JP2022018593A - 回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法 - Google Patents
回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法 Download PDFInfo
- Publication number
- JP2022018593A JP2022018593A JP2020121800A JP2020121800A JP2022018593A JP 2022018593 A JP2022018593 A JP 2022018593A JP 2020121800 A JP2020121800 A JP 2020121800A JP 2020121800 A JP2020121800 A JP 2020121800A JP 2022018593 A JP2022018593 A JP 2022018593A
- Authority
- JP
- Japan
- Prior art keywords
- electric machine
- rotary electric
- stator
- connection plate
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract

【解決手段】回転電機のステータの結線板17は、回転電機100のステータ10のティース部11bに巻回された複数のコイル12の端末線12t同士を接続する接続線15を備える回転電機のステータの結線板17であって、周方向Yに複数に分割された台座部17Aと、周方向Yに隣合う台座部17A同士を連結する連結部17Bとを備え、台座部17Aには周方向Yに平行に、接続線15を案内する複数の案内溝17aが設けられ、各案内溝17aの底17adの軸方向Zの位置は、径方向Xの外側から内側に向かって順に、高くなっている。
【選択図】図11
Description
回転電機のステータのティース部に巻回された複数のコイルの端末線同士を接続する接続線を備える回転電機のステータの結線板であって、
周方向に複数に分割された台座部と、
周方向に隣合う前記台座部同士を連結する連結部とを備え、
前記台座部には周方向に平行に、前記接続線を案内する複数の案内溝が設けられ、
各前記案内溝の底の軸方向の位置は、径方向の外側から内側に向かって、順に高くなっているものである。
また、本願に開示される回転電機のステータは、
前記回転電機のステータの結線板を備え、
周方向に分割された分割コアと、前記分割コアの軸方向両端面に装着されたインシュレータと、前記インシュレータを介して前記分割コアのティース部に巻回された前記コイルとを有する複数のコイル巻装体を備え、
前記インシュレータは、前記分割コアのヨーク部の軸方向端面を覆う外鍔部と、前記ティース部の径方向内側先端部の軸方向端面を覆う内鍔と、前記ティース部の軸方向の端面を覆うティース端面被覆部とを備え、
前記結線板は、前記内鍔の端面と、前記外鍔部の軸方向の端面の径方向の内側の縁の上に、径方向に位置決めされて配置されているものである。
また、本願に開示される回転電機は、
回転電機のステータと、
前記ステータの内周面に外周面を対向させて回転可能に支持されたロータとを備えるものである。
また、本願に開示される回転電機のステータの結線板の製造方法は、
1本の導体を、全ての前記台座部の、一番外側又は一番内側の前記案内溝の中に配置し、
引き続き、前記導体を、既に前記導体を配置した前記案内溝の径方向に隣合う、全ての前記台座部の前記案内溝に配置する導体配置工程と、
1本の前記導体を隣合う前記台座部の間で切断する切断工程とを備えるものである。
また、本願に開示される回転電機のステータの製造方法は、
前記結線板を、円環状に配置した複数の前記コイル巻装体の上に配置する結線板配置工程と、
前記端末線を、溶接対象となる前記接続線の軸方向の上方に配置する端末線配置工程と、
第1電極を、溶接対象の前記接続線の軸方向の下に差し込み、
第2電極を、溶接対象となる前記端末線の軸方向の上方から、前記第1電極の上面との間に、溶接対象となる前記接続線および前記端末線を、軸方向に挟むように下ろして前記端末線と前記接続線とを溶接する接続工程とを備えるものである。
また、本願に開示される回転電機の製造方法は、
前記ステータの内周面に、ロータの外周面を対向させて前記ロータを回転可能に配置するものである。
以下、実施の形態1による回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法を図を用いて説明する。
本明細書で、特に断り無く「軸方向」、「周方向」、「径方向」、「内側」、「外側」、「内周面」、「外周面」というときは、それぞれ、ステータの「軸方向」、「周方向」、「径方向」、「内側」、「外側」、「内周面」、「外周面」をいうものとする。また、この明細書で、特に断り無く「上」、「下」に言及するときは、基準となる場所において、軸方向に垂直な面を想定し、その面を境界としてステータの中心点が含まれる側を「下」、その反対を「上」とする。また、高さの高低を比較する場合は、ステータの中心からの距離が長い方を「高い」とする。なお、以下の説明では、分割積層コアを用いて説明するが、一体型の分割コアを用いてもよい。
図2は、ステータ10を構成する分割積層コア11の斜視図である。
図3Aは、分割積層コア11に装着する絶縁部材としての結線側インシュレータ13の斜視図である。
図3Bは、分割積層コア11に装着する絶縁部材としての結線側インシュレータ13の平面図である。
図3Cは、分割積層コア11に装着する絶縁部材としての反結線側インシュレータ14の斜視図である。
図4は、コイル巻装体11Aの斜視図である。
図3および図4に示すように、結線側インシュレータ13と、反結線側インシュレータ14とは、一部の形状が異なる。
インシュレータ13、14は、外鍔部13a、14aと、内鍔部13c、14cと、ティース端面被覆部13b、14bとを備える。
図5Bは、結線板17の側面図である。
図5Cは、結線板17の斜視図である。
結線板17は、コイル巻装体11Aに巻回されたコイル12の各端末線12t同士を接続し、三相交流のU、V、W相のコイル群を形成し、更にこれらを中性点に接続する複数の接続線15を案内し、接続線15をさらに電源コネクタ40へ接続する接続線16に接続するために使用する。
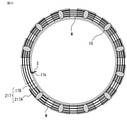
図7は、結線板17の台座部17A上に、導体Wを固定した状態を示す平面図である。
まず、1本の導体Wの巻き始め端部Sを係止部17kに固定する。ここで、予め螺旋状に形成された1本の導体Wを接線板17上に配置すると、3周ある導体Wの内側から1周目部分は、周方向Yに時計回りに隣の台座部17Aから始めて、径方向Xの最も内側の案内溝17aの中に周方向Yに平行に(ステータ10と同心に)収納される。導体Wのうち、最も内側の1周目の案内溝17aに配置される1周目部分は、ステータ10の軸心に対して同心に配置される。
図9は、実施の形態1によるコイル12の結線図である。
図10は、円環状に配置した複数のコイル巻装体11Aを、フレーム60に嵌合した状態を示す斜視図である。
次に、各コイル12の端末線12tの被膜を剥離し、端末線12tを結線側インシュレータ13の第2突起13p2の外周面に沿って引き回して軸方向Zの上方へ折り曲げ、更に径方向Xの内側に折り曲げて、結線板17の接続線15の被膜を剥離した部分の上に配置する。すなわち、図11に示すように、端末線12tは、図10の状態から、先端が径方向Xの内側に折り曲げられて溶接対象となる接続線15の軸方向Zの上方に配置される(ST005:端末線配置工程)。同様に、全てのコイル巻装体11Aの端末線12tを引き回し、結線板17の接続線15上に配置する。
全ての端末線12tを結線板17の接続線15に溶接した後、ステータ10を絶縁樹脂90でモールドして各溶接部を絶縁する。絶縁樹脂でモールドすることによって、振動により溶接部が破断することも防止できる。
以下、実施の形態2による回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法を図を用いて、実施の形態1と異なる部分を中心に説明する。
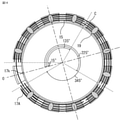
図13は、結線板217の台座部217A上に、導体Wを固定した状態を示す平面図である。
図14は、台座部217Aに固定後の導体Wを切断し、複数の接続線15を形成した状態を示す図である。
図15は、実施の形態2によるコイル12の結線図である。
従って、例示されていない無数の変形例が、本願に開示される技術の範囲内において想定される。例えば、少なくとも1つの構成要素を変形する場合、追加する場合または省略する場合、さらには、少なくとも1つの構成要素を抽出し、他の実施の形態の構成要素と組み合わせる場合が含まれるものとする。
11A コイル巻装体、11as 端面、11b ティース部、11bins 端面、
11bs 端面、11c シュー部、11cs,13cs,13as 端面、
11p 鉄心片、11s1 一端面、11s2 他端面、12 コイル、
12t 端末線、13 結線側インシュレータ、14 反結線側インシュレータ、
13a,14a 外鍔部、13b,14b ティース端面被覆部、
13c,14c 内鍔部、13d 溝、13f 縁、13p1 第1突起、
13p2 第2突起、15,16 接続線、17,217 結線板、
17a,217a 案内溝、17A,217A 台座部、17ain 内側側面、
17As 上端面、17B 連結部、17Bout 外周面、17k 係止部、
19 接着剤、30 ロータ、40 電源コネクタ、50a 反結線側ブラケット、
50b 結線側ブラケット、60 フレーム、70in 第1電極、70u 第2電極、
90 絶縁樹脂、C 切断部、R1,R2 空間、S 端部、W 導体、X 径方向、
Y 周方向、Z 軸方向。
Claims (12)
- 回転電機のステータのティース部に巻回された複数のコイルの端末線同士を接続する接続線を備える回転電機のステータの結線板であって、
周方向に複数に分割された台座部と、
周方向に隣合う前記台座部同士を連結する連結部とを備え、
前記台座部には周方向に平行に、前記接続線を案内する複数の案内溝が設けられ、
各前記案内溝の底の軸方向の位置は、径方向の外側から内側に向かって、順に高くなっている回転電機のステータの結線板。 - 前記接続線の切断部は、隣合う前記台座部の間に存在する請求項1に記載の回転電機のステータの結線板。
- 前記結線板を径方向に見たときに、前記連結部の軸方向の下には、径方向に貫通する空間が存在する請求項1又は請求項2に記載の回転電機のステータの結線板。
- 複数の前記案内溝は、1つの前記台座部を除く他の前記台座部に設けられている請求項1から請求項3のいずれか1項に記載の回転電機のステータの結線板。
- 前記連結部の外周面は、前記台座部の最も径方向内側に存在する前記案内溝の内側側面よりも径方向内側に凹んでいる請求項1から請求項4のいずれか1項に記載の回転電機のステータの結線板。
- 前記接続線は、接着剤で前記台座部に固定されている請求項1から請求項5のいずれか1項に記載の回転電機のステータの結線板。
- 請求項1から請求項6のいずれか1項に記載の回転電機のステータの結線板を備え、
周方向に分割された分割コアと、前記分割コアの軸方向両端面に装着されたインシュレータと、前記インシュレータを介して前記分割コアのティース部に巻回された前記コイルとを有する複数のコイル巻装体を備え、
前記インシュレータは、前記分割コアのヨーク部の軸方向端面を覆う外鍔部と、前記ティース部の径方向内側先端部の軸方向端面を覆う内鍔と、前記ティース部の軸方向の端面を覆うティース端面被覆部とを備え、
前記結線板は、前記内鍔の端面と、前記外鍔部の軸方向の端面の径方向の内側の縁の上に、径方向に位置決めされて配置されている回転電機のステータ。 - 前記コイル巻装体と前記結線板は、絶縁樹脂でモールドされている請求項7に記載の回転電機のステータ。
- 請求項7又は請求項8に記載の回転電機のステータと、
前記ステータの内周面に外周面を対向させて回転可能に支持されたロータとを備える回転電機。 - 請求項1から請求項6のいずれか1項に記載の回転電機のステータの結線板の製造方法であって、
1本の導体を、全ての前記台座部の、一番外側又は一番内側の前記案内溝の中に配置し、
引き続き、前記導体を、既に前記導体を配置した前記案内溝の径方向に隣合う、全ての前記台座部の前記案内溝に配置する導体配置工程と、
1本の前記導体を隣合う前記台座部の間で切断する切断工程とを備える回転電機のステータの結線板の製造方法。 - 請求項10に記載の回転電機のステータの結線板の製造方法を用いて製造した回転電機のステータの結線板を用いる請求項7又は請求項8に記載の回転電機のステータの製造方法であって、
前記結線板を、円環状に配置した複数の前記コイル巻装体の上に配置する結線板配置工程と、
前記端末線を、溶接対象となる前記接続線の軸方向の上方に配置する端末線配置工程と、
第1電極を、溶接対象の前記接続線の軸方向の下に差し込み、
第2電極を、溶接対象となる前記端末線の軸方向の上方から、前記第1電極の上面との間に、溶接対象となる前記接続線および前記端末線を、軸方向に挟むように下ろして前記端末線と前記接続線とを溶接する接続工程とを備える回転電機のステータの製造方法。 - 請求項11に記載の回転電機のステータの製造方法を用いて製造した回転電機のステータを用いる回転電機の製造方法であって、
前記ステータの内周面に、ロータの外周面を対向させて前記ロータを回転可能に配置する回転電機の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020121800A JP7433153B2 (ja) | 2020-07-16 | 2020-07-16 | 回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020121800A JP7433153B2 (ja) | 2020-07-16 | 2020-07-16 | 回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022018593A true JP2022018593A (ja) | 2022-01-27 |
| JP7433153B2 JP7433153B2 (ja) | 2024-02-19 |
Family
ID=80203416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020121800A Active JP7433153B2 (ja) | 2020-07-16 | 2020-07-16 | 回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7433153B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09261905A (ja) * | 1996-03-25 | 1997-10-03 | Kokusan Denki Co Ltd | 電機子 |
| JP2004320986A (ja) * | 2003-04-17 | 2004-11-11 | Minebea Co Ltd | ステータ |
| JP2012228007A (ja) * | 2011-04-15 | 2012-11-15 | Asmo Co Ltd | バスバー装置、ステータ、モータ及びステータの製造方法 |
| JP2012244839A (ja) * | 2011-05-23 | 2012-12-10 | Toyota Motor Corp | 回転電機のステータ |
| JP2013038881A (ja) * | 2011-08-05 | 2013-02-21 | Yaskawa Electric Corp | 回転電機の製造方法及び回転電機の結線基板の製造方法 |
| WO2018168090A1 (ja) * | 2017-03-14 | 2018-09-20 | 日本電産株式会社 | ステータ、モータ、電動パワーステアリング装置 |
| WO2018179790A1 (ja) * | 2017-03-31 | 2018-10-04 | 日本電産株式会社 | バスバーユニット及びそれを備えたモータ |
-
2020
- 2020-07-16 JP JP2020121800A patent/JP7433153B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09261905A (ja) * | 1996-03-25 | 1997-10-03 | Kokusan Denki Co Ltd | 電機子 |
| JP2004320986A (ja) * | 2003-04-17 | 2004-11-11 | Minebea Co Ltd | ステータ |
| JP2012228007A (ja) * | 2011-04-15 | 2012-11-15 | Asmo Co Ltd | バスバー装置、ステータ、モータ及びステータの製造方法 |
| JP2012244839A (ja) * | 2011-05-23 | 2012-12-10 | Toyota Motor Corp | 回転電機のステータ |
| JP2013038881A (ja) * | 2011-08-05 | 2013-02-21 | Yaskawa Electric Corp | 回転電機の製造方法及び回転電機の結線基板の製造方法 |
| WO2018168090A1 (ja) * | 2017-03-14 | 2018-09-20 | 日本電産株式会社 | ステータ、モータ、電動パワーステアリング装置 |
| WO2018179790A1 (ja) * | 2017-03-31 | 2018-10-04 | 日本電産株式会社 | バスバーユニット及びそれを備えたモータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7433153B2 (ja) | 2024-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5028869B2 (ja) | ブラシレスモータ | |
| JP5306411B2 (ja) | 回転電機 | |
| JP5217117B2 (ja) | ブラシレスモータ | |
| JP4710047B2 (ja) | バリアブルリラクタンス型角度検出器 | |
| JP5140389B2 (ja) | 回転電機用の固定子、及びこれを用いた回転電機 | |
| US11469637B2 (en) | Stator comprising an insulator having a restriction portion and covering a tooth | |
| JP2009106003A (ja) | 回転電機 | |
| JP6979464B2 (ja) | 回転電機の固定子 | |
| KR20080021678A (ko) | 회전 전동기의 전기자, 회전 전동기 및 그 제조 방법 | |
| JP5232547B2 (ja) | 回転電機 | |
| WO2020174817A1 (ja) | 回転電機のステータ、回転電機、回転電機のステータの製造方法、および、回転電機の製造方法 | |
| US11784528B2 (en) | Winding pattern and arrangement for a motor armature | |
| JP5181627B2 (ja) | 回転電機および回転電機の製造方法 | |
| JP6080964B2 (ja) | 回転電機の固定子 | |
| JP7433153B2 (ja) | 回転電機のステータの結線板、回転電機のステータ、回転電機、回転電機のステータの結線板の製造方法、回転電機のステータの製造方法および回転電機の製造方法 | |
| JP7433176B2 (ja) | 回転電機ステータの結線板、回転電機のステータ、および回転電機 | |
| JP2021035260A (ja) | ステータ | |
| US20080024032A1 (en) | Motor Stator | |
| US11418082B2 (en) | Stator used for motor and method for manufacturing said stator | |
| US10916987B2 (en) | Stator, associated electric motor and associated method | |
| US20220302787A1 (en) | Stator and method for manufacturing stator | |
| JP7050239B2 (ja) | 固定子、電動機 | |
| US12100993B1 (en) | Outer rotor brushless motor | |
| CN113273063B (zh) | 旋转电机的定子和旋转电机的定子的制造方法 | |
| JP2023150105A (ja) | ステータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240206 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7433153 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |