[0054] 以下、添付図面を参照しながら本願における技術的解決策を説明する。
[0055] 本願の実施形態を説明する前に、本願に登場する技術用語を先ず説明する。
[0056] 一次セル(primary Cell)は、化学エネルギーを電気エネルギーに変換する装置であるとすることが可能である。一次セルは、正電極と負電極の間の電位差を利用して、正電極と負電極の間で電子が流れることを可能にする。
[0057] 正電極(カソード)は、一次セルの電極の中で、より高い電位を有する電極であるとすることが可能である。放電プロセスでは、電流が正電極から流出することが可能であり、正電極は電子を得て還元機能を有することが可能である。充電プロセスでは、電流は正電極へ流れ、正電極は電子を失って酸化機能を有することが可能である。
[0058] 負電極(アノード)は、一次セルの電極の中で、より低い電位を有する電極であるとすることが可能である。放電プロセスでは、電流が負電極へ流れ、負電極は電子を失って酸化機能を有することが可能である。充電プロセスでは、電流は負電極から流出することが可能であり、負電極が電子を得て還元機能を有することが可能である。
[0059] 電解質(electrolyte)は、バッテリーの正電極と負電極の間でイオン交換を行うために使用される媒体であるとすることが可能である。
[0060] セパレータ(separator)は、正の電極板と負の電極板の間の直接接触による短絡を防ぐために、正の電極板を負の電極板から分離するために使用される媒体であるとすることが可能である。セパレータの基本的な機能は、多孔性(イオン伝送のためのチャネルを提供することが可能であること)と絶縁性(電気の漏洩を防ぐこと)である。セパレータは、ベース・セパレータとセパレータ・コーティング層を含む可能性がある。
[0061] ベース・セパレータ(base separator)は、セパレータにおける微孔性フィルム部分であってもよい。ベース・セパレータは、セル内で個別に使用されてもよい。ベース・セパレータは、多孔性と絶縁性を提供することが可能である。
[0062] セパレータ・コーティング層(separator coating layer)は、ベース・セパレータの少なくとも1つの表面に取り付けられた薄膜であってもよい。セパレータ・コーティング層は、接着によってベース・セパレータに取り付けられてもよい。セパレータ・コーティング層は、例えば、セパレータの耐熱性や接着性などを向上させるために、セパレータの性能を向上させるために使用されてもよい。
[0063] セル(コア又はセル)は、バッテリーにおいて蓄電機能を有する部分であるとすることが可能である。セルは、正の電極板と負の電極板を含む可能性がある。
[0064] 熱的な酷使(heat abuse)は、熱的な側面(又は高温)におけるセルの酷使であるとすることが可能である。ホット・ボックスを使用して、セルに関し、熱的な酷使に関連するテストを実行することができる(例えば、高温で(≧130°Cで)セルをベーキングする)。
[0065] 機械的な酷使(mechanical abuse)は、機械的な側面におけるセルの酷使であるとすることが可能である。機械的な酷使に関連するテストは、ネイル・ペネトレーション(nail penetration)テスト、衝撃テストなどを使用することにより、セルに関して実行されることが可能である。
[0066] 熱収縮(heat shrinkage)率は、マシン方向/横方向における加熱前後のセパレータのサイズ変化率であってもよい(ここで、マシン方向MDはセパレータの長辺に沿う方向であり、横方向TDはMDに垂直であり、即ちセパレータの短辺に沿う方向である)。熱収縮率をテストする方法は、以下を含む可能性がある:マシン/横方向(MD/TD)におけるセパレータのサイズを測定する;機械/横方向(MD/TD)において特定のサイズを有するセパレータが、恒温槽に配置される。恒温槽が特定の温度まで加熱される;加熱後のマシン/横(MD/TD)方向におけるセパレータのサイズを測定する。
[0067] 質量含有量は、単位面積当たりの物質の質量であってもよい。
[0068] 溶解度パラメータ(solubility parameter, SP)は、液体材料の混和性の物理定数であってもよく、SP=(E/V)1/2という式を用いて計算することが可能であり、ここで、Eは凝集エネルギー、Vは体積、E/Vは凝集エネルギー密度である。
[0069] 本願の実施形態で提供される溶液は、更に、電子デバイス又はモバイル装置に適用されることが可能である。
[0070] 電子デバイスは、例えば、端末消費者製品又は3C電子製品(コンピュータ(computer)、通信(communication)、又は消費者(consumer)向け電子製品)であってもよく、例えば、携帯電話、モバイル電源、ポータブル・コンピュータ、タブレット・コンピュータ、電子リーダー、ノートブック・コンピュータ、デジタル・カメラ、ウェアラブル・デバイス、車載端末、ヘッドセットなどのデバイスであってもよい。
[0071] モバイル装置は、例えば、車両、電動スケートボード、電動自転車などであってもよい。
[0072] 図1は、本願の実施形態による電子デバイス100の構造の概略図である。図1に示される実施形態は、電子デバイス100が携帯電話である例を用いて説明される。
[0073] 電子デバイス100は、ハウジング10、表示スクリーン20、及び回路基板アセンブリ30を含む。具体的には、ハウジング10はフレームと背面カバーを含む。フレームは表示スクリーン20の外周を囲み、且つ背面カバーの外周を囲む。表示スクリーン20、フレーム、及び背面カバーによって形成されるキャビティを使用して、回路基板アセンブリ30を配置することができる。一例では、表示スクリーン20と回路基板アセンブリ30の両方がハウジング10に配置されることが可能である。電子デバイス100は、回路基板アセンブリ30に電力を供給するように構成されたバッテリー40を更に含むことが可能である。バッテリー40は、例えば、リチウム電子二次バッテリー、ナトリウム・イオン二次バッテリー、カリウム・イオン二次バッテリー、マグネシウム・イオン二次バッテリー、亜鉛イオン二次バッテリー、又はアルミニウム・イオン二次バッテリーであってもよい。
[0074] 図2は、バッテリー40の動作原理の図である。バッテリー40のコアとなる構成要素は、正の電極板101、負の電極板102、電解質103、及びセパレータ104を含むことが可能である(接続、ループなどに対応する補助パーツは図示されていない)。正の電極板101及び負の電極板102は、エネルギーを貯蔵及び放出するために、リチウム・イオンを非インターカレーションすることが可能である。図2に示すように、Li+が左(正電極)へ移動するものはエネルギー解放過程であり、Li+が右(負電極)へ移動するものはエネルギー貯蔵過程である。電解質103は正の電極板101と負の電極板102の間のリチウム・イオンの伝送キャリアであってもよい。正の電極板101と負の電極板102はバッテリー40の主要なエネルギー貯蔵部であり、セルのエネルギー密度、サイクル・パフォーマンス、及び安全性パフォーマンスを反映する可能性がある。リチウム・イオンはセパレータ104を通過することが可能であるが、セパレータ104は導電性ではない。そのため、セパレータ104は、正の電極板101を負の電極板102から分離して、正の電極板101と負の電極板102の間の短絡を防ぐことが可能である。セパレータ104の基本的な特徴は、多孔性(イオン伝送のためのチャネルを提供することが可能であること)と絶縁性(電気の漏洩を防ぐこと)である。
[0075] 図3は、バッテリー40の構造の概略図である。バッテリー40は、正の電極板101の複数層、負の電極板102の複数層、セパレータ104の複数層を含む可能性がある。正の電極板101と負の電極板102は間隔を置いて積み重ねられる。負の電極板の層102は近隣の2つの正の電極板101の間に配置され、正の電極板の層101は近隣の2つの負の電極板102の間に配置される。また、隣接する正の電極板101と負の電極板102との間にセパレータ104が配置されて、正の電極板101と負の電極板102との間の短絡を防いている。正の電極板101の複数層、負の電極板102の複数層、及びセパレータ104の複数層は、図2に示される電解質103に浸される可能性がある。
[0076] 正の電極板101は、正電極電流コレクタと、正電極電流コレクタ上に配置された正電極活性化物質とを含む可能性がある。正電極活性化物質は、リチウムの複合金属酸化物(リチウム・コバルト酸化物(LCO)又はリチウム・ニッケル・コバルト・マンガン酸化物(NMC)など)、ポリアニオン・リチウム化合物LiMx(PO4)y (ここで、MはNi,Co,Mn,Fe,Ti,又はVであり、0≦x≦5,及び0≦y≦5である)などを含むが、これらに限定されない。
[0077] 例えば、正の電極板を製造する方法は、以下を含んでもよい:先ず、接着剤(例えば、ポリフッ化ビニリデン(polyvinylidene difluoride, PVDF))が、N-メチル-2-ピロリドン(N-methyl-2-pyrrolidone, NMP)に溶かされて、7.0%のPVDFバインダー溶液を得る。次いで、カーボン・ナノチューブ(CNT)の導電性の液体を加え、均一に分散させる。その後、活物質リチウム・コバルト酸化物(LCO)を加え、均一に撹拌及び混合して、正の電極スラリーを形成する。更に、コーティング装置を用いることにより、アルミニウム箔の両面に、正の電極スラリーが均一に塗布され、実験室のオーブンを用いて乾燥させ、NMP溶媒を除去する。最終的に、コーティングされた電極板は、コールド・プレス、ストリッピング、タブ溶接のようなプロセスを経て、完成した正の電極板を得る。正の電極の比は、例えば、LCO:CNTs:PVDFが98.8%:0.02%:1.0%であるものであってもよい。
[0078] 別の例では、正の電極板の製造方法は、以下を含んでもよい:先ず、接着剤(例えば、ポリフッ化ビニリデン(polyvinylidene difluoride, PVDF))が、N-メチル-2-ピロリドン(N-methyl-2-pyrrolidone, NMP)にとかされて、7.0%のPVDFバインダー溶液を得る。次いで、カーボン・ナノチューブ(CNT) 導電性の液体を加え、均一に分散させる。その後、活物質リチウム・ニッケル・コバルト・マンガン酸化物(NMC)を加え、均一に撹拌及び混合して、正の電極スラリーを形成する。更に、コーティング装置を用いることにより、アルミニウム箔の両面に、正の電極スラリーが均一に塗布され、実験室のオーブンを用いて乾燥させ、NMP溶媒を除去する。最終的に、コーティングされた電極板は、コールド・プレス、ストリッピング、タブ溶接などの工程を経て、完成した正電極板が得られる。正の電極の比は、例えば、NMC:CNTs:SP:PVDFが97.5%:0.5%:1.0%:1.0%であるものであってもよい。
[0079] 負の電極板102は、負電極電流コレクタと、負電極電流コレクタ上に配置された負電極活性化物質とを含む可能性がある。負電極活性化物質は、金属リチウム、合金リチウム、チタン酸リチウム、天然グラファイト、人工グラファイト、MCMB、非晶質炭素、カーボン・ファイバ、カーボン・ナノチューブ、硬質炭素、軟質炭素、グラフェン、グラフェン酸化物、シリコン、シリコン・カーボン化合物、シリコン・酸素化合物、シリコン金属化合物のうちの少なくとも1つを含むが、これらに限定されない。
[0080] 一例では、負の電極板の製造する方法は、以下を含んでもよい:先ず、人工グラファイトと導電性カーボン・ブラック(SP)を混練してドライブレンドし、人工グラファイトと導電性カーボン・ブラックを均一にする。次いで、25%の事前撹拌されたアルギン酸ナトリウム(CMC)バインダー溶液を加えて混練し、混合する。その後、残ったCMCと脱イオン水を加えて高速分散させ、混合された負電極のスラリーを形成する。更に、ふるい分けした混合負電極スラリーを、コーティング装置を用いることにより、銅箔の両面に均一に塗布し、実験室のオーブンを用いて乾燥させる。最後に、コーティングされた電極板は、コールド・プレス、ストリッピング、タブ溶接のような処理を経て、完成した負の電極板を得る。負の電極の比は、例えば、グラファイト:SP:CMC:スチレン-ブタジエン・ゴム(SBR)が96.8%:0.6%:1.2%1.2%であるものであってもよい。
[0081] セパレータ104は、例えば、ベース・セパレータとセパレータ・コーティング層を含む可能性がある。
[0082] ベース・セパレータは、多孔質絶縁材料であってもよい。リチウム・イオンは、ベース・セパレータにある孔を通過することが可能である(ベース・セパレータにある孔は、リチウム・イオンの伝送チャネルであるとすることが可能である)。セパレータ104の主成分として、ベース・セパレータは、化学的不活性、電気化学的不活性、多孔性、電子絶縁性、高い延性と展性、高い膜破壊温度、低いホール閉塞温度などのパフォーマンスを有することを必要とする。
[0083] ベース・セパレータは、例えば、ポリエチレン(polyethylene, PE)、ポリプロピレン(polypropylene, PP)、ポリ・アルファ・オレフィン、ポリエチレン・テレフタレート、ポリメチルペンテン、ポリブテン、ポリイミド、ポリアミド、ポリエステル、ポリウレタン、ポリカーボネート、環状オレフィン共重合体、ポリベンズイミダゾール、ポリ・ベンゾビスオキサゾール、アラミド繊維などうちの少なくとも1つを含む可能性がある。ベース・セパレータのポリマー形態は、例えば、共重合体、ブレンド、混合物、及び組み合わせのうちの1つ以上を含むことが可能である。
[0084] セパレータ・コーティング層は、ベース・セパレータの少なくとも1つの表面に取り付けられる可能性があり、その結果、セパレータ104は、高い延性と展性、高いフィルム破壊温度、低いホール閉塞温度などのパフォーマンスを有する。また、セパレータ・コーティング層は、更に、高い密着性を有する、というような他の性能を有する可能性もある。セパレータ・コーティング層は、有機コーティング層、無機コーティング層、及び/又は有機-無機複合コーティング層を含む可能性がある。
[0085] 無機コーティング層は、セラミック・コーティング層を含む可能性がある。セラミック・コーティング層は、酸化アルミニウム、酸化ケイ素、酸化チタン、酸化ジルコニウム、酸化亜鉛、酸化バリウム、酸化マグネシウム、酸化ベリリウム、酸化カルシウム、酸化トリウム、窒化アルミニウム、窒化チタン、水酸化アルミニウム、ベーマイト、アパタイト、水酸化アルミニウム、水酸化マグネシウム、硫酸バリウム、窒化ホウ素、炭化ケイ素、窒化ケイ素、立方晶窒化ホウ素、六方晶窒化ホウ素、グラファイト、グラフェン、メソポーラス分子ふるい(MCM-41,SBA-15)などのうちの少なくとも1つを含む可能性がある。
[0086] 有機コーティング層は、ポリフッ化ビニリデン、ポリヘキサフルオロプロピレン、フッ化ビニリデン-ヘキサフルオロプロピレン共重合体、フッ化ビニリデン-トリクロロエチレン共重合体、ポリエチレン-酢酸ビニル共重合体、カルボキシメチルナトリウム、スチレン-ブタジエンゴム、ポリアクリル酸、ポリアクリル酸塩、ポリアクリレート、ポリアクリロニトリル、ポリアミド、ポリイミド、ポリエチレンオキシド、セルロースアセテート、セルロースアセテート酪酸塩、セルロースアセテートプロピオナート、ポリビニルピロリドン、ポリ酢酸ビニル、ポリビニルエーテル、ポリメチルメタクリレート、ポリテトラフルオロエチレンなどの少なくとも1つを含むことができる。
[0087] 有機-無機複合コーティング層は、無機コーティング層と有機コーティング層を混合することにより製造されることが可能である。
[0088] 熱的な酷使状況では、セパレータのエッジ部分は、セパレータの中間領域の方に向かって収縮する傾向がある。収縮する傾向を改善する方法は、ベース・セパレータの表面(例えば、ベース・セパレータのエッジ領域及び/又は中間領域)に、接着剤でセパレータ・コーティング層を接着することである。セパレータ・コーティング層は、高温で溶融して架橋し、電極板(例えば、正の電極板及び/又は負の電極板)に接着することが可能である。これは、ベース・セパレータの収縮する力を相殺することに役立ち、それにより、正の電極板と負の電極板の間の短絡の可能性を低減することに役立つ。
[0089] バッテリーのエネルギー密度に関し、マーケットはますます高い要請を持っている。バッテリーのエネルギー密度を向上させる方法は、セパレータの厚さを圧縮することである。しかしながら、セパレータの厚さは薄い。その結果、セパレータは更に収縮しやすくなり、セパレータの接着力が弱くなり、正の電極板と負の電極板の間の短絡の可能性を、効果的に低減することはできなくなる。
[0090] 図4は、本願の実施形態によるバッテリー40の構造の概略図である。
[0091] バッテリー40は、複数の正の電極板101、複数の負の電極板102、及び複数のベース・セパレータ1041であって、間隔を置いて積み重ねて配置されたものを含むことが可能である。図4における白い長方形は正の電極板101を表現するために使用されている可能性があり、図4における黒い長方形は負の電極板102を表現するために使用されている可能性があり、図4におけるスラッシュが入っている長方形はベース・セパレータ1041を表現するために使用されている可能性がある。1つの負の電極板102は隣接する任意の2つの正の電極板101の間に配置され、1つの正の電極板101は隣接する任意の2つの負の電極板102の間に配置され、1つのベース・セパレータ1041は隣接する任意の正の電極板101と負の電極板102の間に配置される。オプションとして、図4の例において、ベース・セパレータ1041は正の電極板101と負の電極板102の間で接着されてもよい。
[0092] バッテリー40は更に第1タイプのセパレータ・コーティング層1042を含むことが可能である。第1タイプのセパレータ・コーティング層1042は、粘着性のあるものであってもよいし、高温で溶けて架橋されたものであってもよい(バッテリーの分野では、40°Cないし60°Cを超える温度は高温として理解されてもよい場合がある)。換言すれば、第1タイプのセパレータ・コーティング層1042は接着性ポリマーを含んでいてもよい。図4では、第1タイプのセパレータ・コーティング層1042を表すために、白い格子で満たされた黒いパターンが使用されている。第1タイプのセパレータ・コーティング層1042は、ベース・セパレータ1041のエッジ領域に接着されてもよい(即ち、第1タイプのセパレータ・コーティング層の一部又は全部が、ベース・セパレータ1041のエッジ領域に接着されてもよい)。また、第1タイプのセパレータ・コーティング層1042は、第1のベース・セパレータ10411と第2のベース・セパレータ10412の間に接着されることが可能であり、第1のベース・セパレータ10411と第2のベース・セパレータ10412は同じ電極板に隣接している。具体的には、第1タイプのセパレータ・コーティング層1042は、第1のベース・セパレータ10411の第1のエッジ領域に接着され、第2のベース・セパレータ10412の第2のエッジ領域に接着される。第1のエッジ領域と第2のエッジ領域は互いに対向して配置され、即ち、第1のエッジ領域と第2のエッジ領域は電極板の同じ側に位置する。第1のベース・セパレータ10411、第1タイプのセパレータ・コーティング層1042、第2のベース・セパレータ10412は、電極板のエッジを囲むことが可能であり、電極板は第1のベース・セパレータ10411と第2のベース・セパレータ10412の間に位置する。
[0093] 以下、図5を参照しながら、中間領域とエッジ領域についての可能性のある定義を説明する。図5では、正方形で埋められたパターンが、エッジ領域を表すために使用されている。図5では、菱形で埋められたパターンが、中間領域を表すために使用されている。バッテリー40(又は電極板、ベース・セパレータ1041等)の横方向における中心軸は第1の中心軸であることが仮定されている(横方向TDはバッテリー40の幅方向として理解されてもよく、機械方向MDはバッテリー40の長さ方向として理解されてもよく、長さ方向のバッテリー40のサイズは、通常、幅方向のバッテリー40のサイズより大きい)。中間領域は、第1の中心軸までの距離が第1の事前に設定された距離よりも短い領域であるとすることが可能である。エッジ領域は、第1の中心軸までの距離が第1の事前に設定された距離より長い領域であるとすることが可能である。中間領域とエッジ領域との間の境界面から第1の中心軸までの距離は第1のプリセット距離であってもよい。例えば、第1のプリセット距離は横方向において電極板の幅の約1/2であってもよい。
[0094] 別の例では、バッテリー40(又は電極板、ベース・セパレータ1041等)の機械方向における中心軸は第2の中心軸であることが仮定されている。中間領域は、第2の中心軸までの距離が第2の事前に設定された距離よりも短い領域であるとすることが可能である。エッジ領域は、第2の中心軸までの距離が第2の事前に設定された距離より長い領域であるとすることが可能である。中間領域とエッジ領域との間の境界面から第2の中心軸までの距離は第2のプリセット距離であってもよい。例えば、第2のプリセット距離は機械方向において電極板の幅の約1/2であってもよい。
[0095] 正の電極板101と負の電極板102の間で発生する短絡を効果的に防止するために、ベース・セパレータ1041は、通常、電極板の全領域をカバーし、ベース・セパレータ1041のエッジは電極板のエッジ輪郭を超える可能性がある、ということが理解されるべきである。
[0096] 一例では、第1のタイプのセパレータ・コーティング層1042がベース・セパレータ1041のエッジ領域に接着されている、ということは、第1のタイプのセパレータ・コーティング層1042がベース・セパレータ1041に接着されており、第1のタイプのセパレータ・コーティング層1042は、電極板の外周の外側に位置する部分を含んでいる、即ち、第1のタイプのセパレータ・コーティング層1042は、電極板の外周をカバーしていない部分を含む、ということを意味する可能性がある。
[0097] 別の例では、第1のタイプのセパレータ・コーティング層1042がベース・セパレータ1041のエッジ領域に接着されている、ということは、第1のタイプのセパレータ・コーティング層1042がベース・セパレータ1041に接着されており、第1タイプのセパレータ・コーティング層1042は、電極板の外周をカバーする第1の部分と、電極板の外周の外側に位置する第2の部分とを含む場合がある、ということを意味する可能性がある。
[0098] オプションとして、第1のタイプのセパレータ・コーティング層1042の幅は、電極板の幅の0.1%ないし45%とすることが可能である。
[0099] オプションとして、第1のタイプのセパレータ・コーティング層1042の幅は、電極板の幅の0.5%ないし5.0%とすることが可能である。
[0100] オプションとして、第1のタイプのセパレータ・コーティング層1042は、質量含有量が0.4 g/m2ないし5 g/m2である接着性ポリマーを含む。
[0101] 一例では、第1のタイプのセパレータ・コーティング層1042は、質量含有量が0.5 g/m2である接着性ポリマーを含むことが可能である。第1のタイプのセパレータ・コーティング層1042のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ポリテトラフルオロエチレン共重合体は47.5の部分を占め、脱イオン水が50の部分を占め、水性湿潤剤が1.0の部分を占め、水性分散剤が1.5の部分を占める。次いで、脱イオン水にポリテトラフルオロエチレン共重合体を添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第1のタイプのセパレータ・コーティング層1042の均一に混合されたスラリーが得られる。
[0102] 別の例では、第1のタイプのセパレータ・コーティング層1042は、質量含有量が0.62 g/m2である接着性ポリマーを含むことが可能である。第1のタイプのセパレータ・コーティング層1042のスラリーを構成する方法は、以下を含む可能性ある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ベーマイトは30の部分を占め、脱イオン水は46の部分を占め、接着剤は13.5の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤は1.5の部分を占める。次いで、ベーマイトを脱イオン水に添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第1のタイプのセパレータ・コーティング層1042の均一に混合されたスラリーが得られる。
[0103] 更に別の例では、第1のタイプのセパレータ・コーティング層1042は、質量含有量が0.62 g/m2である接着性ポリマーを含むことが可能である。第1のタイプのセパレータ・コーティング層1042のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ポリフッ化ビニリデン-ヘキサフルオロプロピレンは51.5の部分を占め、脱イオン水は46の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤は1.5の部分を占める。次いで、脱イオン水にポリフッ化ビニリデン-ヘキサフルオロプロピレンを添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第1のタイプのセパレータ・コーティング層1042の均一に混合されたスラリーが得られる。
[0104] 接着性ポリマーの質量含有量が0.6 g/m2である場合、第1のタイプのセパレータ・コーティング層1042のスラリー比は、例えば、ポリフッ化ビニリデン-ヘキサフルオロプロピレンが47.5の部分を占め、脱イオン水が50の部分を占め、水性湿潤剤が1.0の部分を占め、水性分散剤が1.5の部分を占めるものを含んでもよい。
[0105] 更に別の例では、第1のタイプのセパレータ・コーティング層1042は、質量含有量が0.45 g/m2である接着性ポリマーを含むことが可能である。第1のタイプのセパレータ・コーティング層1042のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は得質量比に基づいて取得され、この場合において、ポリヘキサフルオロプロピレン共重合体は52.0の部分を占め、脱イオン水は45.5の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤は1.5の部分を占める。次いで、脱イオン水にポリヘキサフルオロプロピレン共重合体を添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第1のタイプのセパレータ・コーティング層1042の均一に混合されたスラリーが得られる。
[0106] オプションとして、第1のタイプのセパレータ・コーティング層1042は、質量含有量が0.8 g/m2ないし2.5 g/m2である接着性ポリマーを含む。
[0107] オプションとして、第1のタイプのセパレータ・コーティング層1042の結晶性は、80%未満である。
[0108] オプションとして、第1のタイプのセパレータ・コーティング層1042の結晶性は、50.0%ないし80.0%であってもよい。
[0109] オプションとして、第1のタイプのセパレータ・コーティング層1042の溶解度パラメータは第1の溶解度パラメータであり、バッテリー内の電解質の溶解度パラメータは第2の溶解度パラメータである。第1の溶解度パラメータは第2の溶解度パラメータ以下であり、第2の溶解度パラメータと第1の溶解度パラメータの間の差は、事前設定された溶解度パラメータ未満である。
[0110] 一例では、第1の溶解度パラメータは、20ないし26±1(J/cm3)0.5であり、第2の溶解度パラメータは26±1(J/cm3)0.5である。
[0111] 一例では、事前に設定された溶解度パラメータは、5(J/cm3)0.5以下である。
[0112] 第1タイプのセパレータ・コーティング層1042の溶解度パラメータは、電解質の溶解度パラメータよりも小さいので、第1のタイプのセパレータ・コーティング層1042は電解質に完全には溶解しない。
第1のタイプのセパレータ・コーティング層1042の溶解度パラメータが、電解質の溶解度パラメータよりもはるかに大きい場合、第1のタイプのセパレータ・コーティング層1042は電解質と過度に溶融し、第1のタイプのセパレータ・コーティング層1042が電極板のサイド・エッジ10414を完全に包み込むことは困難である。図4及び図5を参照すると、本願の実施形態では、横方向及び機械方向における電極板の幅は大きく、電極板の厚さ方向は横方向及び機械方向の両方に垂直であり、厚さ方向における電極板の表面は、電極板のサイド・エッジ10414と言及される場合がある。第1のタイプのセパレータ・コーティング層1042の溶解度パラメータと電解質の溶解度パラメータとの間の差は小さく、その結果、対面に配置されたセパレータ・コーティング層を融合させて第1のタイプのセパレータ・コーティング層1042を形成することができ、第1のタイプのセパレータ・コーティング層1042は、電極板の間の接着性を向上させることに更に役立ち、それによりバッテリーの動力学性能の向上とバッテリー間の偏りの低減に役立つ。
[0113] 接着性ポリマーは、例えば、ポリフッ化ビニリデン、ポリヘキサフルオロプロピレン、フッ化ビニリデン-ヘキサフルオロプロピレン共重合体、フッ化ビニリデン-トリクロロエチレン共重合体、ポリエチレン-酢酸ビニル共重合体、カルボキシメチルセルロースナトリウム、スチレン-ブタジエンゴム、ポリアクリル酸、ポリアクリル酸塩、ポリアクリレート、ポリアクリロニトリル、ポリアミド、ポリイミド、ポリエチレン酸化物、セルロースアセテート、セルロースアセテート・ブチラート、セルロースアセテートプロピオン酸塩、ポリビニルピロリドン、ポリビニル・アセテート、ポリビニルエーテル、ポリメチルメタクリレート、及びポリテトラフルオロエチレンのうちの少なくとも1つを含むことが可能である。
[0114] 図6は、本願の実施形態によるホット・プレス・プロセスを用いてバッテリー40を処理する仕組みの概略図である。図6の上側の図(即ち、図6で矢印の上に位置している図)は、ホット・プレス・プロセス前のバッテリー40の構造の概略図である。図6の下側の図(即ち、図6の矢印の下に位置している図)は、ホット・プレス・プロセス後のバッテリー40の構造の概略図である。
[0115] ホット・プレス・プロセスは、例えば、加圧、加熱などによりバッテリー40の原材料を成形及び活性化するプロセスであるとすることが可能である。ホット・プレス・プロセスは、例えば、積み重ねや巻き取り等のプロセスの後に実行されてもよい。図6に示される例では、ホット・プレス・プロセスにおけるパラメータは、ホット・プレス圧力、ホット・プレス温度、ホット・プレス時間を含む可能性がある。一例では、ホット・プレス圧力は0.1 MPaないし2.0 MPaであってもよく、ホット・プレス温度は25°Cないし100°Cであってもよく、ホット・プレス時間は20分ないし300分であってもよい。別の例では、ホット・プレス圧力は0.5 MPaないし1.0 MPaであってもよく、ホット・プレス温度は60°Cないし90°Cであってもよく、ホット・プレス時間は60分ないし150分であってもよい。
[0116] バッテリー40は、正の電極板1011、正の電極板1012、負の電極板1021、負の電極板1022であって順次積み重ねられたものを含むことが可能である。正の電極板1011と正の電極板1012は2つの近辺の正の電極板であってもよい。負の電極板1021と負の電極板1022は2つの近辺の負の電極板であってもよい。負の電極板1021は正の電極板1011と正の電極板1012の間に位置し、正の電極板1012は負の電極板1021と負の電極板1022の間に位置する。
[0117] バッテリー40は、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413を更に含むことが可能である。ベース・セパレータ10412はベース・セパレータ10411とベース・セパレータ10413の間に位置する可能性がある。
[0118] ベース・セパレータ10411は、正の電極板1011と負の電極板1021の間に位置し、ベース・セパレータ10411は、正の電極板1011に接着されていてもよい。オプションとして、ベース・セパレータ10411と負の電極板1021の間に特定のギャップが存在する場合がある。
[0119] ベース・セパレータ10412は、負の電極板1021と正の電極板1012の間に位置し、ベース・セパレータ10412は、負の電極板1021に接着されていてもよい。オプションとして、ベース・セパレータ10412と正の電極板1012の間に特定のギャップが存在する場合がある。
[0120] ベース・セパレータ10413は、正の電極板1012と負の電極板1022の間に位置し、ベース・セパレータ10413は、正の電極板1012に接着されていてもよい。オプションとして、ベース・セパレータ10413と負の電極板1022の間に特定のギャップが存在する場合がある。
[0121] 図6の上側の図に示すように、セパレータ・コーティング層10451はベース・セパレータ10411のエッジ領域に接着され、セパレータ・コーティング層10451は、ベース・セパレータ10411のうちの表面であってベース・セパレータ10412に近い表面に配置されている。セパレータ・コーティング層10452はベース・セパレータ10412のエッジ領域に接着され、セパレータ・コーティング層10452は、ベース・セパレータ10412のうちの表面であってベース・セパレータ10411に近い表面に配置されている。セパレータ・コーティング層10451とセパレータ・コーティング層10452の双方は、高温で溶けることが可能な接着性を有するセパレータ・コーティング層である。セパレータ・コーティング層10451とセパレータ・コーティング層10452は、負の電極板1021の同じ側に配置されることが可能である。
[0122] オプションとして、セパレータ・コーティング層10451とセパレータ・コーティング層10452の幅は、負の電極板1021の幅の0.1%ないし45%であってもよい。
[0123] オプションとして、セパレータ・コーティング層10451とセパレータ・コーティング層10452の幅は、負の電極板1021の幅の0.5%ないし5.0%であってもよい。
[0124] 同様に、図6の上側の図に示すように、セパレータ・コーティング層10453はベース・セパレータ10412のエッジ領域に接着され、セパレータ・コーティング層10453は、ベース・セパレータ10412のうちの表面であってベース・セパレータ10413に近い表面に配置されている。セパレータ・コーティング層10454はベース・セパレータ10413のエッジ領域に接着され、セパレータ・コーティング層10454は、ベース・セパレータ10413のうちの表面であってベース・セパレータ10412に近い表面に配置されている。セパレータ・コーティング層10453とセパレータ・コーティング層10454の双方は、高温で溶けることが可能な接着性を有するセパレータ・コーティング層である。セパレータ・コーティング層10453とセパレータ・コーティング層10454は、正の電極板1012の同じ側に配置される可能性がある。
[0125] オプションとして、セパレータ・コーティング層10453とセパレータ・コーティング層10454の幅は、正の電極板1012の幅の0.1%ないし45%であってもよい。
[0126] オプションとして、セパレータ・コーティング層10453とセパレータ・コーティング層10454の幅は、正の電極板1012の幅の0.5%ないし5.0%であってもよい。
[0127] ホット・プレス・プロセスは、ベース・セパレータと電極板の間の強固な結合を促進することができる。図6の下側の図に示すように、ホット・プレス・プロセスの後に、ベース・セパレータ10411は正の電極板1011と負の電極板1021の両方に接着されることが可能であり、ベース・セパレータ10412は負の電極板1021と正の電極板1012の両方に接着されることが可能であり、ベース・セパレータ10413は正の電極板1012と負の電極板1022の両方に接着されることが可能である。
[0128] 更に、ホット・プレス・プロセスは、互いに近接する2つの第1のタイプのセパレータ・コーティング層1042の融合を促進することが可能である。図6の下側の図に示すように、ホット・プレス・プロセスでは、セパレータ・コーティング層10451とセパレータ・コーティング層10452は高い温度及び加圧の影響を受けて溶け出し、ベース・セパレータ10411とベース・セパレータ10412上を流れて広がり、次いで、互いに融合して第1のタイプのセパレータ・コーティング層10421を形成することが可能である。従って、第1のタイプのセパレータ・コーティング層10421は、ベース・セパレータ10411とベース・セパレータ10412の間に接続されることが可能であり、その結果、負の電極板1021の側面であって、セパレータ・コーティング層10451とセパレータ・コーティング層10452に近い側面は、ベース・セパレータ10411と、第1のタイプのセパレータ・コーティング層10421と、ベース・セパレータ10412とで包囲されることが可能である。換言すれば、電極板の一端は、セパレータにより閉じられることが可能である。これは、負の電極板1021と近辺の正の電極板(例えば、正の電極板1011や正の電極板1012)との間の短絡の可能性を減らすのに役立つ。
[0129] 同様に、ホット・プレス・プロセスは、セパレータ・コーティング層10453とセパレータ・コーティング層10454をともに融合して、第1のタイプのセパレータ・コーティング層10422を形成することが可能である。従って、第1のタイプのセパレータ・コーティング層10422は、ベース・セパレータ10412とベース・セパレータ10413の間に接続されることが可能であり、その結果、正の電極板1012の側面であって、セパレータ・コーティング層10453とセパレータ・コーティング層10454に近い側面は、ベース・セパレータ10412と、第1のタイプのセパレータ・コーティング層10422と、ベース・セパレータ10413とで包囲されることが可能である。これは、正の電極板1012と近辺の負の電極板(例えば、負の電極板1021や負の電極板1022)との間の短絡の可能性を減らすのに役立つ。
[0130] また、高温で溶けることが可能なセパレータ・コーティング層が、ベース・セパレータのエッジ領域に配置され、このことは、セパレータと電極板との結合の密着性を向上させ、それによりリチウム・イオン析出のリスクを低減することに役立つ。更に、高温で溶けることが可能なセパレータ・コーティング層が、ベース・セパレータのエッジ領域に配置され、このことは、電極全体のホット・プレス均一性を向上させることに役立つだけでなく、電極板とセパレータの間の結合力を向上させ、バッテリーのサイクル・パフォーマンスを向上させることに役立つ可能性がある。また、熱的な酷使の状況などにおいて、接着力の影響により、セパレータにとって収縮することは更に困難になり、セルの変形量を低減させることに役立つ。
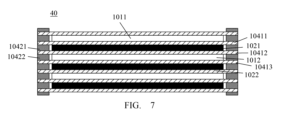
[0131] 図6の例において、第1のタイプのセパレータ・コーティング層10421は、代替的に、負の電極板1021のサイド・エッジに接着されてもよい。同様に、第1のタイプのセパレータ・コーティング層10422は、正の電極板1012のサイド・エッジに接着されてもよい。別の例では、図7に示すように、第1のタイプのセパレータ・コーティング層10421と負の電極板1021のサイド・エッジとの間にギャップが存在してもよく、即ち、第1のタイプのセパレータ・コーティング層10421は、負の電極板1021のサイド・エッジに接着されていなくてもよい。同様に、第1のタイプのセパレータ・コーティング層10422と正の電極板1012のサイド・エッジとの間にギャップが存在してもよく、即ち、第1のタイプのセパレータ・コーティング層10422は、正の電極板1012のサイド・エッジに接着されていなくてもよい。これは、ベース・セパレータの収縮に対してマージンをもたらすことに役立つ。
[0132] 図6に示される例では、第1のタイプのセパレータ・コーティング層10421は、ベース・セパレータ10411とベース・セパレータ10412の間に形成される間隔をおいた空間内に配置されることが可能である。同様に、第1のタイプのセパレータ・コーティング層10422は、ベース・セパレータ10412とベース・セパレータ10413との間に形成される間隔をおいた空間内に配置されることが可能である。別の例では、図8に示されるように、複数の第1のタイプのセパレータ・コーティング層10423は、複数のベース・セパレータ(例えば、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413)にわたって広がり、複数のベース・セパレータのエッジで互いに融合していてもよい。例えば、ホット・プレスの後に、バッテリー40の同じ側にある(図6に示されるような)セパレータ・コーティング層10451、セパレータ・コーティング層10452、セパレータ・コーティング層10453、セパレータ・コーティング層10454はともに融合させられて、図8に示す第1のタイプのセパレータ・コーティング層10423を形成してもよい。第1のタイプのセパレータ・コーティング層10423は、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413の全てに接続されることが可能であり、第1のタイプのセパレータ・コーティング層10423はベース・セパレータ10412のサイド・エッジ10415を包み込むことが可能である。前述のように、第1のタイプのセパレータ・コーティング層10423は、ベース・セパレータ10411の第1のエッジ領域とベース・セパレータ10412の第2のエッジ領域とに接着されることが可能である。また、第1のタイプのセパレータ・コーティング層10423は、ベース・セパレータ10412の第3のエッジ領域と、ベース・セパレータ10412のサイド・エッジ10415と、ベース・セパレータ10413の第4のエッジ領域とに更に接着されてもよい。サイド・エッジ10415は、ベース・セパレータ10412の第2のエッジ領域とベース・セパレータ10412の第3のエッジ領域との間に接続され、第3のエッジ領域と第4のエッジ領域は互いに対向して配置され、第1のエッジ領域、第2のエッジ領域、第3のエッジ領域、第4のエッジ領域、及びサイド・エッジ10415は全てバッテリー40の同じ側に位置している。
[0133] 図8に示される例では、第1のタイプのセパレータ・コーティング層10423は、負の電極板1021のサイド・エッジと正の電極板1012のサイド・エッジに接着していてもよい。図7を参照すると、図8に示される第1のタイプのセパレータ・コーティング層10423は、電極板のサイド・エッジに付いていない場合がある、ということを理解することができる。図9に示されるように、第1のタイプのセパレータ・コーティング層10423は、負の電極板1021のサイド・エッジにも正の電極板1012のサイド・エッジにも接着していない場合がある。別の可能な例では、第1のタイプのセパレータ・コーティング層10423は、図4に示される複数の正の電極板101及び複数の負の電極板102のうちの少なくとも1つのターゲット電極板のサイド・エッジに付着していてもよく、また、複数の正の電極板101及び複数の負の電極板102うちの少なくとも1つのターゲット電極板以外の電極板のサイド・エッジには付着していない、ということが理解されるべきである。これは、ベース・セパレータの収縮に対するマージンを提供することに役立つ。
[0134] 図10は、本願の実施形態によるホット・プレス・プロセスを使用してバッテリー40を処理する別の仕組みの概略図である。図10の上側の図(即ち、図10で矢印の上に位置している図)は、ホット・プレス・プロセス前のバッテリー40の別の構造の概略図である。図10の下側の図(即ち、図10の矢印の下に位置している図)は、ホット・プレス・プロセス後のバッテリー40の別の構造の概略図である。図6に示される例と同様に、図10に示されるバッテリー40は、正の電極板1011、正の電極板1012、負の電極板1021、負の電極板1022、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413を含むことが可能である。
[0135] 図10の上側の図に示されるように、セパレータ・コーティング層10451はベース・セパレータ10411のエッジ領域に接着され、セパレータ・コーティング層10451は、ベース・セパレータ10411の表面であって、ベース・セパレータ10412に近い表面に配置されている。セパレータ・コーティング層10452はベース・セパレータ10412のエッジ領域に接着され、セパレータ・コーティング層10452は、ベース・セパレータ10412の表面であって、ベース・セパレータ10411に近い表面に配置されている。セパレータ・コーティング層10451とセパレータ・コーティング層10452は双方ともに、高温で溶けることが可能な密着性を有するセパレータ・コーティング層である。セパレータ・コーティング層10451とセパレータ・コーティング層10452は、負の電極板1021の同じ側に配置されることが可能である。
[0136] 図6に示される例とは異なり、図10に示される例では、図6に示したセパレータ・コーティング層10453は、ベース・セパレータ10412の表面であってベース・セパレータ10413に近い表面には接着されていない可能性があり、また、図6に示したセパレータ・コーティング層10454は、ベース・セパレータ10413の表面であってベース・セパレータ10412に近い表面には接着されていない可能性がある。
[0137] 図6に示される例と同様に、図10の下側の図に示すように、ホット・プレス・プロセスは、ベース・セパレータと電極板との間の強固な結合を促進する。
[0138] 図10の下側の図に示されるように、セパレータ・コーティング層10451とセパレータ・コーティング層10452を融合して、第1のタイプのセパレータ・コーティング層10421を形成することが可能であり、また、セパレータ・コーティング層10451とセパレータ・コーティング層10452の両方がベース・セパレータ10411とベース・セパレータ10412の間に位置している。そのため、第1のタイプのセパレータ・コーティング層10421は、ベース・セパレータ10411とベース・セパレータ10412の間に接続され、その結果、負の電極板1021のうちの側面であって、セパレータ・コーティング層10451とセパレータ・コーティング層10452に近い側面は、ベース・セパレータ10411、第1のタイプのセパレータ・コーティング層10421、及びベース・セパレータ10412で囲むことが可能である。ベース・セパレータ10412とベース・セパレータ10413の間には、図6に示されているセパレータ・コーティング層10453もセパレータ・コーティング層10454も配置されていないので、図10に示す例は、図6に示す第1タイプのセパレータ・コーティング層10422を有していなくてよい。
[0139] 図10に示す例では、負の電極板を囲むベース・セパレータとセパレータ・コーティング層は、負の電極板と隣接する正の電極板との間の短絡の可能性を低減するのに役立つ。図3及び図6に示される例と比較して、図10に示される例では、より少ないセパレータ・コーティング層材料を用いて、正の電極板と負の電極板との間に短絡が発生することを防止する。
[0140] 図11は、本願の実施形態によるホット・プレス・プロセスを使用することによりバッテリー40を処理する更に別の仕組みの概略図である。図11の上側の図(即ち、図11で矢印の上に位置している図)は、ホット・プレス・プロセス前のバッテリー40の更に別の構造の概略図である。図11の下側の図(即ち、図11の矢印の下に位置している図)は、ホット・プレス・プロセス後のバッテリー40の更に別の構造の概略図である。図6に示される例と同様に、図11のバッテリー40は、正の電極板1011、正の電極板1012、負の電極板1021、負の電極板1022、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413を含むことが可能である。
[0141] 図6に示される例とは異なり、図11の上側の図に示すように、図6に示されていたセパレータ・コーティング層10451は、ベース・セパレータ10411のうちの表面であってベース・セパレータ10412に近い表面に接着されていなくてもよく、図6に示されていたセパレータ・コーティング層10452は、ベース・セパレータ10412のうちの表面であってベース・セパレータ10411に近い表面に接着されていなくてよい。
[0142] 図11の上側の図に示すように、セパレータ・コーティング層10453はベース・セパレータ10412のエッジ領域に接着され、セパレータ・コーティング層10453はベース・セパレータ10412のうちの表面であってベース・セパレータ10413に近い表面に配置されている。セパレータ・コーティング層10454はベース・セパレータ10413のエッジ領域に接着され、セパレータ・コーティング層10454はベース・セパレータ10413のうちの表面であってベース・セパレータ10412に近い表面に配置されている。セパレータ・コーティング層10453とセパレータ・コーティング層10454の両方は、高温で溶ける接着性を有するセパレータ・コーティング層である。セパレータ・コーティング層10453とセパレータ・コーティング層10454は、正の電極板1012の同じ側に配置されることが可能である。
[0143] 図6に示される例と同様に、図11の下側の図に示されているように、ホット・プレス・プロセスは、ベース・セパレータと電極板との間の強固な結合を促進する。
[0144] 図11の下側の図に示すように、セパレータ・コーティング層10453とセパレータ・コーティング層10454を融合させて、第1のタイプのセパレータ・コーティング層10422を形成することが可能であり、セパレータ・コーティング層10453とセパレータ・コーティング層10454の両方がベース・セパレータ10412とベース・セパレータ10413の間に位置する。従って、第1のタイプのセパレータ・コーティング層10422は、ベース・セパレータ10412とベース・セパレータ10413との間に接続されることが可能であり、その結果、正の電極板1012のうちの側面であってセパレータ・コーティング層10453とセパレータ・コーティング層10454に近い側面は、ベース・セパレータ10412と、第1のタイプのセパレータ・コーティング層10422と、ベース・セパレータ10413とで包囲されることが可能である。ベース・セパレータ10411とベース・セパレータ10412との間には、図6に示されていたセパレータ・コーティング層10451もセパレータ・コーティング層10452も配置されていないので、図11に示される例は、図6に示されていた第1のタイプのセパレータ・コーティング層10421を有しなくてよい。
[0145] 図11に示す例では、正の電極板を囲むセパレータ・コーティング層とベース・セパレータは、正の電極板と近辺の負の電極板との間の短絡の可能性を低減するのこと役立つ。図3及び図6に示されている例と比較して、図11に示される実施形態では、より少ないセパレータ・コーティング層材料を用いて、正の電極と負の電極との間で短絡が発生することを防止する。
[0146] 図10に示す例では、第1のタイプのセパレータ・コーティング層10423は、ベース・セパレータ10411とベース・セパレータ10412との間に形成される間隔をおいた空間内に配置されることが可能である。別の例では、第1のタイプのセパレータ・コーティング層10423は、複数のベース・セパレータ(例えば、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413)にわたって広がり、複数のベース・セパレータのエッジで互いに融合していてもよい。
[0147] 図12に示すように、第1のタイプのセパレータ・コーティング層10423は、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413、ベース・セパレータ10416の全てに接続されることが可能である。ベース・セパレータ10413は、ベース・セパレータ10412とベース・セパレータ10416の間に位置する。ベース・セパレータ10413とベース・セパレータ10416は、同じ電極板に隣接していてもよい。ベース・セパレータ10411とベース・セパレータ10412は負の電極板1021の両側に接着されており、ベース・セパレータ10413とベース・セパレータ10416は負の電極板1022の両側に接着されている。ベース・セパレータ10411の第1のエッジ領域とベース・セパレータ10412の第2のエッジ領域に接着されるだけでなく、第1のタイプのセパレータ・コーティング層10423は、ベース・セパレータ10413の第5のエッジ領域とベース・セパレータ10416の第6のエッジ領域にも更に接着されることが可能である。第5のエッジ領域と第6のエッジ領域は互いに対向して配置される。更に、第1のタイプのセパレータ・コーティング層10423は、ベース・セパレータ10412のサイド・エッジ10415とベース・セパレータ10413のサイド・エッジ10417を更に包み込むことが可能である。第1のエッジ領域、第2のエッジ領域、第5のエッジ領域、第6のエッジ領域、サイド・エッジ10415、サイド・エッジ10417は、バッテリー40の同じ側に位置している。
[0148] 図9と図12を参照すると、第1のタイプのセパレータ・コーティング層10423は電極板のサイド・エッジに接着していない場合がある、とうことが分かる。これは、ベース・セパレータの収縮に対するマージンを提供することに役立つ。
[0149] 図11と図12を参照すると、別の例では、ベース・セパレータ10411とベース・セパレータ10412は正の電極板の両側に接着されることが可能であり、ベース・セパレータ10413とベース・セパレータ10416は別の正の電極板の両側に接着されることが可能である、ということが分かる。表面張力や極性の影響の下で、電極板のエッジ領域は電極板の中間領域に向かって収縮する傾向があり、その結果、エッジ領域における電極板の厚さは、中間領域における電極板の厚さよりも僅かに薄くなっている。換言すれば、電極板の中間領域に対してはセパレータを接着しやすく、電極板のエッジ領域に対してはセパレータを接着しにくい。その結果、電極板のエッジは、セパレータに強固に接着できない場合があり、即ち、電極板とセパレータの間に隙間が生じる可能性がある。バッテリー40が複数回電気を充電及び放電した後、電極板とセパレータの間の隙間にリチウム・イオンが集まって析出し、固体リチウムを形成する可能性がある。セパレータの厚さは薄く、固体リチウムはセパレータを貫通しやすいことに起因して、正の電極板101と負の電極板102の間で短絡の可能性が高くなる。
[0150] 図13は、本願の実施形態によるバッテリー40の構造の概略図である。
[0151] バッテリー40は、複数の正の電極板101、複数の負の電極板102、及び複数のベース・セパレータ1041であって間隔を置いて積み重ねて配置されたものを含むことが可能である。図4における白い長方形は正の電極板101を表現するために使用されている可能性があり、図4における黒い長方形は負の電極板102を表現するために使用されている可能性があり、図4におけるスラッシュが入っている長方形はベース・セパレータ1041を表現するために使用されている可能性がある。1つの負の電極板102は隣接する任意の2つの正の電極板101の間に配置され、1つの正の電極板101は隣接する任意の2つの負の電極板102の間に配置され、1つのベース・セパレータ1041は隣接する任意の正の電極板101と負の電極板102の間に配置される。ベース・セパレータ1041は正の電極板101と負の電極板102の間に接着されてもよい。
[0152] バッテリー40は、第2のタイプのセパレータ・コーティング層1043と第3のタイプのセパレータ・コーティング層1044とを更に含んでもよい。図13の黒い格子で満たされた白色パターンは、第2のタイプのセパレータ・コーティング層1043を表現するために使用されている。図13の白い格子で満たされた黒色パターンは、第3のタイプのセパレータ・コーティング層1044を表すために、が使用されている。第2のタイプのセパレータ・コーティング層1043と第3のタイプのセパレータ・コーティング層1044は、ベース・セパレータ1041の少なくとも一方の表面に接着されることが可能である。
[0153] 第2のタイプのセパレータ・コーティング層1043はベース・セパレータ1041の中間領域に接着されることが可能であり、第3のタイプのセパレータ・コーティング層1044はベース・セパレータ1041のエッジ領域に接着されることが可能である(中間領域及びエッジ領域の定義については、前述の説明及び図5に示される例を参照されたい。詳細はここで再び説明されない)。第2のタイプのセパレータ・コーティング層1043は第3のタイプのセパレータ・コーティング層1044に接続されていてもよい。第2のタイプのセパレータ・コーティング層1043と第3のタイプのセパレータ・コーティング層1044との間の境界は、ベース・セパレータ1041の中間領域とエッジ領域との間の境界に対応していてもよい。第2のタイプのセパレータ・コーティング層1043と第3のタイプのセパレータ・コーティング層1044との間に隙間は無く、電極板とセパレータとの間に隙間が存在する可能性を最小限にしてもよい。
[0154] 一例では、第2のタイプのセパレータ・コーティング層1043は、ベース・セパレータ1041に接着され、電極板の周囲を完全にカバーしており;また、第3のタイプのセパレータ・コーティング層1044はベース・セパレータ1041に接着され、電極板の周囲の外側に位置している。
[0155] 別の例では、第2のタイプのセパレータ・コーティング層1043はベース・セパレータ1041に接着され、電極板の一部をカバーしており;また、第3のタイプのセパレータ・コーティング層1044は、ベース・セパレータ1041に接着され、電極板の残りの部分をカバーする第1の部分と、電極板の外周の外側に位置する第2の部分とを含んでいる。
[0156] オプションとして、第3のタイプのセパレータ・コーティング層1044の幅は、電極板の幅の0.1%ないし45%とすることが可能である。
[0157] オプションとして、第3のタイプのセパレータ・コーティング層1044の幅は、電極板の幅の0.5%ないし5.0%とすることが可能である。
[0158] オプションとして、第2のタイプのセパレータ・コーティング層1043の結晶性は、80%未満である。
[0159] オプションとして、第2のタイプのセパレータ・コーティング層1043の結晶性は50.0%ないし80.0%とすることが可能である。
[0160] オプションとして、第3のタイプのセパレータ・コーティング層1044の結晶性は、80%未満である。
[0161] オプションとして、第2のタイプのセパレータ・コーティング層1043の結晶性は50.0%ないし80.0%とすることが可能である。
[0162] オプションとして、第3のタイプのセパレータ・コーティング層1043の溶解度パラメータは第1の溶解度パラメータであり、バッテリー内の電解質の溶解度パラメータは第2の溶解度パラメータである。第1の溶解度パラメータは第2の溶解度パラメータ以下であり、第2の溶解度パラメータと第1の溶解度パラメータの間の差は、事前設定された溶解度パラメータ未満である。
[0163] 一例では、第1の溶解度パラメータは、20ないし26±1(J/cm3)0.5であり、第2の溶解度パラメータは26±1(J/cm3)0.5である。
[0164] 一例では、事前に設定された溶解度パラメータは、5(J/cm3)0.5以下である。
[0165] 第3のタイプのセパレータ・コーティング層1043の溶解度パラメータは電解質の溶解度パラメータよりも小さいので、第3のタイプのセパレータ・コーティング層1043は電解質と相容性がある可能性がある。第3のタイプのセパレータ・コーティング層1043の溶解度パラメータは電解質の溶解度パラメータと若干相違し、従って、第3のセパレータ・コーティング層1043は電解質に完全には溶解せず、このことは、第3のタイプのセパレータ・コーティング層1043がベース・セパレータ上に広がることに役立つ。
[0166] 第2のタイプのセパレータ・コーティング層1043と第3のタイプのセパレータ・コーティング層1044は双方とも粘着性があってもよく、高温で溶けることが可能である(バッテリーの分野では、40°Cないし60°Cを超える温度は高温として理解されてもよい場合がある)。換言すれば、第2のタイプのセパレータ・コーティング層1043と第3のタイプのセパレータ・コーティング層1044は両方とも接着性ポリマーを含んでいてもよい。第2のタイプのセパレータ・コーティング層1043は第1の質量含有量を有する接着性ポリマーを含み、第3のタイプのセパレータ・コーティング層1044は第2の質量含有量を有する接着性ポリマーを含み、ここで、第1の質量含有量は第2の質量含有量未満である。図13は、第1の質量含有量と第2の質量含有量の構造の概略図を別々に示している。具体的には、ベース・セパレータ1041の中間領域をカバーするセパレータ・コーティング層は、含有量の低い接着性ポリマーを含み、ベース・セパレータ1041のエッジ領域をカバーするセパレータ・コーティング層は、含有量の高い接着性ポリマーを含む。
[0167] オプションとして、第2の質量含有量は、例えば、0.4 g/m2ないし5 g/m2とすることが可能である。
[0168] 一例では、第3のタイプのセパレータ・コーティング層1044は、質量含有量が0.5 g/m2である接着性ポリマーを含むことが可能である。第3のタイプのセパレータ・コーティング層1044のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ポリテトラフルオロエチレン共重合体は47.5の部分を占め、脱イオン水が50の部分を占め、水性湿潤剤が1.0の部分を占め、水性分散剤が1.5の部分を占める。次いで、脱イオン水にポリテトラフルオロエチレン共重合体を添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層1044の均一に混合されたスラリーが得られる。
[0169] 別の例では、第3のタイプのセパレータ・コーティング層1044は、質量含有量が0.62 g/m2である接着性ポリマーを含むことが可能である。第3のタイプのセパレータ・コーティング層1044のスラリーを構成する方法は、以下を含む可能性ある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ベーマイトは30の部分を占め、脱イオン水は46の部分を占め、接着剤は13.5の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤は1.5の部分を占める。次いで、ベーマイトを脱イオン水に添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層1044の均一に混合されたスラリーが得られる。
[0170] 更に別の例では、第3のタイプのセパレータ・コーティング層1044は、質量含有量が0.62 g/m2である接着性ポリマーを含むことが可能である。第3のタイプのセパレータ・コーティング層1044のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ポリフッ化ビニリデン-ヘキサフルオロプロピレンは51.5の部分を占め、脱イオン水は46の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤は1.5の部分を占める。次いで、脱イオン水にポリフッ化ビニリデン-ヘキサフルオロプロピレンを添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層1044の均一に混合されたスラリーが得られる。
[0171] 更に別の例では、第3のタイプのセパレータ・コーティング層1044は、質量含有量が0.45 g/m2である接着性ポリマーを含むことが可能である。第3のタイプのセパレータ・コーティング層1044のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ポリヘキサフルオロプロピレン共重合体は52.0の部分を占め、脱イオン水は45.5の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤は1.5の部分を占める。次いで、脱イオン水にポリヘキサフルオロプロピレン共重合体を添加して、高速分散機で高速分散させてスラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤と水性湿潤剤を加えて、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層1044の均一に混合されたスラリーが得られる。
[0172] オプションとして、第2の質量含有量は、例えば、0.8 g/m2ないし2.5 g/m2であってもよい。
[0173] オプションとして、第2の質量含有量と第1の質量含有量の間の差分は、例えば、0.05 g/m2ないし4.5 g/m2であってもよい。
[0174] オプションとして、第2の質量含有量と第1の質量含有量の間の差分は、例えば、0.1 g/m2ないし2.0 g/m2であってもよい。
[0175] 接着性ポリマーは、例えば、ポリフッ化ビニリデン、ポリヘキサフルオロプロピレン、フッ化ビニリデン-ヘキサフルオロプロピレン共重合体、フッ化ビニリデン-トリクロロエチレン共重合体、ポリエチレン-酢酸ビニル共重合体、カルボキシメチルセルロースナトリウム、スチレン-ブタジエンゴム、ポリアクリル酸、ポリアクリル酸塩、ポリアクリレート、ポリアクリロニトリル、ポリアミド、ポリイミド、ポリエチレン酸化物、セルロースアセテート、セルロースアセテート・ブチラート、セルロースアセテートプロピオン酸塩、ポリビニルピロリドン、ポリビニル・アセテート、ポリビニルエーテル、ポリメチルメタクリレート、及びポリテトラフルオロエチレンのうちの少なくとも1つを含むことが可能である。
[0176] 図13の部分拡大図に示すように、第2のタイプのセパレータ・コーティング層1043と第3のタイプのセパレータ・コーティング層1044は、質量含有量が異なる接着性ポリマーを含むので、第3のタイプのセパレータ・コーティング層1044の厚さは、第2のタイプのセパレータ・コーティング層1043の厚さよりも若干高くなる可能性がある。具体的には、第3のタイプのセパレータ・コーティング層1044は、第3のタイプのセパレータ・コーティング層1044と第2のタイプのセパレータ・コーティング層1043の間の境界位置で第1の厚さを有していてもよく、ここで、第1の厚さは、第2のタイプのセパレータ・コーティング層1043の厚さと同じであってもよく;また、第3のタイプのセパレータ・コーティング層1044の別の位置で第2の厚さを有していてもよく、ここで、第2の厚さは第1の厚さよりも大きい。これは、セパレータと電極板の間の結合の緊密性を改善することに役立つ。
[0177] 一部の特殊なシナリオでは、電極板のエッジの部分を、第2のタイプのセパレータ・コーティング層1043に強固に接着できない場合がある。第3のタイプのセパレータ・コーティング層1044は、より多くの接着性ポリマーを有するので、第3のタイプのセパレータ・コーティング層1044は、第2のタイプのセパレータ・コーティング層1043と電極板との間に充填されて、セパレータと電極板との間の結合の緊密性を更に向上させることが可能である。
[0178] 図14は、本願の実施形態によるホット・プレス・プロセスを使用することによりバッテリー40を処理する仕組みの概略図である。図14の上側の図(即ち、図14で矢印の上に位置している図)は、ホット・プレス・プロセス前のバッテリー40の構造の概略図である。図14の下側の図(即ち、図14で矢印の下に位置している図)は、ホット・プレス・プロセス後のバッテリー40の構造の概略図である。
[0179] バッテリー40は、正の電極板1011、正の電極板1012、負の電極板1021、負の電極板1022であって順に積み重ねられたものを含むことが可能である。正の電極板1011と正の電極板1012は、隣接する2つの正の電極板であってもよい。負の電極板1021と負の電極板1022は、隣接する2つの負の電極板であってもよい。負の電極板1021は正の電極板1011と正の電極板1012の間にあり、正の電極板1012は負の電極板1021と負の電極板1022の間にある。
[0180] バッテリー40は、ベース・セパレータ10411、ベース・セパレータ10412、ベース・セパレータ10413を更に含むことが可能である。ベース・セパレータ10411は、正の電極板1011と負の電極板1021の間に位置することが可能である。ベース・セパレータ10412は、負の電極板1021と正の電極板1012の間に位置することが可能である。ベース・セパレータ10413は正の電極板1012と負の電極板1022の間に位置することが可能である。換言すれば、ベース・セパレータ10412はベース・セパレータ10411とベース・セパレータ10413の間に位置することが可能である。
[0181] バッテリー40は、第2のタイプのセパレータ・コーティング層10431、第2のタイプのセパレータ・コーティング層10432、第3のタイプのセパレータ・コーティング層10441、及び第3のタイプのセパレータ・コーティング層10442を更に含むことが可能である。
[0182] 第2のタイプのセパレータ・コーティング層10431は、ベース・セパレータ10411の側面であって、ベース・セパレータ10412から離れた側面に接着され、ベース・セパレータ10411の中間領域に接着される。第3のタイプのセパレータ・コーティング層10441は、ベース・セパレータ10411の側面であって、ベース・セパレータ10412から離れた側面に接着され、ベース・セパレータ10411のエッジ領域に接着される。第2のタイプのセパレータ・コーティング層10432は、ベース・セパレータ10411の側面であって、ベース・セパレータ10412に近い側面に接着され、ベース・セパレータ10411の中間領域に接着される。第3のタイプのセパレータ・コーティング層10442は、ベース・セパレータ10411の側面であって、ベース・セパレータ10412に近い側面に接着され、ベース・セパレータ10411のエッジ領域に接着される。第3のタイプのセパレータ・コーティング層10441と第3のタイプのセパレータ・コーティング層10442は、ベース・セパレータ10411の同じ側に位置していてもよい。
[0183] 図14の上側の図に示すように、ホット・プレス・プロセスの前に、第3のタイプのセパレータ・コーティング層10441は正の電極板1011に接着され、第2のタイプのセパレータ・コーティング層10431と正の電極板1011との間に特定の隙間が生じる可能性がある。ホット・プレス・プロセスでは、第3のタイプのセパレータ・コーティング層10441は高温及び加圧の影響の下で溶けて、ベース・セパレータ1041上で流れて広がることが可能である。ホット・プレス・プロセスの後に、第3のタイプのセパレータ・コーティング層10441と第2のタイプのセパレータ・コーティング層10431の両方は、正の電極板1011に接着することが可能である。
[0184] 図14の上側の図に示すように、ホット・プレス・プロセスの前に、第3のタイプのセパレータ・コーティング層10442は負の電極板1021に接着され、第2のタイプのセパレータ・コーティング層10432と負の電極板1021との間に特定の隙間が生じる可能性がある。ホット・プレス・プロセスでは、第3のタイプのセパレータ・コーティング層10442は高温及び加圧の影響の下で溶けて、ベース・セパレータ1041上で流れて広がることが可能である。ホット・プレス・プロセスの後に、第3のタイプのセパレータ・コーティング層10442と第2のタイプのセパレータ・コーティング層10432の両方は、負の電極板1021に接着することが可能である。
[0185] バッテリー40は、第2のタイプのセパレータ・コーティング層10433、第2のタイプのセパレータ・コーティング層10434、第3のタイプのセパレータ・コーティング層10443、及び第3のタイプのセパレータ・コーティング層10444を更に含むことが可能である。第2のタイプのセパレータ・コーティング層10433は、ベース・セパレータ10412の側面であってベース・セパレータ10411に近い側面に接着され、ベース・セパレータ10412の中間領域に接着される。第3のタイプのセパレータ・コーティング層10443は、ベース・セパレータ10412の側面であってベース・セパレータ10411に近い側面に接着され、ベース・セパレータ10412のエッジ領域に接着される。第2のタイプのセパレータ・コーティング層10434は、ベース・セパレータ10412の側面であってベース・セパレータ10413に近い側面に接着され、ベース・セパレータ10412の中間領域に接着される。第3のタイプのセパレータ・コーティング層10444は、ベース・セパレータ10412の側面であってベース・セパレータ10413に近い側面に接着され、ベース・セパレータ10412のエッジ領域に接着される。第3のタイプのセパレータ・コーティング層10443と第3のタイプのセパレータ・コーティング層10444は、ベース・セパレータ10412の同じ側に位置していてもよい。
[0186] 図14の上側の図に示すように、ホット・プレス・プロセスの前に、第3のタイプのセパレータ・コーティング層10443は負の電極板1021に接着され、第2のタイプのセパレータ・コーティング層10433と負の電極板1021との間に特定の隙間が生じる可能性がある。ホット・プレス・プロセスでは、第3のタイプのセパレータ・コーティング層10443は高温及び加圧の影響の下で溶けて、ベース・セパレータ1041上で流れて広がることが可能である。ホット・プレス・プロセスの後に、第3のタイプのセパレータ・コーティング層10443と第2のタイプのセパレータ・コーティング層10433の両方は、負の電極板1021に接着することが可能である。
[0187] 図14の上側の図に示すように、ホット・プレス・プロセスの前に、第3のタイプのセパレータ・コーティング層10444は正の電極板1012に接着され、第2のタイプのセパレータ・コーティング層10434と正の電極板1012との間に特定の隙間が生じる可能性がある。ホット・プレス・プロセスでは、第3のタイプのセパレータ・コーティング層10444は高温及び加圧の影響の下で溶けて、ベース・セパレータ1041上で流れて広がることが可能である。ホット・プレス・プロセスの後に、第3のタイプのセパレータ・コーティング層10444と第2のタイプのセパレータ・コーティング層10434の両方は、正の電極板1012に接着することが可能である。
[0188] バッテリー40は、第2のタイプのセパレータ・コーティング層10435、第2のタイプのセパレータ・コーティング層10436、第3のタイプのセパレータ・コーティング層10445、及び第3のタイプのセパレータ・コーティング層10446を更に含むことが可能である。第2のタイプのセパレータ・コーティング層10435は、ベース・セパレータ10413の側面であってベース・セパレータ10412に近い側面に接着され、ベース・セパレータ10413の中間領域に接着される。第3のタイプのセパレータ・コーティング層10445は、ベース・セパレータ10413の側面であってベース・セパレータ10412に近い側面に接着され、ベース・セパレータ10413のエッジ領域に接着される。第2のタイプのセパレータ・コーティング層10436は、ベース・セパレータ10413の側面であってベース・セパレータ10412から遠い側の側面に接着され、ベース・セパレータ10413の中間領域に接着される。第3のタイプのセパレータ・コーティング層10446は、ベース・セパレータ10413の側面であってベース・セパレータ10412から遠い側の側面に接着され、ベース・セパレータ10413のエッジ領域に接着される。第3のタイプのセパレータ・コーティング層10445と第3のタイプのセパレータ・コーティング層10446は、ベース・セパレータ10412の同じ側に位置していてもよい。
[0189] 図14の上側の図に示すように、ホット・プレス・プロセスの前に、第3のタイプのセパレータ・コーティング層10445が正の電極板1012に接着され、第2のタイプのセパレータ・コーティング層10435と正の電極板1012との間に特定の隙間が生じる可能性がある。ホット・プレス・プロセスでは、第3のタイプのセパレータ・コーティング層10445は高温及び加圧の影響の下で溶けて、ベース・セパレータ1041上を流れて広がることが可能である。ホット・プレス・プロセスの後に、第3のタイプのセパレータ・コーティング層10445と第2のタイプのセパレータ・コーティング層10435の両方は、正の電極板1012に接着することが可能である。
[0190] 図14の上側の図に示すように、ホット・プレス・プロセスの前に、第3のタイプのセパレータ・コーティング層10446は負の電極板1022に接着され、第2のタイプのセパレータ・コーティング層10436と負の電極板1022との間に特定の隙間が生じる可能性がある。ホット・プレス・プロセスでは、第3のタイプのセパレータ・コーティング層10446は高温及び加圧の影響の下で溶けて、ベース・セパレータ1041上で流れて広がることが可能である。ホット・プレス・プロセスの後に、第3のタイプのセパレータ・コーティング層10446と第2のタイプのセパレータ・コーティング層10436の両方は、負の電極板1022に接着することが可能である。
[0191] オプションとして、第3のタイプのセパレータ・コーティング層10441、第3のタイプのセパレータ・コーティング層10442、第3のタイプのセパレータ・コーティング層10443、第3のタイプのセパレータ・コーティング層10444、第3のタイプのセパレータ・コーティング層10445、第3のタイプのセパレータ・コーティング層10445の幅は、電極板の幅の0.1%ないし45%とすることが可能である。
[0192] オプションとして、第3のタイプのセパレータ・コーティング層10441、第3のタイプのセパレータ・コーティング層10442、第3のタイプのセパレータ・コーティング層10443、第3のタイプのセパレータ・コーティング層10444、第3のタイプのセパレータ・コーティング層10445、第3のタイプのセパレータ・コーティング層10445の幅は、電極板の幅の0.5%ないし5.0%とすることが可能である。
[0193] 結論として、ホット・プレス・プロセスの前に、電極板の中間領域に対応するセパレータは、ベース・セパレータと第2のタイプのセパレータ・コーティング層を含むことが可能であり、電極板のエッジ領域に対応するセパレータは、ベース・セパレータと第3のタイプのセパレータ・コーティング層を含むことが可能である。第2のタイプのセパレータ・コーティング層の厚さは、第3のタイプのセパレータ・コーティング層の(最小)厚さより薄い可能性があり、電極板の中間領域に対応するセパレータの厚さは、電極板のエッジ領域に対応するセパレータの厚さより薄い可能性がある。ホット・プレス・プロセスの後に、接着性ポリマーは、熱融解や架橋のような物理的変化を起こし、接着性ポリマーはベース・セパレータと電極板の間に完全に充填されことが可能であり、これによりリチウム・イオン析出の危険性を低減させる。
[0194] また、質量含有量の高い接着性ポリマーが、ベース・セパレータのエッジ領域に配置されており、このことは、エッジ領域でのベース・セパレータの結合能力を向上させることに役立ち、また、電極板とセパレータの間の結合力を向上させることにも役立ち、それによりバッテリーのサイクル・パフォーマンスを向上させ、セル変形の改善することに役立つ。更に、異なる含有量に起因して、エッジ領域の接着性ポリマーはより高い厚みを有する可能性があり、このことは電極の全体的なホット・プレス均一性を向上させることに役立つ。
[0195] 図15は、本願の実施形態によるバッテリー40の別の構造の概略図である。図6、図13、図15に示される例を参照すると、ホット・プレス・プロセスの後に、向かい合わせに配置された隣接する第3のタイプのセパレータ・コーティング層1044はともに融合されて、図15に示される第1のタイプのセパレータ・コーティング層1042を形成してもよい、ということが分かる。図13、図15に示される例を参照すると、第1のタイプのセパレータ・コーティング層1042に含まれる接着性ポリマーの質量含有量は、第2のタイプのセパレータ・コーティング層1043に含まれる接着性ポリマーの質量含有量より多い可能性があり、第1のタイプのセパレータ・コーティング層1042は、隣接する2つの基板の間に位置する電極板を囲むように、隣接する2つのベース・セパレータ1041の間に接続されてもよい。これは、隣接する正の電極板101と負の電極板102の間で短絡が発生する可能性を低減するのに役立つ。
[0196] 本願で提供される解決策の技術的効果を説明するために、以下、複数の実施形態を比較する。
[0197] 実施形態1
実施形態1は、10.8 Ahの容量と2.75 Vないし4.30 Vの使用電圧レンジを有する積層ポーチ・セル50110227に適用されてもよい(高さが50 mmであり、幅が110 mmであり、長さが227 mmである)。
[0198] バッテリーは、従来のベース・セパレータを含み、セパレータ・コーティング層はベース・セパレータの2つの平面に一様にコーティングされ、ここで、セパレータ・コーティング層は粘着性を有する。換言すれば、セパレータ・コーティング層の中間領域における接着性ポリマーの含有量は、セパレータ・コーティング層のエッジ領域における接着性ポリマーの含有量にほぼ等しい。接着性ポリマーの質量含有量は0.1 g/m2である。
[0199] 実施形態2
実施形態2は、容量5 Ahの容量と3.0 Vないし4.48 Vの使用電圧レンジを有する巻線ポーチ・セル506390に適用されてもよい(高さが50 mmであり、幅が63 mmであり、長さ90 mmである)。
[0200] バッテリーは、5.5μmの厚さのベース・セパレータ及びポリエチレン材料を含み、ベース・セパレータの気孔率は39.0%である。バッテリーは、ベース・セパレータのエッジ領域に接着されたセパレータ・コーティング層を更に含む(接着性を有するセパレータ・コーティング層は、ベース・セパレータの中間領域には接着されない)。セパレータ・コーティング層は、質量含有量が0.5 g/m2の接着性ポリマーを含む。セパレータ・コーティング層は、マシン方向TDにおいてベース・セパレータの両面にコーティングされてもよい。セパレータ・コーティング層の幅は3 mmであってもよい。セパレータ・コーティング層は、図4ないし図12で説明される第1のタイプのセパレータ・コーティング層に対応していてもよい。
[0201] 実施形態3
実施形態3は、10.8 Ahの容量と2.75 Vないし4.30 Vの使用電圧レンジを有する積層ポーチ・セル50110227に適用されてもよい(高さが50 mmであり、幅が110 mmであり、長さが227 mmである)。
[0202] バッテリーは、7.0μmの厚さのベース・セパレータ及びポリエチレン材料を含み、ベース・セパレータの気孔率は38.6%である。バッテリーは、ベース・セパレータのエッジ領域に接着されたセパレータ・コーティング層を更に含む(接着性を有するセパレータ・コーティング層は、ベース・セパレータの中間領域には接着されない)。セパレータ・コーティング層は、マシン方向MD及び横方向TDにおいて、ベース・セパレータの両面にコーティングされてもよい。セパレータ・コーティング層の幅は2 mmであってもよい。セパレータ・コーティング層は、接着性ポリマーとセラミック・コーティング層を含み、接着性ポリマーのセラミック・コーティング層に対する比率は5:5である。セパレータ・コーティング層は、質量含有量が0.62 g/m2である接着性ポリマーを含む。セパレータ・コーティング層は、質量含有量が0.62 g/m2であるセラミック・コーティング層を含む。セパレータ・コーティング層は、図4ないし図12で説明される第1のタイプのセパレータ・コーティング層に対応していてもよい。
[0203] 実施形態4
実施形態4は、5 Ahの容量と3.0 Vないし4.48 Vの使用電圧レンジを有する巻線ポーチ・セル506390に適用されてもよい(高さが50 mmであり、幅が63 mmであり、長さが90 mmである)。
[0204] バッテリーは、5.5μmの厚さのベース・セパレータ及びポリエチレン材料を含み、ベース・セパレータの気孔率は39.0%である。バッテリーは、ベース・セパレータのエッジ領域に接着されたセパレータ・コーティング層1と、ベース・セパレータの中間領域に接着されたセパレータ・コーティング層2とを更に含む。セパレータ・コーティング層1とセパレータ・コーティング層2の両方が、機械方向TDにおいてベース・セパレータの2面にコーティングされていてもよい。セパレータ・コーティング層1の幅は3 mmであってもよい。セパレータ・コーティング層1とセパレータ・コーティング層2の双方は接着性ポリマーを含む。セパレータ・コーティング層1において、接着性ポリマーの質量含有量は、0.6 g/m2である。セパレータ・コーティング層2において、接着性ポリマーの質量含有量は、0.1 g/m2である。セパレータ・コーティング層1は、図13及び図14で説明される第3のタイプのセパレータ・コーティング層と、図15で説明される第1のタイプのセパレータ・コーティング層とに対応していてもよい。セパレータ・コーティング層2は、図13ないし図15で説明される第2のタイプのセパレータ・コーティング層に対応していてもよい。
[0205] 実施形態5
実施形態5は、10.8 Ahの容量と2.75 Vないし4.30 Vの使用電圧レンジを有する巻線ポーチ・セル50110227に適用されてもよい(高さが50 mmであり、幅が110 mmであり、長さが227 mmである)。
[0206] バッテリーは、7.0μmの厚さのベース・セパレータ及びポリエチレン材料を含み、ベース・セパレータの気孔率は38.6%である。バッテリーは、ベース・セパレータのエッジ領域に接着されたセパレータ・コーティング層1と、ベース・セパレータの中間領域に接着されたセパレータ・コーティング層2とを更に含む。セパレータ・コーティング層1とセパレータ・コーティング層2の両方が、機械方向TDにおいてベース・セパレータの両面にコーティングされてもよい。セパレータ・コーティング層1の幅は2 mmであってもよい。セパレータ・コーティング層1とセパレータ・コーティング層2の双方は接着性ポリマーを含む。セパレータ・コーティング層1において、接着性ポリマーの質量含有量は、0.62 g/m2である。セパレータ・コーティング層2は、セラミック・コーティング層を更に含み、セラミック・コーティング層の接着性ポリマーに対する比率は5:5である。セパレータ・コーティング層2において、セラミック・コーティング層と接着性ポリマーの総質量含有量は、0.62 g/m2である。セパレータ・コーティング層1は、図13及び図14で説明される第3のタイプのセパレータ・コーティング層と、図15で説明される第1のタイプのセパレータ・コーティング層とに対応していてもよい。セパレータ・コーティング層2は、図13ないし図15で説明される第2のタイプのセパレータ・コーティング層に対応していてもよい。
[0207] セパレータ・コーティング層2の原材料は、例えば、ベーマイトが25の部分、ポリフッ化ビニリデン-ヘキサフルオロプロピレンが25の部分、脱イオン水が46の部分、接着剤が3.5の部分、水性湿潤剤が1.0の部分、水性分散剤が1.5の部分を含む可能性がある。次いで、ベーマイトを脱イオン水に添加して、高速分散機で高速分散させて、スラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解したポリフッ化二フッ化ビニリデン-ヘキサフルオロプロピレン、脱イオン水、接着剤、水性湿潤剤、水性分散剤を添加し、十分に撹拌及び粉砕し、この場合において攪拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層の均一に混合されたスラリーが得られる。
[0208] 実施形態6
実施形態6は、2.8 Ahの容量と、3.0 Vないし4.48 Vの使用電圧レンジを有する巻線ポーチ・セル454378に適用されてもよい(高さが45 mmであり、幅が43 mmであり、長さが78 mmである)。
[0209] バッテリーは、7.0μmの厚さのベース・セパレータ及びポリプロピレン材料を含み、ベース・セパレータの気孔率は37.7%である。
[0210] バッテリーは、単一の表面に接着されたセラミック・コーティング層と、ベース・セパレータのエッジ領域に接着されたセパレータ・コーティング層1と、ベース・セパレータの中間領域に接着されたセパレータ・コーティング層2とを更に含む。セパレータ・コーティング層1とセパレータ・コーティング層2の両方が、機械方向TDにおいてベース・セパレータの両面にコーティングされてもよい。セパレータ・コーティング層1の幅は、2 mmであってもよい。セパレータ・コーティング層1とセパレータ・コーティング層2の双方は接着性ポリマーを含む。セパレータ・コーティング層1において、接着性ポリマーの質量含有量は0.95 g/m2である。セパレータ・コーティング層2において、接着性ポリマーの質量含有量は0.5 g/m2である。セパレータ・コーティング層1は、図13及び図14で説明される第3のタイプのセパレータ・コーティング層と、図15で説明される第1のタイプのセパレータ・コーティング層とに対応していてもよい。セパレータ・コーティング層2は、図13ないし図15で説明される第2のタイプのセパレータ・コーティング層に対応していてもよい。
[0211] セラミック・コーティング層の原材料は、例えば、ベーマイトが50の部分、脱イオン水が45.5の部分、カルボキシメチルセルロースが1.0の部分、スチレンブタジエンゴムが3.5の部分を含む可能性がある。次いで、ベーマイトを脱イオン水に添加して、高速分散機で高速分散させて、スラリー分散液を取得し、この場合において、具体的な回転速度は、例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解したカルボキシメチルセルロースとスチレンブタジエンゴムを添加し、十分に撹拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層の均一に混合されたスラリーが得られる。
[0212] 実施形態7
実施形態7は、3.6 Ahの容量と3.0 Vないし4.48 Vの使用電圧レンジを有する巻線ポーチ・セル455382に適用することができる(高さが45 mmであり、幅が53 mmであり、長さが82 mmである)。
[0213] バッテリーは、4.5μmの厚さのベース・セパレータ及びポリエチレン材料を含み、ベース・セパレータの気孔率は38.5%である。バッテリーは、ベース・セパレータのエッジ領域に接着されたセパレータ・コーティング層1と、ベース・セパレータの中間領域に接着されたセパレータ・コーティング層2とを更に含む。セパレータ・コーティング層1とセパレータ・コーティング層2の両方が、機械方向TDにおいてベース・セパレータの両面にコーティングされていてもよい。セパレータ・コーティング層1の幅は、1.5 mmであってもよい。セパレータ・コーティング層1とセパレータ・コーティング層2の双方は、接着性ポリマーとセラミック・コーティング層を含む。セパレータ・コーティング層1において、接着性ポリマーのセラミック・コーティング層に対する比率は7:3である。セパレータ・コーティング層2において、接着性ポリマーのセラミック・コーティング層に対する比率は5:5である。片面におけるセパレータ・コーティング層の質量含有量は、0.43 g/m2である。セパレータ・コーティング層1は、図13及び図14で説明される第3のタイプのセパレータ・コーティング層と、図15で説明される第1タイプのセパレータ・コーティング層に対応していてもよい。セパレータ・コーティング層2は、図13ないし図15で説明される第2のタイプのセパレータ・コーティング層に対応していてもよい。
[0214] 例えば、セパレータ・コーティング層1のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ベーマイトは13.5の部分を占め、脱イオン水は46の部分を占め、接着剤は32.5の部分を占め、接着剤は5の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤が1.5の部分を占める。次いで、ベーマイトを脱イオン水に添加して高速分散機で高速分散させ、スラリー分散液を取得し、この場合において、具体的な回転速度は例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤、水性湿潤剤、PVDF粉末を添加し、十分に攪拌及び粉砕し、この場合において、攪拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層の均一に混合されたスラリーが得られる。
[0215] セパレータ・コーティング層2のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ベーマイトは23.5の部分を占め、接着剤は23.5の部分を占め、脱イオン水は46の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤は1.5部を占める。次いで、ベーマイトを脱イオン水に添加して高速分散機で高速分散させ、スラリー分散液を取得し、この場合において、具体的な回転速度は例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤、水性湿潤剤、PVDF粉末を添加し、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化及び消泡化が行われ、第3のタイプのセパレータ・コーティング層の均一に混合されたスラリーが得られる。セパレータ・コーティング層1は、図13及び図14で説明される第3のタイプのセパレータ・コーティング層と図15で説明される第1のタイプのセパレータ・コーティング層に対応していてもよい。セパレータ・コーティング層2は、図13ないし図15で説明しる第2のタイプのセパレータ・コーティング層に対応していてもよい。
[0216] 実施形態8
実施形態8は、4.2 Ahの容量と3.0 Vないし4.48 Vの使用電圧レンジを有する巻線ポーチ・セル466082に適用することができる(高さが46 mmであり、幅が60 mmであり、長さが82 mmである)。
[0217] バッテリーは、4.5μmの厚さのベース・セパレータとポリエチレン材料を含み、ベース・セパレータの気孔率は40.0%である。バッテリーは、ベース・セパレータのエッジ領域に接着されたセパレータ・コーティング層1と、ベース・セパレータの中間領域に接着されたセパレータ・コーティング層2とを更に含む。セパレータ・コーティング層1とセパレータ・コーティング層2の両方が、機械方向TDにおいてベース・セパレータの両面にコーティングされてもよい。セパレータ・コーティング層1の幅は1.5 mmであってもよい。セパレータ・コーティング層1とセパレータ・コーティング層2の双方は接着性ポリマーを含み、セパレータ・コーティング層2はセラミック・コーティング層を更に含む。セパレータ・コーティング層2において、接着性ポリマーのセラミック・コーティング層に対する比は6:4である。片面におけるセパレータ・コーティング層の質量含有量は、0.54 g/m2である。セパレータ・コーティング層1は、図13及び図14で説明される第3のタイプのセパレータ・コーティング層と図15で説明される第1のタイプのセパレータ・コーティング層に対応していてもよい。セパレータ・コーティング層2は、図13ないし図15で説明される第2のタイプのセパレータ・コーティング層に対応していてもよい。
[0218] 例えば、セパレータ・コーティング層1のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ベーマイトは30.9の部分を占め、脱イオン水は46の部分を占め、接着剤は20.6の部分を占め、水性湿潤剤は1.0の部分を占め、水性分散剤が1.5の部分を占める。次いで、ベーマイトを脱イオン水に添加して高速分散機で高速分散させ、スラリー分散液を取得し、この場合において、具大抵な回転速度は例えば15000 r/minであってもよく、分散時間は例えば2hであってもよい。その後、完全に溶解した水性分散剤、水性湿潤剤、PVDF粉末を添加し、十分に攪拌及び粉砕し、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最終的に、真空化と消泡化が行われ、第3のタイプのセパレータ・コーティング層の均一に混合されたスラリーが得られる。
[0219] セパレータ・コーティング層2のスラリーを構成する方法は、以下を含む可能性がある:コーティング層の原材料は質量比に基づいて取得され、この場合において、ポリフッ化ビニリデン-ヘキサフルオロプロピレンが51.5の部分を占め、脱イオン水が46の部分を占め、水性湿潤剤が1.0の部分を占め、水性分散剤が1.5の部分を占める。次いで、ベーマイトを脱イオン水に添加して高速分散機で高速分散させ、スラリー分散液を取得し、この場合において、具体的な回転速度は例えば15000 r/minであってもよく、分散時間が例えば2hであってもよい。その後、完全に溶解した水性分散剤、水性湿潤剤、PVDF粉末を添加し、十分に攪拌及び粉砕され、この場合において、撹拌及び粉砕時間は例えば3hであってもよい。最後的に、真空化及び消泡化が行われ、第3のタイプのセパレータ・コーティング層の均一に混合されたスラリーが得られる。
[0220] 上記の実施形態の技術的効果を比較するため、以下、バッテリー性能をテストするための幾つかの方法を示す。
[0221] エネルギー密度試験方法:
[0222] バッテリーは25°Cの恒温槽内に配置されて30分間静止させ、バッテリーは標準充電モードで充電される。バッテリーが完全に充電された後に、バッテリーは0.2 C放電仕様に基づいて下限電圧まで放電させられ、バッテリーの放電エネルギーが記録される。バッテリーのエネルギー密度は、次式に従って計算することが可能である:
エネルギー密度=放電エネルギー/(バッテリー長*バッテリー幅*バッテリー厚さ)
[0223] 釘刺し試験方法:
[0224] バッテリーは標準充電モードで完全に充電された後、釘刺し試験が12hないし24hにおいてバッテリーに関して実行される。例えば、バッテリーは25°Cの防爆性ボックス内に配置され、150 mm/sの速度でセルの中心に鋼製釘を貫通させ、鋼製釘を、150mm/sの速度で電池の中心へ向かって、鋼製釘が電池を貫通するまで突き刺し、鋼製釘は10分間保持された後に除去され、試験合格率が記録される。釘刺し試験方法は、機械的な酷使シナリオにおけるバッテリーの性能を反映することが可能である。
[0225] ホット・ボックス試験方法:
[0226] バッテリーが標準充電モードで完全に充電された後、ホット・ボックス試験が12hないし24hにおいてバッテリーに関して実行される。例えば、対流式ホット・エアー・ボックス又は循環式ホット・エアー・ボックスを使用して、初期温度(25±3)°Cからバッテリーを加熱し、(135±2)°C又は(150±2)°Cまで温度を上昇させ、ここで、温度変化率は(5±2)°C/minである。温度が (135±2)°C又は(150±2)°C に到達した後、温度は30分間保持され、試験合格率が記録される。ホット・ボックス試験は、熱的な酷使シナリオにおけるバッテリーの性能を反映することが可能である。
[0227] テスト終了後に、バッテリーは乾燥室で分解され、セパレータの幅と長さがテストされ、テストされた値は初期値と比較されて与えられる。
[0228] 上記の実施形態の試験結果を表1と表2に示す。
表1
[0229] 本願の実施形態で提供される解決策は、100%SOC釘刺し試験及び150°C/30分ホット・ボックス試験の合格率を向上させることに役立っていることが、試験結果から分かる。
[0230] また、実施形態2と比較すると、接着性ポリマーを含むセパレータ・コーティング層はエッジ領域と中間領域の両方に配置されており、このことは、中間領域の接着性能を向上させ、バッテリーの動力学性能を向上させ、セル変形の可能性を低減させることに役立つ。また、接着性ポリマーは孔を形成することに更に役立ち、孔の形成は、残留電解質を増加させ、そのため、バッテリーのサイクル性能を向上させることに役立ち、バッテリーの厚さの成長レートを低下させる。例えば、300サイクル後に、バッテリー厚さの成長レートは4.8%以下である。
[0231] 上記の説明は、本願の単なる特定の実装に過ぎず、本願の保護範囲を制限するようには意図されていない。本願で開示される技術的範囲内で当業者により容易に把握される如何なる変形や置換も、本願の保護範囲内に含まれるものとする。従って、本願の保護範囲は、クレームの保護範囲に委ねられるものとする。