JP2024155202A - 継目無鋼管 - Google Patents
継目無鋼管 Download PDFInfo
- Publication number
- JP2024155202A JP2024155202A JP2023069683A JP2023069683A JP2024155202A JP 2024155202 A JP2024155202 A JP 2024155202A JP 2023069683 A JP2023069683 A JP 2023069683A JP 2023069683 A JP2023069683 A JP 2023069683A JP 2024155202 A JP2024155202 A JP 2024155202A
- Authority
- JP
- Japan
- Prior art keywords
- seamless steel
- steel pipe
- content
- oxide
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Treatment Of Steel In Its Molten State (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
【課題】高い強度と優れた破壊靭性とが得られる継目無鋼管を提供する。
【解決手段】本開示の継目無鋼管は、質量%で、C:0.03~0.08%、Si:0.05~0.25%、Mn:1.0~2.5%、P:0.05%以下、S:0.005%以下、Al:0.030~0.100%、Ti:0.001~0.050%、Mg:0.0005~0.0050%、希土類元素:0.0005~0.0050%、N:0.0150%以下、O:0.0050%以下、及び、残部がFe及び不純物からなり、式(1)を満たし、引張強さが531~758MPaであり、円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下であり、特定酸化物系介在物のアスペクト比が2.0以下であり、特定酸化物系介在物の硬さが18GPa以下である。
0.3≦REM/Mg≦2.0 (1)
【選択図】なし
【解決手段】本開示の継目無鋼管は、質量%で、C:0.03~0.08%、Si:0.05~0.25%、Mn:1.0~2.5%、P:0.05%以下、S:0.005%以下、Al:0.030~0.100%、Ti:0.001~0.050%、Mg:0.0005~0.0050%、希土類元素:0.0005~0.0050%、N:0.0150%以下、O:0.0050%以下、及び、残部がFe及び不純物からなり、式(1)を満たし、引張強さが531~758MPaであり、円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下であり、特定酸化物系介在物のアスペクト比が2.0以下であり、特定酸化物系介在物の硬さが18GPa以下である。
0.3≦REM/Mg≦2.0 (1)
【選択図】なし
Description
本開示は、継目無鋼管に関し、さらに詳しくは、ラインパイプとしての使用に適した継目無鋼管に関する。
地上や海底面等に設置され、天然ガスや原油等を移送するシステムをパイプラインという。海底に敷設されるパイプラインは、複数の鋼管(ラインパイプ)で構成される。海底に敷設されるパイプラインはさらに、パイプライン内部を通る生産流体から高い圧力を受ける。パイプラインはさらに、波浪による繰り返し歪みと海水圧とを外部から受ける。さらに近年、低温環境といった、過酷な環境でパイプラインが敷設される場合がある。したがって、パイプラインを構成する鋼管(ラインパイプ)には、高い強度と、優れた低温靱性とが求められてきている。
これまでに、ラインパイプ用途の継目無鋼管の強度と低温靭性とを高める技術が、特開2010-242222号公報(特許文献1)、及び、特開2004-124158号公報(特許文献2)に提案されている。
特許文献1に提案される継目無鋼管は、C:0.03~0.08%、Si:0.15%以下、Mn:0.3~2.5%、Al:0.001~0.10%、Cr:0.02~1.0%、Ni:0.02~1.0%、Mo:0.02~1.2%、Ti:0.004~0.010%、N:0.002~0.008%を含有し、さらに、Ca、Mg及びREMのうちの1種又は2種以上を合計で0.0002~0.005%含有し、残部はFe及び不純物からなり、肉厚が30~50mmである。この継目無鋼管では、Ca、Mg及びREMの1種以上を適量含有することにより、厚肉の継目無鋼管であっても優れた低温靭性が得られる、と特許文献1には開示されている。
特許文献2に提案される継目無鋼管は、質量%で、C:0.02~0.15%、Si:0.05~1.0%、Mn:0.30~2.5%、P:0.030%以下、S:0.006%以下、Ti:0.002~0.017%、Al:0.001~0.100%、N:0.008%以下、及び、O(酸素):0.004%以下を含有し、残部はFe及び不純物からなる。そして、JIS G 0551で規定される粒度番号が7未満である。さらに、鋼中に存在する酸化物系介在物のうち、直径が300μm超の酸化物系介在物の個数が1cm2あたり1個以下で、直径が5~300μmの酸化物系介在物の個数が1cm2あたり200個以下である。この継目無鋼管では酸化物系介在物のサイズごとの個数密度を制限することにより、優れた低温靭性が得られる、と特許文献2には開示されている。
上記特許文献1及び2には、ラインパイプ用途の継目無鋼管において、優れた低温靭性が得られる技術が提案されている。しかしながら、上記特許文献1及び2以外の技術によって、優れた低温靭性が得られてもよい。
また、最近では、破壊靭性の評価として、CTOD(Crack Tip Opening Displacement:亀裂先端開口変位)試験がある。CTOD試験は、ラインパイプのような大型の構造物に亀裂が存在したときに曲げ荷重をかけた場合に、割れ亀裂が進展する現象を模擬した試験である。亀裂を有する試験片に荷重を加えていくと、亀裂が急速に進展する現象である「不安定破壊」が生じる。CTOD試験は、この亀裂が急速に進展する直前の開口部の変化を評価指標とする。寒冷地でのラインパイプでは特に、高いCTOD値が求められる。特許文献1及び2では、このような破壊靭性について検討されていない。
本開示の目的は、高い強度と優れた破壊靭性とが得られる継目無鋼管を提供することである。
本開示による継目無鋼管は、
質量%で、
C:0.03~0.08%、
Si:0.05~0.25%、
Mn:1.0~2.5%、
P:0.05%以下、
S:0.005%以下、
Al:0.030~0.100%、
Ti:0.001~0.050%、
Mg:0.0005~0.0050%、
希土類元素:0.0005~0.0050%、
N:0.0150%以下、
O:0.0050%以下、
Mo:0~0.3%、
Nb:0~0.020%、
Ca:0~0.0002%、
B:0~0.0002%、
Cu:0~0.50%、
Ni:0~0.50%、
Cr:0~0.50%、
V:0~0.08%、及び、
残部がFe及び不純物からなり、式(1)を満たし、
引張強さが531~758MPaであり、
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下であり、
前記特定酸化物系介在物のアスペクト比が2.0以下であり、
前記特定酸化物系介在物の硬さが18GPa以下である、
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
質量%で、
C:0.03~0.08%、
Si:0.05~0.25%、
Mn:1.0~2.5%、
P:0.05%以下、
S:0.005%以下、
Al:0.030~0.100%、
Ti:0.001~0.050%、
Mg:0.0005~0.0050%、
希土類元素:0.0005~0.0050%、
N:0.0150%以下、
O:0.0050%以下、
Mo:0~0.3%、
Nb:0~0.020%、
Ca:0~0.0002%、
B:0~0.0002%、
Cu:0~0.50%、
Ni:0~0.50%、
Cr:0~0.50%、
V:0~0.08%、及び、
残部がFe及び不純物からなり、式(1)を満たし、
引張強さが531~758MPaであり、
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下であり、
前記特定酸化物系介在物のアスペクト比が2.0以下であり、
前記特定酸化物系介在物の硬さが18GPa以下である、
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
本開示の継目無鋼管では、高い強度と優れた破壊靭性とが得られる。
初めに、発明者らは、高い強度と優れた破壊靭性とが得られる継目無鋼管について、化学組成の観点から検討した。その結果、本発明者らは、質量%で、C:0.03~0.08%、Si:0.05~0.25%、Mn:1.0~2.5%、P:0.05%以下、S:0.005%以下、Al:0.030~0.100%、Ti:0.001~0.050%、Mg:0.0005~0.0050%、希土類元素:0.0005~0.0050%、N:0.0150%以下、O:0.0050%以下、Mo:0~0.3%、Nb:0~0.020%、Ca:0~0.0002%、B:0~0.0002%、Cu:0~0.50%、Ni:0~0.50%、Cr:0~0.50%、V:0~0.08%、及び、残部がFe及び不純物からなる継目無鋼管であれば、引張強さが531~758MPaの高い強度が得られ、さらに、優れた破壊靭性も得られると考えた。
そこで、本発明者らは、上述の化学組成の継目無鋼管の破壊靭性についてさらに検討を行った。ここで、本発明者らは、粗大な酸化物系介在物に注目した。粗大な酸化物系介在物は割れの起点となる。粗大な酸化物系介在物の個数密度が多ければ、不安定破壊が発生しやすくなる。その結果、破壊靭性が低下する。上述の化学組成では、Caを不純物として、Ca含有量をなるべく低く抑えている。これにより、粗大な酸化物系介在物の個数密度をある程度少なく抑えることができる。
しかしながら、本発明者らのさらなる調査の結果、上述の化学組成を有する継目無鋼管であっても、依然として、優れた破壊靭性が得られない場合があった。そこで、本発明者らはさらに検討を行った。その結果、次の知見を得た。
粗大な酸化物系介在物の個数密度がある程度少なくても、粗大な酸化物系介在物が硬質過ぎる場合、粗大な酸化物系介在物が割れる場合がある。この場合、粗大な酸化物系介在物は、破壊靭性の低下を引き起こす割れの起点となり得る。一方、粗大な酸化物系介在物が軟質過ぎる場合、鋼材中で粗大な酸化物系介在物が延伸している。このような粗大な酸化物系介在物のアスペクト比が大きすぎれば、延びた粗大な酸化物系介在物の先端部分が、破壊靭性の低下を引き起こす割れの起点となり得る。したがって、粗大な酸化物系介在物は硬質過ぎず、かつ、軟質過ぎない、適度な硬さを有する必要がある。
以上の検討結果に基づいて、本発明者らはさらに、上述の化学組成を満たす継目無鋼管における、粗大な酸化物系介在物の適切な形態について検討を行った。その結果、円相当径が2.0μm以上の酸化物系介在物の個数密度が40個/mm2以下であり、かつ、円相当径が2.0μm以上の酸化物系介在物のアスペクト比が2.0以下であり、かつ、円相当径が2.0μm以上の酸化物系介在物の硬さが18GPa以下であれば、優れた破壊靭性が得られることが判明した。以降の説明では、円相当径が2.0μm以上の酸化物系介在物を、「特定酸化物系介在物」ともいう。
さらに、上述の化学組成中のMg含有量及びREM含有量が式(1)を満たせば、特定酸化物系介在物の個数密度、アスペクト比及び硬さが安定して得られることが判明した。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素(REM)の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素(REM)の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
Fn=REM/Mgと定義する。Fnは上述の化学組成を満たす継目無鋼管における、特定酸化物系介在物の硬さに関する指標である。上述の化学組成において、Mgは、特定酸化物系介在物を軟質化する。一方、希土類元素(REM)は、特定酸化物系介在物を硬質化する。したがって、上述の化学組成を満たす継目無鋼管において、Fnが式(1)を満たせば、特定酸化物系介在物が硬質過ぎず、軟質過ぎない、適度な硬さとなる。そのため、特定酸化物系介在物において、適切なアスペクト比及び適切な硬さが安定して得られる。
以上の知見に基づいて完成した本実施形態の継目無鋼管は、次の構成を有する。
[1]
継目無鋼管であって、
質量%で、
C:0.03~0.08%、
Si:0.05~0.25%、
Mn:1.0~2.5%、
P:0.05%以下、
S:0.005%以下、
Al:0.030~0.100%、
Ti:0.001~0.050%、
Mg:0.0005~0.0050%、
希土類元素:0.0005~0.0050%、
N:0.0150%以下、
O:0.0050%以下、
Mo:0~0.3%、
Nb:0~0.020%、
Ca:0~0.0002%、
B:0~0.0002%、
Cu:0~0.50%、
Ni:0~0.50%、
Cr:0~0.50%、
V:0~0.08%、及び、
残部がFe及び不純物からなり、式(1)を満たし、
引張強さが531~758MPaであり、
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下であり、
前記特定酸化物系介在物のアスペクト比が2.0以下であり、
前記特定酸化物系介在物の硬さが18GPa以下である、
継目無鋼管。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
継目無鋼管であって、
質量%で、
C:0.03~0.08%、
Si:0.05~0.25%、
Mn:1.0~2.5%、
P:0.05%以下、
S:0.005%以下、
Al:0.030~0.100%、
Ti:0.001~0.050%、
Mg:0.0005~0.0050%、
希土類元素:0.0005~0.0050%、
N:0.0150%以下、
O:0.0050%以下、
Mo:0~0.3%、
Nb:0~0.020%、
Ca:0~0.0002%、
B:0~0.0002%、
Cu:0~0.50%、
Ni:0~0.50%、
Cr:0~0.50%、
V:0~0.08%、及び、
残部がFe及び不純物からなり、式(1)を満たし、
引張強さが531~758MPaであり、
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下であり、
前記特定酸化物系介在物のアスペクト比が2.0以下であり、
前記特定酸化物系介在物の硬さが18GPa以下である、
継目無鋼管。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
[2]
[1]に記載の継目無鋼管であって、
Al:0.072~0.100%、
を含有する、
継目無鋼管。
[1]に記載の継目無鋼管であって、
Al:0.072~0.100%、
を含有する、
継目無鋼管。
[3]
[1]又は[2]に記載の継目無鋼管であって、
Cu:0.01~0.50%、
Ni:0.01~0.50%、
Cr:0.01~0.50%、及び、
V:0.01~0.08%、からなる群から選択される1種以上を含有する、
継目無鋼管。
[1]又は[2]に記載の継目無鋼管であって、
Cu:0.01~0.50%、
Ni:0.01~0.50%、
Cr:0.01~0.50%、及び、
V:0.01~0.08%、からなる群から選択される1種以上を含有する、
継目無鋼管。
[4]
[1]~[3]のいずれか1項に記載の継目無鋼管であって、
前記継目無鋼管は、ラインパイプ用継目無鋼管である、
継目無鋼管。
[1]~[3]のいずれか1項に記載の継目無鋼管であって、
前記継目無鋼管は、ラインパイプ用継目無鋼管である、
継目無鋼管。
以下、本実施形態による継目無鋼管について詳述する。元素に関する「%」は、特に断りがない限り、質量%を意味する。
[本実施形態の継目無鋼管の特徴]
本実施形態の継目無鋼管は、次の特徴を満たす。
(特徴1)
化学組成が、質量%で、C:0.03~0.08%、Si:0.05~0.25%、Mn:1.0~2.5%、P:0.05%以下、S:0.005%以下、Al:0.030~0.100%、Ti:0.001~0.050%、Mg:0.0005~0.0050%、希土類元素:0.0005~0.0050%、N:0.0150%以下、O:0.0050%以下、Mo:0~0.3%、Nb:0~0.020%、Ca:0~0.0002%、B:0~0.0002%、Cu:0~0.50%、Ni:0~0.50%、Cr:0~0.50%、V:0~0.08%、及び、残部はFe及び不純物からなる。
(特徴2)
上記化学組成はさらに、式(1)を満たす。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
(特徴3)
引張強さが531~758MPaである。
(特徴4)
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下である。
(特徴5)
特定酸化物系介在物のアスペクト比が2.0以下である。
(特徴6)
特定酸化物系介在物の硬さが18GPa以下である。
本実施形態の継目無鋼管は、次の特徴を満たす。
(特徴1)
化学組成が、質量%で、C:0.03~0.08%、Si:0.05~0.25%、Mn:1.0~2.5%、P:0.05%以下、S:0.005%以下、Al:0.030~0.100%、Ti:0.001~0.050%、Mg:0.0005~0.0050%、希土類元素:0.0005~0.0050%、N:0.0150%以下、O:0.0050%以下、Mo:0~0.3%、Nb:0~0.020%、Ca:0~0.0002%、B:0~0.0002%、Cu:0~0.50%、Ni:0~0.50%、Cr:0~0.50%、V:0~0.08%、及び、残部はFe及び不純物からなる。
(特徴2)
上記化学組成はさらに、式(1)を満たす。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
(特徴3)
引張強さが531~758MPaである。
(特徴4)
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下である。
(特徴5)
特定酸化物系介在物のアスペクト比が2.0以下である。
(特徴6)
特定酸化物系介在物の硬さが18GPa以下である。
なお、本明細書において、「酸化物系介在物」とは、酸化物を含有する介在物を意味する。酸化物系介在物は、酸化物のみからなる介在物であってもよい。酸化物系介在物はまた、酸化物に、酸化物以外の他の介在物(例えば、Mn硫化物等)が隣接して晶出した複合介在物であってもよい。つまり、本明細書において、酸化物系介在物は、酸化物を包含する複合介在物であってもよい。なお、複合介在物中の酸化物と酸化物以外の他の介在物とは互いに接触している。酸化物系介在物が複合介在物である場合、複合介在物を1つの酸化物系介在物をみなす。
以下、特徴1~特徴6について説明する。
以下、特徴1~特徴6について説明する。
[(特徴1)化学組成について]
本実施形態による継目無鋼管の化学組成は、次の元素を含有する。
本実施形態による継目無鋼管の化学組成は、次の元素を含有する。
C:0.03~0.08%
炭素(C)は鋼材の焼入れ性を高め、鋼材の強度を高める。C含有量が0.03%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、C含有量が0.08%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の強度が高くなりすぎ、鋼材の靭性が低下する。したがって、C含有量は0.03~0.08%である。
C含有量の好ましい下限は0.04%であり、さらに好ましくは0.05%である。
C含有量の好ましい上限は0.07%であり、さらに好ましくは0.06%である。
炭素(C)は鋼材の焼入れ性を高め、鋼材の強度を高める。C含有量が0.03%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、C含有量が0.08%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の強度が高くなりすぎ、鋼材の靭性が低下する。したがって、C含有量は0.03~0.08%である。
C含有量の好ましい下限は0.04%であり、さらに好ましくは0.05%である。
C含有量の好ましい上限は0.07%であり、さらに好ましくは0.06%である。
Si:0.05~0.25%
ケイ素(Si)は鋼を脱酸する。Siはさらに、鋼材の強度を高める。Si含有量が0.05%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Si含有量が0.25%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の破壊靭性が低下する。したがって、Si含有量は0.05~0.25%である。
Si含有量の好ましい下限は0.07%であり、さらに好ましくは0.10%である。
Si含有量の好ましい上限は0.22%であり、さらに好ましくは0.20%であり、さらに好ましくは0.18%であり、さらに好ましくは0.15%である。
ケイ素(Si)は鋼を脱酸する。Siはさらに、鋼材の強度を高める。Si含有量が0.05%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Si含有量が0.25%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の破壊靭性が低下する。したがって、Si含有量は0.05~0.25%である。
Si含有量の好ましい下限は0.07%であり、さらに好ましくは0.10%である。
Si含有量の好ましい上限は0.22%であり、さらに好ましくは0.20%であり、さらに好ましくは0.18%であり、さらに好ましくは0.15%である。
Mn:1.0~2.5%
マンガン(Mn)は鋼材の焼入れ性を高め、鋼材の強度を高める。Mnはさらに、鋼材の熱間加工性を高める。Mn含有量が1.0%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mn含有量が2.5%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の焼入れ性が高くなりすぎ、鋼材の靭性が低下する。したがって、Mn含有量は1.0~2.5%である。
Mn含有量の好ましい下限は1.1%であり、さらに好ましくは1.2%であり、さらに好ましくは1.3%である。
Mn含有量の好ましい上限は2.3%であり、さらに好ましくは2.0%であり、さらに好ましくは1.8%である。
マンガン(Mn)は鋼材の焼入れ性を高め、鋼材の強度を高める。Mnはさらに、鋼材の熱間加工性を高める。Mn含有量が1.0%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mn含有量が2.5%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の焼入れ性が高くなりすぎ、鋼材の靭性が低下する。したがって、Mn含有量は1.0~2.5%である。
Mn含有量の好ましい下限は1.1%であり、さらに好ましくは1.2%であり、さらに好ましくは1.3%である。
Mn含有量の好ましい上限は2.3%であり、さらに好ましくは2.0%であり、さらに好ましくは1.8%である。
P:0.05%以下
燐(P)は不可避に含有される不純物である。すなわち、P含有量の下限は0%超である。P含有量が0.05%を超えれば、他の元素含有量が本実施形態の範囲内であっても、Pが粒界に偏析し、鋼材の靭性が低下する。したがって、P含有量は0.05%以下である。
P含有量はなるべく低い方が好ましい。しかしながら、P含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮した場合、P含有量の好ましい下限は0.01%であり、さらに好ましくは0.02%である。
P含有量の好ましい上限は0.04%であり、さらに好ましくは0.03%である。
燐(P)は不可避に含有される不純物である。すなわち、P含有量の下限は0%超である。P含有量が0.05%を超えれば、他の元素含有量が本実施形態の範囲内であっても、Pが粒界に偏析し、鋼材の靭性が低下する。したがって、P含有量は0.05%以下である。
P含有量はなるべく低い方が好ましい。しかしながら、P含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮した場合、P含有量の好ましい下限は0.01%であり、さらに好ましくは0.02%である。
P含有量の好ましい上限は0.04%であり、さらに好ましくは0.03%である。
S:0.005%以下
硫黄(S)は不可避に含有される不純物である。すなわち、S含有量の下限は0%超である。SはMnと結合してMnSを形成する。S含有量が0.005%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中に粗大なMnSが形成される。その結果、鋼材の靭性が低下する。したがって、S含有量は0.005%以下である。
S含有量はなるべく低い方が好ましい。しかしながら、S含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮した場合、S含有量の好ましい下限は0.001%であり、さらに好ましくは0.002%である。
S含有量の好ましい上限は0.004%であり、さらに好ましくは0.003%である。
硫黄(S)は不可避に含有される不純物である。すなわち、S含有量の下限は0%超である。SはMnと結合してMnSを形成する。S含有量が0.005%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中に粗大なMnSが形成される。その結果、鋼材の靭性が低下する。したがって、S含有量は0.005%以下である。
S含有量はなるべく低い方が好ましい。しかしながら、S含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮した場合、S含有量の好ましい下限は0.001%であり、さらに好ましくは0.002%である。
S含有量の好ましい上限は0.004%であり、さらに好ましくは0.003%である。
Al:0.030~0.100%
アルミニウム(Al)は鋼を脱酸する。Al含有量が0.030%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Al含有量が0.100%を超えれば、他の元素含有量が本実施形態の範囲内であっても、クラスター状の酸化物系介在物が過剰に生成し、鋼材の破壊靭性が低下する。したがって、Al含有量は0.030~0.100%である。
Al含有量の好ましい下限は0.035%であり、さらに好ましくは0.040%であり、さらに好ましくは0.050%であり、さらに好ましくは0.072%である。Al含有量が0.072%以上であれば、破壊靭性が顕著に高まる。
Al含有量の好ましい上限は0.090%であり、さらに好ましくは0.085%であり、さらに好ましくは0.080%である。
本明細書にいう「Al」含有量は「酸可溶Al」、つまり、「sol.Al」の含有量を意味する。
アルミニウム(Al)は鋼を脱酸する。Al含有量が0.030%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Al含有量が0.100%を超えれば、他の元素含有量が本実施形態の範囲内であっても、クラスター状の酸化物系介在物が過剰に生成し、鋼材の破壊靭性が低下する。したがって、Al含有量は0.030~0.100%である。
Al含有量の好ましい下限は0.035%であり、さらに好ましくは0.040%であり、さらに好ましくは0.050%であり、さらに好ましくは0.072%である。Al含有量が0.072%以上であれば、破壊靭性が顕著に高まる。
Al含有量の好ましい上限は0.090%であり、さらに好ましくは0.085%であり、さらに好ましくは0.080%である。
本明細書にいう「Al」含有量は「酸可溶Al」、つまり、「sol.Al」の含有量を意味する。
Ti:0.001~0.050%
チタン(Ti)は鋼材の焼入れ性を高め、又は、Nと結合して窒化物を生成して、鋼材の強度を高める。Ti含有量が0.001%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Ti含有量が0.050%を超えれば、他の元素含有量が本実施形態の範囲内であっても、粗大な窒化物又は炭化物を生成して、鋼材の靭性及び溶接熱影響部(HAZ)の靭性を低下する。したがって、Ti含有量は0.001~0.050%である。
Ti含有量の好ましい下限は0.002%であり、さらに好ましくは0.003%であり、さらに好ましくは0.005%であり、さらに好ましくは0.010%である。
Ti含有量の好ましい上限は0.040%であり、さらに好ましくは0.030%であり、さらに好ましくは0.020%である。
チタン(Ti)は鋼材の焼入れ性を高め、又は、Nと結合して窒化物を生成して、鋼材の強度を高める。Ti含有量が0.001%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Ti含有量が0.050%を超えれば、他の元素含有量が本実施形態の範囲内であっても、粗大な窒化物又は炭化物を生成して、鋼材の靭性及び溶接熱影響部(HAZ)の靭性を低下する。したがって、Ti含有量は0.001~0.050%である。
Ti含有量の好ましい下限は0.002%であり、さらに好ましくは0.003%であり、さらに好ましくは0.005%であり、さらに好ましくは0.010%である。
Ti含有量の好ましい上限は0.040%であり、さらに好ましくは0.030%であり、さらに好ましくは0.020%である。
Mg:0.0005~0.0050%
マグネシウム(Mg)はOと結合して酸化物を生成し、酸化物系介在物の硬さを低下する。これにより、鋼材の破壊靭性が高まる。Mg含有量が0.0005%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mg含有量が0.0050%を超えれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物系介在物が過剰に生成する。この場合、鋼材の破壊靭性が低下する。したがって、Mg含有量は0.0005~0.0050%である。
Mg含有量の好ましい下限は0.0007%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0015%である。
Mg含有量の好ましい上限は0.0045%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%であり、さらに好ましくは0.0030%である。
マグネシウム(Mg)はOと結合して酸化物を生成し、酸化物系介在物の硬さを低下する。これにより、鋼材の破壊靭性が高まる。Mg含有量が0.0005%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mg含有量が0.0050%を超えれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物系介在物が過剰に生成する。この場合、鋼材の破壊靭性が低下する。したがって、Mg含有量は0.0005~0.0050%である。
Mg含有量の好ましい下限は0.0007%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0015%である。
Mg含有量の好ましい上限は0.0045%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%であり、さらに好ましくは0.0030%である。
希土類元素(REM):0.0005~0.0050%
希土類元素(REM)はOと結合して酸化物系介在物を生成し、酸化物系介在物の硬さを高め、酸化物系介在物のアスペクト比を低下する。REM含有量が0.0005%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、REM含有量が0.0050%を超えれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物系介在物が過剰に生成したり、酸化物系介在物の硬さが過度に高くなったりする。この場合、鋼材の破壊靭性が低下する。したがって、REM含有量は0.0005~0.0050%である。
REM含有量の好ましい下限は0.0007%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0015%である。
REM含有量の好ましい上限は0.0045%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%である。
希土類元素(REM)はOと結合して酸化物系介在物を生成し、酸化物系介在物の硬さを高め、酸化物系介在物のアスペクト比を低下する。REM含有量が0.0005%未満であれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、REM含有量が0.0050%を超えれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物系介在物が過剰に生成したり、酸化物系介在物の硬さが過度に高くなったりする。この場合、鋼材の破壊靭性が低下する。したがって、REM含有量は0.0005~0.0050%である。
REM含有量の好ましい下限は0.0007%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0015%である。
REM含有量の好ましい上限は0.0045%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%である。
なお、本明細書におけるREMとは、原子番号21番のスカンジウム(Sc)、原子番号39番のイットリウム(Y)、及び、ランタノイドである原子番号57番のランタン(La)~原子番号71番のルテチウム(Lu)からなる群から選択される1種以上の元素を意味する。また、本明細書におけるREM含有量とは、これら元素の合計含有量を意味する。
N:0.0150%以下
窒素(N)は不可避に含有される。すなわち、N含有量の下限は0%超である。NはTiと結合して窒化物を生成し、結晶粒を微細化する。Nが少しでも含有されれば、上記効果がある程度得られる。しかしながら、N含有量が0.0150%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材にブローホールが生成して、鋼材に割れが発生しやすくなる。したがって、N含有量は0.0150%以下である。
N含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0020%であり、さらに好ましくは0.0025%である。
N含有量の好ましい上限は0.0100%であり、さらに好ましくは0.0070%であり、さらに好ましくは0.0050%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%である。
窒素(N)は不可避に含有される。すなわち、N含有量の下限は0%超である。NはTiと結合して窒化物を生成し、結晶粒を微細化する。Nが少しでも含有されれば、上記効果がある程度得られる。しかしながら、N含有量が0.0150%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材にブローホールが生成して、鋼材に割れが発生しやすくなる。したがって、N含有量は0.0150%以下である。
N含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0020%であり、さらに好ましくは0.0025%である。
N含有量の好ましい上限は0.0100%であり、さらに好ましくは0.0070%であり、さらに好ましくは0.0050%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%である。
O:0.0050%以下
酸素(O)は不可避に含有される不純物である。すなわち、O含有量は0%超である。O含有量が0.0050%を超えれば、粗大な酸化物系介在物が過剰に生成する。この場合、鋼材の破壊靭性が低下する。したがって、O含有量は0.0050%以下である。
O含有量はなるべく低い方が好ましい。しかしながら、O含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮した場合、O含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0005%であり、さらに好ましくは0.0007%であり、さらに好ましくは0.0010%である。
O含有量の好ましい上限は0.0045%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%である。
酸素(O)は不可避に含有される不純物である。すなわち、O含有量は0%超である。O含有量が0.0050%を超えれば、粗大な酸化物系介在物が過剰に生成する。この場合、鋼材の破壊靭性が低下する。したがって、O含有量は0.0050%以下である。
O含有量はなるべく低い方が好ましい。しかしながら、O含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮した場合、O含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0005%であり、さらに好ましくは0.0007%であり、さらに好ましくは0.0010%である。
O含有量の好ましい上限は0.0045%であり、さらに好ましくは0.0040%であり、さらに好ましくは0.0035%である。
本実施形態の継目無鋼管の残部は、Fe及び不純物からなる。ここで、不純物とは、本実施形態の継目無鋼管を工業的に製造する際に、原料としての鉱石、スクラップ、又は、製造環境などから混入されるものであって、意図的に含有されるものではなく、本実施形態の継目無鋼管に悪影響を与えない範囲で許容されるものを意味する。
[不純物又は任意元素について]
本実施形態の継目無鋼管はさらに、Feの一部に代えて、
Mo:0~0.3%、
Nb:0~0.020%、
Ca:0~0.0002%、
B:0~0.0002%、
Cu:0~0.50%、
Ni:0~0.50%、
Cr:0~0.50%、及び、
V:0~0.08%、からなる群から選択される1種以上を含有してもよい。
本実施形態の継目無鋼管はさらに、Feの一部に代えて、
Mo:0~0.3%、
Nb:0~0.020%、
Ca:0~0.0002%、
B:0~0.0002%、
Cu:0~0.50%、
Ni:0~0.50%、
Cr:0~0.50%、及び、
V:0~0.08%、からなる群から選択される1種以上を含有してもよい。
[第1群(Mo、Nb、Ca及びB)]
Mo、Nb、Ca及びBはいずれも、本実施形態の継目無鋼管において、不純物である。これらの元素含有量は0%であってもよい。以下、各元素について説明する。
Mo、Nb、Ca及びBはいずれも、本実施形態の継目無鋼管において、不純物である。これらの元素含有量は0%であってもよい。以下、各元素について説明する。
Mo:0~0.3%
モリブデン(Mo)は、本実施形態の継目無鋼管において不純物である。Moは島状マルテンサイトの生成を促進し、鋼材の破壊靭性を低下する。そのため、本実施形態の継目無鋼管において、Moは含有されない方が好ましい。したがって、Mo含有量は0~0.3%である。
Mo含有量はなるべく低い方が好ましい。しかしながら、Mo含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、Mo含有量の好ましい下限は0.1%である。Mo含有量の好ましい上限は0.2%である。
モリブデン(Mo)は、本実施形態の継目無鋼管において不純物である。Moは島状マルテンサイトの生成を促進し、鋼材の破壊靭性を低下する。そのため、本実施形態の継目無鋼管において、Moは含有されない方が好ましい。したがって、Mo含有量は0~0.3%である。
Mo含有量はなるべく低い方が好ましい。しかしながら、Mo含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、Mo含有量の好ましい下限は0.1%である。Mo含有量の好ましい上限は0.2%である。
Nb:0~0.020%
ニオブ(Nb)は、本実施形態の継目無鋼管において不純物である。Nbは析出物を形成して、鋼材の強度及び靭性を不安定にする。そのため、本実施形態の継目無鋼管において、Nbは含有されない方が好ましい。したがって、Nb含有量は0~0.020%である。
Nb含有量はなるべく低い方が好ましい。しかしながら、Nb含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、Nb含有量の好ましい下限は0.001%であり、さらに好ましくは0.002%であり、さらに好ましくは0.005%である。
Nb含有量の好ましい上限は0.018%であり、さらに好ましくは0.015%である。
ニオブ(Nb)は、本実施形態の継目無鋼管において不純物である。Nbは析出物を形成して、鋼材の強度及び靭性を不安定にする。そのため、本実施形態の継目無鋼管において、Nbは含有されない方が好ましい。したがって、Nb含有量は0~0.020%である。
Nb含有量はなるべく低い方が好ましい。しかしながら、Nb含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、Nb含有量の好ましい下限は0.001%であり、さらに好ましくは0.002%であり、さらに好ましくは0.005%である。
Nb含有量の好ましい上限は0.018%であり、さらに好ましくは0.015%である。
Ca:0~0.0002%
カルシウム(Ca)は、本実施形態の継目無鋼管において不純物である。Caは酸化物系介在物に含有されて、酸化物系介在物の硬さを過度に高める。その結果、鋼材の破壊靭性が低下する。そのため、本実施形態の継目無鋼管において、Caは含有されない方が好ましい。したがって、Ca含有量は0~0.0002%である。
Ca含有量はなるべく低い方が好ましい。しかしながら、Ca含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、Ca含有量の好ましい下限は0.0001%である。
カルシウム(Ca)は、本実施形態の継目無鋼管において不純物である。Caは酸化物系介在物に含有されて、酸化物系介在物の硬さを過度に高める。その結果、鋼材の破壊靭性が低下する。そのため、本実施形態の継目無鋼管において、Caは含有されない方が好ましい。したがって、Ca含有量は0~0.0002%である。
Ca含有量はなるべく低い方が好ましい。しかしながら、Ca含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、Ca含有量の好ましい下限は0.0001%である。
B:0~0.0002%
ホウ素(B)は、本実施形態の継目無鋼管において不純物である。Bは、鋼材の強度を過度に高くする。その結果、鋼材の破壊靭性を低下する。Bはさらに、溶接後の鋼材のHAZの靭性を低下する。そのため、本実施形態の継目無鋼管においてBは含有されない方が好ましい。したがって、B含有量は0~0.0002%である。
B含有量はなるべく低い方が好ましい。しかしながら、B含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、B含有量の好ましい下限は0.0001%である。
ホウ素(B)は、本実施形態の継目無鋼管において不純物である。Bは、鋼材の強度を過度に高くする。その結果、鋼材の破壊靭性を低下する。Bはさらに、溶接後の鋼材のHAZの靭性を低下する。そのため、本実施形態の継目無鋼管においてBは含有されない方が好ましい。したがって、B含有量は0~0.0002%である。
B含有量はなるべく低い方が好ましい。しかしながら、B含有量の極端な低減は、製造コストを高める。したがって、工業生産を考慮すれば、B含有量の好ましい下限は0.0001%である。
[第2群:Cu、Ni、Cr及びV]
本実施形態による継目無鋼管は、Feの一部に代えて、Cu、Ni、Cr及びVからなる群から選択される1種以上を含有してもよい。これらの元素はいずれも任意元素であり、鋼材の強度を高める。
本実施形態による継目無鋼管は、Feの一部に代えて、Cu、Ni、Cr及びVからなる群から選択される1種以上を含有してもよい。これらの元素はいずれも任意元素であり、鋼材の強度を高める。
Cu:0~0.50%
銅(Cu)は任意元素であり、含有されなくてもよい。つまり、Cu含有量は0%であってもよい。含有される場合、Cuは鋼材の焼入れ性を高め、鋼材の強度を高める。Cuが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Cu含有量が0.50%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の熱間加工性が低下する。したがって、Cu含有量は0~0.50%である。
Cu含有量の好ましい下限は0.01%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%であり、さらに好ましくは0.10%である。
Cu含有量の好ましい上限は0.40%であり、さらに好ましくは0.30%であり、さらに好ましくは0.25%であり、さらに好ましくは0.20%である。
銅(Cu)は任意元素であり、含有されなくてもよい。つまり、Cu含有量は0%であってもよい。含有される場合、Cuは鋼材の焼入れ性を高め、鋼材の強度を高める。Cuが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Cu含有量が0.50%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の熱間加工性が低下する。したがって、Cu含有量は0~0.50%である。
Cu含有量の好ましい下限は0.01%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%であり、さらに好ましくは0.10%である。
Cu含有量の好ましい上限は0.40%であり、さらに好ましくは0.30%であり、さらに好ましくは0.25%であり、さらに好ましくは0.20%である。
Ni:0~0.50%
ニッケル(Ni)は任意元素であり、含有されなくてもよい。つまり、Ni含有量は0%であってもよい。含有される場合、Niは鋼材の焼入れ性を高め、鋼材の強度を高める。Niが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Ni含有量が0.50%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の焼入れ性が高くなりすぎ、鋼材の靭性が低下する。したがって、Ni含有量は0~0.50%である。
Ni含有量の好ましい下限は0.01%であり、さらに好ましくは0.05%であり、さらに好ましくは0.10%である。
Ni含有量の好ましい上限は0.40%であり、さらに好ましくは0.30%であり、さらに好ましくは0.25%である。
ニッケル(Ni)は任意元素であり、含有されなくてもよい。つまり、Ni含有量は0%であってもよい。含有される場合、Niは鋼材の焼入れ性を高め、鋼材の強度を高める。Niが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Ni含有量が0.50%を超えれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の焼入れ性が高くなりすぎ、鋼材の靭性が低下する。したがって、Ni含有量は0~0.50%である。
Ni含有量の好ましい下限は0.01%であり、さらに好ましくは0.05%であり、さらに好ましくは0.10%である。
Ni含有量の好ましい上限は0.40%であり、さらに好ましくは0.30%であり、さらに好ましくは0.25%である。
Cr:0~0.50%
クロム(Cr)は任意元素であり、含有されなくてもよい。つまり、Cr含有量は0%であってもよい。含有される場合、Crは鋼材の焼入れ性を高め、鋼材の強度を高める。Crが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Cr含有量が0.50%を超えれば、他の元素含有量が本実施形態の範囲内であっても、焼入れ性が高くなりすぎ、鋼材の靭性が低下する。したがって、Cr含有量は0~0.50%である。
Cr含有量の好ましい下限は0.01%であり、さらに好ましくは0.05%であり、さらに好ましくは0.10%である。
Cr含有量の好ましい上限は0.40%であり、さらに好ましくは0.30%であり、さらに好ましくは0.25%である。
クロム(Cr)は任意元素であり、含有されなくてもよい。つまり、Cr含有量は0%であってもよい。含有される場合、Crは鋼材の焼入れ性を高め、鋼材の強度を高める。Crが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Cr含有量が0.50%を超えれば、他の元素含有量が本実施形態の範囲内であっても、焼入れ性が高くなりすぎ、鋼材の靭性が低下する。したがって、Cr含有量は0~0.50%である。
Cr含有量の好ましい下限は0.01%であり、さらに好ましくは0.05%であり、さらに好ましくは0.10%である。
Cr含有量の好ましい上限は0.40%であり、さらに好ましくは0.30%であり、さらに好ましくは0.25%である。
V:0~0.08%
バナジウム(V)は任意元素であり、含有されなくてもよい。つまり、V含有量は0%であってもよい。含有される場合、VはV炭化物を生成して鋼材の強度を高める。Vが少しでも含有されれば、上記効果がある程度得られる。しかしながら、V含有量が0.08%を超えれば、他の元素含有量が本実施形態の範囲内であっても、V炭化物が過剰に生成して、鋼材の靭性が低下する。したがって、V含有量は0~0.08%である。
V含有量の好ましい下限は0.01%であり、さらに好ましくは0.02%であり、さらに好ましくは0.03%である。
V含有量の好ましい上限は0.07%であり、さらに好ましくは0.06%であり、さらに好ましくは0.05%である。
バナジウム(V)は任意元素であり、含有されなくてもよい。つまり、V含有量は0%であってもよい。含有される場合、VはV炭化物を生成して鋼材の強度を高める。Vが少しでも含有されれば、上記効果がある程度得られる。しかしながら、V含有量が0.08%を超えれば、他の元素含有量が本実施形態の範囲内であっても、V炭化物が過剰に生成して、鋼材の靭性が低下する。したがって、V含有量は0~0.08%である。
V含有量の好ましい下限は0.01%であり、さらに好ましくは0.02%であり、さらに好ましくは0.03%である。
V含有量の好ましい上限は0.07%であり、さらに好ましくは0.06%であり、さらに好ましくは0.05%である。
[(特徴2)式(1)について]
上記化学組成はさらに、式(1)を満たす。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
上記化学組成はさらに、式(1)を満たす。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。
Fnを次のとおり定義する。
Fn=REM/Mg
Fnは、特徴1を満たす継目無鋼管における、特定酸化物系介在物の硬さに関する指標である。上述のとおり、Mgは、特定酸化物系介在物を軟質化する。一方、REMは、特定酸化物系介在物を硬質化する。したがって、Fnを調整することにより、特定酸化物系介在物の硬さを調整できる。
Fn=REM/Mg
Fnは、特徴1を満たす継目無鋼管における、特定酸化物系介在物の硬さに関する指標である。上述のとおり、Mgは、特定酸化物系介在物を軟質化する。一方、REMは、特定酸化物系介在物を硬質化する。したがって、Fnを調整することにより、特定酸化物系介在物の硬さを調整できる。
特徴1を満たす継目無鋼管において、Fnが0.3未満であれば、Mg含有量に対してREM含有量が少なすぎる。この場合、特定酸化物系介在物が過度に軟質化する。その結果、特定酸化物系介在物が延伸しやすくなり、特定酸化物系介在物のアスペクト比が2.0を超える場合が生じる。一方、Fnが2.0を超えれば、Mg含有量に対して、REM含有量が多すぎる。この場合、特定酸化物系介在物が過度に硬質化する。その結果、特定酸化物系介在物の硬さが18GPaを超える。したがって、Fnは0.3~2.0である。なお、Fnは、得られた数値の小数第二位を四捨五入して求める。
Fnの好ましい下限は0.4であり、さらに好ましくは0.5であり、さらに好ましくは0.6であり、さらに好ましくは0.7である。
Fnの好ましい上限は1.9であり、さらに好ましくは1.8であり、さらに好ましくは1.7であり、さらに好ましくは1.6である。
Fnの好ましい上限は1.9であり、さらに好ましくは1.8であり、さらに好ましくは1.7であり、さらに好ましくは1.6である。
[(特徴3)引張強さ]
本実施形態の継目無鋼管において、引張強さは531~758MPaである。本実施形態の継目無鋼管では、上述の高い強度を満たしつつ、優れた破壊靭性が得られる。
本実施形態の継目無鋼管において、引張強さは531~758MPaである。本実施形態の継目無鋼管では、上述の高い強度を満たしつつ、優れた破壊靭性が得られる。
本実施形態の継目無鋼管の引張強さの好ましい下限は535MPaであり、さらに好ましくは540MPaである。
本実施形態の継目無鋼管の引張強さの好ましい上限は740MPaであり、さらに好ましくは730MPaであり、さらに好ましくは720MPaである。
本実施形態の継目無鋼管の引張強さの好ましい上限は740MPaであり、さらに好ましくは730MPaであり、さらに好ましくは720MPaである。
[降伏比について]
本実施形態の継目無鋼管において、好ましくは、降伏比が0.75以上である。降伏比が0.75以上であれば、高い強度を維持しつつ、優れた破壊靭性が得られる。具体的には、引張強さを531~758MPaの範囲内とすることにより破壊靭性を高めつつ、降伏比を0.75以上とすることにより、引張強さに対する降伏強度を高める。これにより、継目無鋼管において高い強度を維持しつつ、優れた破壊靭性が得られる。
降伏比の好ましい下限は0.78であり、さらに好ましくは0.80である。
降伏比の好ましい上限は0.90であり、さらに好ましくは0.88であり、さらに好ましくは0.86である。
本実施形態の継目無鋼管において、好ましくは、降伏比が0.75以上である。降伏比が0.75以上であれば、高い強度を維持しつつ、優れた破壊靭性が得られる。具体的には、引張強さを531~758MPaの範囲内とすることにより破壊靭性を高めつつ、降伏比を0.75以上とすることにより、引張強さに対する降伏強度を高める。これにより、継目無鋼管において高い強度を維持しつつ、優れた破壊靭性が得られる。
降伏比の好ましい下限は0.78であり、さらに好ましくは0.80である。
降伏比の好ましい上限は0.90であり、さらに好ましくは0.88であり、さらに好ましくは0.86である。
[機械的特性(引張強さ及び降伏比等)の求め方]
本実施形態の継目無鋼管の引張強さは、次の方法で求めることができる。継目無鋼管から引張試験片を作製する。継目無鋼管の肉厚が20mm以上の場合、肉厚中央部から、JIS Z 2241(2011)に規定される4号試験片(丸棒試験片)を、引張試験片として作製する。継目無鋼管の肉厚が20mm未満の場合、厚さを全肉厚として、鋼管の外径に応じてJIS Z 2241(2011)に規定される12A、12B、12C号試験片(円弧状試験片)のいずれかを、引張試験片として作製する。引張試験片の長手方向は鋼管の管軸方向とする。作製した引張試験片を用いて、常温(25℃)、大気中で引張試験を実施して、降伏強度(MPa)及び引張強さ(MPa)を求める。0.2%オフセット耐力を、降伏強度(MPa)とする。得られた降伏強度及び引張強さに基づいて、次式により降伏比を求める。
降伏比=降伏強度/引張強さ
なお、降伏強度及び引張強さは、得られた数値の小数第一位を四捨五入して求める。さらに、降伏比は、得られた数値の小数第三位を四捨五入して求める。
本実施形態の継目無鋼管の引張強さは、次の方法で求めることができる。継目無鋼管から引張試験片を作製する。継目無鋼管の肉厚が20mm以上の場合、肉厚中央部から、JIS Z 2241(2011)に規定される4号試験片(丸棒試験片)を、引張試験片として作製する。継目無鋼管の肉厚が20mm未満の場合、厚さを全肉厚として、鋼管の外径に応じてJIS Z 2241(2011)に規定される12A、12B、12C号試験片(円弧状試験片)のいずれかを、引張試験片として作製する。引張試験片の長手方向は鋼管の管軸方向とする。作製した引張試験片を用いて、常温(25℃)、大気中で引張試験を実施して、降伏強度(MPa)及び引張強さ(MPa)を求める。0.2%オフセット耐力を、降伏強度(MPa)とする。得られた降伏強度及び引張強さに基づいて、次式により降伏比を求める。
降伏比=降伏強度/引張強さ
なお、降伏強度及び引張強さは、得られた数値の小数第一位を四捨五入して求める。さらに、降伏比は、得られた数値の小数第三位を四捨五入して求める。
[(特徴4~特徴6)特定酸化物系介在物について]
本実施形態の継目無鋼管ではさらに、次の特徴4~特徴6を満たす。
(特徴4)
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下である。
(特徴5)
特定酸化物系介在物のアスペクト比が2.0以下である。
(特徴6)
特定酸化物系介在物の硬さが18GPa以下である。
ここで、円相当径とは、介在物の面積と同じ面積の円の直径を意味する。また、上述のとおり、円相当径が2.0μm以上の酸化物系介在物を、特定酸化物系介在物ともいう。以下、特徴4~特徴6について説明する。
本実施形態の継目無鋼管ではさらに、次の特徴4~特徴6を満たす。
(特徴4)
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下である。
(特徴5)
特定酸化物系介在物のアスペクト比が2.0以下である。
(特徴6)
特定酸化物系介在物の硬さが18GPa以下である。
ここで、円相当径とは、介在物の面積と同じ面積の円の直径を意味する。また、上述のとおり、円相当径が2.0μm以上の酸化物系介在物を、特定酸化物系介在物ともいう。以下、特徴4~特徴6について説明する。
[(特徴4)特定酸化物系介在物の個数密度について]
本実施形態の継目無鋼管では、特定酸化物系介在物の個数密度が40個/mm2以下である。特定酸化物系介在物は割れの起点となり、継目無鋼管の破壊靭性を低下する。特徴1~特徴3を満たす継目無鋼管において、特定酸化物系介在物の個数密度が40個/mm2を超えれば、優れた破壊靭性が得られない。したがって、特定酸化物系介在物の個数密度は40個/mm2以下である。
本実施形態の継目無鋼管では、特定酸化物系介在物の個数密度が40個/mm2以下である。特定酸化物系介在物は割れの起点となり、継目無鋼管の破壊靭性を低下する。特徴1~特徴3を満たす継目無鋼管において、特定酸化物系介在物の個数密度が40個/mm2を超えれば、優れた破壊靭性が得られない。したがって、特定酸化物系介在物の個数密度は40個/mm2以下である。
特定酸化物系介在物の個数密度の好ましい上限は38個/mm2であり、さらに好ましくは36個/mm2であり、さらに好ましくは34個/mm2であり、さらに好ましくは32個/mm2である。
特定酸化物系介在物の個数密度の好ましい下限は特に限定されない。特定酸化物系介在物の個数密度の下限は例えば3個/mm2であり、例えば5個/mm2である。
特定酸化物系介在物の個数密度の好ましい下限は特に限定されない。特定酸化物系介在物の個数密度の下限は例えば3個/mm2であり、例えば5個/mm2である。
[(特徴5)特定酸化物系介在物のアスペクト比について]
本実施形態の継目無鋼管ではさらに、特定酸化物系介在物が適切なアスペクト比を有する。
具体的には、特定酸化物系介在物のアスペクト比は2.0以下である。特定酸化物系介在物の個数密度が特徴4を満たしていても、特定酸化物系介在物のアスペクト比が2.0を超えれば、特定酸化物系介在物が過度に軟質である。そのため、特定酸化物系介在物が管軸方向に過度に延在している。この場合、管軸方向に延びる特定酸化物系介在物の端部から割れが発生しやすくなる。そのため、継目無鋼管の破壊靭性が低下する。したがって、特定酸化物系介在物のアスペクト比は2.0以下である。
本実施形態の継目無鋼管ではさらに、特定酸化物系介在物が適切なアスペクト比を有する。
具体的には、特定酸化物系介在物のアスペクト比は2.0以下である。特定酸化物系介在物の個数密度が特徴4を満たしていても、特定酸化物系介在物のアスペクト比が2.0を超えれば、特定酸化物系介在物が過度に軟質である。そのため、特定酸化物系介在物が管軸方向に過度に延在している。この場合、管軸方向に延びる特定酸化物系介在物の端部から割れが発生しやすくなる。そのため、継目無鋼管の破壊靭性が低下する。したがって、特定酸化物系介在物のアスペクト比は2.0以下である。
特定酸化物系介在物のアスペクト比の好ましい上限は1.9であり、さらに好ましくは1.8であり、さらに好ましくは1.7である。
特定酸化物系介在物のアスペクト比の好ましい下限は1.2であり、さらに好ましくは1.1であり、最も好ましくは1.0である。
特定酸化物系介在物のアスペクト比の好ましい下限は1.2であり、さらに好ましくは1.1であり、最も好ましくは1.0である。
[(特徴6)特定酸化物系介在物の硬さについて]
本実施形態の継目無鋼管ではさらに、特定酸化物系介在物が適切な硬さを有する。
具体的には、特定酸化物系介在物の硬さは18GPa以下である。特定酸化物系介在物の個数密度及びアスペクト比が特徴4及び特徴5を満たしても、特定酸化物系介在物が過度に硬質であれば、特定酸化物系介在物が割れ易くなる。割れた特定酸化物系介在物は、鋼材の割れの起点となりやすい。そのため、継目無鋼管の破壊靭性が低下する。特定酸化物系介在物の硬さが18GPa以下であれば、特定酸化物系介在物が適度に軟質である。そのため、特定酸化物系介在物の割れが十分に抑制される。その結果、特定酸化物系介在物が割れの起点となるのを抑制でき、継目無鋼管において、優れた破壊靭性が得られる。
なお、特定酸化物系介在物の硬さとは、特定酸化物系介在物に含有されている酸化物の硬さを意味する。
本実施形態の継目無鋼管ではさらに、特定酸化物系介在物が適切な硬さを有する。
具体的には、特定酸化物系介在物の硬さは18GPa以下である。特定酸化物系介在物の個数密度及びアスペクト比が特徴4及び特徴5を満たしても、特定酸化物系介在物が過度に硬質であれば、特定酸化物系介在物が割れ易くなる。割れた特定酸化物系介在物は、鋼材の割れの起点となりやすい。そのため、継目無鋼管の破壊靭性が低下する。特定酸化物系介在物の硬さが18GPa以下であれば、特定酸化物系介在物が適度に軟質である。そのため、特定酸化物系介在物の割れが十分に抑制される。その結果、特定酸化物系介在物が割れの起点となるのを抑制でき、継目無鋼管において、優れた破壊靭性が得られる。
なお、特定酸化物系介在物の硬さとは、特定酸化物系介在物に含有されている酸化物の硬さを意味する。
特定酸化物系介在物の硬さの好ましい上限は17GPaであり、さらに好ましくは16GPaであり、さらに好ましくは15GPaである。
特定酸化物系介在物の硬さの下限は特に限定されない。しかしながら、特徴1及び特徴2を満たす化学組成の継目無鋼管において、特定酸化物系介在物の硬さの下限は例えば5GPaであり、例えば8GPaであり、例えば10GPaである。
特定酸化物系介在物の硬さの下限は特に限定されない。しかしながら、特徴1及び特徴2を満たす化学組成の継目無鋼管において、特定酸化物系介在物の硬さの下限は例えば5GPaであり、例えば8GPaであり、例えば10GPaである。
なお、特徴4~特徴6における特定酸化物系介在物の円相当径の上限は特に限定されない。しかしながら、特徴1及び特徴2を満たす継目無鋼管において、特定酸化物系介在物の円相当径の上限は例えば、10.0μmである。
[特定酸化物系介在物の個数密度の測定方法]
特定酸化物系介在物の個数密度は次の方法で求めることができる。
継目無鋼管の肉厚中央部から、組織観察用の試験片を作製する。試験片の表面のうち、継目無鋼管の肉厚方向及び管軸方向を含む表面を、観察面とする。試験片の観察面を鏡面研磨する。研磨後の観察面において、観察視野を任意に設定する。設定した観察視野に対して、走査電子顕微鏡(SEM)を用いて、1000倍の倍率で観察し、写真画像を生成する。観察視野のサイズは肉厚方向に2000μm、管軸方向に5000μmとする。観察視野の肉厚方向の中央位置が、継目無鋼管の肉厚中央部と一致するように、観察視野を設定する。
特定酸化物系介在物の個数密度は次の方法で求めることができる。
継目無鋼管の肉厚中央部から、組織観察用の試験片を作製する。試験片の表面のうち、継目無鋼管の肉厚方向及び管軸方向を含む表面を、観察面とする。試験片の観察面を鏡面研磨する。研磨後の観察面において、観察視野を任意に設定する。設定した観察視野に対して、走査電子顕微鏡(SEM)を用いて、1000倍の倍率で観察し、写真画像を生成する。観察視野のサイズは肉厚方向に2000μm、管軸方向に5000μmとする。観察視野の肉厚方向の中央位置が、継目無鋼管の肉厚中央部と一致するように、観察視野を設定する。
観察視野の写真画像において、コントラストに基づいて、粒子(介在物又は析出物)を特定する。特定された各粒子の面積を求め、面積に基づいて円相当径を求める。特定された各粒子のうち、円相当径が2.0μm以上の粒子を特定する。
特定した粒子に対して、エネルギー分散型X線分析法(EDS:Energy Dispersive X-ray Spectrometry)による点分析を行う。EDSの点分析により、各粒子中に含まれる元素の含有量を求める。EDSの点分析では、加速電圧を20kVとし、対象元素をMg、REM、Al、Ti、V、Cr、Mn、Fe、Ni、Mo、及び、Nb、N、Oとして定量する。特定酸化物系介在物が複数の異なるコントラスト領域を含む場合、各コントラスト領域に対して、EDSによる点分析を実施して、各領域中に含まれる元素の含有量を求める。円相当径が2.0μm以上の各粒子に対するEDS分析結果に基づいて、質量%で、O含有量が5%以上である領域を、酸化物と認定する。そして、酸化物を含有する粒子を「特定酸化物系介在物」と特定する。
観察視野で特定された特定酸化物系介在物の総個数を求める。得られた特定酸化物系介在物の総個数と、観察視野の総面積とに基づいて、特定酸化物系介在物の個数密度(個/mm2)を求める。なお、本実施形態では、特定酸化物系介在物の個数密度は、得られた数値の小数第一位を四捨五入して求める。
特定酸化物系介在物の個数密度は、走査電子顕微鏡に組成分析機能を付与された装置(SEM-EDS装置)を用いて求めることができる。SEM-EDS装置として例えば、FEI(ASPEX)社製の介在物自動分析装置である商品名:Metals Quality Analyzerを用いることができる。
[特定酸化物系介在物のアスペクト比の測定方法]
上述の[特定酸化物系介在物の個数密度の測定方法]で得られた観察視野中の各特定酸化物系介在物の長径及び短径を、次の方法で求める。特定酸化物系介在物と母相との境界、つまり、特定酸化物系介在物の輪郭線を2本の平行な線分で挟んだ場合に得られる2本の線分の間隔(線分間距離)のうち、最大の間隔を、長径(μm)と定義する。また、長径と平行な2本の線分で特定酸化物系介在物の輪郭線を挟んだときの2本の線分の間隔を、短径(μm)と定義する。得られた長径及び短径から、次式により、その特定酸化物系介在物のアスペクト比を求める。
アスペクト比=長径/短径
観察視野中の各特定酸化物系介在物のアスペクト比の最大値を、特定酸化物系介在物のアスペクト比とする。なお、本実施形態では、特定酸化物系介在物のアスペクト比は、得られた数値の小数第二位を四捨五入して求める。
上述の[特定酸化物系介在物の個数密度の測定方法]で得られた観察視野中の各特定酸化物系介在物の長径及び短径を、次の方法で求める。特定酸化物系介在物と母相との境界、つまり、特定酸化物系介在物の輪郭線を2本の平行な線分で挟んだ場合に得られる2本の線分の間隔(線分間距離)のうち、最大の間隔を、長径(μm)と定義する。また、長径と平行な2本の線分で特定酸化物系介在物の輪郭線を挟んだときの2本の線分の間隔を、短径(μm)と定義する。得られた長径及び短径から、次式により、その特定酸化物系介在物のアスペクト比を求める。
アスペクト比=長径/短径
観察視野中の各特定酸化物系介在物のアスペクト比の最大値を、特定酸化物系介在物のアスペクト比とする。なお、本実施形態では、特定酸化物系介在物のアスペクト比は、得られた数値の小数第二位を四捨五入して求める。
[特定酸化物系介在物の硬さの測定方法]
特定酸化物系介在物の硬さは、ナノインデンテーション法により、次の方法で求めることができる。
上述の[特定酸化物系介在物の個数密度の測定方法]で得られた観察視野中の各特定酸化物系介在物を、5000倍の倍率で観察する。各特定酸化物系介在物の位置を特定できるように、特定酸化物系介在物の近傍に、予め目印として圧子による圧痕を付与しておき、圧痕と当該特定酸化物系介在物との位置関係を記録しておく。
特定酸化物系介在物の硬さは、ナノインデンテーション法により、次の方法で求めることができる。
上述の[特定酸化物系介在物の個数密度の測定方法]で得られた観察視野中の各特定酸化物系介在物を、5000倍の倍率で観察する。各特定酸化物系介在物の位置を特定できるように、特定酸化物系介在物の近傍に、予め目印として圧子による圧痕を付与しておき、圧痕と当該特定酸化物系介在物との位置関係を記録しておく。
各特定酸化物系介在物のうち、特定酸化物系介在物に含有されている酸化物に対して、ナノインデンテーション法により硬さ(GPa)を求める。ナノインデンターとして、例えば、ブルカージャパン製のナノインデンター(商品名:TI-950)を用いる。上述の圧痕と特定酸化物系介在物との位置関係に基づいて、各特定酸化物系介在物に含有されている酸化物を特定する。特定された酸化物に圧子を押し込んで、硬さを測定する。このとき、試験力を500μNとする。なお、圧子の中心位置が、特定された酸化物の重心部分に押し込まれるように、押し込み位置を調整する。得られた各特定酸化物系介在物の硬さの最大値を、特定酸化物系介在物の硬さ(GPa)とする。なお、本実施形態では、特定酸化物系介在物の硬さは、得られた数値の小数第一位を四捨五入して求める。
[本実施形態の継目無鋼管の効果]
本実施形態の継目無鋼管は、特徴1~特徴6を満たす。そのため、本実施形態の継目無鋼管では、高い強度を有しつつ、優れた破壊靭性が得られる。
本実施形態の継目無鋼管は、特徴1~特徴6を満たす。そのため、本実施形態の継目無鋼管では、高い強度を有しつつ、優れた破壊靭性が得られる。
ここで、優れた破壊靭性とは、低温において破壊靭性が優れることを意味し、次のように定義される。
[破壊靭性の測定方法について]
ISO 12135(2021)に準拠した方法でCTOD試験を実施して、-20℃におけるCTOD値を求める。具体的には、継目無鋼管から、ISO 15653(2018)に準拠した方法で、3点曲げCTOD試験片を作製する。本実施形態において、CTOD試験片は、片側ノッチ付き曲げ(SENB:Single Edge Notched Bend)試験片を用いる。なお、CTOD試験片は、厚さをBとして、幅Wを2Bとし、長さLを10Bとする。CTOD試験片はさらに、厚さBをなるべく大きくするように作製する。CTOD試験片のノッチは、幅を2mmとし、先端形状を60°とする。
ISO 12135(2021)に準拠した方法でCTOD試験を実施して、-20℃におけるCTOD値を求める。具体的には、継目無鋼管から、ISO 15653(2018)に準拠した方法で、3点曲げCTOD試験片を作製する。本実施形態において、CTOD試験片は、片側ノッチ付き曲げ(SENB:Single Edge Notched Bend)試験片を用いる。なお、CTOD試験片は、厚さをBとして、幅Wを2Bとし、長さLを10Bとする。CTOD試験片はさらに、厚さBをなるべく大きくするように作製する。CTOD試験片のノッチは、幅を2mmとし、先端形状を60°とする。
作製されたCTOD試験片に対して、予き裂を導入するための疲労試験を実施する。本実施形態では、初期相対き裂長さa0/Wを0.50とする。具体的には、常温(25℃)にて疲労試験を実施し、ノッチの先端に長さ2mmの疲労予き裂を導入して、初期き裂長さa0をBとする。疲労予き裂が導入されたCTOD試験片に対して、ISO 12135(2021)に準拠して、-20℃にてCTOD試験を実施する。CTOD試験によって得られた、荷重-開口量曲線における破断時の荷重と、クリップゲージ開口変位の塑性成分量とから、ISO 12135(2021)に基づき、CTOD値(mm)を求める。なお、同様の試験を6回実施して、最小のCTOD値(mm)を、継目無鋼管の-20℃におけるCTOD値(mm)と定義する。なお、本実施形態では、CTOD値は、得られた数値の小数第三位を四捨五入して求める。
本実施形態では、以上の方法で求めた-20℃におけるCTOD値が0.25mm以上であれば、優れた破壊靭性を示すと判断する。
[ミクロ組織]
好ましくは、本実施形態による継目無鋼管のミクロ組織は、主として焼戻しベイナイトからなる。より具体的には、本実施形態による継目無鋼管のミクロ組織は、焼戻しベイナイトの体積率が90%以上である。ミクロ組織の残部は例えば、フェライト、又は、パーライトである。なお、本実施形態による継目無鋼管のミクロ組織には、焼戻しベイナイト、フェライト、及び、パーライト以外に、析出物や介在物等を微小量含んでもよい。しかしながら、本実施形態による継目無鋼管のミクロ組織において、析出物や介在物等の体積率は、焼戻しベイナイト、フェライト、及び、パーライトと比較して、無視できるほど小さい。
好ましくは、本実施形態による継目無鋼管のミクロ組織は、主として焼戻しベイナイトからなる。より具体的には、本実施形態による継目無鋼管のミクロ組織は、焼戻しベイナイトの体積率が90%以上である。ミクロ組織の残部は例えば、フェライト、又は、パーライトである。なお、本実施形態による継目無鋼管のミクロ組織には、焼戻しベイナイト、フェライト、及び、パーライト以外に、析出物や介在物等を微小量含んでもよい。しかしながら、本実施形態による継目無鋼管のミクロ組織において、析出物や介在物等の体積率は、焼戻しベイナイト、フェライト、及び、パーライトと比較して、無視できるほど小さい。
なお、焼戻しベイナイトの体積率を観察により求める場合、以下の方法で求めることができる。まず、本実施形態による継目無鋼管の肉厚中央部から、管軸方向と肉厚方向とを含む面を観察面とする試験片を作製する。試験片の観察面を鏡面に研磨した後、ナイタール腐食液に10秒程度浸漬して、エッチングによる組織現出を行う。エッチングした観察面を、光学顕微鏡を用いて、10視野観察する。視野面積は例えば、0.04mm2(倍率500倍)である。各視野において、コントラストに基づいて、フェライト及びパーライトを特定する。特定されたフェライト及びパーライトの総面積率を求める。面積率を求める方法は特に限定されず、周知の方法でよい。例えば、画像解析によって、フェライト及びパーライトの総面積率を求めることができる。得られたフェライト及びパーライトの総面積率(%)と、次の式とを用いて、焼戻しベイナイトの面積率(%)を求める。
焼戻しベイナイトの面積率(%)=100-(フェライト及びパーライトの総面積率)(%)
10視野で得られた焼戻しベイナイトの面積率(%)の算術平均値を、焼戻しベイナイトの体積率(%)と定義する。
焼戻しベイナイトの面積率(%)=100-(フェライト及びパーライトの総面積率)(%)
10視野で得られた焼戻しベイナイトの面積率(%)の算術平均値を、焼戻しベイナイトの体積率(%)と定義する。
[継目無鋼管の形状]
本実施形態による継目無鋼管の形状は、継目無鋼管であれば特に限定されない。すなわち、外径、肉厚、及び、長さについては、特に限定されない。本実施形態による継目無鋼管がラインパイプ用継目無鋼管である場合、好ましい外径は60~425mmである。また、本実施形態による継目無鋼管がラインパイプ用継目無鋼管である場合さらに、好ましい肉厚は50mm未満である。なお、肉厚の下限は例えば5mmである。特に、肉厚が20mm以上の厚肉であっても、優れた破壊靭性が得られる。
本実施形態による継目無鋼管の形状は、継目無鋼管であれば特に限定されない。すなわち、外径、肉厚、及び、長さについては、特に限定されない。本実施形態による継目無鋼管がラインパイプ用継目無鋼管である場合、好ましい外径は60~425mmである。また、本実施形態による継目無鋼管がラインパイプ用継目無鋼管である場合さらに、好ましい肉厚は50mm未満である。なお、肉厚の下限は例えば5mmである。特に、肉厚が20mm以上の厚肉であっても、優れた破壊靭性が得られる。
[製造方法]
以下、本実施形態による継目無鋼管の製造方法を説明する。以下に説明する継目無鋼管の製造方法は、本実施形態による継目無鋼管を製造する方法の一例である。すなわち、本実施形態による継目無鋼管は、以下に説明する製造方法以外の他の製造方法によって、製造されてもよい。
本実施形態による継目無鋼管の製造方法の一例は、次の工程を含む。
(工程1)製鋼工程
(工程2)熱間加工工程
(工程3)焼入れ工程
(工程4)焼戻し工程
以下、各工程について説明する。
以下、本実施形態による継目無鋼管の製造方法を説明する。以下に説明する継目無鋼管の製造方法は、本実施形態による継目無鋼管を製造する方法の一例である。すなわち、本実施形態による継目無鋼管は、以下に説明する製造方法以外の他の製造方法によって、製造されてもよい。
本実施形態による継目無鋼管の製造方法の一例は、次の工程を含む。
(工程1)製鋼工程
(工程2)熱間加工工程
(工程3)焼入れ工程
(工程4)焼戻し工程
以下、各工程について説明する。
[(工程1)製鋼工程]
製鋼工程は、次の工程を含む。
(工程11)精錬工程
(工程12)鋳造工程
精錬工程では、成分を調整した溶鋼を製造する。鋳造工程では、精錬工程で製造した溶鋼を用いて、鋳造材(ブルーム又はビレット)を製造する。以下、各工程について説明する。
製鋼工程は、次の工程を含む。
(工程11)精錬工程
(工程12)鋳造工程
精錬工程では、成分を調整した溶鋼を製造する。鋳造工程では、精錬工程で製造した溶鋼を用いて、鋳造材(ブルーム又はビレット)を製造する。以下、各工程について説明する。
[(工程11)精錬工程]
精錬工程は、一次精錬と二次精錬とを含む。一次精錬では、周知の方法で製造された溶鋼に対して転炉での精錬を実施する。具体的には、溶銑に酸素を吹き付けて、炭素を除去する。二次精錬では、元素を添加して成分調整を実施し、溶鋼の化学組成が、特徴1及び特徴2を満たす溶鋼を製造する。具体的には、一次精錬工程後、転炉から出鋼した溶鋼に対して脱酸処理を実施する。脱酸処理後、除滓処理を実施する。除滓処理後、二次精錬を実施する。二次精錬では、LT(Ladle Treatment)により成分調整を実施する。具体的には、LTにおいて、取鍋中の溶鋼に対して合金元素を添加して、溶鋼の成分を調整する。成分調整時の溶鋼温度は例えば、1500~1700℃に保持するのが好ましい。
精錬工程は、一次精錬と二次精錬とを含む。一次精錬では、周知の方法で製造された溶鋼に対して転炉での精錬を実施する。具体的には、溶銑に酸素を吹き付けて、炭素を除去する。二次精錬では、元素を添加して成分調整を実施し、溶鋼の化学組成が、特徴1及び特徴2を満たす溶鋼を製造する。具体的には、一次精錬工程後、転炉から出鋼した溶鋼に対して脱酸処理を実施する。脱酸処理後、除滓処理を実施する。除滓処理後、二次精錬を実施する。二次精錬では、LT(Ladle Treatment)により成分調整を実施する。具体的には、LTにおいて、取鍋中の溶鋼に対して合金元素を添加して、溶鋼の成分を調整する。成分調整時の溶鋼温度は例えば、1500~1700℃に保持するのが好ましい。
二次精錬での成分調整では、次の条件を満たす。
(条件1)
Al、REM、Mgの順に溶鋼に添加し、Alを添加してから、REMを添加するまでの保持時間t0を300秒(5分)以上とする。
(条件2)
REMを添加し、均一混合時間τが経過してから、Mgを添加するまでの保持時間を保持時間t1とする。また、Mgを添加し、均一混合時間τが経過してから、出鋼するまでの保持時間を保持時間t2とする。この場合、保持時間t1及び保持時間t2が式(A)を満たす。
t1/t2≧1.0 (A)
(条件1)
Al、REM、Mgの順に溶鋼に添加し、Alを添加してから、REMを添加するまでの保持時間t0を300秒(5分)以上とする。
(条件2)
REMを添加し、均一混合時間τが経過してから、Mgを添加するまでの保持時間を保持時間t1とする。また、Mgを添加し、均一混合時間τが経過してから、出鋼するまでの保持時間を保持時間t2とする。この場合、保持時間t1及び保持時間t2が式(A)を満たす。
t1/t2≧1.0 (A)
ここで、均一混合時間τとは、溶鋼に元素成分を添加してから、溶鋼内に添加した元素成分が均一に分散するまでの時間を意味する。均一混合時間τは次の式(B)により求めることができる。
τ=800×ε-0.4 (B)
ここで、εはLTにおける溶鋼の撹拌動力密度であり、式(C)により定義される。
ε=28.5(Q/W)×T×log(1+H/1.48) (C)
ここで、Qは上吹きガス流量(Nm3/min)である。Wは溶鋼質量(t)である。Tは溶鋼温度(K)である。Hは取鍋内の溶鋼の深さ(鋼浴深さ)(m)である。
τ=800×ε-0.4 (B)
ここで、εはLTにおける溶鋼の撹拌動力密度であり、式(C)により定義される。
ε=28.5(Q/W)×T×log(1+H/1.48) (C)
ここで、Qは上吹きガス流量(Nm3/min)である。Wは溶鋼質量(t)である。Tは溶鋼温度(K)である。Hは取鍋内の溶鋼の深さ(鋼浴深さ)(m)である。
以下、条件1及び条件2について説明する。
[(条件1)元素添加順及び保持時間t0について]
本実施形態では、二次精錬での溶鋼に対して、Al、REM、Mgの順に脱酸元素を添加する。Al添加により、溶鋼中にAl酸化物が生成する。Al添加後にREMを添加すれば、Al及びREMを含有する硬質な酸化物が生成する。REM添加後にさらにMgを添加すれば、Al及びREMを含有する硬質な酸化物が、Mgにより還元される。その結果、Al及びREMを含有する硬質な酸化物が、Al、REM及びMgを含有する軟質な酸化物に改質される。以上の工程により、製造後の継目無鋼管において、特定酸化物系介在物が特徴5及び特徴6を満たす。
本実施形態では、二次精錬での溶鋼に対して、Al、REM、Mgの順に脱酸元素を添加する。Al添加により、溶鋼中にAl酸化物が生成する。Al添加後にREMを添加すれば、Al及びREMを含有する硬質な酸化物が生成する。REM添加後にさらにMgを添加すれば、Al及びREMを含有する硬質な酸化物が、Mgにより還元される。その結果、Al及びREMを含有する硬質な酸化物が、Al、REM及びMgを含有する軟質な酸化物に改質される。以上の工程により、製造後の継目無鋼管において、特定酸化物系介在物が特徴5及び特徴6を満たす。
一方、Al添加後にREMを添加せずにMgを添加すれば、Al及びMgを含有する軟質な酸化物が生成する。この場合、その後にREMを添加しても、Al及びMgを含有する軟質な酸化物は、REMにより還元されにくい。そのため、製造後の継目無鋼管において、特定酸化物系介在物のアスペクト比が過度に大きくなる。したがって、二次精錬では、Al、REM、Mgの順に脱酸元素を添加する。
さらに、Alを添加してから、REMを添加するまでの保持時間t0を300秒以上とする。保持時間t0が300秒未満であれば、Al添加後に生成した溶鋼中のAl2O3が十分に浮上しない。この場合、特定酸化物系介在物の個数密度が過度に多くなる。そのため、保持時間t0を300秒以上とする。保持時間t0の上限は特に限定されないが、例えば、1200秒である。
[(条件2)式(A)について]
REMを添加し、均一混合時間τが経過してから、Mgを添加するまでの保持時間を、保持時間t1(秒)とする。また、Mgを添加し、均一混合時間τが経過してから、出鋼するまでの保持時間を保持時間t2(秒)とする。この場合、保持時間t1(秒)と、保持時間t2(秒)とが、次の式(A)を満たす。
t1/t2≧1.0 (A)
REMを添加し、均一混合時間τが経過してから、Mgを添加するまでの保持時間を、保持時間t1(秒)とする。また、Mgを添加し、均一混合時間τが経過してから、出鋼するまでの保持時間を保持時間t2(秒)とする。この場合、保持時間t1(秒)と、保持時間t2(秒)とが、次の式(A)を満たす。
t1/t2≧1.0 (A)
FAを次のとおり定義する。
FA=t1/t2
FAは、溶鋼における酸化物系介在物の状態を示す指標である。FAが小さい場合、特定酸化物系介在物において、Al及びREMを含有する硬質な酸化物がMgにより還元され過ぎる。その結果、酸化物の硬さが過度に低くなる。この場合、特定酸化物系介在物のアスペクト比が過度に大きくなる。
FA=t1/t2
FAは、溶鋼における酸化物系介在物の状態を示す指標である。FAが小さい場合、特定酸化物系介在物において、Al及びREMを含有する硬質な酸化物がMgにより還元され過ぎる。その結果、酸化物の硬さが過度に低くなる。この場合、特定酸化物系介在物のアスペクト比が過度に大きくなる。
FAが1.0以上であれば、特定酸化物系介在物において、酸化物の硬さが適切である。そのため、本発明における他の特徴を満たすことを前提として、特定酸化物系介在物のアスペクト比及び硬さが適切な範囲となる。
なお、FAの上限は特に限定されず、例えば、20.0であってもよい。また、FAが1.0以上であれば、保持時間t1及び保持時間t2は特に限定されない。保持時間t1は例えば、50~1000秒である。保持時間t2は例えば、30~200秒である。
[(工程12)鋳造工程]
上述の精錬工程により製造された溶鋼を用いて、素材(インゴット又はブルーム)を製造する。具体的には、溶鋼を用いて連続鋳造法により鋳片を製造する。鋳片は例えば、ブルーム又はビレットである。溶鋼を用いて造塊法によりインゴットとしてもよい。鋳片又はインゴットに対してさらに、分塊圧延等を実施して、ビレットを製造してもよい。以上の工程により、素材(インゴット、ブルーム、ビレット)を製造する。
上述の精錬工程により製造された溶鋼を用いて、素材(インゴット又はブルーム)を製造する。具体的には、溶鋼を用いて連続鋳造法により鋳片を製造する。鋳片は例えば、ブルーム又はビレットである。溶鋼を用いて造塊法によりインゴットとしてもよい。鋳片又はインゴットに対してさらに、分塊圧延等を実施して、ビレットを製造してもよい。以上の工程により、素材(インゴット、ブルーム、ビレット)を製造する。
[(工程2)熱間加工工程]
熱間加工工程では、準備された素材を熱間加工して素管を製造する。具体的には、ビレットを加熱炉で加熱する。好ましくは、ビレットの加熱において、連続式の加熱炉に装入して加熱する。以下、連続式の加熱炉に装入して加熱する場合について説明する。この場合、加熱炉は、ロータリーハース型の加熱炉であってもよいし、ウォーキングビーム型の加熱炉であってもよい。加熱温度は例えば、1000~1300℃である。
熱間加工工程では、準備された素材を熱間加工して素管を製造する。具体的には、ビレットを加熱炉で加熱する。好ましくは、ビレットの加熱において、連続式の加熱炉に装入して加熱する。以下、連続式の加熱炉に装入して加熱する場合について説明する。この場合、加熱炉は、ロータリーハース型の加熱炉であってもよいし、ウォーキングビーム型の加熱炉であってもよい。加熱温度は例えば、1000~1300℃である。
加熱炉から抽出されたビレットに対して熱間加工を実施して、素管(継目無鋼管)を製造する。本実施形態において、熱間加工の方法は特に限定されず、周知の方法でよい。例えば、熱間加工としてマンネスマン法を実施して、素管を製造してもよい。この場合、穿孔機により丸ビレットを穿孔圧延する。穿孔圧延する場合、穿孔比は特に限定されないが、例えば、1.0~4.0である。穿孔圧延された丸ビレットをさらに、マンドレルミル、レデューサー、サイジングミル等により熱間圧延して素管にする。熱間加工工程での累積の減面率は例えば、20~70%である。また、他の熱間加工方法を実施して、ビレットから素管を製造してもよい。エルハルト法等の鍛造により素管を製造してもよい。以上の工程により素管が製造される。
熱間加工により製造された素管は空冷されてもよい(As-Rolled)。熱間加工により製造された素管は、常温まで冷却せずに、熱間加工後に次工程の焼入れ工程として、直接焼入れを実施してもよい。また、熱間加工後に補熱(再加熱)した後、次工程の焼入れ工程を実施してもよい。以下、焼入れ工程について詳述する。
[(工程3)焼入れ工程]
焼入れ工程では、準備された素管に対して、焼入れを実施する。好ましい焼入れ温度は800~1000℃である。焼入れ温度での保持時間は特に限定されないが、例えば、5~100分である。焼入れ方法は例えば、焼入れ開始温度から素管を連続的に冷却し、素管の表面温度を連続的に低下させる。連続冷却処理の方法は特に限定されず、周知の方法でよい。連続冷却処理の方法は例えば、水槽に素管を浸漬して冷却する方法や、シャワー水冷又はミスト冷却により素管を加速冷却する方法である。
焼入れ工程では、準備された素管に対して、焼入れを実施する。好ましい焼入れ温度は800~1000℃である。焼入れ温度での保持時間は特に限定されないが、例えば、5~100分である。焼入れ方法は例えば、焼入れ開始温度から素管を連続的に冷却し、素管の表面温度を連続的に低下させる。連続冷却処理の方法は特に限定されず、周知の方法でよい。連続冷却処理の方法は例えば、水槽に素管を浸漬して冷却する方法や、シャワー水冷又はミスト冷却により素管を加速冷却する方法である。
[(工程4)焼戻し工程]
焼戻し工程では、焼入れ工程後の素管に対して、焼戻しを実施する。ここで、焼戻し温度は、焼入れ後の素管を加熱して、保持する際の炉の温度に相当する。焼戻し時間は、素管の温度が所定の焼戻し温度に到達してから、熱処理炉から抽出されるまでの時間を意味する。
焼戻し工程では、焼入れ工程後の素管に対して、焼戻しを実施する。ここで、焼戻し温度は、焼入れ後の素管を加熱して、保持する際の炉の温度に相当する。焼戻し時間は、素管の温度が所定の焼戻し温度に到達してから、熱処理炉から抽出されるまでの時間を意味する。
焼戻し温度は、継目無鋼管の化学組成、及び、得ようとする強度(引張強さで531~758MPa)に応じて適宜調整する。つまり、本実施形態の化学組成を有する素管に対して、焼戻し温度を調整して、継目無鋼管の強度を調整する。本実施形態による焼戻し工程において、好ましい焼戻し温度は500~700℃である。また、本実施形態の焼戻し工程において、好ましい焼戻し時間は5~240分である。
以上の製造方法によって、本実施形態による継目無鋼管を製造することができる。しかしながら、上述のとおり、上記製造方法は一例であり、他の製造方法によって製造されてもよい。以下、実施例によって本発明をさらに具体的に説明する。
表1(表1A及び表1B)に示す化学組成を有する継目無鋼管を製造した。


ここで、表1B中の「-」は、各元素の含有量が不純物レベルであることを意味する。また、表1B中に「Fn」を示す。
各試験番号の溶鋼を次のとおり製造した。二次精錬のLTにより、取鍋中の溶鋼に対して最終の成分調整を実施した。表2中の「脱酸元素添加順」欄には、二次精錬時のAl、REM及びMgの添加順を示す。「Al→REM→Mg」は、Al、REM、Mgの順に添加したことを意味する。「Al→Mg→REM」は、Al、Mg、REMの順に添加したことを意味する。
試験番号1~34では、Alを添加した後、REMを添加し、その後、Mgを添加した。Alを添加した後REMを添加するまでの保持時間t0(秒)、REMを添加し均一混合時間τ経過してからMgを添加するまでの保持時間t1(秒)及び、Mgを添加し均一混合時間τ経過してから出鋼するまでの保持時間t2(秒)はそれぞれ、表2に示すとおりであった。
一方、試験番号35では、Alを添加した後、Mgを添加した。その後さらに、REMを添加した。なお、試験番号35においては、Alを添加した後Mgを添加するまでの保持時間をt0(秒)、Mgを添加し均一混合時間τ経過してからREMを添加するまでの保持時間をt1(秒)、及び、REMを添加し均一混合時間τ経過してから出鋼するまでの保持時間をt2(秒)とした(表2参照)。なお、表2には、FA(=t1/t2)も示す。以上の工程により、各試験番号の溶鋼を製造した。

各試験番号の溶鋼を用いて、連続鋳造法によって丸ビレットを製造した。連続鋳造後、各試験番号の丸ビレットに対して、熱間加工としてマンネスマン法を実施して、素管を製造した。熱間加工での加熱温度は1250℃であった。
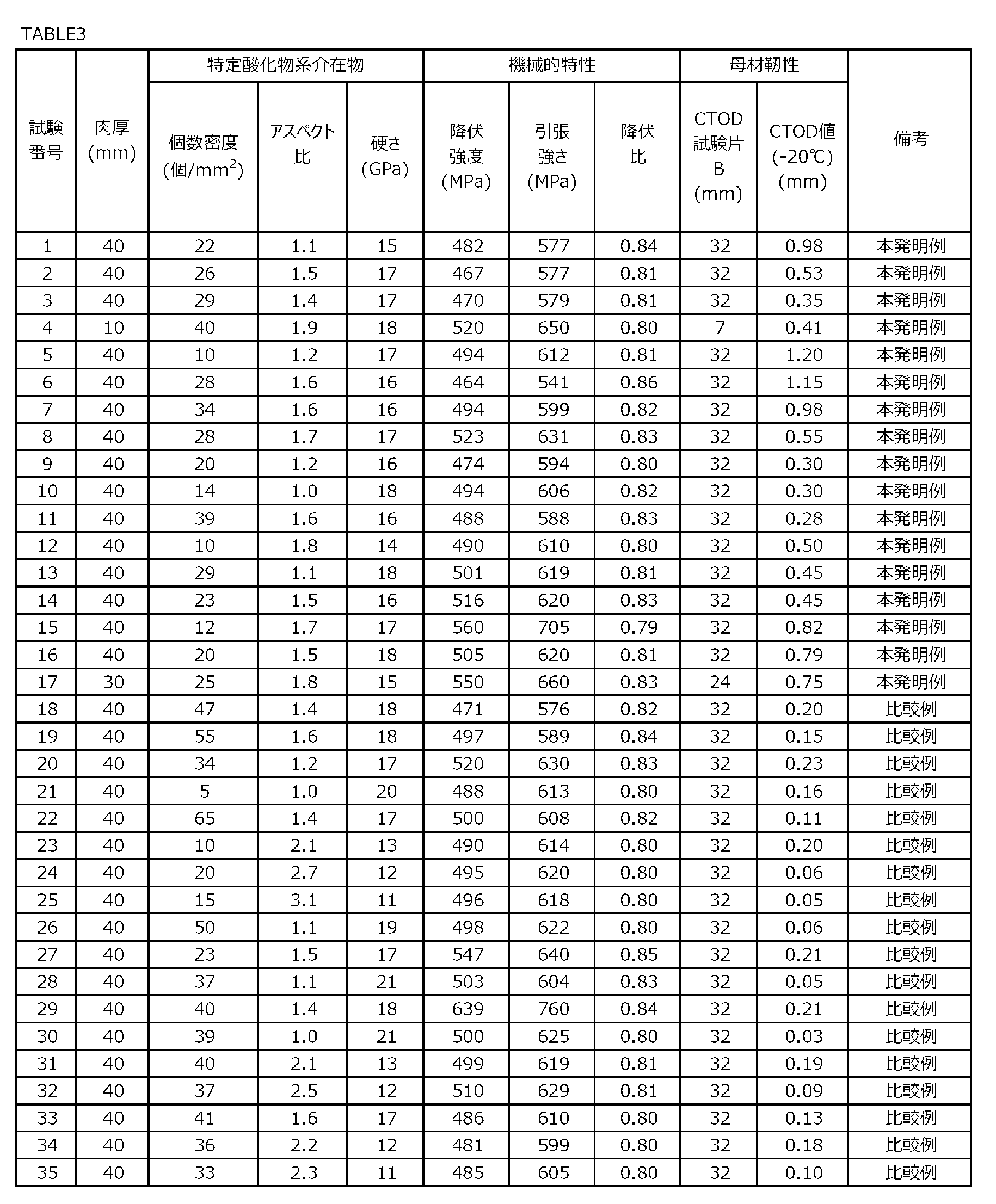
得られた各試験番号の素管に対して、焼入れ及び焼戻しを実施した。具体的には、各試験番号の素管に対して、850~1000℃で5~90分間保持した後、水冷する焼入れを実施した。焼入れされた各試験番号の素管に対してさらに、500~700℃で5~240分間保持する焼戻しを実施して、引張強さを調整した。以上の製造工程により、各試験番号の継目無鋼管を得た。各試験番号の継目無鋼管の肉厚(mm)を表3に示す。なお、各試験番号の継目無鋼管の外径は219.1mmであった。以上の製造工程により、各試験番号の継目無鋼管を製造した。
[評価試験]
各試験番号の継目無鋼管に対して、次の評価試験を実施した。
(試験1)特定酸化物系介在物の個数密度の測定試験
(試験2)特定酸化物系介在物のアスペクト比の測定試験
(試験3)特定酸化物系介在物の硬さ測定試験
(試験4)引張試験
(試験5)破壊靭性評価試験
以下、試験1~試験5について説明する。
各試験番号の継目無鋼管に対して、次の評価試験を実施した。
(試験1)特定酸化物系介在物の個数密度の測定試験
(試験2)特定酸化物系介在物のアスペクト比の測定試験
(試験3)特定酸化物系介在物の硬さ測定試験
(試験4)引張試験
(試験5)破壊靭性評価試験
以下、試験1~試験5について説明する。
[(試験1)特定酸化物系介在物の個数密度の測定試験]
上述の[特定酸化物系介在物の個数密度の測定方法]に記載の方法に基づいて、各試験番号の継目無鋼管での特定酸化物系介在物の個数密度(個/mm2)を求めた。なお、特定酸化物系介在物の個数密度の測定には、FEI(ASPEX)社製の介在物自動分析装置である商品名:Metals Quality Analyzerを用いた。得られた特定酸化物系介在物の個数密度を、表3中の「個数密度(個/mm2)」欄に示す。
上述の[特定酸化物系介在物の個数密度の測定方法]に記載の方法に基づいて、各試験番号の継目無鋼管での特定酸化物系介在物の個数密度(個/mm2)を求めた。なお、特定酸化物系介在物の個数密度の測定には、FEI(ASPEX)社製の介在物自動分析装置である商品名:Metals Quality Analyzerを用いた。得られた特定酸化物系介在物の個数密度を、表3中の「個数密度(個/mm2)」欄に示す。
[(試験2)特定酸化物系介在物のアスペクト比の測定試験]
上述の[特定酸化物系介在物のアスペクト比の測定方法]に記載の方法に基づいて、各試験番号の特定酸化物系介在物のアスペクト比を求めた。得られた特定酸化物系介在物のアスペクト比を、表3中の「アスペクト比」欄に示す。
上述の[特定酸化物系介在物のアスペクト比の測定方法]に記載の方法に基づいて、各試験番号の特定酸化物系介在物のアスペクト比を求めた。得られた特定酸化物系介在物のアスペクト比を、表3中の「アスペクト比」欄に示す。
[(試験3)特定酸化物系介在物の硬さ測定試験]
上述の[特定酸化物系介在物の硬さの測定方法]に記載の方法に基づいて、特定酸化物系介在物の硬さ(GPa)を求めた。なお、ナノインデンターとして、ブルカージャパン製のナノインデンター(商品名:TI-950)を用いた。得られた特定酸化物系介在物の硬さを、表3中の「硬さ(GPa)」欄に示す。
上述の[特定酸化物系介在物の硬さの測定方法]に記載の方法に基づいて、特定酸化物系介在物の硬さ(GPa)を求めた。なお、ナノインデンターとして、ブルカージャパン製のナノインデンター(商品名:TI-950)を用いた。得られた特定酸化物系介在物の硬さを、表3中の「硬さ(GPa)」欄に示す。
[(試験4)引張試験]
上述の[機械的特性(引張強さ及び降伏比等)の求め方]に記載の方法に基づいて、各試験番号の継目無鋼管の降伏強度、引張強さ、及び、降伏比を求めた。なお、引張試験片として、JIS Z 2241(2011)に規定される4号試験片(丸棒試験片)を作製した。得られた降伏強度(MPa)、引張強さ(MPa)及び降伏比を、表3中の「降伏強度(MPa)」欄、「引張強さ(MPa)」欄、及び、「降伏比」欄に示す。
上述の[機械的特性(引張強さ及び降伏比等)の求め方]に記載の方法に基づいて、各試験番号の継目無鋼管の降伏強度、引張強さ、及び、降伏比を求めた。なお、引張試験片として、JIS Z 2241(2011)に規定される4号試験片(丸棒試験片)を作製した。得られた降伏強度(MPa)、引張強さ(MPa)及び降伏比を、表3中の「降伏強度(MPa)」欄、「引張強さ(MPa)」欄、及び、「降伏比」欄に示す。
[(試験5)破壊靭性評価試験]
上述の[破壊靭性の測定方法について]に記載の方法に基づいて、各試験番号の継目無鋼管の-20℃のCTOD値(mm)を求めた。なお、各試験番号のCTOD試験片の厚さB(mm)は、表3に記載のとおりであった。得られた各試験番号の-20℃のCTOD値(mm)を、表3の「CTOD値(-20℃)(mm)」欄に示す。
上述の[破壊靭性の測定方法について]に記載の方法に基づいて、各試験番号の継目無鋼管の-20℃のCTOD値(mm)を求めた。なお、各試験番号のCTOD試験片の厚さB(mm)は、表3に記載のとおりであった。得られた各試験番号の-20℃のCTOD値(mm)を、表3の「CTOD値(-20℃)(mm)」欄に示す。
[試験結果]
表1(表1A及び表1B)~表3を参照して、試験番号1~17の継目無鋼管は特徴1~特徴6を満たした。そのため、これらの試験番号の継目無鋼管では、破壊靭性評価試験において、-20℃のCTOD値が0.25mm以上となり、優れた破壊靭性が得られた。なお、これらの継目無鋼管はいずれも、主として焼戻しベイナイトからなるミクロ組織を有していた。つまり、焼戻しベイナイトの体積率が90%以上であった。
表1(表1A及び表1B)~表3を参照して、試験番号1~17の継目無鋼管は特徴1~特徴6を満たした。そのため、これらの試験番号の継目無鋼管では、破壊靭性評価試験において、-20℃のCTOD値が0.25mm以上となり、優れた破壊靭性が得られた。なお、これらの継目無鋼管はいずれも、主として焼戻しベイナイトからなるミクロ組織を有していた。つまり、焼戻しベイナイトの体積率が90%以上であった。
さらに、試験番号1、5~7、15~17では、Al含有量が0.072%以上であった。そのため、破壊靭性評価試験において、-20℃のCTOD値が0.70mm以上となり、顕著に優れた破壊靭性が得られた。
一方、試験番号18及び19の継目無鋼管では、Al含有量が高すぎた。そのため、特定酸化物系介在物の個数密度が40個/mm2を超えた。その結果、これらの試験番号の継目無鋼管では、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号20の継目無鋼管では、Si含有量が高すぎた。そのため、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号21の継目無鋼管では、Mg含有量が低すぎ、Fn値が高すぎた。そのため、特定酸化物系介在物の硬さが18GPaを超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号22の継目無鋼管では、Mg含有量が高すぎた。そのため、特定酸化物系介在物の個数密度が40個/mm2を超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号23の継目無鋼管では、REM含有量が低すぎた。そのため、特定酸化物系介在物のアスペクト比が2.0を超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号24及び25の継目無鋼管では、REM含有量が低すぎ、かつ、Fn値が低すぎた。そのため、特定酸化物系介在物のアスペクト比が2.0を超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号26の継目無鋼管では、REM含有量が高すぎ、かつ、Fn値が高すぎた。そのため、特定酸化物系介在物の個数密度が40個/mm2を超えた。さらに、特定酸化物系介在物の硬さが18GPaを超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号27の継目無鋼管では、Mo含有量が高すぎた。そのため、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号28の継目無鋼管では、Ca含有量が高すぎた。そのため、特定酸化物系介在物の硬さが18GPaを超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号29の継目無鋼管では、B含有量が高すぎた。そのため、引張強さが758MPaを超えた。その結果、その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号30の継目無鋼管では、Fn値が高すぎた。そのため、特定酸化物系介在物の硬さが18GPaを超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号31及び32の継目無鋼管では、精錬工程において、FA値が1.0未満であった。そのため、特定酸化物系介在物のアスペクト比が2.0を超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号33の継目無鋼管では、精錬工程において、Al添加後の保持時間t0が短すぎた。そのため、特定酸化物系介在物の個数密度が40個/mm2を超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号34の継目無鋼管では、Fnが下限未満であった。そのため、特定酸化物系介在物のアスペクト比が2.0を超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
試験番号35の継目無鋼管では、精錬工程において、脱酸元素の添加順序が不適切であった。具体的には、Al添加後にMgを添加し、その後、REMを添加した。そのため、特定酸化物系介在物のアスペクト比が2.0を超えた。その結果、破壊靭性評価試験において、-20℃のCTOD値が0.25mm未満となり、優れた破壊靭性が得られなかった。
以上、本開示の実施の形態を説明した。しかしながら、上述した実施の形態は本開示を実施するための例示に過ぎない。したがって、本開示は上述した実施の形態に限定されることなく、その趣旨を逸脱しない範囲内で上述した実施の形態を適宜変更して実施することができる。
Claims (4)
- 継目無鋼管であって、
質量%で、
C:0.03~0.08%、
Si:0.05~0.25%、
Mn:1.0~2.5%、
P:0.05%以下、
S:0.005%以下、
Al:0.030~0.100%、
Ti:0.001~0.050%、
Mg:0.0005~0.0050%、
希土類元素:0.0005~0.0050%、
N:0.0150%以下、
O:0.0050%以下、
Mo:0~0.3%、
Nb:0~0.020%、
Ca:0~0.0002%、
B:0~0.0002%、
Cu:0~0.50%、
Ni:0~0.50%、
Cr:0~0.50%、
V:0~0.08%、及び、
残部がFe及び不純物からなり、式(1)を満たし、
引張強さが531~758MPaであり、
円相当径が2.0μm以上の酸化物系介在物である特定酸化物系介在物の個数密度が40個/mm2以下であり、
前記特定酸化物系介在物のアスペクト比が2.0以下であり、
前記特定酸化物系介在物の硬さが18GPa以下である、
継目無鋼管。
0.3≦REM/Mg≦2.0 (1)
ここで、式(1)中の「REM」には、希土類元素の質量%での含有量が代入され、「Mg」にはMgの質量%での含有量が代入される。 - 請求項1に記載の継目無鋼管であって、
Al:0.072~0.100%、
を含有する、
継目無鋼管。 - 請求項1に記載の継目無鋼管であって、
Cu:0.01~0.50%、
Ni:0.01~0.50%、
Cr:0.01~0.50%、及び、
V:0.01~0.08%、からなる群から選択される1種以上を含有する、
継目無鋼管。 - 請求項1~3のいずれか1項に記載の継目無鋼管であって、
前記継目無鋼管は、ラインパイプ用継目無鋼管である、
継目無鋼管。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023069683A JP2024155202A (ja) | 2023-04-20 | 2023-04-20 | 継目無鋼管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023069683A JP2024155202A (ja) | 2023-04-20 | 2023-04-20 | 継目無鋼管 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2024155202A true JP2024155202A (ja) | 2024-10-31 |
Family
ID=93259511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023069683A Pending JP2024155202A (ja) | 2023-04-20 | 2023-04-20 | 継目無鋼管 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2024155202A (ja) |
-
2023
- 2023-04-20 JP JP2023069683A patent/JP2024155202A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10472690B2 (en) | High-strength seamless steel pipe for oil country tubular goods and method of producing the same | |
| RU2607503C2 (ru) | Высокопрочная бесшовная стальная труба для применения в нефтяной скважине, обладающая высокой стойкостью к растрескиванию под действием напряжений в сульфидсодержащей среде | |
| JP7036238B2 (ja) | サワー環境での使用に適した鋼材 | |
| US11066719B2 (en) | Duplex stainless steel and method of manufacturing duplex stainless steel | |
| US10808304B2 (en) | Steel for induction hardening | |
| US10640856B2 (en) | High-strength seamless steel pipe for oil country tubular goods and method of producing the same | |
| JP7036237B2 (ja) | サワー環境での使用に適した鋼材 | |
| KR102561036B1 (ko) | 강재 | |
| US20190300993A1 (en) | Steel for Induction Hardening | |
| US10801091B2 (en) | Steel for induction hardening | |
| US20190300994A1 (en) | Steel for Induction Hardening | |
| US20190241997A1 (en) | Steel for Induction Hardening | |
| JP7633586B1 (ja) | 鋼材 | |
| KR20200103821A (ko) | 침탄 처리가 행해지는 부품용 강재 | |
| EP3330398B1 (en) | Steel pipe for line pipe and method for manufacturing same | |
| US20190233927A1 (en) | Steel for Machine Structural Use | |
| JP2017122270A (ja) | 冷間加工部品用鋼 | |
| CN120051587A (zh) | 双相不锈钢材 | |
| JP6673535B1 (ja) | 高周波焼入れが実施される鋼 | |
| JP7239086B1 (ja) | マルテンサイト系ステンレス鋼管 | |
| JP7445173B2 (ja) | 鋼材 | |
| KR102777738B1 (ko) | 강선 | |
| JP2024155202A (ja) | 継目無鋼管 | |
| JP2024155203A (ja) | 継目無鋼管 | |
| WO2023054586A1 (ja) | マルテンサイト系ステンレス鋼管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20251215 |