JP2023170102A - 電線溶接方法 - Google Patents
電線溶接方法 Download PDFInfo
- Publication number
- JP2023170102A JP2023170102A JP2022081581A JP2022081581A JP2023170102A JP 2023170102 A JP2023170102 A JP 2023170102A JP 2022081581 A JP2022081581 A JP 2022081581A JP 2022081581 A JP2022081581 A JP 2022081581A JP 2023170102 A JP2023170102 A JP 2023170102A
- Authority
- JP
- Japan
- Prior art keywords
- core wire
- wire
- electric wire
- terminal
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 98
- 238000000034 method Methods 0.000 title claims abstract description 89
- 239000004020 conductor Substances 0.000 claims abstract description 35
- 238000002788 crimping Methods 0.000 claims abstract description 35
- 239000011248 coating agent Substances 0.000 claims abstract description 19
- 238000000576 coating method Methods 0.000 claims abstract description 19
- 238000009413 insulation Methods 0.000 claims description 10
- 238000010586 diagram Methods 0.000 abstract 1
- 230000013011 mating Effects 0.000 description 6
- 238000005476 soldering Methods 0.000 description 6
- 210000000078 claw Anatomy 0.000 description 5
- 238000005452 bending Methods 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000001678 irradiating effect Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000009191 jumping Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
Images












Landscapes
- Manufacturing Of Electrical Connectors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract

【課題】複数の素線からなる芯線と導体の芯線接続部とを電気的に接続する際の作業性がよく、適正に溶接することができる電線溶接方法を提供する。
【解決手段】電線溶接方法は、電線20の絶縁被覆23を除去し、導電性を有する複数の素線25からなる芯線21を露出させる被覆剥ぎ工程と、露出した芯線21を捩じ切ることで、捩じ切られた芯線21の芯線捩じ切り部分27における複数の素線25同士を圧着する圧着工程と、芯線捩じ切り部分27を端子10の芯線接続部15にレーザ溶接する溶接工程と、を含む。
【選択図】図2
【解決手段】電線溶接方法は、電線20の絶縁被覆23を除去し、導電性を有する複数の素線25からなる芯線21を露出させる被覆剥ぎ工程と、露出した芯線21を捩じ切ることで、捩じ切られた芯線21の芯線捩じ切り部分27における複数の素線25同士を圧着する圧着工程と、芯線捩じ切り部分27を端子10の芯線接続部15にレーザ溶接する溶接工程と、を含む。
【選択図】図2
Description
本発明は、電線溶接方法に関する。
端子やバスバー等の導体に電線を電気的に接続する場合、レーザ溶接やレーザはんだ付けを用いて導体の芯線接続部に電線の芯線を溶接する電線溶接方法が知られている。
例えば、従来のレーザ溶接は、特許文献1に開示されているように、端子部材(導体)に線(芯線)を当接させた状態で、線にレーザ光を照射して融解することにより端子部材に線を接合する方法である。また、レーザはんだ付けは、レーザ光によりはんだを溶融して芯線を導体にはんだ付けする方法である。
例えば、従来のレーザ溶接は、特許文献1に開示されているように、端子部材(導体)に線(芯線)を当接させた状態で、線にレーザ光を照射して融解することにより端子部材に線を接合する方法である。また、レーザはんだ付けは、レーザ光によりはんだを溶融して芯線を導体にはんだ付けする方法である。
ところが、上述した従来の電線溶接方法では、電線の芯線が複数の素線からなる場合、溶接時に溶接不良を起こし易いという問題があった。
即ち、レーザ溶接では、芯線にレーザ光を照射して融解する際に複数の素線がばらけると、全ての素線がしっかり溶けなかったり、溶接部が薄く広がったりして溶接不良が発生し易かった。また、レーザはんだ付けでは、複数の素線がばらけると、全ての素線をしっかりはんだ付けできずに接続不良が発生し易かった。
即ち、レーザ溶接では、芯線にレーザ光を照射して融解する際に複数の素線がばらけると、全ての素線がしっかり溶けなかったり、溶接部が薄く広がったりして溶接不良が発生し易かった。また、レーザはんだ付けでは、複数の素線がばらけると、全ての素線をしっかりはんだ付けできずに接続不良が発生し易かった。
そこで、特許文献2に開示された端子付き電線製造方法では、端子の導体接続部(芯線接続部)に設けた一対のバレル片によって複数の素線からなる芯線を包み込んで覆い、一対のバレル片の間に延在するスリットを介して芯線にレーザ光を照射し溶融させる。即ち、一対のバレル片で複数の素線を包み込んで覆った状態でレーザ光を照射することで、レーザ光の照射の衝撃で素線の一部が外部に飛散することを抑制し、電線と端子とを適正に接続することができる。
しかしながら、上述した特許文献2に開示された端子付き電線製造方法では、端子の導体接続部における一対のバレル片の間に芯線を設置した後、芯線を包み込んで覆い、かつ、スリットを形成するように、一対のバレル片を曲げる必要があり、作業性がよくない。即ち、一対のバレル片を曲げる曲げ工程では、一対のバレル片の間に設置された複数の素線が曲げ加工時にばらけて外部にはみ出さないように注意しなければならず、曲げ加工の作業性がよくなかった。
本発明は、上述した事情に鑑みてなされたものであり、その目的は、複数の素線からなる芯線と導体の芯線接続部とを電気的に接続する際の作業性がよく、適正に溶接することができる電線溶接方法を提供することにある。
前述した目的を達成するために、本発明に係る電線溶接方法は、下記を特徴としている。
電線の絶縁被覆を除去し、導電性を有する複数の素線からなる芯線を露出させる被覆剥ぎ工程と、
露出した前記芯線を捩じ切ることで、捩じ切られた前記芯線の芯線捩じ切り部分における前記複数の素線同士を圧着する圧着工程と、
前記芯線捩じ切り部分を導体の芯線接続部に溶接する溶接工程と、
を含む電線溶接方法。
電線の絶縁被覆を除去し、導電性を有する複数の素線からなる芯線を露出させる被覆剥ぎ工程と、
露出した前記芯線を捩じ切ることで、捩じ切られた前記芯線の芯線捩じ切り部分における前記複数の素線同士を圧着する圧着工程と、
前記芯線捩じ切り部分を導体の芯線接続部に溶接する溶接工程と、
を含む電線溶接方法。
本発明に係る電線溶接方法によれば、複数の素線からなる芯線と導体の芯線接続部とを電気的に接続する際の作業性がよく、適正に溶接することができる。
以上、本発明について簡潔に説明した。更に、以下に説明される発明を実施するための形態(以下、「実施形態」という。)を添付の図面を参照して通読することにより、本発明の詳細は更に明確化されるであろう。
本発明に関する具体的な実施形態について、各図を参照しながら以下に説明する。
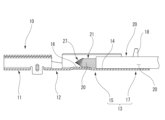
図1は、本発明の第1実施形態に係る電線溶接方法よって電線20の端末に端子10が接続された端子付電線1の斜視図である。図2は、図1に示した端子付電線1の分解斜視図である。なお、本明細書中、前後方向、上下方向、左右方向は図1に示した矢印の方向に従うものとする。
図1は、本発明の第1実施形態に係る電線溶接方法よって電線20の端末に端子10が接続された端子付電線1の斜視図である。図2は、図1に示した端子付電線1の分解斜視図である。なお、本明細書中、前後方向、上下方向、左右方向は図1に示した矢印の方向に従うものとする。
図1及び図2に示す端子付電線1は、本発明の第1実施形態に係る電線溶接方法によって製造されるものである。
図1に示す端子付電線1は、車両に使用されるワイヤハーネス等に適用されるものである。ここで、ワイヤハーネスは、例えば、車輛に搭載される各装置間の電気的な接続のために、電源供給や信号通信に用いられる複数の電線20を束にして集合部品とし、コネクタ等で複数の電線20を各装置に接続するようにしたものである。
図1に示す端子付電線1は、車両に使用されるワイヤハーネス等に適用されるものである。ここで、ワイヤハーネスは、例えば、車輛に搭載される各装置間の電気的な接続のために、電源供給や信号通信に用いられる複数の電線20を束にして集合部品とし、コネクタ等で複数の電線20を各装置に接続するようにしたものである。
端子付電線1は、図2に示すように、電線20と、この電線20の端末に接続される端子10とを備える。端子10は、後述するようにレーザ溶接によって電線に電気的に接続される。
電線20は、導電性を有する線状の芯線21と、この芯線21の外側を覆う絶縁性を有する絶縁被覆23とを含んで構成された絶縁電線である。
電線20は、導電性を有する線状の芯線21と、この芯線21の外側を覆う絶縁性を有する絶縁被覆23とを含んで構成された絶縁電線である。
芯線21は、例えば、導電性を有する銅合金やアルミニウム合金等の複数の素線25からなり、導体部を構成するものである。芯線21は複数の素線25を束ねた芯線でもよいし、複数の素線25を撚り合わせた撚り芯線でもよい。絶縁被覆23は、芯線21の外周側を被覆する電線被覆である。絶縁被覆23は、例えば、絶縁性の樹脂材料(PPやPVC、架橋PE等)を押出成形することによって形成される。
電線20は、少なくとも一方の端末において、絶縁被覆23が剥ぎ取られて除去されており、芯線21が絶縁被覆23から露出している。電線20は、絶縁被覆23から露出している芯線21の端末に端子10が設けられる。
端子10は、電線20が電気的に接続され、導電性を有する相手端子が接続される導体である。端子10は、端子接続部11と、連結部12と、電線接続部13とを備え、全体が一体で導電性を有する金属部材によって構成される。例えば、端子10は、一枚の板金を、端子接続部11、連結部12、電線接続部13等の各部に対応した形状に合わせて、打ち抜き加工、プレス加工、折り曲げ加工等の各種加工によって成形することで各部が立体的に一体で形成される。端子10は、前後方向に沿って前方側から後方側に向かって、端子接続部11、連結部12、電線接続部13の順で並んで相互に連結される。
端子接続部11は、図示しない相手端子と電気的に接続される部分であり、雌型の端子形状であってもよいし、雄型の端子形状であってもよい。本実施形態の端子接続部11は、雌型の端子形状として図示しており、雄型の端子形状の相手端子と電気的に接続される。
連結部12は、端子接続部11と電線接続部13との間に介在し、これら端子接続部11と電線接続部13とを連結して導通する部分である。端子10は、端子接続部11と電線接続部13とが連結部12を介して電気的に接続され、電線接続部13を介して端子接続部11と電線20の芯線21とが電気的に接続され導通される。
電線接続部13は、電線20の端末と端子10とを電気的に接続する部分である。電線接続部13は、芯線接続部15及び被覆接続部17を含んで構成される。
芯線接続部15は、電線接続部13の底壁14の左右側縁部が上方に沿って立ち上がって略U字状に形成され、芯線21が溶接される部分には、底面が上方に突出するようにブリッジ状に切り起こし形成されたブリッジ部16が形成されている。芯線接続部15のブリッジ部16には、溶接工程の際に電線20の芯線21が載置される。
芯線接続部15は、電線接続部13の底壁14の左右側縁部が上方に沿って立ち上がって略U字状に形成され、芯線21が溶接される部分には、底面が上方に突出するようにブリッジ状に切り起こし形成されたブリッジ部16が形成されている。芯線接続部15のブリッジ部16には、溶接工程の際に電線20の芯線21が載置される。
被覆接続部17は、電線接続部13の底壁14の左右側縁部から上方に沿って立ち上がった一対の加締め片18を有する。被覆接続部17は、電線接続部13の底壁14に載置された電線20の絶縁被覆23に対して一対の加締め片18が加締め付けられることで、絶縁被覆23に固定される。被覆接続部17は、電線接続部13において後方側、即ち、端子接続部11とは反対側に設けられる。
上記のように構成された端子付電線1は、電線接続部13の芯線接続部15に電線20が物理的かつ電気的に接続される。そして、端子付電線1は、例えば、図示しないコネクタハウジング等に端子10が保持され、このコネクタハウジングが相手コネクタのコネクタハウジングと相互に嵌合しコネクタ嵌合されることで、端子接続部11において相手端子と電気的に接続され相互間に電気的な接点部位が形成される。この結果、端子付電線1は、この接点部位を介して相手端子と導通接続される。
次に、図3~図8を参照して、上記のように構成される端子付電線1の端子10に、電線20の端末を電気的に接続する電線溶接方法について詳細に説明する。
図3~図6は、図2に示した電線20における芯線21の素線25同士を圧着する圧着工程を説明する模式的な断面図である。
図3~図6は、図2に示した電線20における芯線21の素線25同士を圧着する圧着工程を説明する模式的な断面図である。
本発明の第1実施形態に係る電線溶接方法は、被覆剥ぎ工程と、圧着工程と、溶接工程と、を含む。
最初に、被覆剥ぎ工程において、図3に示すように、電線20の端末部における絶縁被覆23を除去し、導電性を有する複数の素線25からなる芯線21を露出させる。
最初に、被覆剥ぎ工程において、図3に示すように、電線20の端末部における絶縁被覆23を除去し、導電性を有する複数の素線25からなる芯線21を露出させる。
次に、圧着工程において、芯線21の複数の素線25同士を圧着する。
先ず、図4に示すように、電線20の端末部に露出した芯線21の基端側(図中右側)が固定装置41の一対の挟持部材42により電線径方向から挟持され、芯線21の先端側(図中左側)が回転装置43の3本のチャック爪44で電線径方向から把持される。
先ず、図4に示すように、電線20の端末部に露出した芯線21の基端側(図中右側)が固定装置41の一対の挟持部材42により電線径方向から挟持され、芯線21の先端側(図中左側)が回転装置43の3本のチャック爪44で電線径方向から把持される。
そして、図5に示すように、芯線21の基端側を固定装置41で固定した状態で、回転装置43の3本のチャック爪44を電線20の軸線回りに回転させることにより、電線20の端末部に露出した芯線21の中間部を捩じる。
図6に示すように、回転装置43の3本のチャック爪44を更に回転させることにより、露出した芯線21の先端部を捩じ切る。すると、先端部が捩じ切られた芯線21の芯線捩じ切り部分27における複数の素線25同士は、圧着された状態となり、芯線21におけるばらけが抑制される。
図6に示すように、回転装置43の3本のチャック爪44を更に回転させることにより、露出した芯線21の先端部を捩じ切る。すると、先端部が捩じ切られた芯線21の芯線捩じ切り部分27における複数の素線25同士は、圧着された状態となり、芯線21におけるばらけが抑制される。
即ち、電線20の素線25には、銅合金やアルミニウム合金等の延性が高い材料が用いられており、圧着工程において強い捩り力で捻じ切られた芯線21の芯線捩じ切り部分27は、複数の素線25同士が捩じられながら延びることで互いに強く圧着された状態となる。
次に、溶接工程において、芯線21を端子10に溶接する。
先ず、図7に示すように、端子10の電線接続部13に電線20の端末を載置する。この際、芯線21の芯線捩じ切り部分27が、ブリッジ部16に対応するように配置される。
先ず、図7に示すように、端子10の電線接続部13に電線20の端末を載置する。この際、芯線21の芯線捩じ切り部分27が、ブリッジ部16に対応するように配置される。
そして、図8に示すように、レーザ照射装置51を用いて、芯線21の芯線捩じ切り部分27にレーザ光53を照射し、複数の素線25を溶融させる。その後、レーザ照射装置51を制御して、レーザ光53の照射を停止させ、溶融した素線25を芯線接続部15のブリッジ部16に固着させて溶融固着部30を形成させる。
溶融固着部30は、芯線21において、レーザ光53で溶融した素線25が芯線接続部15に固着して導通された部分である。芯線21は、この溶融固着部30においては、複数の素線25が溶融し一体化され単線化された上で芯線接続部15と導通接続される。
上述した電線溶接方法よって電線20の端末に端子10が接続された端子付電線1では、露出させた電線20の芯線21を捩じ切る簡単な捩じり加工によって、複数の素線25同士が圧着された状態となり、芯線21におけるばらけが抑制される。そこで、溶接工程において芯線21を端子10にレーザ溶接する際には、ばらけが抑制された芯線21の芯線捩じ切り部分27を端子10の芯線接続部15に適正に溶接することができ、溶接不良の発生を低減することができる。
従って、本第1実施形態に係る電線溶接方法によれば、複数の素線25からなる芯線21と端子10の芯線接続部15とを電気的に接続する際の作業性がよく、適正に溶接することができる。
次に、本発明の第2実施形態に係る電線溶接方法について説明する。
図9は、本発明の第2実施形態に係る電線溶接方法よって電線20の端末に端子10Aが接続される端子付電線1Aの分解斜視図である。
図9は、本発明の第2実施形態に係る電線溶接方法よって電線20の端末に端子10Aが接続される端子付電線1Aの分解斜視図である。
本第2実施形態に係る端子付電線1Aは、上記第1実施形態に係る端子付電線1の芯線接続部15に代えて芯線接続部15Aを用いた以外は同様の構成であるので、同部材には同符号を付して詳細な説明は省略する。
端子10Aは、図9に示すように、上記第1実施形態の端子10と同様に、端子接続部11と、連結部12と、電線接続部13Aとを備える。電線接続部13Aは、芯線接続部15A及び被覆接続部17を含んで構成される。
本第2実施形態の芯線接続部15Aには、図9に示すように、底壁14に切り起こし加工された芯線保持部19と、ブリッジ部16とが形成されている。芯線保持部19は、芯線接続部15Aの前後方向に開口した箱形状部により形成され、電線20の芯線21が挿通可能とされている。
本第2実施形態の芯線接続部15Aには、図9に示すように、底壁14に切り起こし加工された芯線保持部19と、ブリッジ部16とが形成されている。芯線保持部19は、芯線接続部15Aの前後方向に開口した箱形状部により形成され、電線20の芯線21が挿通可能とされている。
次に、図10~図11を参照して、上記のように構成される端子付電線1Aの端子10Aに、電線20の端末を電気的に接続する電線溶接方法について詳細に説明する。
図10は、図9に示した電線20の芯線捩じ切り部分27を端子10Aの芯線接続部15Aに保持させた保持工程を説明する模式的な斜視図である。図11は、図10に示した電線20の芯線捩じ切り部分27を端子10Aの芯線接続部15Aに溶接する溶接工程を説明する模式的な斜視図である。
図10は、図9に示した電線20の芯線捩じ切り部分27を端子10Aの芯線接続部15Aに保持させた保持工程を説明する模式的な斜視図である。図11は、図10に示した電線20の芯線捩じ切り部分27を端子10Aの芯線接続部15Aに溶接する溶接工程を説明する模式的な斜視図である。
本第2実施形態に係る電線溶接方法は、溶接工程の前に、芯線21を保持するため端子10Aの芯線接続部15Aに設けられた芯線保持部19に芯線21を保持させる保持工程を含む点が、上記第1実施形態に係る電線溶接方法と異なる。
図10に示すように、保持工程において、電線20の芯線21が芯線保持部19に挿通されて保持されると共に、芯線21の芯線捩じ切り部分27がブリッジ部16に対応して配置される。
図10に示すように、保持工程において、電線20の芯線21が芯線保持部19に挿通されて保持されると共に、芯線21の芯線捩じ切り部分27がブリッジ部16に対応して配置される。
そして、図11に示すように、端子10Aの芯線接続部15Aに設けられた芯線保持部19に電線20の芯線21を保持させた状態で、溶接工程において芯線21が端子10Aの芯線接続部15Aにレーザ溶接される。
上述した本第2実施形態に係る電線溶接方法よって電線20の端末に端子10Aが接続された端子付電線1Aでは、レーザ照射装置51を用いて端子10Aの芯線接続部15Aに電線20の芯線21をレーザ溶接する際には、電線20の芯線21が端子10Aの芯線保持部19に保持された状態でレーザ光53が照射される。そこで、溶接工程においては、レーザ光53の照射の衝撃で芯線21が端子10Aの芯線接続部15Aから飛び出すことを抑制し、電線20と端子10Aとを適正に接続することができる。
また、本第2実施形態に係る芯線保持部19は、端子10Aの芯線接続部15Aに切り起こし加工されて芯線接続部15Aの前後方向に開口した箱形状部により形成される。
そこで、端子10Aの芯線接続部15Aに切り起こし加工された箱形状部である芯線保持部19に電線20の芯線21を保持させた状態で、溶接工程において芯線21が端子10Aの芯線接続部15Aにレーザ溶接される。切り起こし加工により端子10Aの芯線接続部15Aに一体形成された箱形状部である芯線保持部19は、挿通された電線20の芯線21を全周方向に亘って移動規制することができる。
そこで、端子10Aの芯線接続部15Aに切り起こし加工された箱形状部である芯線保持部19に電線20の芯線21を保持させた状態で、溶接工程において芯線21が端子10Aの芯線接続部15Aにレーザ溶接される。切り起こし加工により端子10Aの芯線接続部15Aに一体形成された箱形状部である芯線保持部19は、挿通された電線20の芯線21を全周方向に亘って移動規制することができる。
また、芯線21の先端における芯線捩じ切り部分27は、複数の素線25同士が圧着された状態となっているので、箱形状部である芯線保持部19にスムーズに挿通することができ、挿通作業が容易となる。
次に、本発明の第3実施形態に係る電線溶接方法について説明する。
図12及び図13は、本発明の第3実施形態に係る電線溶接方法における圧着工程を説明する模式的な断面図である。
図12及び図13は、本発明の第3実施形態に係る電線溶接方法における圧着工程を説明する模式的な断面図である。
本第3実施形態に係る電線溶接方法では、被覆剥ぎ工程において、図12に示すように、電線20の中間部における絶縁被覆23を除去し、導電性を有する複数の素線25からなる芯線21を露出させる。
そして、圧着工程において、図13に示すように、電線20の中間部に露出した芯線21の一端側(図中右側)が固定装置41の一対の挟持部材42により電線径方向から挟持され、露出した芯線21の他端側(図中左側)が回転装置43の3本のチャック爪44で電線径方向から把持される。そして、芯線21の一端側を固定装置41で固定した状態で、回転装置43の3本のチャック爪44を電線20の軸線回りに回転させることにより、電線20の中間部に露出した芯線21の中央を捩じ切る。すると、捩じ切られたそれぞれの電線端末部における芯線21の芯線捩じ切り部分27における複数の素線25同士が、圧着された状態となり、芯線21におけるばらけが抑制される。
本第3実施形態に係る電線溶接方法によれば、電線20の中間部に露出させた芯線21の中央を捩じ切る捩じり加工によって、捩じ切られたそれぞれの電線端末部における複数の素線25同士が圧着された状態となる。そこで、2本の電線20の端末部における芯線21のばらけを同時に抑制することができ、圧着工程の作業効率が向上する。
尚、本発明は、上述した実施形態に限定されるものではなく、適宜、変形、改良、等が可能である。その他、上述した実施形態における各構成要素の材質、形状、寸法、数、配置箇所、等は本発明を達成できるものであれば任意であり、限定されない。
上記実施形態では、芯線21の芯線捩じ切り部分27が、導体である端子10(10A)の芯線接続部15(15A)に溶接される例について説明したが、導体は端子に限らず、バスバー等の種々の導体に適用することができる。
また、上記実施形態では、芯線21にレーザ光53を照射して融解することにより端子10(10A)に電線20をレーザ溶接する例について説明したが、レーザ光53によりはんだを溶融して芯線21を端子10(10A)にはんだ付けするレーザはんだ付けを適用することもできる。
上記実施形態では、芯線21の芯線捩じ切り部分27が、導体である端子10(10A)の芯線接続部15(15A)に溶接される例について説明したが、導体は端子に限らず、バスバー等の種々の導体に適用することができる。
また、上記実施形態では、芯線21にレーザ光53を照射して融解することにより端子10(10A)に電線20をレーザ溶接する例について説明したが、レーザ光53によりはんだを溶融して芯線21を端子10(10A)にはんだ付けするレーザはんだ付けを適用することもできる。
ここで、上述した本発明に係る電線溶接方法の実施形態の特徴をそれぞれ以下[1]~[6]に簡潔に纏めて列記する。
[1] 電線(20)の絶縁被覆(23)を除去し、導電性を有する複数の素線(25)からなる芯線(21)を露出させる被覆剥ぎ工程と、
露出した前記芯線(21)を捩じ切ることで、捩じ切られた前記芯線(21)の芯線捩じ切り部分(27)における前記複数の素線(25)同士を圧着する圧着工程と、
前記芯線捩じ切り部分(27)を導体(端子10,10A)の芯線接続部(15,15A)に溶接する溶接工程と、
を含む電線溶接方法。
[1] 電線(20)の絶縁被覆(23)を除去し、導電性を有する複数の素線(25)からなる芯線(21)を露出させる被覆剥ぎ工程と、
露出した前記芯線(21)を捩じ切ることで、捩じ切られた前記芯線(21)の芯線捩じ切り部分(27)における前記複数の素線(25)同士を圧着する圧着工程と、
前記芯線捩じ切り部分(27)を導体(端子10,10A)の芯線接続部(15,15A)に溶接する溶接工程と、
を含む電線溶接方法。
上記[1]の構成の電線溶接方法によれば、露出させた電線(20)の芯線(21)を捩じ切る簡単な捩じり加工によって、複数の素線(25)同士が圧着された状態となり、芯線(21)におけるばらけが抑制される。即ち、電線(20)の素線(25)には、銅合金やアルミニウム合金等の延性が高い材料が用いられており、圧着工程において強い捩り力で捻じ切られた芯線(21)の芯線捩じ切り部分(27)は、複数の素線(25)同士が捩じられながら延びることで互いに強く圧着された状態となる。
そこで、溶接工程において芯線(21)を導体(端子10,10A)に溶接する際には、ばらけが抑制された芯線(21)の芯線捩じ切り部分(27)を導体(端子10,10A)の芯線接続部(15,15A)に適正に溶接することができ、溶接不良の発生を低減することができる。
そこで、溶接工程において芯線(21)を導体(端子10,10A)に溶接する際には、ばらけが抑制された芯線(21)の芯線捩じ切り部分(27)を導体(端子10,10A)の芯線接続部(15,15A)に適正に溶接することができ、溶接不良の発生を低減することができる。
[2] 前記圧着工程において、前記電線(20)の端末部に露出した前記芯線(21)の先端部を捩じ切ることで、先端部が捩じ切られた前記芯線(21)の前記芯線捩じ切り部分(27)における前記複数の素線(25)同士を圧着する、上記[1]に記載の電線溶接方法。
上記[2]の構成の電線溶接方法によれば、電線(20)の端末部に露出させた芯線(21)の先端部を捩じ切る簡単な捩じり加工によって、複数の素線(25)同士が圧着された状態となり、電線(20)の端末部における芯線(21)のばらけが容易に抑制される。
[3] 前記圧着工程において、前記電線(20)の中間部に露出した前記芯線(21)の中央を捩じ切ることで、捩じ切られたそれぞれの電線端末部における前記芯線(21)の前記芯線捩じ切り部分(27)における前記複数の素線(25)を圧着する、上記[1]に記載された電線溶接方法。
上記[3]の構成の電線溶接方法によれば、電線(20)の中間部に露出させた芯線(21)の中央を捩じ切る捩じり加工によって、捩じ切られたそれぞれの電線端末部における複数の素線(25)同士が圧着された状態となる。そこで、2本の電線(20)の端末部における芯線(21)のばらけを同時に抑制することができ、圧着工程の作業効率が向上する。
[4] 前記溶接工程の前に、前記芯線(21)を保持するため前記導体(端子10A)の芯線接続部(15A)に設けられた芯線保持部(19)に前記芯線(21)を保持させる保持工程を含む、上記[1]~[3]の何れか1つに記載された電線溶接方法。
上記[4]の構成の電線溶接方法によれば、導体(端子10A)の芯線接続部(15A)に設けられた芯線保持部(19)に電線(20)の芯線(21)を保持させた状態で、溶接工程において芯線(21)が導体(端子10A)の芯線接続部(15A)に溶接される。即ち、例えばレーザ溶接やレーザはんだ付けを用いて導体(端子10A)の芯線接続部(15A)に電線(20)の芯線(21)を溶接する際には、電線(20)の芯線(21)が導体(端子10A)の芯線保持部(19)に保持された状態でレーザ光(53)が照射される。そこで、溶接工程においては、レーザ光(53)の照射の衝撃で芯線(21)が導体(端子10A)の芯線接続部(15A)から飛び出すことを抑制し、電線(20)と導体(端子10A)とを適正に接続することができる。
[5] 前記芯線保持部(19)が、前記導体(端子10A)の芯線接続部(15A)に切り起こし加工されて前記芯線接続部(15A)の前後方向に開口した箱形状部により形成される上記[4]に記載された電線溶接方法。
上記[5]の構成の電線溶接方法によれば、導体(端子10A)の芯線接続部(15A)に切り起こし加工された箱形状部である芯線保持部(19)に電線(20)の芯線(21)を保持させた状態で、溶接工程において芯線(21)が導体(端子10A)の芯線接続部(15A)に溶接される。切り起こし加工により導体(端子10A)の芯線接続部(15A)に一体形成された箱形状部である芯線保持部(19)は、挿通された電線(20)の芯線(21)を全周方向に亘って移動規制することができる。また、芯線(21)の先端は、複数の素線(25)同士が圧着された状態となっているので、箱形状部にスムーズに挿通することができ、挿通作業が容易となる。
[6] 前記溶接工程において、前記捩じり切り部分(27)にレーザ光(53)を照射することにより、前記導体(端子10,10A)の芯線接続部(15,15A)に前記芯線部(21)をレーザ溶接する、上記[1]~[5]の何れか1つに記載された電線溶接方法。
上記[6]の構成の電線溶接方法によれば、溶接工程においてばらけが抑制された芯線(21)を導体(端子10,10A)にレーザ溶接することで、電線(20)と導体(端子10,10A)とを効率よく適正に接続することができる。
1…端子付電線
10…端子(導体)
15…芯線接続部
19…芯線保持部
20…電線
21…芯線
23…絶縁被覆
25…素線
27…芯線捩じ切り部分
10…端子(導体)
15…芯線接続部
19…芯線保持部
20…電線
21…芯線
23…絶縁被覆
25…素線
27…芯線捩じ切り部分
Claims (5)
- 電線の絶縁被覆を除去し、導電性を有する複数の素線からなる芯線を露出させる被覆剥ぎ工程と、
露出した前記芯線を捩じ切ることで、捩じ切られた前記芯線の芯線捩じ切り部分における前記複数の素線同士を圧着する圧着工程と、
前記芯線捩じ切り部分を導体の芯線接続部に溶接する溶接工程と、
を含む電線溶接方法。 - 前記圧着工程において、前記電線の端末部に露出した前記芯線の先端部を捩じ切ることで、先端部が捩じ切られた前記芯線の前記芯線捩じ切り部分における前記複数の素線同士を圧着する、請求項1に記載の電線溶接方法。
- 前記圧着工程において、前記電線の中間部に露出した前記芯線の中央を捩じ切ることで、捩じ切られたそれぞれの電線端末部における前記芯線の前記芯線捩じ切り部分における前記複数の素線同士を圧着する、請求項1に記載の電線溶接方法。
- 前記溶接工程の前に、前記芯線を保持するため前記導体の芯線接続部に設けられた芯線保持部に前記芯線を保持させる保持工程を含む、請求項1~3の何れか1項に記載の電線溶接方法。
- 前記芯線保持部が、前記導体の芯線接続部に切り起こし加工されて前記芯線接続部の前後方向に開口した箱形状部により形成される請求項4に記載された電線溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022081581A JP2023170102A (ja) | 2022-05-18 | 2022-05-18 | 電線溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022081581A JP2023170102A (ja) | 2022-05-18 | 2022-05-18 | 電線溶接方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2023170102A true JP2023170102A (ja) | 2023-12-01 |
Family
ID=88928096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022081581A Pending JP2023170102A (ja) | 2022-05-18 | 2022-05-18 | 電線溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2023170102A (ja) |
-
2022
- 2022-05-18 JP JP2022081581A patent/JP2023170102A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104094470B (zh) | 压接端子、连接构造体、连接器、线束以及压接端子的制造方法、连接构造体的制造方法 | |
| CN104094472B (zh) | 压接端子、连接构造体、连接器以及压接端子的压接方法 | |
| JP5654242B2 (ja) | 電線の端末処理方法 | |
| CN105990713B (zh) | 具有连接端子的电线和用于制造该电线的方法 | |
| CN109861010A (zh) | 端子连接方法和端子 | |
| CN105684222B (zh) | 接线端子及电线组件 | |
| JP7273006B2 (ja) | 端子付き電線製造方法、及び、端子付き電線 | |
| JP2016001590A (ja) | 電線接続構造体および電線接続方法 | |
| CN105390905B (zh) | 覆皮电线的接合方法 | |
| JP6316230B2 (ja) | 接続端子付き電線及びその電線の製造方法 | |
| JP5376639B2 (ja) | 圧着端子の端子構造およびハーネス | |
| JP2007095489A (ja) | 接地部材及び電線接続ユニット | |
| JP2023170102A (ja) | 電線溶接方法 | |
| JP6498862B2 (ja) | 電線接続構造、及び当該電線接続構造の製造方法 | |
| JP4864340B2 (ja) | 同軸ケーブルの電気コネクタ | |
| CN115117647B (zh) | 带端子的电线 | |
| JP6316229B2 (ja) | 接続端子付き電線及びその電線の製造方法 | |
| JP6276820B2 (ja) | 被覆電線の接合方法 | |
| CN115513700B (zh) | 连接器装置和线束制造方法 | |
| JP2025177833A (ja) | 端子付き電線、及び、端子 | |
| JP2024018955A (ja) | 端子付き電線 | |
| JP2022134504A (ja) | 編組接続構造 | |
| JP2025164441A (ja) | 端子付き電線、及び、端子付き電線の製造方法 | |
| JP2025170464A (ja) | 端子付き電線の製造方法 | |
| JP2024041218A (ja) | 端子及び端子付き電線 |