JP2022071402A - レーザ加工装置及びレーザ加工方法 - Google Patents
レーザ加工装置及びレーザ加工方法 Download PDFInfo
- Publication number
- JP2022071402A JP2022071402A JP2020180345A JP2020180345A JP2022071402A JP 2022071402 A JP2022071402 A JP 2022071402A JP 2020180345 A JP2020180345 A JP 2020180345A JP 2020180345 A JP2020180345 A JP 2020180345A JP 2022071402 A JP2022071402 A JP 2022071402A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- processing
- street
- light
- spot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
- B23K26/364—Laser etching for making a groove or trench, e.g. for scribing a break initiation groove
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P54/00—Cutting or separating of wafers, substrates or parts of devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/067—Dividing the beam into multiple beams, e.g. multi-focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/067—Dividing the beam into multiple beams, e.g. multi-focusing
- B23K26/0676—Dividing the beam into multiple beams, e.g. multi-focusing into dependently operating sub-beams, e.g. an array of spots with fixed spatial relationship or for performing simultaneously identical operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/56—Inorganic materials other than metals or composite materials being semiconducting
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0428—Apparatus for mechanical treatment or grinding or cutting
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Dicing (AREA)
Abstract
Description
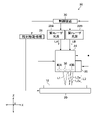
図1は、第1実施形態のレーザ加工装置10の概略図である。図1に示すように、レーザ加工装置10は、ウェーハ12を複数のチップ14(図2参照)に分割する前の前工程として、ウェーハ12に対してレーザ加工(アブレーション溝加工)を施す。なお、図中のXYZ方向は互いに直交し、このうちX方向及びY方向は水平方向であり、Z方向は上下方向である。ここで、X方向は本発明の加工送り方向に相当する。
図5は、ウェーハ12に対して往路方向側X1に相対移動されるレーザ光学系24による縁切り加工及び中抜き加工を説明するための説明図である。図6は、ウェーハ12に対して復路方向側X2に相対移動されるレーザ光学系24による縁切り加工及び中抜き加工を説明するための説明図である。以下、ウェーハ12に対して往路方向側X1に相対移動されるレーザ光学系24の加工対象である奇数番目のストリートCを適宜「往路」といい、復路方向側X2に相対移動されるレーザ光学系24の加工対象である偶数番目のストリートCを適宜「復路」という。
図7は、上記構成の第1実施形態のレーザ加工装置10によるウェーハ12のストリートCごとのレーザ加工の流れ、特に第1高速シャッタ47A、第2高速シャッタ47B、第1安全シャッタ100A、及び第2安全シャッタ100Bの動作を示したフローチャートである。
図9は、第2レーザ光L2の繰り返し周波数が10kHzで且つ加工速度が300mm/sである場合の中抜き加工を説明するための説明図である。図10は、第2レーザ光L2の繰り返し周波数が10kHzで且つ加工速度が30mm/sである場合の中抜き加工を説明するための説明図である。
以上のように第1実施形態では、第2集光レンズ40A,40B内で第2レーザ光L2(スポットSP2)を複数に分岐させることで、タクトタイムの増加を防止することができる。そして、第1実施形態では、τ>τ1を満たすように分岐距離L及び加工速度V(繰り返し周波数)の少なくとも一方を調整した状態で中抜き加工を行うことにより、中抜き溝19の加工品質を悪化させることなく所望の加工深さが得られる。その結果、第1実施形態では、タクトタイムの増加防止と、所望の加工深さの中抜き溝19の加工品質の維持と、を両立することができる。
次に、第2実施形態のレーザ加工装置10について説明を行う。上記第1実施形態で説明したように、τ>τ1を満たすためには、分岐距離Lを広くする又は加工速度Vを遅くする又はその双方が考えられる。この際に加工速度Vを遅くするほど、スポットSP2ごとに、ストリートCに照射されたスポットSP2に対して次回に照射されるスポットSP2のX方向(加工送り方向)のオーバーラップ率が上昇する。そして、後述の図16に示すように、オーバーラップ率と中抜き溝19の加工品質との間には相関関係がある。そこで第2実施形態では、τ>τ1を満たした上でさらにオーバーラップ率が後述の所定条件(50%以下)を満たすように、加工速度V及び第2レーザ光L2の繰り返し周波数の少なくともいずれか一方の調整を行う。
次に、第3実施形態のレーザ加工装置10の説明を行う。第3実施形態のレーザ加工装置10は、2条の縁切り溝18のY方向の間隔と、中抜き溝19のY方向の幅と、を調整可能である。なお、第3実施形態のレーザ加工装置10は、後述の第1回転機構44(図20参照)と第2回転機構46(図21参照)とを備える点を除けば、上記各実施形態のレーザ加工装置10と基本的に同じ構成である。このため、上記各実施形態と機能又は構成上同一のものについては、同一符号を付してその説明は省略する。
図23は、第4実施形態のレーザ加工装置10のレーザ光学系24の概略図である。上記各実施形態のレーザ加工装置10は、第1レーザ光源22Aから出射されるレーザ光LAに基づき縁切り加工用の2本の第1レーザ光L1を生成し且つ第2レーザ光源22Bから出射されるレーザ光LBに基づき中抜き加工用の第2レーザ光L2を生成している。これに対して第4実施形態のレーザ加工装置10は、共通のレーザ光源22から出射されるレーザ光L0から2本の第1レーザ光L1と第2レーザ光L2とを生成する。
上記各実施形態のレーザ加工装置10では、第1集光レンズ38によりストリートC上に集光されるスポットSP1と、第2集光レンズ40AによりストリートC上に集光される各スポットSP2と、第2集光レンズ40BによりストリートC上に集光される各スポットSP2と、が互いに独立している。このため、上記各実施形態のように第1集光レンズ38及び第2集光レンズ40A,40Bの位置が固定されていると、レーザ加工時の加工送り軸(X軸)の運動精度に応じて、2条の縁切り溝18及び中抜き溝19の間に水平方向(Y方向)及び垂直方向(Z方向)にずれが生じるという問題がある。
12 ウェーハ
14 チップ
16 デバイス
18 縁切り溝
19 中抜き溝
20 テーブル
22 レーザ光源
22A 第1レーザ光源
22B 第2レーザ光源
24 レーザ光学系
26 顕微鏡
28 相対移動機構
30 制御装置
31,35 分岐素子
32 第1光形成素子
34 第2光形成素子
36 接続切替素子
38 第1集光レンズ
40A,40B 第2集光レンズ
44 第1回転機構
46 第2回転機構
47A 第1高速シャッタ
47B 第2高速シャッタ
47C 高速シャッタ駆動機構
100 安全シャッタ
100A 第1安全シャッタ
100B 第2安全シャッタ
102 安全シャッタ駆動機構
HS 蓄熱
L 分岐距離
L0 レーザ光
L1 第1レーザ光
L2 第2レーザ光
L2a 分岐光
LA,LB レーザ光
OA 領域
SP1,SP2 スポット
SP2a 先行スポット
SP2b 後行スポット
V 加工速度
X1 往路方向側
X2 復路方向側
d スポット移動量
τ1 時間閾値
Claims (8)
- ウェーハを保持するテーブルに対しレーザ光学系を前記ウェーハのストリートに沿った加工送り方向に相対移動させながら、前記レーザ光学系により前記ストリートに沿って互いに平行な2条の第1溝を形成する縁切り加工と、前記2条の第1溝の間に第2溝を形成する中抜き加工と、を行うレーザ加工装置において、
前記レーザ光学系が、
前記縁切り加工に対応する2本の第1レーザ光と、前記中抜き加工に対応する第2レーザ光と、を出射するレーザ光出射系と、
前記レーザ光出射系から出射された前記2本の第1レーザ光を加工対象の前記ストリートに集光させる第1集光レンズと、
前記レーザ光出射系から出射された前記第2レーザ光を前記加工送り方向に沿って複数の分岐光に分岐させる分岐素子と、
前記分岐素子により分岐された複数の前記分岐光を、加工対象の前記ストリートに集光させる第2集光レンズと、
を備え、
前記第2集光レンズにより前記ストリートに集光される前記分岐光ごとのスポットの中で互いに隣り合う先行スポットと後行スポットとの間隔である分岐距離をLとし、前記相対移動の速度である加工速度をVとし、前記先行スポットの加工位置に対して前記後行スポットが重なるまでの時間をτとした場合に、前記時間がτ=L/Vで表され、
前記第2溝の加工品質の悪化が発生する前記時間の閾値をτ1とした場合にτ>τ1を満たすレーザ加工装置。 - 前記レーザ光出射系が、
前記縁切り加工に対応する条件のレーザ光を出射する第1レーザ光源と、
前記中抜き加工に対応する条件のレーザ光を出射する第2レーザ光源と、
前記第1レーザ光源から出射された前記レーザ光から前記2本の第1レーザ光を形成する第1光形成素子と、
前記第2レーザ光源から出射された前記レーザ光から前記第2レーザ光を形成する第2光形成素子と、
を備え、
前記分岐素子が、前記第2光形成素子と前記第2集光レンズとの間の光路上に設けられている請求項1に記載のレーザ加工装置。 - 前記レーザ光出射系が、
レーザ光を出射するレーザ光源と、
前記レーザ光源から出射された前記レーザ光を2分岐させる2分岐素子と、
前記2分岐素子により2分岐された前記レーザ光の一方から前記2本の第1レーザ光を形成する第1光形成素子と、
前記2分岐素子により2分岐された前記レーザ光の他方から前記第2レーザ光を形成する第2光形成素子と、
を備え、
前記分岐素子が、前記第2光形成素子と前記第2集光レンズとの間の光路上に設けられている請求項1に記載のレーザ加工装置。 - 前記第2光形成素子が、前記ストリートに非円形状の前記スポットを形成する前記第2レーザ光を形成し、
前記第2光形成素子を、前記第2光形成素子の光軸を中心とする軸周り方向に回転させる第2光形成素子回転機構と、
を備える請求項2又は3に記載のレーザ加工装置。 - 前記第1光形成素子を、前記第1光形成素子の光軸を中心とする軸周り方向に回転させる第1光形成素子回転機構を備える請求項2から4のいずれか1項に記載のレーザ加工装置。
- 前記第2集光レンズが、前記第1集光レンズを間に挟んで2個設けられ且つ前記第1集光レンズと共に前記加工送り方向に沿って一列に配置され、
前記レーザ光出射系から出射された前記2本の第1レーザ光を前記第1集光レンズに導き且つ前記分岐素子により分岐された複数の前記分岐光を2個の前記第2集光レンズに選択的に導く接続光学系を備え、
前記接続光学系が、前記テーブルに対して前記レーザ光学系が前記加工送り方向の往路方向側に相対移動される場合には、複数の前記分岐光を前記第1集光レンズに対して前記往路方向側とは反対の復路方向側に位置する前記第2集光レンズに導き、且つ前記テーブルに対して前記レーザ光学系が前記復路方向側に相対移動される場合には、複数の前記分岐光を前記第1集光レンズに対して前記往路方向側に位置する前記第2集光レンズに導く請求項1から5のいずれか1項に記載のレーザ加工装置。 - 前記第2レーザ光がパルスレーザ光であり、
前記加工速度及び前記第2レーザ光の繰り返し周波数の少なくともいずれか一方を調整して、前記スポットごとに、前記スポットに対して次回に照射される前記スポットの前記加工送り方向のオーバーラップ率を50%以下にする請求項1から6のいずれか1項に記載のレーザ加工装置。 - ウェーハを保持するテーブルに対しレーザ光学系を前記ウェーハのストリートに沿った加工送り方向に相対移動させながら、前記レーザ光学系により前記ストリートに沿って互いに平行な2条の第1溝を形成する縁切り加工と、前記2条の第1溝の間に第2溝を形成する中抜き加工と、を行うレーザ加工方法において、
前記レーザ光学系が、前記縁切り加工に対応する2本の第1レーザ光と前記中抜き加工に対応する第2レーザ光とを出射し、前記2本の第1レーザ光を第1集光レンズにより加工対象の前記ストリートに集光し、前記第2レーザ光を前記加工送り方向に沿って複数の分岐光に分岐し、複数の前記分岐光を第2集光レンズにより加工対象の前記ストリートに集光し、
前記第2集光レンズにより前記ストリートに集光される前記分岐光ごとのスポットの中で互いに隣り合う先行スポットと後行スポットとの間隔である分岐距離をLとし、前記相対移動の速度である加工速度をVとし、前記先行スポットの加工位置に対して前記後行スポットが重なるまでの時間をτとした場合に、前記時間がτ=L/Vで表され、
前記第2溝の加工品質の悪化が発生する前記時間の閾値をτ1とした場合にτ>τ1を満たすレーザ加工方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020180345A JP7667935B2 (ja) | 2020-10-28 | 2020-10-28 | レーザ加工装置及びレーザ加工方法 |
| KR1020237014523A KR102720983B1 (ko) | 2020-10-28 | 2021-10-06 | 레이저 가공 장치 및 레이저 가공 방법 |
| PCT/JP2021/036929 WO2022091721A1 (ja) | 2020-10-28 | 2021-10-06 | レーザ加工装置及びレーザ加工方法 |
| CN202180073415.XA CN116507443A (zh) | 2020-10-28 | 2021-10-06 | 激光加工设备和激光加工方法 |
| EP21885840.5A EP4238686A4 (en) | 2020-10-28 | 2021-10-06 | LASER TREATMENT DEVICE AND METHOD |
| TW110139613A TWI878630B (zh) | 2020-10-28 | 2021-10-26 | 雷射加工裝置及雷射加工方法 |
| TW113146954A TWI879708B (zh) | 2020-10-28 | 2021-10-26 | 雷射加工裝置及雷射加工方法 |
| US18/140,452 US20230264292A1 (en) | 2020-10-28 | 2023-04-27 | Laser machining apparatus and laser machining method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020180345A JP7667935B2 (ja) | 2020-10-28 | 2020-10-28 | レーザ加工装置及びレーザ加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022071402A true JP2022071402A (ja) | 2022-05-16 |
| JP7667935B2 JP7667935B2 (ja) | 2025-04-24 |
Family
ID=81382369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020180345A Active JP7667935B2 (ja) | 2020-10-28 | 2020-10-28 | レーザ加工装置及びレーザ加工方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230264292A1 (ja) |
| EP (1) | EP4238686A4 (ja) |
| JP (1) | JP7667935B2 (ja) |
| KR (1) | KR102720983B1 (ja) |
| CN (1) | CN116507443A (ja) |
| TW (2) | TWI878630B (ja) |
| WO (1) | WO2022091721A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024016594A (ja) * | 2022-07-26 | 2024-02-07 | 株式会社ディスコ | ウエーハの加工方法 |
| WO2024116802A1 (ja) * | 2022-12-02 | 2024-06-06 | タツモ株式会社 | 積層デバイスの製造方法 |
| WO2024203734A1 (ja) * | 2023-03-31 | 2024-10-03 | 株式会社東京精密 | ワーク加工方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4195247A1 (en) * | 2021-12-08 | 2023-06-14 | Melexis Technologies NV | Electrical contact between separated semiconductor layers |
| JP2023167600A (ja) * | 2022-05-12 | 2023-11-24 | 株式会社ディスコ | ウエーハの加工方法及びレーザー照射装置 |
| JP2023169518A (ja) * | 2022-05-17 | 2023-11-30 | 株式会社ディスコ | ウエーハの加工方法及びレーザー照射装置 |
| KR102915498B1 (ko) * | 2024-10-22 | 2026-01-20 | (주)미래컴퍼니 | 레이저 가공 장치 및 레이저 가공 방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013180295A (ja) * | 2012-02-29 | 2013-09-12 | Mitsubishi Heavy Ind Ltd | 加工装置及び加工方法 |
| JP2015154009A (ja) * | 2014-02-18 | 2015-08-24 | 株式会社ディスコ | レーザー加工溝の検出方法 |
| WO2015137179A1 (ja) * | 2014-03-12 | 2015-09-17 | 三菱電機株式会社 | カメラモニタ付レーザ加工ヘッド装置 |
| JP2015167969A (ja) * | 2014-03-06 | 2015-09-28 | 株式会社ディスコ | レーザー加工装置及びレーザー加工方法 |
| JP2017177194A (ja) * | 2016-03-31 | 2017-10-05 | 株式会社東京精密 | レーザ加工装置及びレーザ加工方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6211488B1 (en) * | 1998-12-01 | 2001-04-03 | Accudyne Display And Semiconductor Systems, Inc. | Method and apparatus for separating non-metallic substrates utilizing a laser initiated scribe |
| JP2002172479A (ja) * | 2000-09-20 | 2002-06-18 | Seiko Epson Corp | レーザ割断方法、レーザ割断装置、液晶装置の製造方法並びに液晶装置の製造装置 |
| JP5284651B2 (ja) | 2008-01-29 | 2013-09-11 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2010207879A (ja) * | 2009-03-11 | 2010-09-24 | Panasonic Corp | レーザ加工方法およびレーザ加工装置 |
| JP5056839B2 (ja) * | 2009-12-25 | 2012-10-24 | 三星ダイヤモンド工業株式会社 | 被加工物の加工方法および被加工物の分割方法 |
| TWI519372B (zh) * | 2011-07-19 | 2016-02-01 | 三星鑽石工業股份有限公司 | 雷射加工裝置 |
| PT2974822T (pt) * | 2014-07-14 | 2017-11-14 | Asm Tech Singapore Pte Ltd | Método de divisão de substratos semicondutores finos |
| US9786562B2 (en) | 2015-04-21 | 2017-10-10 | Asm Technology Singapore Pte Ltd | Method and device for cutting wafers |
| CN109352185B (zh) * | 2018-10-23 | 2021-03-09 | 深圳赛意法微电子有限公司 | 碳化硅基晶圆的分束激光切割方法 |
-
2020
- 2020-10-28 JP JP2020180345A patent/JP7667935B2/ja active Active
-
2021
- 2021-10-06 EP EP21885840.5A patent/EP4238686A4/en active Pending
- 2021-10-06 WO PCT/JP2021/036929 patent/WO2022091721A1/ja not_active Ceased
- 2021-10-06 CN CN202180073415.XA patent/CN116507443A/zh active Pending
- 2021-10-06 KR KR1020237014523A patent/KR102720983B1/ko active Active
- 2021-10-26 TW TW110139613A patent/TWI878630B/zh active
- 2021-10-26 TW TW113146954A patent/TWI879708B/zh active
-
2023
- 2023-04-27 US US18/140,452 patent/US20230264292A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013180295A (ja) * | 2012-02-29 | 2013-09-12 | Mitsubishi Heavy Ind Ltd | 加工装置及び加工方法 |
| JP2015154009A (ja) * | 2014-02-18 | 2015-08-24 | 株式会社ディスコ | レーザー加工溝の検出方法 |
| JP2015167969A (ja) * | 2014-03-06 | 2015-09-28 | 株式会社ディスコ | レーザー加工装置及びレーザー加工方法 |
| WO2015137179A1 (ja) * | 2014-03-12 | 2015-09-17 | 三菱電機株式会社 | カメラモニタ付レーザ加工ヘッド装置 |
| JP2017177194A (ja) * | 2016-03-31 | 2017-10-05 | 株式会社東京精密 | レーザ加工装置及びレーザ加工方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024016594A (ja) * | 2022-07-26 | 2024-02-07 | 株式会社ディスコ | ウエーハの加工方法 |
| WO2024116802A1 (ja) * | 2022-12-02 | 2024-06-06 | タツモ株式会社 | 積層デバイスの製造方法 |
| WO2024203734A1 (ja) * | 2023-03-31 | 2024-10-03 | 株式会社東京精密 | ワーク加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202513214A (zh) | 2025-04-01 |
| KR102720983B1 (ko) | 2024-10-24 |
| JP7667935B2 (ja) | 2025-04-24 |
| EP4238686A1 (en) | 2023-09-06 |
| TW202224827A (zh) | 2022-07-01 |
| WO2022091721A1 (ja) | 2022-05-05 |
| KR20230069240A (ko) | 2023-05-18 |
| TWI878630B (zh) | 2025-04-01 |
| EP4238686A4 (en) | 2024-05-01 |
| US20230264292A1 (en) | 2023-08-24 |
| CN116507443A (zh) | 2023-07-28 |
| TWI879708B (zh) | 2025-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2022071402A (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP6998536B2 (ja) | レーザ加工装置 | |
| JP6309341B2 (ja) | 半導体基板に照射により溝付け加工を行う方法 | |
| CN100388428C (zh) | 利用激光束的处理装置 | |
| JP4551086B2 (ja) | レーザーによる部分加工 | |
| JP2004528991A5 (ja) | ||
| US20110132885A1 (en) | Laser machining and scribing systems and methods | |
| EP2974822B1 (en) | Method of dicing thin semiconductor substrates | |
| TW201343296A (zh) | 使一工件中具有延伸深度虛飾之雷射切割系統及方法 | |
| KR102865541B1 (ko) | 공작물 분리 방법 | |
| JP7198999B2 (ja) | レーザ加工装置 | |
| JP2021093460A (ja) | レーザ加工装置及びレーザ加工装置の制御方法 | |
| WO2023189715A1 (ja) | レーザ光学系及びその調整方法並びにレーザ加工装置及び方法 | |
| KR102921280B1 (ko) | 웨이퍼 다이싱 방법 및 시스템 | |
| JP2025153003A (ja) | レーザ加工装置 | |
| JP2024145623A (ja) | レーザ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250325 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7667935 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |