JP2021192004A - 容器の気密性を検査する方法、及びその検査装置 - Google Patents
容器の気密性を検査する方法、及びその検査装置 Download PDFInfo
- Publication number
- JP2021192004A JP2021192004A JP2020098397A JP2020098397A JP2021192004A JP 2021192004 A JP2021192004 A JP 2021192004A JP 2020098397 A JP2020098397 A JP 2020098397A JP 2020098397 A JP2020098397 A JP 2020098397A JP 2021192004 A JP2021192004 A JP 2021192004A
- Authority
- JP
- Japan
- Prior art keywords
- container
- cover
- liquid
- trace gas
- space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Examining Or Testing Airtightness (AREA)
Abstract
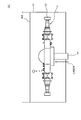
【解決手段】本発明の容器の気密性を検査する方法は、開口部を密閉した容器の内部にトレースガスを充満させるとともに所定の液体内に容器Aを液没させる工程と、下部8aに開口8bを有し上部8cを閉鎖可能であって上部8cにトレースガスを検知可能な検知装置9を備えるカバー8によって、カバー8の内部に気体が溜まる空間Kが形成される状態で液没させた容器Aの上方を覆う工程と、液体Lの液面下において容器A又はカバー8の内側に向かう液流を発生させて、容器Aの欠陥部から漏れ出て容器Aの表面又はカバーの内側に付着したトレースガスを空間Kに押し流す工程と、検知装置9によって空間Kに存在するトレースガスを検知する工程と、を含むことを特徴とする。
【選択図】図1
Description
2:液槽
3:第1密閉機構
4:第2密閉機構(トレースガス送給手段)
5:ポンプ(液流発生手段)
5a:第1パイプ
5b:第2パイプ
5c:吸引パイプ
6:攪拌装置(液流発生手段)
7:超音波振動装置(液流発生手段)
8:カバー
8a:カバーの下部
8b:開口
8c:カバーの上部
9:検知装置
9a:検知装置本体
9b:プローブ
10:ファン(気体撹拌手段)
A:アクスルケース(容器)
K:空間
L:液体
Claims (7)
- 容器の気密性を検査する方法であって、
開口部を密閉した容器の内部にトレースガスを充満させるとともに所定の液体内に当該容器を液没させる工程と、
下部に開口を有し上部を閉鎖可能であって当該上部に前記トレースガスを検知可能な検知装置を備えるカバーによって、当該カバーの内部に気体が溜まる空間が形成される状態で液没させた前記容器の上方を覆う工程と、
前記液体の液面下において前記容器又は前記カバーの内側に向かう液流を発生させて、当該容器の欠陥部から漏れ出て当該容器の表面又は当該カバーの内側に付着した前記トレースガスを前記空間に押し流す工程と、
前記検知装置によって前記空間に存在する前記トレースガスを検知する工程と、を含むことを特徴とする方法。 - 前記トレースガスを前記空間に押し流す工程は、前記液体の液面下において前記容器及び前記カバーの内側に向かう液流を発生させて行われる、ことを特徴とする請求項1に記載の方法。
- 前記カバーは、下部に対して上部が狭い上窄まり形状であることを特徴とする請求項1又は2に記載の方法。
- 前記カバーは、前記空間の気体を撹拌する気体撹拌手段を備えることを特徴とする請求項1〜3の何れか一項に記載の方法。
- 前記検知装置によって検知された前記トレースガスの濃度が所定値以上である場合、又は当該検知装置によって検知された当該トレースガスの濃度が経時的に上昇している場合に、前記容器に前記欠陥部があると判定する工程を含むことを特徴とする請求項1〜4の何れか一項に記載の方法。
- 前記容器に対して前記カバーを移動させ、前記液体の液面下における前記容器から漏れ出す気泡の位置によって前記欠陥部を特定する工程を含むことを特徴とする請求項1〜5の何れか一項に記載の方法。
- 容器の気密性を検査するための検査装置であって、
所定の液体を収容して前記容器を液没可能な液槽と、
前記容器の内部にトレースガスを送り込むトレースガス送給手段と、
下部に開口を有し上部を閉鎖可能であって、内部に気体が溜まる空間が形成される状態で前記液槽に液没させた前記容器の上方を覆うカバーと、
前記液槽の液面下において、液没させた前記容器又は当該容器の上方を覆う前記カバーの内側に向かう液流を発生させる液流発生手段と、
前記カバーの上部に設けられ、前記空間に存在する前記トレースガスを検知する検知装置と、を備えることを特徴とする検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020098397A JP7510790B2 (ja) | 2020-06-05 | 2020-06-05 | 容器の気密性を検査する方法、及びその検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020098397A JP7510790B2 (ja) | 2020-06-05 | 2020-06-05 | 容器の気密性を検査する方法、及びその検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021192004A true JP2021192004A (ja) | 2021-12-16 |
| JP7510790B2 JP7510790B2 (ja) | 2024-07-04 |
Family
ID=78890611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020098397A Active JP7510790B2 (ja) | 2020-06-05 | 2020-06-05 | 容器の気密性を検査する方法、及びその検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7510790B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119268956A (zh) * | 2024-12-09 | 2025-01-07 | 山东鑫木汽车配件有限公司 | 一种车辆桥壳气密性检测装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63182538A (ja) * | 1987-01-23 | 1988-07-27 | Mitsubishi Electric Corp | 気密性検査装置 |
| JPH0727655A (ja) * | 1993-07-12 | 1995-01-31 | Nissan Motor Co Ltd | 密閉タンクのリークテスト方法およびリークテスト装置 |
| JPH08240506A (ja) * | 1995-03-02 | 1996-09-17 | Churyo Eng Kk | 容器の漏洩検査装置 |
| JP3047893U (ja) * | 1997-05-20 | 1998-04-28 | 日新電子工業株式会社 | 高圧封入容器の漏れ検査装置 |
| US20050160794A1 (en) * | 2004-01-26 | 2005-07-28 | Sonntag Donald W. | Apparatus and method for container leakage testing |
| JP2009092585A (ja) * | 2007-10-11 | 2009-04-30 | Aisin Seiki Co Ltd | リーク検査装置 |
-
2020
- 2020-06-05 JP JP2020098397A patent/JP7510790B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63182538A (ja) * | 1987-01-23 | 1988-07-27 | Mitsubishi Electric Corp | 気密性検査装置 |
| JPH0727655A (ja) * | 1993-07-12 | 1995-01-31 | Nissan Motor Co Ltd | 密閉タンクのリークテスト方法およびリークテスト装置 |
| JPH08240506A (ja) * | 1995-03-02 | 1996-09-17 | Churyo Eng Kk | 容器の漏洩検査装置 |
| JP3047893U (ja) * | 1997-05-20 | 1998-04-28 | 日新電子工業株式会社 | 高圧封入容器の漏れ検査装置 |
| US20050160794A1 (en) * | 2004-01-26 | 2005-07-28 | Sonntag Donald W. | Apparatus and method for container leakage testing |
| JP2009092585A (ja) * | 2007-10-11 | 2009-04-30 | Aisin Seiki Co Ltd | リーク検査装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119268956A (zh) * | 2024-12-09 | 2025-01-07 | 山东鑫木汽车配件有限公司 | 一种车辆桥壳气密性检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7510790B2 (ja) | 2024-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203224338U (zh) | 用于检测焊件密封性能的装置 | |
| CN105445376A (zh) | 超声波探伤装置及超声波探伤方法 | |
| JPH0255928A (ja) | 漏洩検査装置 | |
| CN116735096A (zh) | 一种气密性检测装置及检测方法 | |
| US20110091002A1 (en) | Underwater remote inspection device and method for underwater remote inspection | |
| CN107238472A (zh) | 一种精密过滤器密封性检测装置和方法 | |
| JP7510790B2 (ja) | 容器の気密性を検査する方法、及びその検査装置 | |
| JP4232183B2 (ja) | 気密検査方法及び装置 | |
| CN205580692U (zh) | 一种t型焊缝真空检测器 | |
| US8573032B2 (en) | Underwater method and apparatus for detecting leaks in a metallic tank or pit liner plate | |
| RU2368881C1 (ru) | Стенд для испытания на герметичность сварных изделий | |
| CN115876819B (zh) | 添加碳纤维制备可用于sem的多孔隙金相试样冷镶嵌方法 | |
| CN216247043U (zh) | 一种储液罐的水检气密设备 | |
| JP2008180536A (ja) | ハウジングなどの漏れ検査装置及び漏れ検査方法 | |
| CN114216618A (zh) | 一种水表的模块盒气密性检测方法及装置 | |
| JP4352255B2 (ja) | 水中検査装置および水中検査方法 | |
| CN219200738U (zh) | 密封检测装置 | |
| CN118424579A (zh) | 一种石英产品焊接部泄漏测试装置及方法 | |
| CN116642640A (zh) | 一种油箱密封性检测装置 | |
| CN220437677U (zh) | 一种罐体自动检测测漏装置 | |
| JPS63285438A (ja) | 液中空気漏れ試験方法 | |
| CN213301585U (zh) | 一种气密封检测设备 | |
| JP2004101264A (ja) | 気密検査装置および気密検査方法 | |
| CN104880285A (zh) | 高效测漏仪 | |
| CN207866438U (zh) | 储罐底板焊缝真空试验装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231213 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7510790 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |