JP2021159855A - ワーク用ハンガー - Google Patents
ワーク用ハンガー Download PDFInfo
- Publication number
- JP2021159855A JP2021159855A JP2020063682A JP2020063682A JP2021159855A JP 2021159855 A JP2021159855 A JP 2021159855A JP 2020063682 A JP2020063682 A JP 2020063682A JP 2020063682 A JP2020063682 A JP 2020063682A JP 2021159855 A JP2021159855 A JP 2021159855A
- Authority
- JP
- Japan
- Prior art keywords
- work
- mounting portion
- float
- swing
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000429 assembly Methods 0.000 claims description 18
- 230000000712 assembly Effects 0.000 claims description 18
- 239000011248 coating agent Substances 0.000 abstract description 55
- 238000000576 coating method Methods 0.000 abstract description 55
- 239000007788 liquid Substances 0.000 abstract description 47
- 230000010355 oscillation Effects 0.000 abstract 2
- 238000007654 immersion Methods 0.000 description 10
- 238000010422 painting Methods 0.000 description 8
- 230000000149 penetrating effect Effects 0.000 description 8
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 210000000078 claw Anatomy 0.000 description 3
- 238000004070 electrodeposition Methods 0.000 description 3
- 230000008595 infiltration Effects 0.000 description 3
- 238000001764 infiltration Methods 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images






Landscapes
- Coating Apparatus (AREA)
Abstract
【課題】ワークを塗液等の処理液から引き上げたときにワークを確実に傾動させる。【解決手段】ワークW用ハンガー3は、フレーム6と、長さ方向の中間部においてフレームに回動可能に連結された揺動部材7と、揺動部材の長さ方向の一端部に設けられた第1ワーク取付部8と、揺動部材の長さ方向の他端部に設けられた第2ワーク取付部9と、揺動部材の長さ方向の一端部に設けられたフロート5とを備える。揺動部材の揺動中心Cから第1ワーク取付部までの第1距離L1は、揺動中心から第2ワーク取付部までの第2距離L2よりも大きい。【選択図】図2
Description
本開示はワーク用ハンガーに係り、特に、被処理物であるワークに対し塗装等の処理を行う際に使用するワーク用ハンガーに関する。
一般に、被塗装物であるワークを電着塗装する際には、複数のワークがハンガーに取り付けられ、このハンガーがトロリーコンベヤ等の搬送装置により吊り下げられた状態で所定の搬送方向に搬送される。そして搬送中にハンガーが塗液槽内に浸漬され、これに取り付けられた複数のワークが塗液によって同時に塗装される。
ワークが塗液内に浸漬されたとき、ワークの一部にエアが溜まり、このエア溜まり部位が塗装されない場合がある。これを防止するため、ハンガーにフロートを設け、このフロートの浮力を利用してワークを塗液内で一方向に傾動させ、ワークからエアを逃がすことが行われている。
一方、塗装後にワークを塗液から引き上げたときには、ワークを反対方向に傾動させ、ワークに溜まった塗液を排出する。
しかし、ハンガーの構造によっては、ワークを塗液から引き上げたときにワークの傾動が不十分となり、ワークに溜まった塗液を十分に排出できなくなる虞がある。
そこで本開示は、かかる事情に鑑みて創案され、その目的は、ワークを塗液等の処理液から引き上げたときにワークを確実に傾動させることができるワーク用ハンガーを提供することにある。
本開示の一の態様によれば、
フレームと、
長さ方向の中間部において前記フレームに回動可能に連結された揺動部材と、
前記揺動部材の長さ方向の一端部に設けられた第1ワーク取付部と、
前記揺動部材の長さ方向の他端部に設けられた第2ワーク取付部と、
前記揺動部材の長さ方向の一端部に設けられたフロートと、
を備え、
前記揺動部材の揺動中心から前記第1ワーク取付部までの第1距離が、前記揺動中心から前記第2ワーク取付部までの第2距離よりも大きい
ことを特徴とするワーク用ハンガーが提供される。
フレームと、
長さ方向の中間部において前記フレームに回動可能に連結された揺動部材と、
前記揺動部材の長さ方向の一端部に設けられた第1ワーク取付部と、
前記揺動部材の長さ方向の他端部に設けられた第2ワーク取付部と、
前記揺動部材の長さ方向の一端部に設けられたフロートと、
を備え、
前記揺動部材の揺動中心から前記第1ワーク取付部までの第1距離が、前記揺動中心から前記第2ワーク取付部までの第2距離よりも大きい
ことを特徴とするワーク用ハンガーが提供される。
好ましくは、前記揺動部材、前記第1ワーク取付部、前記第2ワーク取付部および前記フロートが揺動アセンブリを形成し、前記揺動アセンブリが上下方向に複数設けられる。
好ましくは、下側の前記揺動アセンブリの前記第1距離は、上側の前記揺動アセンブリの前記第1距離より大きくされる。
好ましくは、上側の前記揺動アセンブリにおける前記第1ワーク取付部および前記第2ワーク取付部の取付角度は、下側の前記揺動アセンブリにおける前記第1ワーク取付部および前記第2ワーク取付部の取付角度より小さくされる。
好ましくは、前記フロートは、密閉容器により形成され、前記フロートには逆止弁または貫通パイプが設けられる。
好ましくは、前記フロートは、前記揺動部材に着脱可能に取り付けられる。
好ましくは、前記第1ワーク取付部および前記第2ワーク取付部は、初期状態において、前記ワークの開口部を搬送方向前方かつ斜め下に向けた状態で前記ワークを把持するように構成されている。
本開示によれば、ワークを塗液等の処理液から引き上げたときにワークを確実に傾動させることができる。
以下、添付図面を参照して本開示の実施形態を説明する。なお本開示は以下の実施形態に限定されない点に留意されたい。
図1に、本実施形態のハンガーが適用される塗装装置を示す。塗装装置1は、ワークWに対しカチオン電着塗装を行うためのものである。塗装装置1は、例えばトロリーコンベヤからなる搬送装置2と、搬送装置2により吊り下げられた状態で所定の搬送方向Xに搬送される複数のハンガー3と、塗液Pが貯留された塗液槽4とを備える。ハンガー3には複数のワークWが取り付けられる。搬送中にハンガー3が下降されて塗液槽4内に浸漬され、複数のワークWが塗液Pによって同時に塗装される。塗装後、ハンガー3は塗液槽4から引き上げられる。各ハンガー3は搬送方向Xの1点において搬送装置2に吊り下げられる。
ハンガー3にはフロート5が設けられ、このフロート5の浮力を利用してワークWが塗液槽4内で傾動される。これにより、ワークWに溜まったエアが逃がされる。
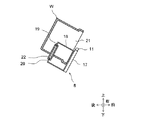
以下、主に図2および図3を参照してハンガー3を詳しく説明する。便宜上、搬送方向Xにおける前方を前、後方を後とし、前後左右上下の各方向を図示する通り定める。ハンガー3は、前後方向の長さと、左右方向の幅と、上下方向の高さとを有する。
ハンガー3は、フレーム6と、長さ方向の中間部においてフレーム6に回動可能に連結された揺動部材7と、揺動部材7の長さ方向の一端部すなわち前端部に設けられた第1ワーク取付部8と、揺動部材7の長さ方向の他端部すなわち後端部に設けられた第2ワーク取付部9と、揺動部材7の長さ方向の一端部すなわち前端部に設けられたフロート5とを備える。なお図3は、便宜上、揺動部材7がフレーム6に対し垂直(つまり水平)に位置しているときの揺動部材7を平面視で示す。
フレーム6は、図4に略示するように、正面視で縦長四角形の枠状に形成され、上下方向に延びる左右の縦材6A,6Bと、左右方向に延び縦材6A,6Bの上端同士および下端同士を連結する横材6C,6Dとを備える。これら縦材6A,6Bおよび横材6C,6Dは金属(例えば鉄、以下同様)製のパイプまたは棒により形成され、溶接等により互いに一体的に接続されてフレーム6を形成する。上側の横材6Cには図示しない吊下具の下端が接続され、その吊下具の上端は前述の搬送装置2に接続される。これによりフレーム6が図1に示した如く搬送装置2から吊り下げられ、鉛直に配置される。
揺動部材7は、シーソーの如く、長さ方向の中間部においてフレーム6に回動可能に連結されている。図3に示すように、揺動部材7は、平面視で左右方向に長い略長方形の枠状に形成される。すなわち、揺動部材7の左右方向の幅は前後方向の長さより大きい。
揺動部材7は、その長さ方向の中間部に位置され左右方向に延びる回動軸10と、回動軸10の前方および後方に平行に離間して配置され左右方向に延びる取付棒11,12と、左右方向の複数箇所(本実施形態では2箇所)で前後方向に延び回動軸10および取付棒11,12に接続される連結棒13,14とを備える。これら回動軸10、取付棒11,12および連結棒13,14も金属製のパイプまたは棒により形成され、溶接等により互いに一体的に接続されて揺動部材7を形成する。
回動軸10の左右両端部は、フレーム6の左右の縦材6A,6Bに設けられた軸受15,16により回動可能に支持される。これにより揺動部材7は、軸受15,16により規定される揺動中心Cの回りを、シーソーの如く揺動可能となる。なお回動軸10および軸受15,16には、揺動部材7の揺動範囲ないし揺動角を規制するための規制機構(図示せず)が設けられている。
第1ワーク取付部8は、前側の取付棒11に、その長手方向すなわち左右方向に等間隔で複数(本実施形態では4つ)設けられている。第1ワーク取付部8は、上端において取付棒11に接続されたフック取付棒17と、フック取付棒17の後面部に後向きに設けられたフック18とを備える。フック取付棒17は金属製のパイプまたは棒により形成され、フック18は金属製の帯状板により形成される。取付棒11、フック取付棒17およびフック18は溶接等により互いに一体的に接続される。
フック18は、図2および図5に示すように略コ字状に形成され、言い換えれば帯状板を略コ字状に折曲して形成される。そしてフック18の両端部は、互いに向かって折曲され、ワークWに係合する爪19,20を形成する。
ワークWは、本実施形態の場合、1面が開放された略直方体形状の箱状もしくは容器状に形成される。ワークWは、例えばエアフィルターのケースである。ワークWは、図5に示すようなハンガー3への取付状態において、上下方向の高さが左右方向の幅より大きく、前面に開口部21を有する。ワークWは、開口部21を前方斜め下に向けた状態でフック18に着脱可能に把持される。ワークWは、開口部21からその反対側の底部までの深さが比較的大きい箱状とされる。
詳しくは、ワークWの下面部に、上下方向に延びる貫通パイプ22が一体的に設けられる。フック18の上下の爪19,20が貫通パイプ22の上下端に挿入されると共に、フック18が貫通パイプ22を上下から弾性的に挟むことで、フック18はワークWを把持する。なお爪19,20は、基端から先端に向かうにつれ左右幅が貫通パイプ22の穴径より大きい幅から小さい幅に変化するテーパ状とされ、貫通パイプ22への挿入量が規制されると共に、貫通パイプ22を上下からしっかりと把持できるようになっている。こうしてワークWが第1ワーク取付部8に取り付けられると、ワークWはフック取付棒17と略平行になるよう配置される。
第2ワーク取付部9は、後側の取付棒12に設けられること以外、第1ワーク取付部8と同様なので、説明を省略する。図1および図2に示すように、第1ワーク取付部8および第2ワーク取付部9は、塗装前の初期状態において、ワークWの開口部21を搬送方向X前方かつ斜め下に向けた状態でワークWを把持するように構成されている。
図2および図3に示すように、フロート5は、実質的に密閉な密閉容器により形成され、本実施形態の場合、両端が閉止された円筒状とされる。フロート5は、後の乾燥工程での高温(例えば180℃)環境下における熱変形および熱膨張に耐え得るよう、頑強な構造とされ、その材質も金属(例えば鉄)とされている。
フロート5は、その中心軸が前側の取付棒11と平行になるよう横倒しの状態で、取付棒11よりも前側に配置される。フロート5は取付棒11に着脱可能に取り付けられる。すなわち、取付棒11の前面部に、クランプバンドもしくはホースバンドにより形成されたフロート取付具23が固定して設けられる。フロート5の周りにフロート取付具23が巻き付けられ、フロート取付具23がボルト24により締め付けられることで、フロート5が取付棒11に着脱可能に取り付けられる。
フロート5には逆止弁25が設けられる。逆止弁25は、フロート5内からフロート5外への流体の流れを許容し、逆方向の流体の流れを禁止する。これにより高温環境下では、フロート5内からフロート5外への空気の排出を許容してフロート5の内圧上昇、ひいてはフロート5の変形、損傷、破裂等を抑制できる。また、フロート5が塗液槽4内に浸漬されたとき、塗液Pがフロート5内に浸入するのを抑制できる。本実施形態では逆止弁25がフロート5の底部に設けられる。
図2に示すように、揺動部材7の揺動中心Cから第1ワーク取付部8までの第1距離L1は、揺動中心Cから第2ワーク取付部9までの第2距離L2よりも大きくされる。その理由は後述する。本実施形態において、第1距離L1を規定する第1ワーク取付部8の参照位置は、フック取付棒17の上端ないし基端が接続される取付棒11の中心軸線の位置とされる。しかし、それ以外の位置とされてもよい。第2ワーク取付部9の参照位置についても同様である。
上述の揺動部材7、第1ワーク取付部8、第2ワーク取付部9およびフロート5は、互いに一体的に組み立てられて揺動アセンブリ50を形成する。揺動アセンブリ50は、フレーム6に回動可能、もしくはシーソーの如く揺動可能に連結される。揺動アセンブリ50は、上下方向に複数設けられ、本実施形態では上段、中段および下段に計3つ設けられる。上段、中段および下段の揺動アセンブリ50をそれぞれ符号50A,50B,50Cで表す。
上段の揺動アセンブリ50Aについて説明すると、当該アセンブリが上述のように構成された結果、揺動アセンブリ50Aの重量バランスないし重心位置は揺動中心Cより前となり、初期状態における揺動アセンブリ50Aは前端が後端より下方に位置するよう下向きに傾斜される。ここで初期状態とは、図2に示すような状態をいい、すなわち、フレーム6が搬送装置2から吊り下げられたときのように上下方向もしくは鉛直方向に延び、かつ、揺動アセンブリ50Aの図中時計回り(符号aで示す)の揺動が規制されて揺動アセンブリ50Aが前方下向きに傾斜された状態をいう。中段および下段の揺動アセンブリ50B,50Cについても同様である。
次に上段〜下段の揺動アセンブリ50A〜50Cを比較する。中段および下段の揺動アセンブリ50B,50Cにおいても、第1距離L1は第2距離L2より大きくされる。但し、下側の揺動アセンブリ50の第1距離L1は、上側の揺動アセンブリ50の第1距離L1より大きくされる。具体的には、下側の揺動アセンブリ50に向かう程、第1距離L1は大きくされる。中段の揺動アセンブリ50Bの第1距離L1は、上段の揺動アセンブリ50Aの第1距離L1より大きくされる。また下段の揺動アセンブリ50Cの第1距離L1は、中段の揺動アセンブリ50Bの第1距離L1より大きくされる。
一方、第1距離L1と第2距離L2の合計(L1+L2、すなわち揺動部材7の前後長)は全ての揺動アセンブリ50で同じである。従って第2距離L2は下側に向かう程小さくされる。
次に、揺動部材7に対する第1ワーク取付部8および第2ワーク取付部9の取付角度について説明する。ここで取付角度とは、図2に示す角度αをいい、揺動部材7に対する第1ワーク取付部8および第2ワーク取付部9の左右軸回りの向きを規定する角度である。本実施形態では、図2に示すような側面視において、揺動部材7の連結棒14(または13)の中心軸線と、第2ワーク取付部9のフック取付棒17の中心軸線とがなす角度を、第2ワーク取付部9の取付角度αとする。第1ワーク取付部8の取付角度αも同様である。第1ワーク取付部8と第2ワーク取付部9の取付角度αは等しい。すなわち第1ワーク取付部8と第2ワーク取付部9は互いに平行である。なお取付角度については他の定義方法も可能である。
代表して、第2ワーク取付部9の取付角度αについて説明する。上側の揺動アセンブリ50における第2ワーク取付部9の取付角度αは、下側の揺動アセンブリ50における第2ワーク取付部9の取付角度αより小さくされる。具体的には、中段および下段の揺動アセンブリ50B,50Cにおける取付角度αは互いに等しく、約90°とされている。しかし、上段の揺動アセンブリ50Aにおける取付角度αは、中段および下段の揺動アセンブリ50B,50Cにおける取付角度αより小さく、かつ90°未満とされている。
こうすると、詳しくは後述するが、上段の揺動アセンブリ50Aに取り付けられたワークWの開口部21の下向き角度が、中段および下段の揺動アセンブリ50B,50Cに取り付けられたワークWの開口部21の下向き角度より緩くなるので、塗液P内に浸漬された上段揺動アセンブリ50AのワークWにエアが溜まり難くすることができる。
なお、図2に示すような初期状態において、上側の揺動アセンブリ50における揺動部材7の傾斜角は、下側の揺動アセンブリ50における揺動部材7の傾斜角より大きくされる。ここで傾斜角とは、図2に示すように、水平方向に対する揺動部材7の下向きの(あるいは図中時計回りの)傾斜角βをいう。具体的には、中段および下段の揺動アセンブリ50B,50Cにおける傾斜角βは互いに等しいが、上段の揺動アセンブリ50Aにおける傾斜角βは、中段および下段の揺動アセンブリ50B,50Cにおける傾斜角βより若干大きくされている。
次に、作動を説明する。
図1に示すように、各ハンガー3においては全てのワーク取付部8,9にワークWが取り付けられ、各ハンガー3が搬送装置2により所定の搬送軌道に沿って吊り下げ状態で搬送される。この搬送過程でハンガー3が下降され、塗液P内に浸漬され、その後上昇される。これにより、そのハンガー3に取り付けられたワークWが同時に塗装される。複数のハンガー3が順次塗液P内に浸漬されるので、塗装は連続的に実施される。フレーム6は鉛直状態を保ったまま移動される。
浸漬前の初期状態においては、図5にも詳しく示すように、ワークWが開口部21を前方斜め下に向けた状態で(すなわち斜め下向きに)配置されている。
ワークWの塗液Pへの浸漬が開始されると、図6(A)に示すように、開口部21の下部からワークW内に矢印aの如く塗液Pが浸入する一方、開口部21の上部からはワークW内に矢印bの如くエアAが浸入する。そしてそのエアAは、ワークW内における袋小路状の部位すなわち上部隅部に閉じ込められ、溜まる。
その後、ハンガー3が下降され塗液P内に浸漬されると、図1に示すように、フロート5の浮力により揺動アセンブリ50の前端が持ち上げられ、揺動アセンブリ50が図中反時計回り(符号bで示す)に回動され、すなわち揺動される。これにより揺動部材7は、その前端が後端より上方に位置するよう、上向きに傾斜される。
こうなると、図6(B)に示すように、ワークWの姿勢が斜め下向きから斜め上向きに反転され、ワークW内に溜まっていたエアAが自身の浮力によりワークW外に排出される。そしてエアAが溜まっていた部位に塗液Pが浸入し、当該部位が塗装される。これによりエア溜まりによる塗装不良を抑制できる。
その後、図1に示すように、ハンガー3が上昇されると、上段の揺動アセンブリ50Aから順番に塗液Pから引き上げられる。引き上げられた揺動アセンブリ50Aは、その重量バランスにより重力で図中時計回りに回動すなわち揺動され、下向きに傾斜されると共に、初期状態に戻される。
こうなると、図6(C)に示すように、ワークWの姿勢が斜め上向きから斜め下向きに反転され、ワークW内に溜まっていた塗液Pが塗液槽4内に排出される。こうしてワークWの塗装が完了する。
なお図6は便宜上、中段の揺動アセンブリ50Bにおける第2ワーク取付部9のワークWを示すが、他の揺動アセンブリおよびワーク取付部でも同様である。
ところで、塗液P中への浸漬は、最も下側の下段揺動アセンブリ50Cから最も上側の上段揺動アセンブリ50Aにかけて順番に行われる。従って揺動アセンブリ50の反時計回りの揺動も、下側の揺動アセンブリ50から順番に行われる。
一方、下側の揺動アセンブリ50ほど浸漬深さが深くなり、最も上側の上段揺動アセンブリ50Aでは浸漬深さが最も浅くなる。浸漬深さが比較的深い中段および下段揺動アセンブリ50B,50Cでは、フロート5の浸漬深さも深くなり、フロート5の浮力も強い。そのため、予定していた揺動アセンブリ50の揺動、すなわちワークWの斜め下向きから斜め上向きへの傾動を、確実に行える。
しかし、浸漬深さが浅い上段揺動アセンブリ50Aでは、フロート5の浸漬深さが浅くなり、フロート5の浮力が弱くなる。そのため、予定していた揺動アセンブリ50の揺動、すなわちワークWの斜め上向きへの傾動を十分に行えなくなる可能性がある。
そこで本実施形態では、上段揺動アセンブリ50Aの第1距離L1を第2距離L2より大きくした。こうすると、フロート5の弱い浮力でも、上段揺動アセンブリ50Aを反時計回りに揺動させ易くすることができ、言い換えれば、上段揺動アセンブリ50Aに付与する反時計回りのトルクを増大することができる。よって本実施形態によれば、ワークWの傾動を容易にすることができる。フロート5の浸漬深さが浅い場合でもワークWの傾動を確実に行うことができる。
一方、上段揺動アセンブリ50Aを塗液Pから引き上げたとき、上段揺動アセンブリ50Aを時計回りに揺動させ、初期状態に戻し、ワークW内に溜まっていた塗液Pを排出する必要がある。仮に、第1距離L1と第2距離L2が等しいと、揺動中心Cに対する上段揺動アセンブリ50Aの前後の重量バランスが等分に近づいてしまう。すると、上段揺動アセンブリ50Aの時計回りの揺動が不十分となる可能性がある。
そこで本実施形態では、上段揺動アセンブリ50Aの第1距離L1を第2距離L2より大きくした。こうすると、上段揺動アセンブリ50Aを塗液Pから引き上げたときの前後の重量バランスを、確実に前寄りとすることができる。よって本実施形態によれば、上段揺動アセンブリ50Aを塗液Pから引き上げたときに、上段揺動アセンブリ50Aを時計回りに確実に揺動させ、ワークWを確実に斜め下向きに傾動させ、ワークW内に溜まっていた塗液Pを確実に排出することができる。
また本実施形態では、中段および下段の揺動アセンブリ50B,50Cでも同様に、第1距離L1を第2距離L2より大きくしたので、同様の効果を得られる。
また本実施形態では、下側の揺動アセンブリ50の第1距離L1を上側の揺動アセンブリ50の第1距離L1より大きくし、具体的には、下側の揺動アセンブリ50ほど、第1距離L1を大きくしている。こうすると、下側の揺動アセンブリ50ほど、ワークWの位置を前方にずらすことができる。そして、上側の揺動アセンブリ50(例えば中段揺動アセンブリ50B)より先に下側の揺動アセンブリ50(例えば下段揺動アセンブリ50C)が塗液P中に浸漬され、反時計回りに揺動したとしても、下側の揺動アセンブリ50およびそのワークWが、上側の揺動アセンブリ50およびそのワークWに干渉するのを抑制できる。
また本実施形態では、上側の揺動アセンブリ50における第2ワーク取付部9(第1ワーク取付部8も同様、以下省略)の取付角度αを、下側の揺動アセンブリ50における第2ワーク取付部9の取付角度αより小さくしている。具体的には、上段の揺動アセンブリ50Aにおける取付角度αを、中段および下段の揺動アセンブリ50B,50Cにおける取付角度αより小さくしている。
こうすると図2に示すように、初期状態において、上段揺動アセンブリ50AのワークWの開口部21の下向き角度は、中段および下段揺動アセンブリ50B,50CのワークWの開口部21の下向き角度より少なくなる。そして上段揺動アセンブリ50AのワークWは、その少ない下向き角度のまま、塗液P中に浸漬される。図6(A)から理解されるように、少ない下向き角度だと、ワークW内の袋小路状の部位が狭くなり、その分、ワークW内に溜まるエアを少なくすることができる。よって仮に、フロート5の浮力不足等で図6(B)に示すようなワークWの傾動量が予定より少なかったり、ワークWの傾動時間が予定より短かったりした場合でも、ワークW内に溜まったエアを確実に排出することができる。
また、上段揺動アセンブリ50AにおいてはワークWの下向き角度を少なくした分、反時計回りの揺動時により早いタイミングでワークWを上向きに変更でき、また最大上向き角度を多くすることができる。このことによってもワークW内に溜まったエアを確実に排出することができる。
また本実施形態では、フロート5を揺動部材7に着脱可能に取り付けたので、ワークWの種類等に応じてフロート5を別のものに交換することができ、浮力の調整を容易に行えると共に、必要な浮力を確実に得ることができる。
以上、本開示の実施形態を詳細に述べたが、本開示の実施形態および変形例は他にも様々考えられる。
(1)例えば図7に示すように、フロート5には逆止弁25に代えて貫通パイプ26が設けられてもよい。本実施形態の貫通パイプ26は、密閉容器からなるフロート5の底部を貫通して設けられ、フロート5の内外を連通し、フロート5からその下方に向かって延びる。
このフロート5が塗液P中に浸漬され、かつ貫通パイプ26が鉛直方向に対し傾斜されたとき、貫通パイプ26内の一部のエアが塗液Pと交換され、貫通パイプ26の途中まで塗液Pが浸入する。しかし、ある程度塗液Pが浸入するとフロート5の内圧が上昇し、フロート5外の圧力と平衡する。これにより塗液Pのさらなる浸入が阻止され、フロート5内に塗液Pが浸入するのを回避できる。
勿論、高温環境下でフロート5内の空気が膨張したときには、貫通パイプ26を通じてフロート5内の空気を排出することができるので、フロート5の変形等を抑制できる。
(2)一方、フロート5には逆止弁25および貫通パイプ26に代えて、単なる貫通穴(図示せず)が設けられてもよい。例えば貫通穴は、密閉容器からなるフロート5の底部を貫通して設けられ、フロート5の内外を連通する。貫通穴の大きさを最適に設定することにより、フロート5内への塗液Pの浸入を抑制できる。
(3)フロート5の形状、構造、数等は任意である。例えば、フロート5は直方体箱状に形成されてもよいし、複数設けられてもよい。フロート取付具23を複数設けておくと、必要に応じてフロート5の数を変えられるので、便利である。
(4)ワークWの形状、構造等も任意である。またワークWの形状、構造等に応じて、第1および第2ワーク取付部8,9の形状、構造等も任意に変更可能である。
(5)ハンガー3の用途は電着塗装に限定されず、任意であり、例えば、非電着塗装であってもよいし、電気メッキ、アルマイト処理等の表面処理であってもよいし、ワークWの洗浄であってもよい。実際、本実施形態の塗装装置1は、その前後の複数の工程を併せて行う塗装設備の一部であり、その複数の工程においても使用される。その工程には、塗装前の洗浄および前処理、別の塗装、ならびに塗装後の後処理および乾燥が含まれる。
本開示の実施形態は前述の実施形態のみに限らず、特許請求の範囲によって規定される本開示の思想に包含されるあらゆる変形例や応用例、均等物が本開示に含まれる。従って本開示は、限定的に解釈されるべきではなく、本開示の思想の範囲内に帰属する他の任意の技術にも適用することが可能である。
3 ハンガー
5 フロート
6 フレーム
7 揺動部材
8 第1ワーク取付部
9 第2ワーク取付部
21 開口部
25 逆止弁
26 貫通パイプ
50 揺動アセンブリ
50A 上段揺動アセンブリ
50B 中段揺動アセンブリ
50C 下段揺動アセンブリ
W ワーク
C 揺動中心
L1 第1距離
L2 第2距離
α 取付角度
5 フロート
6 フレーム
7 揺動部材
8 第1ワーク取付部
9 第2ワーク取付部
21 開口部
25 逆止弁
26 貫通パイプ
50 揺動アセンブリ
50A 上段揺動アセンブリ
50B 中段揺動アセンブリ
50C 下段揺動アセンブリ
W ワーク
C 揺動中心
L1 第1距離
L2 第2距離
α 取付角度
Claims (7)
- フレームと、
長さ方向の中間部において前記フレームに回動可能に連結された揺動部材と、
前記揺動部材の長さ方向の一端部に設けられた第1ワーク取付部と、
前記揺動部材の長さ方向の他端部に設けられた第2ワーク取付部と、
前記揺動部材の長さ方向の一端部に設けられたフロートと、
を備え、
前記揺動部材の揺動中心から前記第1ワーク取付部までの第1距離が、前記揺動中心から前記第2ワーク取付部までの第2距離よりも大きい
ことを特徴とするワーク用ハンガー。 - 前記揺動部材、前記第1ワーク取付部、前記第2ワーク取付部および前記フロートが揺動アセンブリを形成し、前記揺動アセンブリが上下方向に複数設けられる
請求項1に記載のワーク用ハンガー。 - 下側の前記揺動アセンブリの前記第1距離は、上側の前記揺動アセンブリの前記第1距離より大きくされる
請求項2に記載のワーク用ハンガー。 - 上側の前記揺動アセンブリにおける前記第1ワーク取付部および前記第2ワーク取付部の取付角度は、下側の前記揺動アセンブリにおける前記第1ワーク取付部および前記第2ワーク取付部の取付角度より小さくされる
請求項2または3に記載のワーク用ハンガー。 - 前記フロートは、密閉容器により形成され、前記フロートには逆止弁または貫通パイプが設けられる
請求項1〜4のいずれか一項に記載のワーク用ハンガー。 - 前記フロートは、前記揺動部材に着脱可能に取り付けられる
請求項1〜5のいずれか一項に記載のワーク用ハンガー。 - 前記第1ワーク取付部および前記第2ワーク取付部は、初期状態において、前記ワークの開口部を搬送方向前方かつ斜め下に向けた状態で前記ワークを把持するように構成されている
請求項1〜6のいずれか一項に記載のワーク用ハンガー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020063682A JP2021159855A (ja) | 2020-03-31 | 2020-03-31 | ワーク用ハンガー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020063682A JP2021159855A (ja) | 2020-03-31 | 2020-03-31 | ワーク用ハンガー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2021159855A true JP2021159855A (ja) | 2021-10-11 |
Family
ID=78004203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020063682A Pending JP2021159855A (ja) | 2020-03-31 | 2020-03-31 | ワーク用ハンガー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021159855A (ja) |
-
2020
- 2020-03-31 JP JP2020063682A patent/JP2021159855A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5013953B2 (ja) | 電着塗装方法 | |
| JP2021159855A (ja) | ワーク用ハンガー | |
| KR101479442B1 (ko) | 습식표면처리 라인용 캐리어 | |
| JP4890493B2 (ja) | 横吊り治具および表面処理装置並びに長尺材の表面処理方法 | |
| JP3157914U (ja) | 電着塗装用の治具 | |
| JP2001335993A (ja) | 袋状ワークのめっき方法及びめっきライン | |
| CN105937016B (zh) | 高温油锡表面处理自动线 | |
| KR101001871B1 (ko) | 도금용 지그 | |
| JP2007119862A (ja) | 鋼管の酸洗方法及び酸洗装置 | |
| CN206886506U (zh) | 防浮式汽车车身电泳吊具 | |
| CN206375973U (zh) | 一种热浸镀锌多功能地桩挂具 | |
| JP4774698B2 (ja) | アルミハニカムコアの製造方法及びその装置、アルミハニカムコアの箔厚制御方法 | |
| JP2006152345A (ja) | 浸漬処理装置 | |
| TWI725629B (zh) | 治具搬運構件、表面處理裝置及方法 | |
| CN213388853U (zh) | 一种新型镀锌挂具 | |
| CN209081994U (zh) | 镀锌预处理设备 | |
| JP6443478B2 (ja) | 煉瓦表面へのコーティング装置及びコーティング方法 | |
| JP3492457B2 (ja) | ワーク取付用ハンガー | |
| JP2009052127A (ja) | 自動車ボディ電着塗装方法、及び自動車ボディ電着塗装装置 | |
| JP2001232278A (ja) | 自動車車体の浸漬方法 | |
| CN201543570U (zh) | 一种轿车涂装前处理用引擎盖下支撑工装 | |
| CN216896585U (zh) | 一种人工喷涂工件夹持云台 | |
| CN202358586U (zh) | 助力吊架 | |
| CN214021731U (zh) | 一种黑铁丝防锈漆涂抹装置 | |
| KR102466548B1 (ko) | 중공형상 소재의 용용아연도금을 위한 지그 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200331 |