しばらくの期間にわたって、プラスチック材料繊維ウェブを生成する分野において、ポリプロピレンスパンボンド式不織布、ポリエステルスパンボンド式不織布及び/または他のポリマースパンボンド式不織布等の不織布を生成することが知られており、具体的には、バンド、ガーゼ、キャップ、マスク、及び他の衛生製品を生成するための不織布を生成すること、または、例えば、栽培される地形を覆うための農業分野で使用されることが意図される不織布を生成することである。
より一般的には、不織布は、通常、プラスチック材料から作られるウェブ形状または多層ウェブを有する様々な性質がある製品を生成するために、連続処理ステップを受けることが意図される半完成品である。係るウェブは、層内にランダムに設置される及び機械的に接合だけされるフィラメント、または接着剤によってもしくは熱によって一緒に少なくとも部分的に溶解されるフィラメントによって形成される。
不織布を生成する前述の技術分野では、不織布を生成するためのプラントは、しばらくの期間にわたって、通常、複数のプラスチック材料フィラメントの形成を提供し、プラスチック材料フィラメントは、不織布の前述のウェブを形成するために、伸張し、コンベヤベルトに設けられ、次に、ランダムに相互にプレスされることが知られている。
不織布を生成するためのプラントの1つの例は、特許本書米国特許第8992810号明細書に説明されている。本明細書に説明されるプラントはメインチャネルに沿って垂直に延在し、メインチャネルに沿って、様々な作業ステーションは、前述のプラスチック材料のフィラメントを生成するために連続して垂直に設けられる。
上部において、ステーションは、高温で上側入口を通ってメインチャネル内部に導入される複数のプラスチック材料フィラメントを押し出すために設けられ、上側入口には、フィラメントが下部から出る押出ヘッドが設置される。既知であるように、係る押出ヘッドは上側入口に対面する複数の穴が下部に設けられ、上側入口から、溶解プラスチック材料の主要部がフィラメント形態で外向きに出る。
フィラメントは、通常150°C〜280°Cを含む高温のペースト状プラスチック材料の形態で正常に押し出される。
下部に、冷却ステーション(当分野における専門用語の用語「急冷」として知られている)が設けられ、これは、メインチャネルの外側に設置される少なくとも1つのファンによって、空気流をメインチャネル内部に強制的に導入する。
冷却ステーション内に導入される空気流は、押出ステーションの押出ヘッドの出口に形成されるフィラメントを冷却する。
冷却ステーションは、メインチャネルの第1のセクションに冷却体積を画定する側壁、通常、金属性の壁を含み、メインチャネルの内部で、高温のフィラメントが冷却し始める。
より詳細には、冷却ステーションは、第1の空気流によって供給される上部と、第2の空気流が供給される下部とを含む。
加えて、既知の種類のプラントは、上部と流体接続して設置され、第1の空気流が横断することが可能である第1の供給ダクトと、冷却ステーションの下部と流体接続して設置され、第2の空気流が横断することが可能である第2の供給ダクトとを提供する。
冷却ステーションの第1の空気流及び第2の空気流は、第1の供給ダクト及び第2の供給ダクトを遮断するために、各々、メインチャネルの外側に設置される各々の2つの第1の熱交換器及び第2の熱交換器によって加熱される。
このように、第1の空気流及び第2の空気流は、過度に高温に急上昇することによる熱衝撃を受けることなく冷却するように、フィラメントの温度に近い温度になる。
欧州特許出願公開第1340843号明細書から、フィラメントの段階的な冷却を達成するために、第1の熱交換器の温度は第2の熱交換器の温度と異なるようになることが既知である。
押出ステーションから取得されたフィラメントを伸張し、続いて、冷却ステーションによってフィラメントを冷却するために、プラントは、通常、調節ステーションを提供し、調節ステーションでは、第1の導入セクション内に導入される空気により、フィラメントを所望のサイズに到達させるまで(すなわち、フィラメントが約1〜5dtexの線密度に到達するまで)、メインチャネルの小さいセクションの部分の内部でプラスチック材料を伸長する。
不織布を生成するために所望の織り模様(すなわち、フィラメントの実質的にランダム配列及び均一配列)を達成するために、フィラメントを一緒にランダムに織り、実質的に中断することなく、密集した織り模様を形成する必要がある。
係る目的のために、既知の種類のプラントは、メインチャネルの終端セクションに堆積ステーションが設けられ、下部において、終端セクションは入口の反対側の出口で終端する。
より詳細には、メインチャネルの終端セクションの内部に流れる空気は、メインチャネルに乱流運動をもたらすように移動する。このように、前述の不織布の所望の織り方を形成するために、フィラメントは空気によって押され、実質的にランダムに一緒に織られる。
メインチャネルの終端セクションは下向きに(具体的には、出口に向かって)延在し、終端セクションは実質的に円錐台形状の拡散器を備える。したがって、終端セクションの内部で流れる空気について、乱流運動を受けることと、終端セクション自体の内部で摺動するフィラメントを混合して織ることと並行して、ダクトセクションの増加及び減速が生じる。
既知の種類のプラントは、堆積セクションの下において、出口の下に設置されるコンベヤベルトを提供し、フィラメントを受けるために、メインチャネルの終端セクションは出口で終端する。
不織布のウェブを形成するために、コンベヤベルトが移動して、実質的に水平移動方向に沿ってコンベヤベルトに配置されるフィラメントを前進させる。
続いて、したがって、取得される不織布のウェブは、さらに、プレス等の処理ステップを受け、次に、巻線ステーションに向かって移動し、巻線ステーションでは、ウェブは不織布のリールを形成するために支持コアの周りに巻かれ、速い保管及びそれらの輸送を可能にする。
ここまで簡潔に説明される既知の種類の不織布を生成するためのプラントは、実際には、欠点があることが示される。
主な欠点に関して、既知の種類のプラントが特に冷却ステーションの空気流の温度を制御するための通常動作中に、制御が極めて複雑であるという事実がある。
さらなる欠点に関して、既知の種類のプラントは、動作するために大量の電気エネルギーが必要であり、プラントの運転を維持するために、多額の費用をもたらすという事実がある。
具体的には、冷却ステーションの第1の空気流及び第2の空気流のための第1の熱交換器及び第2の熱交換器は、連続的に動作し、2つの異なる要求温度で2つの空気流を加熱するために、大量の電気エネルギーが必要である。
既知の種類のプラントのさらなる欠点に関して、冷却ステーションの第1の空気流及び第2の空気流は、各々の第1の供給ダクト及び第2の供給ダクトを遮断するために設置される2つの異なるファンが必要であるという事実がある。
さらなる欠点に関して、既知の種類のプラントの第1の交換器及び第2の交換器は、設置するのにかなり費用がかかり複雑であるという事実がある。その理由として、それらの熱交換器が、各々の供給ダクトに沿って交換器自体の上流に設置されるファンの圧力を受けるためである。
より詳細には、既知の種類のプラントのファンは、各々の熱交換器を通って、数万パスカルの圧力で空気流を押すように構成され、実際に、前述の圧力に耐えることが可能である補強鋼から作られた交換器を設置する必要性が生じ、プラントのコストをかなり増加させる。
添付図を参照して、参照符号1は、全体的として、本発明に従って、不織布を生成するためのプラントを示す。
これは、具体的には、プラスチック材料(例えば、ポリプロピレン及び/またはポリエチレン、具体的には、ポリエチレンテレフタレート(当分野の専門用語ではPET)から作られるスパンボンド式不織布等の様々な種類及び材料の不織布を生成するために使用されることが意図される。
下文に、添付図に示される好ましい実施形態に従って、プラスチック材料から作られる不織布を生成するためのプラント1を参照する。しかし、本発明のプラント1は、また、本質的に、当業者に周知され、ひいては、下文に詳細に説明されていない別の種類の不織布を生成するために使用されることで利点をもたらし得る。
したがって、下文の用語「不織布」に関して、実質的にランダムになるように、相互に圧縮される複数のフィラメントから成る実質的にウェブ状材料を必然的に表すことになる。
具体的には、不織布は、通常、機械的作用(例えば、粉砕)によって一緒に接合される複数のプラスチック材料フィラメントから成る。
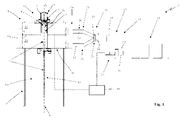
図1の例を参照して、本発明に従った不織布を生成するためのプラント1は、不織布を形成するためのフィラメントFを導入するための上側入口4から、フィラメントFを排出するための下側出口5まで垂直軸Yに沿って延在するメインチャネル3が設けられている、支持構造2(図1に図式的に示される)を含む。
支持構造2が地面に配置されることで利点をもたらすことが意図され、鋼鉄、具体的には、AISI304スチールまたはAISI431スチール等のステンレス鋼(非酸化性)等の抵抗金属材料から作られるのが好ましい。
プラント1は供給ステーション6を備えることで利点をもたらし、供給ステーション6は、メインチャネル3の上に設置され、不織布を形成するためにフィラメントFをメインチャネル3内に導入するために、メインチャネル3の入口4と連通する。
供給ステーション6は、メインチャネル3の入口4と流体接続して設置される溶解プラスチック材料を形成するための手段を含み、溶解プラスチック材料の連続流を形成するように適応する支持構造2によって支持されるのが好ましい押出機(本質的に、当業者に既知であり、ひいては、下文に詳細に説明されていない)と、好ましくは、支持構造2によって機械的に支持され、押出機と流体接続して設置され、メインチャネル3の入口4に向かって対面する押出プレートが設けられている押出ヘッド7とを備える。
供給ステーション6の押出ヘッド7の押出プレートは、フィラメントFを形成するために、溶解プラスチック材料の流量が横断することが可能である複数の貫通孔が設けられることで利点をもたらす。フィラメントFは、通常150°C〜280°Cを含む高温のペースト状プラスチック材料の形態で正常に押し出される。
したがって、下文に詳細に説明されるように、動作時、フィラメント7は、入口4を通過するように形成され、それらの複数の作業ステーションによってその処理を可能にするために、メインチャネル3内に入る。
本発明に従って、プラント1は冷却ステーション8を備え、冷却ステーション8は、入口4の下でメインチャネル3に沿って設置され、メインチャネル3自体の中で、冷却チャンバ9を画定する。
冷却チャンバ9は、メインチャネル3の対応する縦断面(垂直軸Yに平行な断面)に相応することで利点をもたらす。下文に詳細に説明されるように、前述の冷却チャンバ9では、供給ステーション6の押出ヘッド7の出口から来るフィラメントFを冷却するために、冷却ガス(例えば、空気)を強制的に導入することが可能である。
図1の例を参照すると、プラント1は、また、メインチャネル3から来るフィラメント7を伸長させるために、冷却ステーション8の下に、メインチャネル3に沿って設置される長台50を備えることで利点をもたらす。具体的には、長台50は、伸張ダクト51(本質的に、当業者に既知な種類であり得る)が設けられ、伸張ダクト51は、垂直軸Yに沿って延在し、冷却チャンバ9と、メインチャネル3の対応する下側セクションを画定するメインチャネル3の出口5との間で延在する。
メインチャネル3の出口5の下に、伸張ダクト51から出るフィラメントを受けるように適応する堆積ゾーン(図示せず)が配置され、例えば、コンベヤベルトによって画定される。したがって、堆積ゾーンは、主要ダクト3の出口5に対面する隣接面のエリアとして定義されており、例えば、実質的に長方形を有する。
プラント1は、メインチャネル3の入口4に設置されるモノマー吸引ステーション60を備え、吸引流を吸引するために、メインチャネル3と流体連通して設置される吸引手段(図示せず)を含むのが好ましい。
より詳細には、モノマー吸引ステーション60は、吸引流によって、プラント1のメインチャネル3を外側環境と接続させる押出ヘッド7からスタック(図示せず)を通って、プラスチック材料の押出中に生じる可能性がある気体をメインチャネル3から放出するように構成される。
より詳細には、モノマー吸引ステーション60は少なくとも1つの排出ダクト61を備え、排出ダクト61は、メインチャネル3と流体接続して設置され、具体的には、前述のスタックに向かって押出ヘッド7によって生じる気体を運ぶために、押出ヘッド7の押出プレートと流体接続して設置される。
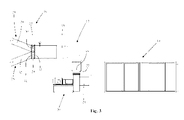
排出ダクトは、外殻を形成するメインチャネル3の内壁に接着し得る押出ヘッドによって、フィラメント7内に押し出される溶解プラスチック材料によって生じる気体及び蒸気を運ぶように適応する。本発明に従って、図2を参照すると、冷却ステーション8の冷却チャンバ9は、垂直軸Yに沿って延在し、第1の供給口11が設けられている第1の冷却セクション10と、また、垂直軸Yに沿って延在し、第2の供給口13が設けられている第2の冷却セクション12とを備える。
第2の冷却セクション12は、連続するように第1の冷却セクション10の下に設置され、それにより、第1の冷却セクション10は、メインチャネル3の入口4と第2の冷却セクション12自体との間に設置されるのが好ましい。
加えて、プラント1は、前述の第1の供給口11及び第2の供給口13によって冷却チャンバ9と流体接続する冷却手段14を備え、冷却手段14は、冷却チャンバ9の冷却セクション10、12内に、冷却チャンバ9自体を横断することが可能であるフィラメントFを冷却するための少なくとも1つの冷却ガスを導入するように適応する。
冷却ステーション8は、冷却チャンバ9を横方向に区切る垂直軸Yに従って延在する内壁15を含むことで利点をもたらす。前述の内壁15は、垂直軸Yの横方向の冷却チャンバ9の延長線上を区切るのが好ましい。例えば、係る内壁15は複数の側面(例えば、4つの側面のうち、2つずつ平行になっている)を含み得、複数の側面は、具体的には、垂直軸Yに平行な冷却チャンバ9の対応する縦脇部を画定する。
適切になるように、内壁15は、前述の第1の冷却セクション10に前述の第1の供給口11が設けられ、前述の第2の冷却セクション12に前述の第2の供給口13が設けられる。
例えば、第1の供給口11及び第2の供給口13は、冷却チャンバ9の第1の冷却セクション10及び第2の冷却セクション12に沿って、各々、内壁15に作られた対応する複数の貫通孔によって達成する利点をもたらす。
そうでなければ、添付図に図示されないプラント1の異なる実施形態に従って、内壁15は鉄板またはセル状壁によって達成でき、内壁15の実質的に格子状開口は前述の供給口11、13を画定する。
本発明に従って、図1を参照すると、冷却手段14は供給ダクト16を備え、供給ダクト16は、入口セクション17と出口セクション18との間に延在し、冷却ガス(例えば、空気)を冷却チャンバ9に運ぶように適応する。係る目的のために、供給ダクト16の出口セクション18は第1の冷却セクション10の第1の供給口11及び第2の冷却セクション12の第2の供給口13と流体接続して設置される。
加えて、冷却手段14は、前述の冷却ガスの温度を変化させるために、供給ダクト16の入口セクション17に動作可能に接続される熱交換器19を備える。
また、冷却手段14はファン20を備え、ファン20は、供給ダクト16の入口セクション17に動作可能に接続され、熱交換器19を通って及び供給ダクト16を通って入口セクション17から出口セクション18に向かって冷却ガス流を作ることが可能である。
例えば、ファン20は、本質的に、当業者に周知され、ひいては、下文に詳細に説明されていない種類の回転送風機である。
図1の特定の実施形態に従って、ファン20は、熱交換器19と供給ダクト16の入口セクション17との間に介在し、熱交換器19を通って冷却ガスを(減圧下で)吸引し、冷却ガスを供給ダクト16の入口セクション17内に(加圧下で)導入するように構成されることで利点をもたらす。具体的には、ファン20は、熱交換器19に接続される吸引口21と、供給ダクト16の入口セクション17に接続される送達口22とが設けられている。
図示されない本発明の異なる実施構成に従って、ファン20は、熱交換器19及び供給ダクト16の両方の中に、加圧下で冷却ガスを導入するために、熱交換器19の上流に設置される。具体的には、係る実施構成に従って、熱交換器19は、供給ダクト16の入口セクション17とファン20との間に設置され、ファン20は熱交換器19自体に接続される送達口22を有する。
好ましい実施形態に従って、熱交換器19は、水−空気タイプの交換器、具体的には、管束を有する水−空気タイプの交換器である。
熱交換器19は、冷却ガスを20°C〜30°Cに含まれる(具体的には、22°C〜25°Cに含まれる)一定温度にするように適応するのが好ましい。
熱交換器19は、好ましくは上記に示した範囲で、冷却ガスの温度を目標値にするように、熱エネルギーを冷却ガスと交換するように調整されることで利点をもたらす。具体的には、係る目的のために、熱交換器19は、熱交換器19自体に入る冷却ガスの温度に応じて、熱を冷却ガスに移送するまたは熱を冷却ガスから吸収するように適応する(例えば、外側環境の温度に応じて変化し得る)。適切になるように、熱交換器19は1つ以上の冷却装置及び1つ以上の加熱装置が設けられ、それにより、熱交換器19は、冷却ガスの初期温度及び達成することを望む最終温度に応じて、熱を吸収または移送するように調整できる。
本発明に従って、下文に詳細に説明されるように、冷却手段14は調節手段23を含み、調節手段23は、入口セクション17と出口セクション18との間で供給ダクト16を遮断するように設置され、冷却ガス流を調整するように適応する。
本発明の根本的な考えに従って、供給ダクト16は分割構造24が設けられ、分割構造24は、供給ダクト16を、少なくとも供給ダクト16の出口セクション18において、少なくとも、2つの別個のセクター25,26に分割し、セクター25,26は、別個の冷却ガス流を冷却チャンバの冷却セクション10,12に運ぶように適応する。係るセクター25,26は、第1の冷却セクション10の第1の供給口11と流体接続する第1のセクター25と、第2の冷却セクション12の第2の供給口13と流体接続する第2のセクター26とを含む。
加えて、前述の調節手段23は、2つの前述のセクター25,26、ひいては、対応する冷却セクション10,12の冷却ガスの流量を調整するように適応する少なくとも2つのバルブ27,28を備える。
より詳細には、調節手段23は第1のバルブ27を備え、第1のバルブ27は、供給ダクト16の第1のセクター25を遮断するように設置され、第1の冷却セクション10の第1の供給口11に冷却ガスの第1の流量を供給するように調整される。
加えて、調節手段23は第2のバルブ28を備え、第2のバルブ28は、供給ダクト16の第2のセクター26を遮断するように設置され、第2の冷却セクション12の第2の供給口13に冷却ガスの第2の流量を供給するように調整される。
具体的には、対応するセクター25,26で、対応するセクター25,26を横断する冷却ガス流を判定するように、冷却ガスが横断することが可能である対応する通路セクションを画定するために、調節手段23のバルブ27,28を配置できる及び/または与えることができる。詳細には、バルブ27,28は、各々対応する冷却ガス流を減少または増加させるように、対応する前述の通路セクションを減少または増加させることを可能にする。
このように、供給ダクト16及び調節手段23の要求される構成は、2つの冷却セクション10,12に、1つのファンだけを使用することによって、供給ダクト16の単純なセクションによって、対応する冷却ガス流を運ぶことと、プラントの低エネルギー消費、同時に、作ることが単純で安価なプラント1の構成を確実にすることとを可能にする利点をもたらす。
供給ダクト16の第1のセクター25は第1の分岐29を含むことで利点をもたらし、第1の分岐29は、供給ダクト16の入口セクション17と流体接続する第1の入口端30と、冷却チャンバ9の第1の冷却セクション10の第1の供給口11と流体接続する第1の出口端31との間に延在する。加えて、供給ダクト16の第2のセクター26は第2の分岐32を備え、第2の分岐32は、供給ダクト16の入口セクション17と流体接続する第2の入口端33と、冷却チャンバ9の第2の冷却セクション12の第2の供給口13と流体接続する第2の出口端34との間に延在する。
図1及び図3を参照すると、供給ダクト16は、入口セクション17に接続される第1の端36と、分割構造24に接続される第2の端37との間に延在するコネクタ管35を備えることで利点をもたらす。
具体的には、コネクタ管35の第1の端36は、供給ダクト16の入口セクション17の対応する終端を画定し、図3の特定例に従って、ファン20の送達口22に接続されるのが好ましい。
コネクタ管35の第2の端37は、第1の分岐29の第1の入口端30及び第2の分岐32の第2の入口端33に接続されることで利点をもたらす。
適切になるように、第1の分岐29及び第2の分岐32は、具体的には、コネクタ管35が分岐することによって、コネクタ管35の第2の端37から分岐するように、その対応する入口端30,33を起点として延在する。
例えば、2つの分岐29及び32は、対応するパイプの形態で取得される。
当然ながら、本発明の特許の保護範囲から逸脱することなく、また、供給ダクト16の2つのセクター25,26は、(さらに、供給ダクト16の出口セクション18だけにおいて、及び/またはコネクタ管35を用いてまたは用いないで)例えば、供給ダクト16の内部に設置される縦セパレータによって、上述の例の形態と異なる形態で取得できる。
第1のバルブ27は第1の分岐29を遮断するように設置され、第2のバルブ28は第2の分岐32を遮断するように設置されることで利点をもたらす。
図1及び図3の例を参照すると、第1のバルブ27は、第1の分岐29の第1の入口端30に設置され、第2のバルブ28は第2の分岐32の第2の入口端33に設置され、具体的には、コネクタ管35の第2の端37と、対応する前述の入口端30,33との間に介在するのが好ましい。
当然ながら、本発明の異なる実施形態に従って、バルブ27,28は、例えば、対応する分岐29,32の入口端30,33と出口端31,34との間に、または対応する出口端31,34に、各々のセクター25,26(具体的には、各々の分岐29,32)の異なる点に設置できる。
例えば、2つのバルブ27,28は、バルブ27,28、ひいては、対応するセクター25,26の通路セクションを修正するために、移動できる1つ以上のシャッター(例えば、配向可能ブレードの形態)が設けられた対応する調節可能摺動ゲートを備え得る。
具体的には、バルブ27,28のそれぞれのシャッターは、手動ならびに/もしくは電動で、及び/または永久的もしくは修正可能に、設定可能または位置付け可能であり得る。
調節手段23の第1のバルブ27及び第2のバルブ28は、(第1のセクター25の)冷却ガスの第1の流量が常に(第2のセクター26の)冷却ガスの第2の流量よりも大きくなるように調整されることで利点をもたらす。
第1の流量は、第2の流量よりも大きく、第2の流量の値よりも少なくとも10%大きく、好ましくは少なくとも20%よりも大きいことで利点をもたらす。具体的には、第1の流量は、第2の流量の約30%〜100%に含まれる割合だけ第2の流量よりも大きい。
例えば、第1の流量は2000m3/h〜10000m3/hに含まれ、第2の流量は1000m3/h〜5000m3/hに含まれ(例えば、材料及びフィラメントの厚さに応じて変わり)、常に第1の流量が第2の流量よりも大きくなることを維持し、前述の比率を維持することで利点をもたらす。
調節手段23のバルブ27,28及びモノマー吸引ステーション60の吸引手段は、第1の流量(第1のセクター25)と第2の流量(第1のセクター25)との差が、中央チャネル3から(具体的には、冷却チャンバから)、吸引手段によって吸引された吸引流の量以上になるように調整されることで利点をもたらす。
このように、圧力安定性を確実にし、同時に、冷却ステーション8におけるメインチャネル3の内部で乱流の形成を防止することが可能である。
実際には、係る設備は、具体的には、前述の吸引手段の吸引により、中央チャネル3の内部の減圧を改善することを可能にする。
より詳細には、中央チャネル3から吸引された吸引流により、モノマー吸引ステーション60の吸引手段で、中央チャネル3の内部の減圧の範囲が決まる。係る減圧は、中央チャネル3の内部で流れる空気の望ましくない乱流をもたらす。
冷却チャンバ9の第1の冷却セクション10及び第2の冷却セクション12は、実質的に同じ圧力を有するのが好ましい。
例えば、冷却チャンバ9の圧力は、1000Pa〜17000Pa、具体的には、1200Pa〜12000Paに含まれる。
例えば、冷却チャンバ9自体に関連付けられる1つ以上の圧力センサ70を使用することによって、ファン20をフィードバックするように制御することによって、冷却チャンバ9の圧力を判定することで利点をもたらす。
第1の流量の温度が第2の流量の温度に等しくなり、具体的には、上記に示されるような20°C〜30°Cに含まれる温度、具体的には、22°C〜25°Cに含まれる温度になるのが好ましい。
具体的には、圧力センサ70は、冷却チャンバ9の圧力を示す圧力測定値を検出するために、冷却チャンバ9に動作可能に関連付けられる。
圧力センサ70は、冷却チャンバ9の内部に(例えば、冷却チャンバ9の第1の冷却セクション10に)位置付けられるのが好ましい。当然ながら、また、圧力センサ70は、圧力センサ70が冷却チャンバ9自体の内部の圧力に関する測定値を検出することを可能にするように、冷却チャンバ9に接続される及び/または関連付けられるプラント1の他の部分に(例えば、格納体38内に、具体的には、第1の供給口11または第2の供給口13に)設置できる。
適切になるように、圧力センサ70はファン20に動作可能に接続され、それにより、圧力センサ70自体によって検出される圧力測定値に基づいて、ファン20の動作を制御できる。
したがって、冷却チャンバ9に関連付けられる圧力センサ70を使用することにより、冷却チャンバ9の内部の動作圧力を設定及び維持することを可能にし、これにより、不織布を形成するためのフィラメントFが冷却ガスの作用を受けることを可能にし、冷却ガスの作用により、フィラメントFの直径及び/または材料に関して適切にフィラメントFを冷却及び加圧(具体的には、伸張)することを可能にする。
プラント1は、具体的にはPLC等のコンピュータが設けられた制御ユニット80を備えることで利点をもたらす。係る制御ユニット80は、フィードバックするようにファン20を制御するために、圧力センサ70をファン20に動作可能に接続する。
より詳細には、制御ユニット80は、圧力センサ70から冷却チャンバ9の圧力を示す圧力測定値を受信するために圧力センサ70に動作可能に接続され、係る圧力測定値に応じてファン20を駆動するためにファン20に動作可能に接続される。
具体的には、制御ユニット80はファン20の動作を駆動するように構成され、それにより、制御ユニット80は事前設定された基準値で冷却チャンバ9の圧力を維持し、その基準値は、例えば、不織布を形成するためのフィラメントFの直径及び/または係るフィラメントFの材料に応じて決定される。
制御ユニット80は、圧力センサ70から受信した圧力測定値と前述の基準値との比較を実行し、係る比較に応じて、ファン20の動作速度を変化させるように構成されることで利点をもたらす。
具体的には、制御ユニット80は、ファンによって発生する冷却ガスの流量におけるファンによって付与された圧力を調整するように、ファン20のインペラ(または複数のインペラ)を一定の回転速度で駆動するように適応する。
例えば、圧力センサ70が基準値よりも低い圧力測定値を検出した場合、制御ユニット80は、冷却チャンバ9の圧力を増加させるように、ファン20を駆動し、その動作速度を増加させ、逆の場合も同様である。
具体的には、制御ユニット80は、例えば、係る測定値が特定の基準値の範囲内にあるかを検証するために、圧力測定値を複数の基準値とも比較できる。
本発明に従った調節手段23のバルブ27,28の配列及び圧力センサ70の配列は、冷却チャンバ9の内部で、取得される不織布の特徴に応じて、フィラメントFを冷却及び加圧するのに適切な動作圧力と、第1の冷却セクション10と第2の冷却セクション12との流量差を確実にすることを可能にする利点をもたらす。具体的には、これは、冷却チャンバ9の2つの冷却セクション10,12の同じ温度で冷却ガスを使用することによって、フィラメントFを適切に冷却することを可能にする。
図1及び図2を参照すると、供給ダクト16(具体的には、その出口セクション18)は格納体38を備え、格納体38は、上端39と下端40との間でメインチャネル3の垂直軸Yに沿って延在することで利点をもたらす。
適切になるように、係る格納体38は前述の内壁15(冷却チャンバ9を画定する)を備える。
格納体38は、その内部に、格納体38の上端39と下端46との間に設置される隔壁41を備えるのが好ましく、隔壁41は、具体的には、垂直軸Yに対して横方向に延在する。係る隔壁41は、格納体38の内部で、上側マニホールド42及び下側マニホールド43を画定する。
より詳細には、上側マニホールド42は、格納体38の上端39と隔壁41との間に延在し、第1の冷却セクションの第1の供給口11を供給ダクト16の第1のセクター25に接続する。下側マニホールド43は格納体38の隔壁41と下端40との間で延在し、第2の冷却セクション12の第2の供給口13を供給ダクト16の第2のセクター26に接続する。
具体的には、上側マニホールド42及び下側マニホールド43は、供給ダクト16の出口セクション18の一部として、具体的には、各々、第1のセクター25及び第2のセクター26の一部として、少なくとも機能的な/動作中の観点から検討され得る。随意に、図示されない本発明の特定の実施形態に従って、第1のバルブ27及び第2のバルブ28は、各々、上側マニホールド42及び下側マニホールド43に設置できる。
また、上述のプラント1を動作させるための方法をつくることも本発明の目的であり、プラント1に関して、説明を単純にするために、同じ参照符号を維持して使用する。
係る動作方法が提供することに関して、不織布を形成するためのフィラメントFは、具体的には、上記に説明した溶解プラスチック材料及び押出ヘッド7を形成するための手段によって、プラント1のメインチャネル3内に導入される。
冷却手段14は冷却チャンバ9内に冷却ガスを導入し、係る冷却ガスは冷却チャンバ9を横断するフィラメントFを冷却することが意図される。具体的には、ファン20は、冷却ガスを冷却チャンバ9内に運ぶように、熱交換器19を通って及び供給ダクト16を通って、入口セクション17から供給ダクト16の出口セクション18に向かって冷却ガス流を作る。
上記に説明したものに従って、本発明の根本的な考えに従って、動作方法は、第1の冷却セクション10の第1の供給口11に冷却ガスの第1の流量を供給するために、調節手段23の第1のバルブ27を調整することと、第2の冷却セクション12の第2の供給口13に冷却ガスの第2の流量を供給するために、調節手段23の第2のバルブ28を調整することを提供し、冷却セクション10,12の冷却ガスの対応する流量を調整/設定するように提供する。具体的には、生成される不織布の特徴に応じて、プラント設置中にまたは後続のメンテナンス調節のステップで、バルブ27,28を設定できる。
加えて、プラントの動作中、冷却チャンバ9に関連付けられる圧力センサ70を使用することによって、ファン20をフィードバックするように制御することによって、冷却チャンバ9の圧力を判定する。
詳細に前述に説明したように、プラントの制御ユニット80は、圧力センサ70から、冷却チャンバ9の圧力を示す圧力測定値を受信し、係る圧力測定値に応じてファン20を駆動することで利点をもたらす。
したがって、このように考案された本発明は事前に決められた目的を達成する。