JP2025002811A - 時計用歯車の製造方法、板状部材、時計用歯車、及び時計 - Google Patents
時計用歯車の製造方法、板状部材、時計用歯車、及び時計 Download PDFInfo
- Publication number
- JP2025002811A JP2025002811A JP2023103171A JP2023103171A JP2025002811A JP 2025002811 A JP2025002811 A JP 2025002811A JP 2023103171 A JP2023103171 A JP 2023103171A JP 2023103171 A JP2023103171 A JP 2023103171A JP 2025002811 A JP2025002811 A JP 2025002811A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- teeth
- wheel
- timepiece
- timepiece wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 42
- 238000000034 method Methods 0.000 claims abstract description 54
- 238000005530 etching Methods 0.000 claims abstract description 30
- 238000005520 cutting process Methods 0.000 claims abstract description 18
- 239000000463 material Substances 0.000 claims abstract description 16
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 abstract description 54
- 229910052710 silicon Inorganic materials 0.000 abstract description 54
- 239000010703 silicon Substances 0.000 abstract description 54
- 238000004804 winding Methods 0.000 description 20
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 15
- 229910052814 silicon oxide Inorganic materials 0.000 description 12
- 239000013078 crystal Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 5
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 230000001681 protective effect Effects 0.000 description 5
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 238000009623 Bosch process Methods 0.000 description 3
- 238000004380 ashing Methods 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000000708 deep reactive-ion etching Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 241000237503 Pectinidae Species 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 235000020637 scallop Nutrition 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 238000001039 wet etching Methods 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 229910004014 SiF4 Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 229910000040 hydrogen fluoride Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- ABTOQLMXBSRXSM-UHFFFAOYSA-N silicon tetrafluoride Chemical compound F[Si](F)(F)F ABTOQLMXBSRXSM-UHFFFAOYSA-N 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images



















Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0002—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe
- G04D3/0017—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe for components of gearworks
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/14—Component parts or constructional details, e.g. construction of the lever or the escape wheel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C1/00—Manufacture or treatment of devices or systems in or on a substrate
- B81C1/00865—Multistep processes for the separation of wafers into individual elements
- B81C1/00873—Multistep processes for the separation of wafers into individual elements characterised by special arrangements of the devices, allowing an easier separation
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B13/00—Gearwork
