して15mm厚とし、800℃以上で焼入れた(水冷)。この熱延材の両面を1mmずつ面削して13mm厚とした後、表1に示す工程(熱間圧延後の工程)を施してNo.1〜14の製品板(銅合金圧延板)を得た。各製品板の板厚は0.25mmである。なお、No.11,12はNo.1の分割した冷延材(1t)を使用して製造し、No.13はNo.2の分割した冷延材(0.5t)を使用して製造した。No.14はNo.1の製品板を用いた。
共振弾性率及び内部摩擦の測定には日本テクノプラス製の弾性率及び内部摩擦測定装置JE−HTを用いた。幅10mm、厚さ0.25mm、長さ45mmの試験片を各供試材から採取し、板面が水平になるよう配置し、曲げ共振時の節となる部分2箇所をインバー製の細線で吊り下げる。試験片の加熱並びに共振弾性率及び内部摩擦の測定は窒素ガスを循環させた金属製チャンバーの中で行う。試験片の下面に設置した静電誘導トランスデューサーで曲げ振動を誘起し、隣接する非接触センサで試験片の振動をモニタ−する。試験片のすぐ間際に熱電対が設置されており、これを試験片の実体温度として測定する。このとき共振周波数f(単位:Hz)と弾性率E(単位:GPa)は次式の関係にある。
内部摩擦は共振の振動エネルギーの減衰率であり、共振弾性率と同時測定できる。試験片が共振している状態から加振を停止すると、試験片は共振周波数で徐々に減衰する。この減衰を1周期ごとに測定し対数減衰率として計算する。
室温からの昇温過程において室温で測定された共振弾性率E0と、室温までの冷却過程において室温で測定された共振弾性率E1から、共振弾性率E0 ,E1の差(E1―E0)を算出した。室温からの昇温過程において測定された内部摩擦(室温から300℃まで)の最大値と最小値からその差Qmax1 −1を算出した。また、室温への冷却過程において測定された内部摩擦(300℃から室温まで)の最大値と最小値からその差Qmax2 −1を算出した。
No.1(図2)は、昇温過程において室温で測定された共振弾性率E0が128.59GPa、冷却過程において室温で測定された共振弾性率E1が130.00GPaであり、共振弾性率E0 ,E1の差(E1―E0)が1.41GPaである。昇温過程において測定された内部摩擦(室温から300℃まで)の最大値が0.00299(280℃)、最小値が0.00169(30℃)で、その差Qmax1 −1が0.00130である。冷却過程において測定された内部摩擦(300℃から室温まで)の最大値が0.00345(300℃)、最小値が0.00170(300℃)で、その差Qmax2 −1が0.00175である。
導電率は、JISH0505に規定されている非鉄金属材料導電率測定法に準拠し、ダブルブリッジを用いた四端子法で測定した。
(硬さ)
硬さは、JISZ2244に規定されているビッカース硬さの微少硬さ試験方法に準拠し、試験加重500g(4.9N)で測定した。
(耐力)
耐力は、JIS5号引張り試験片を長手方向が供試材のLD方向となるように機械加工にて作製し、JISZ2241の規定に準拠して引張り試験を行って測定した。耐力は永久伸び0.2%に相当する引張り強さである。
応力緩和率は、日本伸銅協会技術標準JCBAT309に規定された片持ち梁方式を用いて測定した。長さ方向がLD方向になるように、供試材から幅10mmの短冊状試験片を切り出し、その一端を剛体試験台に固定し、試験片のスパン長Lの部分に高さd(=10mm)の枕状ブロックを咬ませてたわみ量を与える。このとき、材料耐力の80%に相当する表面応力が試験片に負荷されるようにスパン長Lを決める。これを180℃のオーブン中に30時間保持した後に取り出し、たわみ量dを取り去ったときの永久歪みδを測定し、RS=(δ/d)×100で計算される応力緩和率(RS)を求める。なお、180℃×30時間の保持は、ラーソン・ミラーパラメーターで計算すると、ほぼ150℃×1000時間の保持に相当する。
長さ方向が供試材のTD方向になるように、供試材から幅10mm、長さ35mmの試験片を切り出した。試験片の曲げ線が長さ方向に垂直になるように、試験片を日本伸銅協会技術標準JBMAT307に規定されたCES−M0002金属材料W曲げ試験用B型曲げ治具を用いて挟み、荷重1tonのハンドプレスで曲げ加工を行った。曲げ割れが発生する直前のR/tを、曲げ部の曲率半径Rと試験片の板厚t(=0.25mm)から算出した。
(透過電子顕微鏡観察)
供試材から採取した試料を、手研磨と電解薄膜法(ツインジェット法)で透過電子顕微鏡観察用薄膜に仕上げた。日立製作所製の透過電子顕微鏡H−800(加速電圧200kV)を用い、撮影倍率100000倍で撮影し、上質印画紙にさらに1.5倍に拡大して印刷した。
図6は、No.2及び後述するNo.4の昇温前の走査電子顕微鏡写真(観察面は、圧延方向に平行な方向の断面)であり、左側の写真がNo.2のもの、右側の写真がNo.4のもの、いずれも観察面は圧延方向に平行な方向の断面である。No.2では、微細な析出物が相当数観察されるが、粗大析出物は観察されない。No.4では、比較的粗大な析出物が特に結晶粒界に観察される。
そして、No.1,2の銅合金圧延板は、耐力、耐応力緩和特性及び曲げ加工性がいずれも優れる。なお、No.1,2の製造工程には、600℃以上に加熱される熱処理工程が熱間圧延を含めて2回ある。
No.1,2において、共振弾性率と内部摩擦の値を測定するために要した時間は、試験片の加工も含めて50時間以内であった(この点はNo.3〜13も同じ)。
No.3は、Ni含有量が不足しているために、No.1と同様の製造工程を経たにも関わらず、E1―E0がマイナスとなり、Qmax1 −1とQmax2 −1が共に規定の値より大きく、応力緩和率が15%を超えた。
No.4はNi含有量が過剰なため、E1―E0とQmax1 −1が規定の値を超えた。この測定結果から、No.4では、銅合金板の内部に機械的特性の向上に寄与しない粗大な析出物が多くなっているものと推測される。実際、図6の右側の写真(No.4の走査電子顕微鏡写真)によれば、比較的粗大な析出物が特に結晶粒界に観察される。そして、No.4は、応力緩和特性及び曲げ加工性が低下した。
No.6はP含有量が過剰なため、熱間圧延で割れが生じた。そのため以後の工程を断念した。P含有量が過剰なため低融点金属間化合物が粒界偏析したことが、熱間圧延で割れが生じた原因と推測される。
No.7はSn含有量が不足したため、Qmax1−1及びQmax2−1が規定の値を超え、応力緩和特性が低下した。No.7では、Sn含有量が少なく、転位を固着するSnが不足したことが原因と考えられる。
No.8はSn含有量が過剰であり、曲げ加工性が劣る。E1―E0、Qmax1 −1、Qmax2 −1はいずれも規定の範囲内であったのは、Sn含有量が多いことにより、可動転位の固着力に優れていたためと推測される。
No.10はFe含有量が過剰なため、E1―E0とQmax2 −1が規定の範囲を大きく超え、耐応力緩和特性と曲げ加工性が劣化した。
No.11はNo.1の中間圧延材を分割して作製したもので、熱間圧延以外に600℃を超える熱処理工程を実施せず、圧延のみで最終板厚まで作製された。材料組織が加工組織であるため、共振弾性率及び内部摩擦を測定するための昇温工程において再結晶温度を超えて昇温させたとき、加工組織が小傾角粒界組織に転移し、これにより加工組織による弾性率寄与(先に説明したγ)が消失し、E1―E0がマイナスの値となったと考えられる。そして、No.11は、端子用に適する耐力及び耐応力緩和特性を有していない。また、No.11は、熱間圧延以外に600℃を超える熱処理工程を実施していないことで、熱間圧延後の冷却中に発生した比較的粗大な析出物を含むと推測される。
なお、No.11以外のものは、製品板となった時点ですでにいったん再結晶している。その結果、昇温工程において再結晶温度を超えても大規模な組織の転移はほとんど起こらなかったものと考えられる。
No.13はNo.2の中間圧延材を使用したが、冷間圧延途中の焼鈍温度が600℃未満であり、Qmax2 −1が規定の範囲を超え、曲げ加工性と耐応力緩和特性が低い。
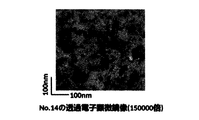
No.14はNo.1の製品板を使用したものである。図7にNo.14の透過電子顕微鏡写真を示す。図7によれば、組織中に直径60nmを超える析出物はなく、約500nm×500nmの視野内に直径5nm以上60nm以下のものが約90個以上観察される。製品板から薄膜試料を作成し、透過電子顕微鏡で観察して微細組織が健全かどうかの判断を下すまでの時間が,約170時間かかった。
Claims (2)
- Ni:0.7〜2質量%、Si:0.6%質量以下、Sn:0.05〜1.5質量%、P:0.1質量%以下、Zn:1.2質量%以下、Fe:0.1質量%以下を含み、残部が実質的にCu及び不可避不純物からなる組成を有し、下記(1)〜(3)の全てを満たすことを特徴とする銅合金圧延板。
(1)室温で測定した共振弾性率E0と、室温から再結晶温度以上550℃以下の温度まで昇温後再び室温に冷却して測定した共振弾性率E1が、0≦E1―E0≦2(単位:GPa)の関係を有する。
(2)室温から300℃以上の温度まで昇温する過程で内部摩擦を測定したとき、室温から300℃までの範囲における内部摩擦の測定値の最大値から最小値を引いた値Qmax1 −1が0.004以下である。
(3)室温から再結晶温度以上の温度まで昇温後再び室温まで冷却する過程で内部摩擦を測定したとき、300℃から室温までの範囲における内部摩擦の測定値の最大値から最小値を引いた値Qmax2 −1が0.004以下である。 - Ni:0.7〜2質量%、Si:0.6%質量以下、Sn:0.05〜1.5質量%、P:0.1質量%以下、Zn:1.2質量%以下、Fe:0.1質量%以下を含み、残部が実質的にCu及び不可避不純物からなる組成を有する銅合金圧延板について、下記(1)の方法で算出した共振弾性率E0とE1の差(E1―E0)、下記(2)の方法で算出した内部摩擦Q0 −1とQ−1の差の最大値Qmax1 −1、及び下記(3)の方法で算出した内部摩擦Q0 −1とQ−1の差の最大値Qmax2 −1のいずれか1つ以上により、銅合金圧延板の良否を判定することを特徴とする銅合金圧延板の良否判定方法。
(1)室温で測定した共振弾性率E0と、室温から再結晶温度以上550℃以下の温度まで昇温後再び室温に冷却して測定した共振弾性率E1の差(E1―E0)を算出する。
(2)室温から昇温する過程で内部摩擦を測定し、室温から300℃までの範囲における内部摩擦の測定値の最大値から最小値を引いた値Qmax1 −1を算出する。
(3)室温から再結晶温度以上の温度まで昇温後再び室温まで冷却する過程で内部摩擦を測定し、300℃から室温までの範囲における内部摩擦の測定値の最大値から最小値を引いた値Qmax2 −1を算出する。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019190930A JP7218270B2 (ja) | 2019-10-18 | 2019-10-18 | 銅合金圧延板及びその良否判定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019190930A JP7218270B2 (ja) | 2019-10-18 | 2019-10-18 | 銅合金圧延板及びその良否判定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021066902A true JP2021066902A (ja) | 2021-04-30 |
| JP7218270B2 JP7218270B2 (ja) | 2023-02-06 |
Family
ID=75636763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019190930A Active JP7218270B2 (ja) | 2019-10-18 | 2019-10-18 | 銅合金圧延板及びその良否判定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7218270B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113791111A (zh) * | 2021-08-06 | 2021-12-14 | 中国科学院合肥物质科学研究院 | 一种利用金属材料内耗测定再结晶温度的方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004323881A (ja) * | 2003-04-22 | 2004-11-18 | Science Univ Of Tokyo | 高減衰能Ti−Ni−Cu−H合金の製造法 |
| JP2006200042A (ja) * | 2006-03-23 | 2006-08-03 | Kobe Steel Ltd | 曲げ加工性に優れた銅合金板からなる電子部品 |
| JP2006291356A (ja) * | 2005-03-17 | 2006-10-26 | Dowa Mining Co Ltd | Ni−Sn−P系銅合金 |
| JP2006342389A (ja) * | 2005-06-08 | 2006-12-21 | Kobe Steel Ltd | 電気接続部品用銅合金板 |
| JP2007146275A (ja) * | 2005-11-01 | 2007-06-14 | Nippon Steel Corp | 低降伏比型高ヤング率鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板及び鋼管、並びにそれらの製造方法 |
| JP2009068114A (ja) * | 2008-10-30 | 2009-04-02 | Dowa Holdings Co Ltd | プレス打ち抜き性に優れた銅基合金およびその製造方法 |
| JP2009074104A (ja) * | 2007-09-18 | 2009-04-09 | Seiko Instruments Inc | 高弾性合金 |
| JP2009179864A (ja) * | 2008-01-31 | 2009-08-13 | Kobe Steel Ltd | 耐応力緩和特性に優れた銅合金板 |
| JP2012189407A (ja) * | 2011-03-10 | 2012-10-04 | Kobe Steel Ltd | 銅合金材の耐応力緩和特性評価方法 |
| JP2015014020A (ja) * | 2013-07-03 | 2015-01-22 | 三菱マテリアル株式会社 | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用部品及び端子 |
-
2019
- 2019-10-18 JP JP2019190930A patent/JP7218270B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004323881A (ja) * | 2003-04-22 | 2004-11-18 | Science Univ Of Tokyo | 高減衰能Ti−Ni−Cu−H合金の製造法 |
| JP2006291356A (ja) * | 2005-03-17 | 2006-10-26 | Dowa Mining Co Ltd | Ni−Sn−P系銅合金 |
| JP2006342389A (ja) * | 2005-06-08 | 2006-12-21 | Kobe Steel Ltd | 電気接続部品用銅合金板 |
| JP2007146275A (ja) * | 2005-11-01 | 2007-06-14 | Nippon Steel Corp | 低降伏比型高ヤング率鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板及び鋼管、並びにそれらの製造方法 |
| JP2006200042A (ja) * | 2006-03-23 | 2006-08-03 | Kobe Steel Ltd | 曲げ加工性に優れた銅合金板からなる電子部品 |
| JP2009074104A (ja) * | 2007-09-18 | 2009-04-09 | Seiko Instruments Inc | 高弾性合金 |
| JP2009179864A (ja) * | 2008-01-31 | 2009-08-13 | Kobe Steel Ltd | 耐応力緩和特性に優れた銅合金板 |
| JP2009068114A (ja) * | 2008-10-30 | 2009-04-02 | Dowa Holdings Co Ltd | プレス打ち抜き性に優れた銅基合金およびその製造方法 |
| JP2012189407A (ja) * | 2011-03-10 | 2012-10-04 | Kobe Steel Ltd | 銅合金材の耐応力緩和特性評価方法 |
| JP2015014020A (ja) * | 2013-07-03 | 2015-01-22 | 三菱マテリアル株式会社 | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用部品及び端子 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113791111A (zh) * | 2021-08-06 | 2021-12-14 | 中国科学院合肥物质科学研究院 | 一种利用金属材料内耗测定再结晶温度的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7218270B2 (ja) | 2023-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6263333B2 (ja) | Cu−Ti系銅合金板材およびその製造方法並びに通電部品 | |
| TWI539013B (zh) | Copper alloy sheet and method of manufacturing the same | |
| JP4934759B2 (ja) | 銅合金板材及びこれを用いたコネクタ並びに銅合金板材の製造方法 | |
| US7947133B2 (en) | Copper alloy strip material for electrical/electronic equipment and process for producing the same | |
| JP4830048B1 (ja) | 深絞り加工性に優れたCu−Ni−Si系銅合金板及びその製造方法 | |
| US20110259480A1 (en) | Copper alloy material | |
| TWI422692B (zh) | Cu-Co-Si based copper alloy for electronic materials and method for producing the same | |
| JP5140045B2 (ja) | 電子材料用Cu−Ni−Si系合金板又は条 | |
| KR102126731B1 (ko) | 구리합금 판재 및 구리합금 판재의 제조 방법 | |
| JP5400877B2 (ja) | 銅合金板材およびその製造方法 | |
| JP6696769B2 (ja) | 銅合金板材及びコネクタ | |
| TWI429768B (zh) | Cu-Co-Si based copper alloy for electronic materials and method for producing the same | |
| WO2012160726A1 (ja) | 深絞り加工性に優れたCu-Ni-Si系銅合金板及びその製造方法 | |
| JP2016050326A (ja) | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用部品及び端子 | |
| JP6494681B2 (ja) | 電子材料用銅合金及び電子部品 | |
| JP2005163127A (ja) | 高強度電気電子部品用銅合金板の製造方法 | |
| JP2019157153A (ja) | Cu−Ni−Si系銅合金 | |
| JP2013104082A (ja) | Cu−Co−Si系合金及びその製造方法 | |
| JP6799933B2 (ja) | 銅合金板材およびコネクタならびに銅合金板材の製造方法 | |
| JP2021066902A (ja) | 銅合金圧延板及びその良否判定方法 | |
| JP2016211054A (ja) | 銅合金 | |
| JP6246454B2 (ja) | Cu−Ni−Si系合金及びその製造方法 | |
| JP4987155B1 (ja) | Cu−Ni−Si系合金及びその製造方法 | |
| JP5202812B2 (ja) | 銅合金とその製造方法 | |
| JP4556841B2 (ja) | 曲げ加工性に優れる高強度銅合金材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221031 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7218270 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |