JP2023076902A - 車両用灯具、及び、光透過性樹脂材の製造方法 - Google Patents
車両用灯具、及び、光透過性樹脂材の製造方法 Download PDFInfo
- Publication number
- JP2023076902A JP2023076902A JP2021189930A JP2021189930A JP2023076902A JP 2023076902 A JP2023076902 A JP 2023076902A JP 2021189930 A JP2021189930 A JP 2021189930A JP 2021189930 A JP2021189930 A JP 2021189930A JP 2023076902 A JP2023076902 A JP 2023076902A
- Authority
- JP
- Japan
- Prior art keywords
- outer lens
- light
- lamp
- unit
- resin material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
Abstract
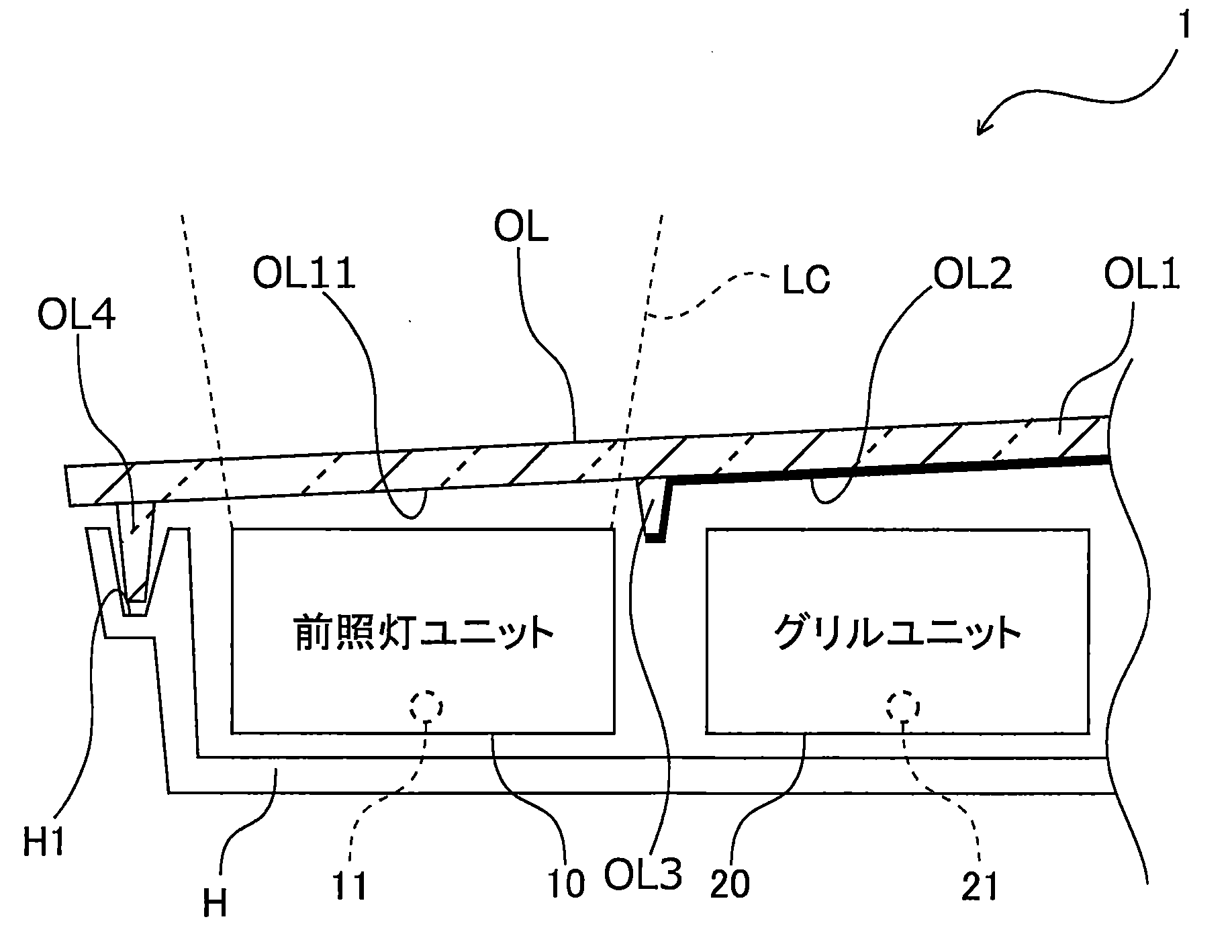
【解決手段】車両用灯具1は、前照灯ユニット10と、前照灯ユニット10に隣接配置されたグリルユニット20と、前照灯ユニット10及びグリルユニット20の双方の前方に設けられたアウターレンズOLとを備え、アウターレンズOLは、アウターレンズ本体OL1と、フィルム材OL2と、アウターレンズ本体OL1のうち前照灯領域とグリル領域との間から灯室側に向けて突出するリブOL3とを有し、フィルム材OL2は、端部側がリブOL3上に位置して端部がアウターレンズ本体OL1の灯室面OL11から離間して位置している。
【選択図】図2
Description
10 :前照灯ユニット
11 :第1光源
HA :前照灯領域
LC :ライトコーン
20 :グリルユニット(灯具ユニット)
21 :第2光源
OL :アウターレンズ(光透過性樹脂材)
OL1 :アウターレンズ本体
OL11 :灯室面
OL2 :フィルム材(薄膜部材)
E :端部
OL3 :リブ
OL4 :シール足
H :ハウジング
H1 :シール溝
M :金型
MP :微小孔
LM :下型
R1 :凹部
Claims (4)
- 少なくとも車両前方に配光パターンを形成するための第1光源を有した前照灯ユニットと、
前記前照灯ユニットに隣接配置され、少なくとも車外に光を出射するための第2光源を有した灯具ユニットと、
前記前照灯ユニット及び前記灯具ユニットの双方の前方に設けられたアウターレンズと、を備え、
前記アウターレンズは、光透過性の樹脂によって形成されたアウターレンズ本体と、前記アウターレンズ本体の灯室側に設けられ前記アウターレンズ本体と異なる色又は所定の模様が形成された薄膜部材と、前記アウターレンズ本体のうち前記前照灯ユニットと前記灯具ユニットとの間に対応する位置から灯室側に向けて突出するリブと、を有し、
前記薄膜部材は、端部側が前記リブ上に位置して端部が前記アウターレンズ本体の灯室面から離間して位置している
ことを特徴とする車両用灯具。 - 前記アウターレンズは、前記アウターレンズ本体の縁部から灯室側に向けて延びて、他部材であるハウジングに形成されたシール溝に嵌るシール足をさらに有し、
前記リブの突出長さは、前記シール足の突出長さよりも短い
ことを特徴とする請求項1に記載の車両用灯具。 - 前記リブは、前記前照灯ユニットのライトコーンを回避した位置に形成されている
ことを特徴とする請求項1又は請求項2のいずれかに記載の車両用灯具。 - 光源の光出射側に設けられる光透過性樹脂材の製造方法であって、
所定形状に切断した薄膜部材を光透過性樹脂材用の金型にセットする第1工程と、
前記第1工程にて前記薄膜部材がセットされた前記金型に前記光透過性樹脂材を構成する溶融状態の樹脂を流し込み、前記薄膜部材を前記光透過性樹脂材の一面側にインサート成形する第2工程と、を備え、
前記光透過性樹脂材用の金型は、凹部又は凸部が形成されており、
前記第1工程において前記薄膜部材は、前記凹部又は前記凸部に沿った形状で金型にセットされる
ことを特徴とする光透過性樹脂材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021189930A JP2023076902A (ja) | 2021-11-24 | 2021-11-24 | 車両用灯具、及び、光透過性樹脂材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021189930A JP2023076902A (ja) | 2021-11-24 | 2021-11-24 | 車両用灯具、及び、光透過性樹脂材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2023076902A true JP2023076902A (ja) | 2023-06-05 |
Family
ID=86610154
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021189930A Pending JP2023076902A (ja) | 2021-11-24 | 2021-11-24 | 車両用灯具、及び、光透過性樹脂材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2023076902A (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57104403U (ja) * | 1980-12-19 | 1982-06-28 | ||
| JPS57204602U (ja) * | 1981-06-24 | 1982-12-27 | ||
| JPS60107501U (ja) * | 1983-12-23 | 1985-07-22 | スタンレー電気株式会社 | インナ−レンズの取付構造 |
| JPS63241801A (ja) * | 1987-03-28 | 1988-10-07 | 株式会社小糸製作所 | 照明装置 |
| JPH0527906U (ja) * | 1991-09-18 | 1993-04-09 | 株式会社小糸製作所 | 車両用灯具 |
| JP2000299004A (ja) * | 1999-04-15 | 2000-10-24 | Ichikoh Ind Ltd | 車両用装置 |
| JP2006297804A (ja) * | 2005-04-22 | 2006-11-02 | Tsuchiya Kogyo Kk | ランプカバー等の車輛用有色透光性カバーの製造方法 |
| JP2007165057A (ja) * | 2005-12-12 | 2007-06-28 | Olympia:Kk | 疑似回転灯 |
| JP2010146904A (ja) * | 2008-12-19 | 2010-07-01 | Toyota Motor Corp | 車両用灯具 |
-
2021
- 2021-11-24 JP JP2021189930A patent/JP2023076902A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57104403U (ja) * | 1980-12-19 | 1982-06-28 | ||
| JPS57204602U (ja) * | 1981-06-24 | 1982-12-27 | ||
| JPS60107501U (ja) * | 1983-12-23 | 1985-07-22 | スタンレー電気株式会社 | インナ−レンズの取付構造 |
| JPS63241801A (ja) * | 1987-03-28 | 1988-10-07 | 株式会社小糸製作所 | 照明装置 |
| JPH0527906U (ja) * | 1991-09-18 | 1993-04-09 | 株式会社小糸製作所 | 車両用灯具 |
| JP2000299004A (ja) * | 1999-04-15 | 2000-10-24 | Ichikoh Ind Ltd | 車両用装置 |
| JP2006297804A (ja) * | 2005-04-22 | 2006-11-02 | Tsuchiya Kogyo Kk | ランプカバー等の車輛用有色透光性カバーの製造方法 |
| JP2007165057A (ja) * | 2005-12-12 | 2007-06-28 | Olympia:Kk | 疑似回転灯 |
| JP2010146904A (ja) * | 2008-12-19 | 2010-07-01 | Toyota Motor Corp | 車両用灯具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5747422B2 (ja) | 2段階射出成形工程を利用して同じ樹脂層で成形された厚レンズ | |
| CN103225781B (zh) | 车辆用灯具及其制造方法 | |
| JP5410873B2 (ja) | 車両用灯具 | |
| CN104566105B (zh) | 车辆用灯具及其制造方法 | |
| CN105538599A (zh) | 双色成形法和双色成形用模具以及双色成形品 | |
| CN103547424A (zh) | 用于制造光学透镜元件,尤其是用于机动车前灯的前灯透镜的方法 | |
| CN103946625B (zh) | 车辆用灯具及其制造方法 | |
| CN1077971C (zh) | 车灯 | |
| JP2023076902A (ja) | 車両用灯具、及び、光透過性樹脂材の製造方法 | |
| JP2011146227A (ja) | 車両用灯具の樹脂部品 | |
| CN100460183C (zh) | 金属色调合成树脂环及其制造方法 | |
| US6347881B1 (en) | Vehicle lamp | |
| JP6487334B2 (ja) | 投影レンズ及びそれを備えた車両用灯具 | |
| JP2019136965A (ja) | 樹脂成形品 | |
| CN220582299U (zh) | 一种外观无色差的多材料注塑壳体 | |
| JP5913954B2 (ja) | 車両用灯具のリフレクタ | |
| JP4060141B2 (ja) | 樹脂成形部品及び樹脂成形用金型 | |
| JP4771472B2 (ja) | 樹脂レンズの成形方法及び樹脂レンズ | |
| WO2016002601A1 (ja) | 金型及び灯具用エクステンション | |
| JP2021094729A (ja) | 二色成形品および二色成形方法 | |
| JP2015153629A (ja) | 投影レンズ及びそれを備えた車両用灯具 | |
| JP2013175320A (ja) | 車両用灯具の製造方法 | |
| JP2024021130A (ja) | 車両用灯具のランプボディ | |
| JP2025017996A (ja) | インサート成形品、及びその製造方法 | |
| CN117028914B (zh) | 一种外观无色差的多材料注塑壳体及制备工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20241113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20251202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20260202 |