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B13/00—Gearwork
- G04B13/02—Wheels; Pinions; Spindles; Pivots
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B13/00—Gearwork
- G04B13/02—Wheels; Pinions; Spindles; Pivots
- G04B13/021—Wheels; Pinions; Spindles; Pivots elastic fitting with a spindle, axis or shaft
- G04B13/022—Wheels; Pinions; Spindles; Pivots elastic fitting with a spindle, axis or shaft with parts made of hard material, e.g. silicon, diamond, sapphire, quartz and the like
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B13/00—Gearwork
- G04B13/02—Wheels; Pinions; Spindles; Pivots
- G04B13/027—Wheels; Pinions; Spindles; Pivots planar toothing: shape and design
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0002—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe
- G04D3/0017—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe for components of gearworks
- G04D3/002—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe for components of gearworks for gear wheels or gears
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0069—Watchmakers' or watch-repairers' machines or tools for working materials for working with non-mechanical means, e.g. chemical, electrochemical, metallising, vapourising; with electron beams, laser beams
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0074—Watchmakers' or watch-repairers' machines or tools for working materials for treatment of the material, e.g. surface treatment
- G04D3/0079—Watchmakers' or watch-repairers' machines or tools for working materials for treatment of the material, e.g. surface treatment for gearwork components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B2201/00—Specific applications of microelectromechanical systems
- B81B2201/03—Microengines and actuators
- B81B2201/035—Microgears
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B2203/00—Basic microelectromechanical structures
- B81B2203/01—Suspended structures, i.e. structures allowing a movement
- B81B2203/0145—Flexible holders
- B81B2203/0163—Spring holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C2201/00—Manufacture or treatment of microstructural devices or systems
- B81C2201/01—Manufacture or treatment of microstructural devices or systems in or on a substrate
- B81C2201/0101—Shaping material; Structuring the bulk substrate or layers on the substrate; Film patterning
- B81C2201/0111—Bulk micromachining
- B81C2201/0112—Bosch process
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Micromachines (AREA)
- Gears, Cams (AREA)
Abstract

【課題】歯車の歯の間隔が小さい場合であっても、歯車に接続部を接続することが可能な時計用歯車の製造方法、板状部材、時計用歯車、及び時計を提供する。
【解決手段】歯車50の製造方法は、脆性材料のシリコンウエハー70をエッチングすることにより、複数の歯51を備える歯車50と、歯車50の外側に配置される枠部55と、歯51よりも可撓性が高く、枠部55と歯51の先端部とを接続する接続部56と、を形成する外形形成工程と、接続部56と歯車50とを切断する切断工程と、を含む。
【選択図】図4
【解決手段】歯車50の製造方法は、脆性材料のシリコンウエハー70をエッチングすることにより、複数の歯51を備える歯車50と、歯車50の外側に配置される枠部55と、歯51よりも可撓性が高く、枠部55と歯51の先端部とを接続する接続部56と、を形成する外形形成工程と、接続部56と歯車50とを切断する切断工程と、を含む。
【選択図】図4
Description
本発明は、時計用歯車の製造方法、板状部材、時計用歯車、及び時計に関する。
特許文献1には、脆性材料であるシリコンウエハーを用いて時計用の歯車を製造する製造方法が記載されている。この製造方法では、シリコンウエハーをエッチングすることにより、歯車と、歯車の外側に配置される枠部と、歯車と枠部とを接続するタイバーとが形成される。そして、歯車とタイバーとが切断されることにより、歯車が取り出される。タイバーは、切断される前において、歯車の歯と歯の間の外周面に接続されている。
しかしながら、特許文献1では、タイバーが歯と歯の間に接続されることから、他の歯車と噛み合う歯車のような、歯の間隔がさほど大きくない歯車には、適用が困難であるという課題がある。具体的には、歯の間隔が小さい歯車では、タイバーを設けること自体が困難であるうえ、タイバーが切断された部位が突出してしまうと、他の歯車と正常に噛み合うことができなくなる恐れがある。
時計用歯車の製造方法は、脆性材料の板状部材をエッチングすることにより、複数の歯を備える時計用歯車と、前記時計用歯車の外側に配置される枠部と、前記歯よりも可撓性が高く、前記枠部と前記歯の先端部とを接続する接続部と、を形成する工程と、前記接続部と前記時計用歯車とを切断する工程と、を含む。
板状部材は、脆性材料からなる板状部材であって、複数の歯を備える時計用歯車と、前記時計用歯車の外側に配置される枠部と、前記歯よりも可撓性が高く、前記枠部と前記歯の先端部とを接続する接続部と、を備える。
時計用歯車は、脆性材料からなる板状部材から切断されることによって生成され、複数の歯を備える時計用歯車であって、前記複数の歯には、前記板状部材から切断される際に形成される切断面を先端部に有する歯が含まれる。
時計は、上記の時計用歯車を備える。
以下、本実施形態の時計及び時計用歯車、並びにこれらの製造方法について、図面を参照して説明する。
以下の各図においては、各層や各部材を認識可能な程度の大きさにするため、各層や各部材について実際とは異なる尺度で示している場合がある。
以下の各図においては、各層や各部材を認識可能な程度の大きさにするため、各層や各部材について実際とは異なる尺度で示している場合がある。
図1は、機械式時計1のムーブメント10を表側から見た平面図である。
本実施形態では、時刻を示す針が配置される側を裏側とし、針を駆動するぜんまい等が配置される側を表側とする。図1では、紙面の手前側が表側であり、紙面の奥側が裏側である。
本実施形態では、時刻を示す針が配置される側を裏側とし、針を駆動するぜんまい等が配置される側を表側とする。図1では、紙面の手前側が表側であり、紙面の奥側が裏側である。
機械式時計1は、図1に示されるムーブメント10と、ムーブメント10を収納する図示しないケーシングとにより構成される。機械式時計1は、時計の一例である。
ムーブメント10は、地板11を有している。地板11は、各部品を支持したり位置決めしたりするための板部材である。地板11の裏側には、図示しない文字板が配置される。地板11の表側及び裏側には、複数の歯車からなる輪列が配置される。地板11の表側に配置される輪列は、表輪列とも呼ばれ、地板11の裏側に配置される輪列は、裏輪列とも呼ばれる。
地板11には、地板11と平行で、外縁から中央に向かう方向に、軸状の巻真12を案内する巻真案内穴11aが形成されている。そして、巻真12は、巻真案内穴11aに対して、軸方向への移動と、軸回りの回転とが可能に組み込まれている。巻真12の近くには、おしどり13、かんぬき14、かんぬきばね15及び裏押さえ16が配置されている。おしどり13、かんぬき14、かんぬきばね15及び裏押さえ16は、巻真12の回転力の伝達先を切り換える切換機構を構成する。
巻真12は、巻真12と同軸で回転可能なきち車17に挿通されている。また、巻真12には、巻真12とともに回転する図示しないつづみ車が配置されている。つづみ車は、巻真12と同軸で回転するとともに、切換機構によって巻真12の軸方向に沿って移動可能である。巻真12が軸方向に位置を変えると、切換機構は、つづみ車ときち車17とが噛み合う状態と、噛み合わない状態とを切り替える。また、地板11には、きち車17と噛み合う丸穴車20と、丸穴車20と噛み合う角穴車21と、ぜんまいを収納する香箱車22とが回転可能に設置されている。
巻真12が軸方向に沿って移動し、ムーブメント10の中央に最も近い第1巻真位置に配置されると、つづみ車ときち車17とが噛み合う。この状態で操作者が巻真12を回転させると、つづみ車とともにきち車17が回転する。そして、きち車17が回転することにより、丸穴車20が回転する。そして、丸穴車20が回転することにより、角穴車21が回転する。さらに、角穴車21が回転することにより、香箱車22に収容されたぜんまいが巻き上がる。ぜんまいは、ムーブメント10を駆動する動力源である。なお、巻真12が第1巻真位置よりも外側の位置に配置されると、つづみ車ときち車17との噛み合いは解除され、つづみ車は、時刻合わせ等を行うための図示しない小鉄車と噛み合う。
地板11には、二番車25、三番車26及び四番車27が回転可能に配置されている。二番車25、三番車26及び四番車27のそれぞれは、一体的に回転する歯車及びかなを備えている。上述した表輪列は、香箱車22、二番車25、三番車26及び四番車27により構成される。表輪列は、香箱車22の回転力を伝達する機能を有している。また、ムーブメント10の表側において、地板11には、脱進機構30及び調速機構31が配置されている。脱進機構30及び調速機構31は、表輪列の回転速度を調整する。
二番車25のかなには、香箱車22が噛み合う。二番車25には、図示しない分針が接続される。三番車26のかなには、二番車25の歯車が噛み合う。四番車27のかなには、三番車26の歯車が噛み合う。四番車27には、図示しない秒針が接続される。脱進機構30は、表輪列の回転を制御する機構である。脱進機構30は、がんぎ車35及びアンクル36を備えている。がんぎ車35は、四番車27の歯車と噛み合うかなを有し、四番車27のトルクを受けて回転する。アンクル36は、調速機構31の動作に従って、がんぎ車35を規則正しく回転させる。調速機構31は、一定の周期で揺動するてんぷ40等を備え、がんぎ車35の回転速度を調整することにより、がんぎ車35と噛み合う表輪列の回転速度を調整する。
次に、上述した各種部品のうち、三番車26について詳述する。
図2は、三番車26の構成を示す平面図である。
図2に示すように、三番車26は、歯車50と、歯車50の回転軸となる軸部60とを含んでいる。歯車50は、外周面に複数の歯51を備える円環状のリム部52と、軸部60が挿通される保持部53と、保持部53から放射状に延出してリム部52と保持部53とを連結する複数の連結部54とにより構成されている。歯車50には、リム部52と、保持部53と、隣り合う2つの連結部54とに囲まれる開口部50aが形成されている。具体的には、歯車50には、周方向に沿って、連結部54と同数の開口部50aが形成されている。歯車50は、四番車27が備えるかな28(図1参照)と噛み合う。歯車50は、時計用歯車の一例である。
図2は、三番車26の構成を示す平面図である。
図2に示すように、三番車26は、歯車50と、歯車50の回転軸となる軸部60とを含んでいる。歯車50は、外周面に複数の歯51を備える円環状のリム部52と、軸部60が挿通される保持部53と、保持部53から放射状に延出してリム部52と保持部53とを連結する複数の連結部54とにより構成されている。歯車50には、リム部52と、保持部53と、隣り合う2つの連結部54とに囲まれる開口部50aが形成されている。具体的には、歯車50には、周方向に沿って、連結部54と同数の開口部50aが形成されている。歯車50は、四番車27が備えるかな28(図1参照)と噛み合う。歯車50は、時計用歯車の一例である。
軸部60には、二番車25の歯車と噛み合うかな61が一体的に形成されている。軸部60は、歯車50の中央に形成されている孔部57(図4参照)に挿通され、歯車50に固定される。このため、歯車50は、かな61と一体となって回転する。
歯車50は、板状であり、全面に亘って略均一な厚みを有する。歯車50は、単結晶シリコン等、結晶方位を有する脆性材料からなる。本実施形態の歯車50の材質は、単結晶シリコンである。具体的には、歯車50は、単結晶シリコンからなるシリコンウエハーをエッチングすることによって形成される。歯車50の製造方法については、後述する。
図3は、エッチング後のシリコンウエハー70を示す平面図であり、図4は、1つの歯車50を拡大した拡大平面図である。図3及び図4には、互いに直交するX軸、Y軸及びZ軸が示されている。X軸は、シリコンウエハー70の表面に平行な座標軸である。Y軸は、シリコンウエハー70の表面に平行で、X軸に直交する座標軸である。Z軸は、シリコンウエハー70の表面、即ちXY平面に直交する座標軸である。これ以降、XY平面に平行な方向のことを、平面方向とも呼び、XY平面に交差する方向のことを交差方向とも呼ぶ。
図3に示すように、シリコンウエハー70は、複数の歯車50を形成可能な円板状のマザー基板である。シリコンウエハー70は、板状部材の一例である。1つのシリコンウエハー70には、X軸及びY軸に沿って、複数の歯車50がマトリクス状に配置されている。各歯車50は、シリコンウエハー70の周縁部と連続する枠部55によって囲まれている。つまり、枠部55は、歯車50の外側に配置されている。
本実施形態において、シリコンウエハー70のZ軸に沿う方向の寸法、即ちシリコンウエハー70の厚さは、100μm~200μm程度である。シリコンウエハー70の厚さは、歯車50の歯幅に対応する。また、図示しない歯先円、即ち歯51の先端を通る円の直径は、5mm~6mm程度であり、歯厚S(図5参照)、即ちピッチ円Pに沿った歯51の寸法は、100μm~200μm程度である。ただし、歯幅、歯先円の直径、及び歯厚Sは、上記の範囲内に限定されず、上記の範囲外であってもよい。
歯車50は、接続部56を介して枠部55に接続されている。つまり、接続部56は、歯車50と枠部55とを接続するものであり、歯車50は、接続部56を介して枠部55に支持される。接続部56は、歯車50が備える複数の歯51のうち、2つの歯51の先端部に接続されている。本実施形態において、接続部56が接続する2つの歯51の延出方向がなす角度は、略180°である。
図5は、接続部56を示す拡大平面図である。
図5に示すように、接続部56は、全体として、歯51の先端部から、歯51の延出方向と略同じ方向に延出し、枠部55に至る。つまり、接続部56の両端のうち、歯51の先端部と接続する端部を第1端部56aとし、枠部55と接続する端部を第2端部56bとすると、第1端部56aから第2端部56bに向かう方向Dは、歯51の延出方向と略等しい。
図5に示すように、接続部56は、全体として、歯51の先端部から、歯51の延出方向と略同じ方向に延出し、枠部55に至る。つまり、接続部56の両端のうち、歯51の先端部と接続する端部を第1端部56aとし、枠部55と接続する端部を第2端部56bとすると、第1端部56aから第2端部56bに向かう方向Dは、歯51の延出方向と略等しい。
Z軸に沿って見た場合の接続部56の形状は、ミアンダ状、即ち波線状である。つまり、接続部56は、図5に示す平面視において、反時計回りの屈曲と、時計回りの屈曲とを交互に繰り返しながら方向Dに向かう。このため、接続部56の形状は、相反する方向に交互に屈曲した形状と言い換えることもできる。
波線の線幅に相当する接続部56の幅Aは、第1端部56a及び第2端部56bを除く範囲の全体において略均一である。本実施形態では、接続部56の幅Aは、略30μmであり、歯51の歯厚Sに比べて十分に小さい。第1端部56aには、くびれが形成されている。このため、第1端部56aは、接続部56の他の部位に比べて幅が小さい。具体的には、第1端部56aは、くさび状になっており、先端に向かうほど幅が小さくなる。つまり、第1端部56aの先端の幅Bは、接続部56の幅Aよりも小さい。一方、第2端部56bの幅Cは、接続部56の幅Aよりも大きい。
接続部56は、可撓性を有しており、XY平面に平行な平面方向に撓むことが可能である。歯車50の歯51も、厳密には可撓性を有し得るが、歯51の歯厚Sに比べて、接続部56の幅Aが十分に小さいことから、接続部56は、歯51に比べて十分に高い可撓性を有している。接続部56の幅Aは、可撓性を高める観点では、できるだけ小さいほうが望ましい。一方で、接続部56の幅Aを小さくしすぎると、エッチングによって接続部56を形成することが困難になる。このため、接続部56の幅Aは、10μm~50μmであることが好ましく、20μm~40μmであることがより好ましい。
接続部56を介して枠部55に接続された状態の歯車50は、接続部56の第1端部56aで切断されることにより、シリコンウエハー70から分離される。このため、分離した後の歯車50には、接続部56と接続されていた2つの歯51の先端部に、切断面58が形成される(図2参照)。つまり、切断面58は、接続部56の第1端部56aと接続されていた面である。切断面58は、歯51の先端部よりも外側に突出し得るが、噛み合いの対象である四番車27のかな28に接触しない程度の突出であれば、動作に影響はない。
なお、歯車50の素材である単結晶シリコンは、複数の結晶面を有しており、結晶面で劈開しやすい性質を有している。つまり、単結晶シリコンは、結晶面以外の面で切断する場合に比べて、結晶面に沿って切断する場合のほうが小さい力で切断可能である。また、結晶面に沿って切断する場合には、切断により生ずるヒビが結晶面以外の方向へ広がることが抑制される。このため、XY平面に平行な歯車50の表裏両面と、接続部56に接続されていた2つの切断面58とは、結晶面になっていることが好ましい。
次に、三番車26に備わる歯車50の製造方法について説明する。
図6は、歯車50の製造方法を示すフローチャートであり、図7~図15は、歯車50の製造方法を説明するための工程断面図である。
図6に示すように、歯車50の製造方法は、ステップS1~S6の各工程を含む。つまり、歯車50は、ステップS1~S6の各工程が順に実施されることによって製造される。
図6は、歯車50の製造方法を示すフローチャートであり、図7~図15は、歯車50の製造方法を説明するための工程断面図である。
図6に示すように、歯車50の製造方法は、ステップS1~S6の各工程を含む。つまり、歯車50は、ステップS1~S6の各工程が順に実施されることによって製造される。
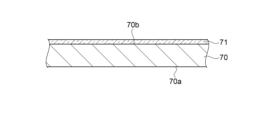
ステップS1は、酸化膜形成工程である。図7に示すように、この工程は、シリコンウエハー70の一方の平面上に、シリコン酸化膜71を形成する工程である。シリコンウエハー70は、歯車50の歯幅が所望の寸法になるように、予め適切な厚さに研削され、表面が研磨されている。
シリコンウエハー70は、第1面70a及び第2面70bの2つの平面を表裏に有する。ステップS1では、このうち第2面70bにシリコン酸化膜71が成膜される。シリコン酸化膜71の成膜には、CVD(Chemical Vapor Deposition)法が用いられる。シリコン酸化膜71の膜厚は、特に限定されないが、例えば、1μm程度である。シリコン酸化膜71は、後述するステップS4のエッチング工程で形成される穴70cが表裏を貫通することを抑制するために形成される。
ステップS2は、フォトレジスト塗布工程である。図8に示すように、この工程は、シリコンウエハー70の第1面70a上にレジスト膜72を成膜する工程である。まず、シリコンウエハー70の第1面70aに、スピンコート法やスプレーコート法等により、感光性の樹脂を溶解した樹脂溶液が塗布される。次に、樹脂溶液を乾燥させて溶媒を除去することにより、レジスト膜72が形成される。感光性の樹脂には、ネガ型及びポジ型のいずれの材料を採用してもよい。
ステップS3は、露光・現像工程である。この工程は、歯車50を形成するためのエッチングマスクを形成する工程である。まず、図3に示したような、複数の歯車50と、枠部55と、これらを接続する複数の接続部56とに対応するパターンが形成されたフォトマスクを用いて、レジスト膜72に露光が行われる。その後、不要なレジスト膜72を除去する現像が行われると、レジスト膜72には、図9に示すように、フォトマスクのパターンに対応する開口部72aが形成される。開口部72aは、エッチングによってシリコンウエハー70からシリコンが除去される部分に対応する。つまり、開口部72aが形成されたレジスト膜72は、エッチングマスクとして機能する。
ステップS4は、エッチング工程である。この工程は、レジスト膜72をエッチングマスクとして、シリコンウエハー70をエッチングすることにより、歯車50、枠部55及び接続部56の形状を形成する工程である。エッチングとしては、例えば、誘導結合プラズマ(Inductively Coupled Plasma:ICP)によるディープ・リアクティブ・イオンエッチング(Deep Reactive Ion Etching:DRIE)等の異方性エッチングが用いられる。
図16は、ICPによるDRIEを行う異方性エッチング装置81の概略構成を示す説明図である。
図16に示すように、異方性エッチング装置81は、ステージ82とコイル83とを備えている。ステージ82上には、レジスト膜72が形成された第1面70aがコイル83側を向くようにシリコンウエハー70が載置される。異方性エッチング装置81は、SF6ガスを供給しながら、コイル83に高周波数の大電流を流すことによって、プラズマ84を発生させる。そして、ステージ82にバイアスをかけると、プラズマ84の粒子は、レジスト膜72の開口部72aからシリコンウエハー70の第1面70aに引き込まれる。これにより、シリコンウエハー70は、第1面70a側から開口部72aの形状で、交差方向に略垂直にエッチングされる。エッチングされたシリコンは、SiF4となって除去される。シリコンウエハー70の過昇温を防止するために、異方性エッチング装置81は、例えば、ヘリウムガスを用いてシリコンウエハー70を第2面70b側から冷却する。
図16に示すように、異方性エッチング装置81は、ステージ82とコイル83とを備えている。ステージ82上には、レジスト膜72が形成された第1面70aがコイル83側を向くようにシリコンウエハー70が載置される。異方性エッチング装置81は、SF6ガスを供給しながら、コイル83に高周波数の大電流を流すことによって、プラズマ84を発生させる。そして、ステージ82にバイアスをかけると、プラズマ84の粒子は、レジスト膜72の開口部72aからシリコンウエハー70の第1面70aに引き込まれる。これにより、シリコンウエハー70は、第1面70a側から開口部72aの形状で、交差方向に略垂直にエッチングされる。エッチングされたシリコンは、SiF4となって除去される。シリコンウエハー70の過昇温を防止するために、異方性エッチング装置81は、例えば、ヘリウムガスを用いてシリコンウエハー70を第2面70b側から冷却する。
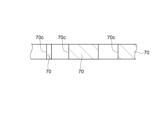
図10に示すように、シリコンウエハー70が所定の深さまで削られると、異方性エッチング装置81は、図11に示すように、シリコンウエハー70の表面にC4F8ガスを供給することにより、シリコンが露出する面に保護膜85を形成する。保護膜85を形成することは、コーティングとも呼ばれる。
その後、異方性エッチング装置81は、図12に示すように、シリコンウエハー70を再度エッチングして、シリコンを露出させ、次に、図13に示すように、保護膜85を再度コーティングする。このように、異方性エッチング装置81は、シリコンウエハー70のエッチングと保護膜85のコーティングとを複数回反復する。この方法は、ボッシュプロセスと呼ばれる。このボッシュプロセスにより、シリコンウエハー70には、図14に示すように、レジスト膜72で覆われていない部位に、シリコン酸化膜71に到達する穴70cが形成される。ここで、穴70cには、歯車50と枠部55との間の隙間や、歯車50内に形成される開口部50a及び孔部57が含まれる。
ステップS5は、酸化膜除去工程である。この工程は、図15に示すように、シリコンウエハー70に配置されているシリコン酸化膜71及びレジスト膜72を除去する工程である。レジスト膜72の除去は、レジスト膜72の溶解及び剥離が可能な発煙硝酸や有機溶剤等でのウエットエッチング、或いは酸素プラズマアッシング等により行うことができる。本実施形態では、酸素プラズマアッシングでアッシングした後で、さらに、有機剥離液を用いて残渣を除去する。
シリコン酸化膜71の除去は、BHF(Buffered Hydrogen Fluoride)溶液にシリコンウエハー70を浸漬するウエットエッチングによって行われる。なお、シリコン酸化膜71の除去は、平行平板によるリアクティブ・イオンエッチングによって行われてもよい。
以上、ステップS1~S5により、図3に示した複数の歯車50と、枠部55と、これらを接続する複数の接続部56とが形成される。つまり、ステップS1~S5を含む一連の工程は、シリコンウエハー70をエッチングすることによって、歯車50、枠部55及び接続部56を形成する外形形成工程である。
ステップS6は、切断工程である。この工程は、接続部56と歯車50とを切断する工程である。接続部56と歯車50とを切断する作業は、ピンセット等の先端が細いツールを用いて行われる。具体的には、作業者は、図3及び図4に示したシリコンウエハー70を図示しない作業台上に載置し、枠部55を作業台上に固定する。そして、歯車50内の開口部50aにツールを挿入して、ツールを開口部50aに接触させながら、歯車50を平面方向に変位させる。つまり、ツールにより枠部55に対して歯車50を平面方向に変位させる。このとき、歯車50の変位に追従して、接続部56の第1端部56aも変位するが、接続部56は、可撓性により撓むため、接続部56の途中で折れることはない。そして、第1端部56aに作用する力が所定値に達すると、第1端部56aが破断し、接続部56と歯車50とが切断される。
ステップS6により、シリコンウエハー70から歯車50が分離され、これにより、歯車50が完成する。つまり、歯車50は、シリコンウエハー70から切断されることによって生成される。そして、接続部56が接続されていた2つの歯51の先端部には、シリコンウエハー70から切断される際に切断面58が形成される。このため、歯車50が備える複数の歯51には、先端部に切断面58を有する2つの歯51が含まれる。
なお、2つの接続部56を、1つずつ順次切断するようにしてもよいが、2つの接続部56を1回の作業で切断するようにしてもよい。例えば、歯車50の中央の孔部57に、軸を挿通し、この軸回りに歯車50を回動させるようにすれば、1回の作業で2つの接続部56を切断することが容易になる。また、歯車50を変位させる方向は、平面方向に限定されず、歯車50を交差方向に変位させることによって接続部56を切断するようにしてもよい。
次に、機械式時計1の製造方法について説明する。
図17は、機械式時計1の製造方法を示すフローチャートである。
図17に示すように、機械式時計1の製造方法は、ステップS11~S13の各工程を含む。つまり、機械式時計1は、ステップS11~S13の各工程が順に実施されることによって製造される。
図17は、機械式時計1の製造方法を示すフローチャートである。
図17に示すように、機械式時計1の製造方法は、ステップS11~S13の各工程を含む。つまり、機械式時計1は、ステップS11~S13の各工程が順に実施されることによって製造される。
ステップS11は、部品組立工程であり、機械式時計1を構成する各種部品を組み立てる工程である。例えば、部品の1つである三番車26は、上記のステップS1~S6によって形成された歯車50の孔部57に軸部60を挿通することによって組み立てられる。三番車26以外の部品についても、必要に応じて、組み立てが実施される。
ステップS12は、ムーブメント組立工程であり、ムーブメント10を組み立てる工程である。この工程は、三番車26等の各種部品を地板11に組み付ける工程を含む。
ステップS13は、時計組立工程であり、機械式時計1を組み立てる工程である。この工程は、図示しないケーシングにムーブメント10を収納する工程を含む。以上の工程により、機械式時計1が完成する。
以上説明したように、本実施形態の歯車50及びその製造方法によれば、以下の効果を得ることができる。
本実施形態によれば、接続部56が歯51の先端部に接続されるため、歯51の間隔が小さい場合であっても歯車50に接続部56を接続することが可能となる。また、接続部56が歯51の先端部に接続されるため、接続部56が切断された後の切断面58が、他の歯車との噛み合いに影響を与えてしまうことを抑制できる。
なお、可撓性を有する接続部56が歯51と歯51の間に接続される場合には、ステップS6の切断工程において、撓んだ接続部56が歯51に接触してしまうことが起こり得る。この場合には、接続部56が途中で折れてしまったり、歯51にダメージを与えてしまったりする恐れがある。これに対して、本実施形態では、接続部56が歯51の先端部に接続されるため、切断工程において、接続部56が途中で折れてしまったり、歯51にダメージを与えてしまったりすることを抑制できる。
また、接続部56が歯51と歯51の間に接続される場合には、接続部56の周辺でエッチングのパターンが密になる。この結果、マイクロローディング効果により、接続部56の周辺の歯51の形状と、それ以外の歯51の形状とに差異が生じてしまう恐れがある。これに対して、本実施形態では、接続部56が歯51の先端部に接続されるため、エッチングのパターンが局所的に密になることが抑制され、歯51の形状に差異が生じてしまうことを抑制できる。
また、本実施形態によれば、接続部56の形状が波線状であるため、直線状である場合に比べて、接続部56を大きく撓ませることができる。
また、本実施形態によれば、接続部56の第1端部56aに、くびれが形成されている。つまり、第1端部56aは、接続部56の他の部位よりも細くなっているため、接続部56と歯車50とを切断する際に、第1端部56aで切断することが容易になる。
また、本実施形態によれば、ステップS6の切断工程において、歯車50を変位させる際に、ツールを歯51に接触させず、開口部50aに接触させている。このように、切断の際に、ツールを歯51以外の部位に接触させるため、ツールによって歯51にダメージを与えてしまうことを抑制できる。
また、本実施形態の外形形成工程を経て、歯車50、枠部55及び接続部56の外径が形成された状態のシリコンウエハー70によれば、上述した効果を奏する歯車50を容易に形成することができる。
また、本実施形態の機械式時計1によれば、上述した効果を奏する歯車50が使用されているため、安定した動作を実現することが可能となる。
上記の実施形態は、以下のように変更してもよい。
上記の実施形態では、接続部56の形状を波線状としているが、波線における波の数や、波の振幅は、図5に示した態様に限定されない。例えば、図18に示すように、波の数がより少ない形状であってもよいし、図19に示すように、波の振幅がより大きい形状であってもよい。なお、図19に示す形状は、直線状の部位が相反する方向に交互に屈曲した形状、或いは、XY平面に平行で方向Dに交差する方向に沿う直線状の部位が相反する方向に交互に屈曲しながら方向Dに向かう形状と言い換えることもできる。また、接続部56の形状は、波線状に限定されず、図20に示すように、波線とは異なる曲線状であってもよい。このように、接続部56は、可撓性によって歯車50の平面方向への変位に、ある程度追従できればよく、その形状は、特に限定されない。
上記の実施形態では、各歯車50に2つの接続部56が接続されており、接続部56が接続する2つの歯51の延出方向がなす角度は、略180°であるが、これに限定されない。例えば、図21に示すように、接続部56が接続する2つの歯51の延出方向がなす角度は、略90°であってもよいし、それ以外の角度であってもよい。また、接続部56の数は、2つに限定されず、1つでも、3つ以上であってもよい。また、1つの歯車50に複数の接続部56が接続される構成において、複数の接続部56の形状や寸法は、同一であってもよいし、異なっていてもよい。
上記の実施形態では、接続部56の第1端部56aから第2端部56bに向かう方向Dは、接続部56が接続される歯51の延出方向と略等しい方向としているが、方向Dは、歯51の延出方向と異なる方向であってもよい。
上記の実施形態において、ステップS4のエッチング工程で、ボッシュプロセスにより穴70cを形成する際に、エッチングした面にスキャロップと呼ばれる凹凸が形成される。このスキャロップを除去する工程を追加で実行してもよい。この工程は、例えば、熱酸化により、1μm以上の深さの酸化膜をシリコンウエハー70に形成した後で、シリコンウエハー70をBHF溶液に浸漬することにより、酸化膜をエッチングする工程であってもよい。
上記の実施形態において、ステップS11の部品組立工程で、歯車50に軸部60を挿通した後で、歯車50の表面に、二酸化ケイ素(SiO2)からなるシリコン酸化膜を形成する酸化処理を行ってもよい。歯車50に酸化処理を行うと、シリコンを含む材料からなる歯車50の表面に形成されるシリコン酸化膜により、歯車50の機械的強度が向上する。酸化処理を行う場合は、例えば、1000℃以上の高温で行う熱酸化処理を行うことが好ましい。
上記の実施形態では、歯車50の材料として、脆性材料の板状部材であるシリコンが用いられているが、歯車50の材料は、シリコンに限定されない。例えば、炭化シリコン、水晶、ガラス、サファイア等であってもよい。
上記の実施形態では、機械式時計1の表輪列を構成する三番車26の歯車50について例示したが、上記の実施形態に示した歯車50の構造及び製造方法は、表輪列を構成する他の歯車や、裏輪列を構成する歯車等、様々な歯車に適用可能である。また、時計は、機械式時計1に限定されず、電子式時計等、他の時計であってもよい。つまり、上記の実施形態に示した歯車50の構造及び製造方法は、電子式時計等に含まれる歯車にも適用可能である。
1…機械式時計、10…ムーブメント、11…地板、11a…巻真案内穴、12…巻真、13…おしどり、14…かんぬき、15…かんぬきばね、16…裏押さえ、17…きち車、20…丸穴車、21…角穴車、22…香箱車、25…二番車、26…三番車、27…四番車、30…脱進機構、31…調速機構、35…がんぎ車、36…アンクル、40…てんぷ、50…歯車、50a…開口部、51…歯、52…リム部、53…保持部、54…連結部、55…枠部、56…接続部、56a…第1端部、56b…第2端部、57…孔部、58…切断面、60…軸部、70…シリコンウエハー、70a…第1面、70b…第2面、70c…穴、71…シリコン酸化膜、72…レジスト膜、72a…開口部、81…異方性エッチング装置、82…ステージ、83…コイル、84…プラズマ、85…保護膜、A,B,C…幅、D…方向、P…ピッチ円、S…歯厚。
Claims (9)
- 脆性材料の板状部材をエッチングすることにより、複数の歯を備える時計用歯車と、前記時計用歯車の外側に配置される枠部と、前記歯よりも可撓性が高く、前記枠部と前記歯の先端部とを接続する接続部と、を形成する工程と、
前記接続部と前記時計用歯車とを切断する工程と、
を含むことを特徴とする時計用歯車の製造方法。 - 請求項1に記載の時計用歯車の製造方法であって、
前記接続部の幅は、前記歯の歯厚よりも小さく、前記接続部の形状は、曲線状であることを特徴とする時計用歯車の製造方法。 - 請求項1に記載の時計用歯車の製造方法であって、
前記接続部の幅は、前記歯の歯厚よりも小さく、前記接続部の形状は、波線状であることを特徴とする時計用歯車の製造方法。 - 請求項1に記載の時計用歯車の製造方法であって、
前記接続部の幅は、前記歯の歯厚よりも小さく、前記接続部の形状は、直線状の部位が相反する方向に交互に屈曲した形状であることを特徴とする時計用歯車の製造方法。 - 請求項1に記載の時計用歯車の製造方法であって、
前記接続部には、前記歯の先端部に接続する端部に、くびれが形成されていることを特徴とする時計用歯車の製造方法。 - 請求項1に記載の時計用歯車の製造方法であって、
前記接続部と前記時計用歯車とを切断する工程は、ツールにより前記枠部に対して前記時計用歯車を変位させることによって切断し、
前記ツールは、前記時計用歯車の前記歯以外の部位に接触することを特徴とする時計用歯車の製造方法。 - 脆性材料からなる板状部材であって、
複数の歯を備える時計用歯車と、
前記時計用歯車の外側に配置される枠部と、
前記歯よりも可撓性が高く、前記枠部と前記歯の先端部とを接続する接続部と、
を備えることを特徴とする板状部材。 - 脆性材料からなる板状部材から切断されることによって生成され、複数の歯を備える時計用歯車であって、
前記複数の歯には、前記板状部材から切断される際に形成される切断面を先端部に有する歯が含まれることを特徴とする時計用歯車。 - 請求項8に記載の時計用歯車を備えることを特徴とする時計。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023103171A JP2025002811A (ja) | 2023-06-23 | 2023-06-23 | 時計用歯車の製造方法、板状部材、時計用歯車、及び時計 |
| CN202410808936.0A CN119179256A (zh) | 2023-06-23 | 2024-06-21 | 钟表用齿轮的制造方法、板状部件、钟表用齿轮和钟表 |
| US18/750,136 US20240427289A1 (en) | 2023-06-23 | 2024-06-21 | Method Of Manufacturing Wheel For Timepiece, Plate-Shaped Member, Wheel For Timepiece, And Timepiece |
| EP24183616.2A EP4481506A1 (en) | 2023-06-23 | 2024-06-21 | Method of manufacturing wheel for timepiece, plate-shaped member, wheel for timepiece, and timepiece |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023103171A JP2025002811A (ja) | 2023-06-23 | 2023-06-23 | 時計用歯車の製造方法、板状部材、時計用歯車、及び時計 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2025002811A true JP2025002811A (ja) | 2025-01-09 |
Family
ID=91663870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023103171A Pending JP2025002811A (ja) | 2023-06-23 | 2023-06-23 | 時計用歯車の製造方法、板状部材、時計用歯車、及び時計 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240427289A1 (ja) |
| EP (1) | EP4481506A1 (ja) |
| JP (1) | JP2025002811A (ja) |
| CN (1) | CN119179256A (ja) |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1555584A1 (fr) * | 2004-01-13 | 2005-07-20 | Rolex S.A. | Mobile denté à rattrapage de jeu, engrenage et utilisation de cet engrenage |
| EP1722281A1 (fr) * | 2005-05-12 | 2006-11-15 | ETA SA Manufacture Horlogère Suisse | Organe d'affichage analogique en matériau cristallin, pièce d'horlogerie pourvue d'un tel organe d'affichage, et procédé pour sa fabrication |
| CH699109A1 (fr) * | 2008-07-10 | 2010-01-15 | Swatch Group Res & Dev Ltd | Procédé de fabrication d'une pièce micromécanique. |
| CH699110A1 (fr) * | 2008-07-10 | 2010-01-15 | Swatch Group Res & Dev Ltd | Procédé de fabrication d'une pièce micromécanique. |
| EP2189854A1 (fr) * | 2008-11-21 | 2010-05-26 | Nivarox-FAR S.A. | Procédé de fabrication d'une pièce de micromécanique |
| US9201398B2 (en) * | 2010-07-19 | 2015-12-01 | Nivarox-Far S.A. | Oscillating mechanism with an elastic pivot and mobile element for transmitting energy |
| JP5447900B1 (ja) * | 2012-08-30 | 2014-03-19 | カシオ計算機株式会社 | 指針 |
| EP2952979B1 (fr) * | 2014-06-03 | 2017-03-01 | Nivarox-FAR S.A. | Composant horloger à base de verre photostructurable |
| JP7087873B2 (ja) | 2018-09-20 | 2022-06-21 | セイコーエプソン株式会社 | 時計部品の製造方法 |
| JP7251681B1 (ja) | 2022-01-13 | 2023-04-04 | 信越化学工業株式会社 | 熱硬化性マレイミド樹脂組成物、スラリー、フィルム、プリプレグ、積層板及びプリント配線板 |
-
2023
- 2023-06-23 JP JP2023103171A patent/JP2025002811A/ja active Pending
-
2024
- 2024-06-21 EP EP24183616.2A patent/EP4481506A1/en active Pending
- 2024-06-21 CN CN202410808936.0A patent/CN119179256A/zh active Pending
- 2024-06-21 US US18/750,136 patent/US20240427289A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP4481506A1 (en) | 2024-12-25 |
| CN119179256A (zh) | 2024-12-24 |
| US20240427289A1 (en) | 2024-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6736365B2 (ja) | 時計部品の製造方法 | |
| JP6772790B2 (ja) | 時計部品の製造方法、及び時計の製造方法 | |
| US11042124B2 (en) | Timepiece component and method of manufacturing timepiece component | |
| US11829108B2 (en) | Timepiece part and timepiece | |
| EP3396471B1 (en) | Mechanical component and timepiece | |
| KR20090102740A (ko) | 실리콘 재질의 다층 마이크로미케니컬 부품의 제조방법 및 상기 제조방법에 의한 획득된 실리콘 재질의 다층 마이크로미케니컬 부품 | |
| JP6891646B2 (ja) | 機械式部品、時計 | |
| JP2017044533A (ja) | 時計部品の製造方法 | |
| EP3418815A2 (en) | Mechanical part, timepiece, and method of manufacturing a mechanical part | |
| JP7444213B2 (ja) | アンクル、ムーブメントおよび時計 | |
| JP2025002811A (ja) | 時計用歯車の製造方法、板状部材、時計用歯車、及び時計 | |
| JP2008174767A (ja) | 成膜用治具 | |
| JP7087873B2 (ja) | 時計部品の製造方法 | |
| JP2017044543A (ja) | シリコン加工物の製造方法およびシリコン加工物 | |
| JP7052625B2 (ja) | 時計用部品、ムーブメント、時計および時計用部品の製造方法 | |
| JP6831025B2 (ja) | ひげぜんまい | |
| JP2010183208A (ja) | ウエットエッチング方法及び音叉型圧電素子片の加工方法 | |
| JP6743619B2 (ja) | 機械部品の製造方法、及び時計の製造方法 | |
| JP2018044835A (ja) | 機械部品の製造方法、及び時計の製造方法 | |
| JP5045829B2 (ja) | 水晶片集合体及び水晶振動子 |