JP2025500902A - 鋼板及びその製造方法 - Google Patents
鋼板及びその製造方法 Download PDFInfo
- Publication number
- JP2025500902A JP2025500902A JP2024536016A JP2024536016A JP2025500902A JP 2025500902 A JP2025500902 A JP 2025500902A JP 2024536016 A JP2024536016 A JP 2024536016A JP 2024536016 A JP2024536016 A JP 2024536016A JP 2025500902 A JP2025500902 A JP 2025500902A
- Authority
- JP
- Japan
- Prior art keywords
- less
- total amount
- steel sheet
- steel plate
- excluding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/02—Winding-up or coiling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/68—Furnace coilers; Hot coilers
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
Cは、フェライト相中にTi、Nb又はVと共に析出物を形成して鋼板に強度を付与するための元素である。上記Cの含有量が0.05%未満であると、引張強度610MPa以上の強度の確保が困難である。一方、上記Cの含有量が0.25%を超えると、十分な溶接部強度を確保することが困難である。従って、上記Cの含有量は0.05~0.25%の範囲を有することが好ましい。上記C含有量の下限は0.06%であることがより好ましく、0.07%であることがさらに好ましい。上記C含有量の上限は0.24%であることがより好ましく、0.23%であることがさらに好ましい。
Siは、固溶強化による強度向上の効果がある元素であり、フェライトを強化し微細組織を均一化させ、加工性を改善する元素である。また、製鋼時の脱酸に必要な元素である。上記Siの含有量が0.7を超えると、めっき工程において未めっきのようなめっき欠陥問題を発生させ、鋼板の溶接性を低下させる。従って、上記Siの含有量は0.7%以下の範囲を有することが好ましい。上記Si含有量の下限は0.001%であることがより好ましく、0.002%であることがさらに好ましい。上記Si含有量の上限は0.69%であることがより好ましく、0.68%であることがさらに好ましい。
Mnは、強度と延性をともに高めるのに有用な元素である。上記Mnの含有量が0.46%未満であると、上記効果を十分に得ることが困難であり、1.8%を超えると、オーステナイトにおいてマルテンサイト又はベイナイトのような低温変態相の形成が促進され、鋼板の降伏比が低下する。従って、上記Mnの含有量は0.46~1.8%の範囲を有することが好ましい。上記Mn含有量の下限は0.47%であることがより好ましく、0.48%であることがさらに好ましい。上記Mn含有量の上限は1.79%であることがより好ましく、1.78%であることがさらに好ましい。
Alは、鋼中の酸素と結合して脱酸作用をする元素である。また、Siと同様にフェライトを強化し微細組織を均一化させて、加工性を改善する元素である。上記Alの含有量が0.7%を超えると、めっき工程において未めっきのようなめっき欠陥問題を発生させ、鋼板の溶接性を低下させる。従って、上記Siの含有量は0.7%以下の範囲を有することが好ましい。上記Al含有量の下限は0.001%であることがより好ましく、0.002%であることがさらに好ましい。上記Al含有量の上限は0.69%であることがより好ましく、0.68%であることがさらに好ましい。
Pは、不純物として含有され衝撃靭性を劣化させる元素である。従って、上記Pの含有量は0.05%以下に制御することが好ましい。上記P含有量は0.04%以下であることがより好ましく、0.03%以下であることがさらに好ましい。
Sは、不純物として含有され鋼板中にMnSを生成し、延性を劣化させる元素である。従って、上記Sの含有量は0.03%以下に制御することが好ましい。上記S含有量は0.02%以下であることがより好ましく、0.01%以下であることがさらに好ましい。
Nは、不純物として含有され連続鋳造中に窒化物を生成し、スラブのクラックを引き起こす元素である。従って、上記Nの含有量は0.03%以下に制御することが好ましい。上記N含有量は0.02%以下であることがより好ましく、0.01%以下であることがさらに好ましい。
Ti、Nb、Vは、鋼板の析出物を形成する重要な元素である。鋼板の強度と衝撃靭性を向上させるために含有させてもよい。上記Ti、Nb及びVのうち1種以上の合計量が0.22%を超えると、過度な析出物形成により未再結晶フェライト分率が13%を超え、本発明が得ようとする物性が得られ難い可能性があるだけでなく、製造コスト上昇の原因となる。従って、上記Ti、Nb及びVのうち1種以上の合計量は0.22%以下の範囲を有することが好ましい。上記Ti、Nb及びVのうち1種以上の合計量の下限は0.03%であることがより好ましく、0.05%であることがさらに好ましい。上記Ti、Nb及びVのうち1種以上の合計量の上限は0.21%であることがより好ましく、0.20%であることがさらに好ましい。
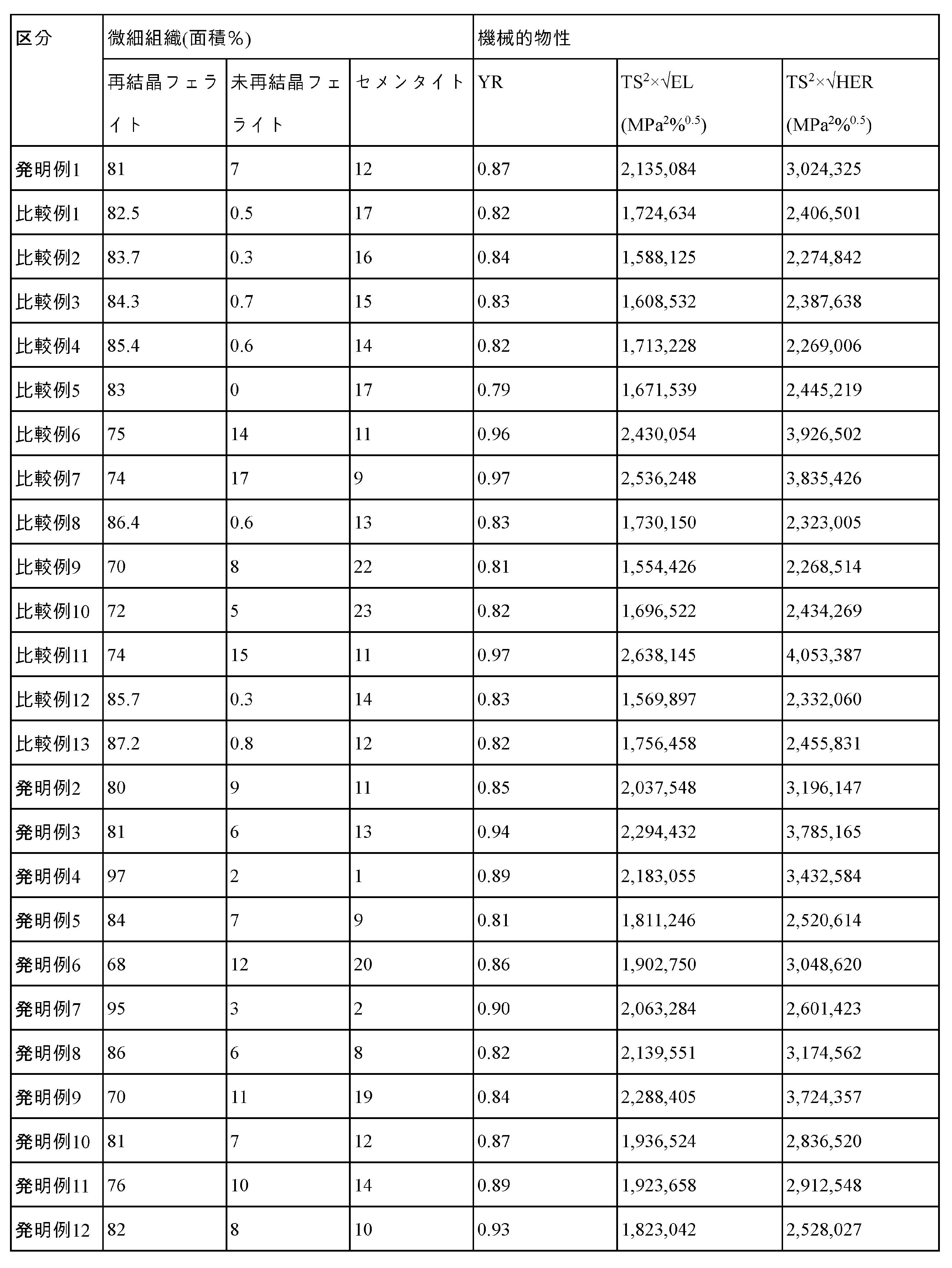
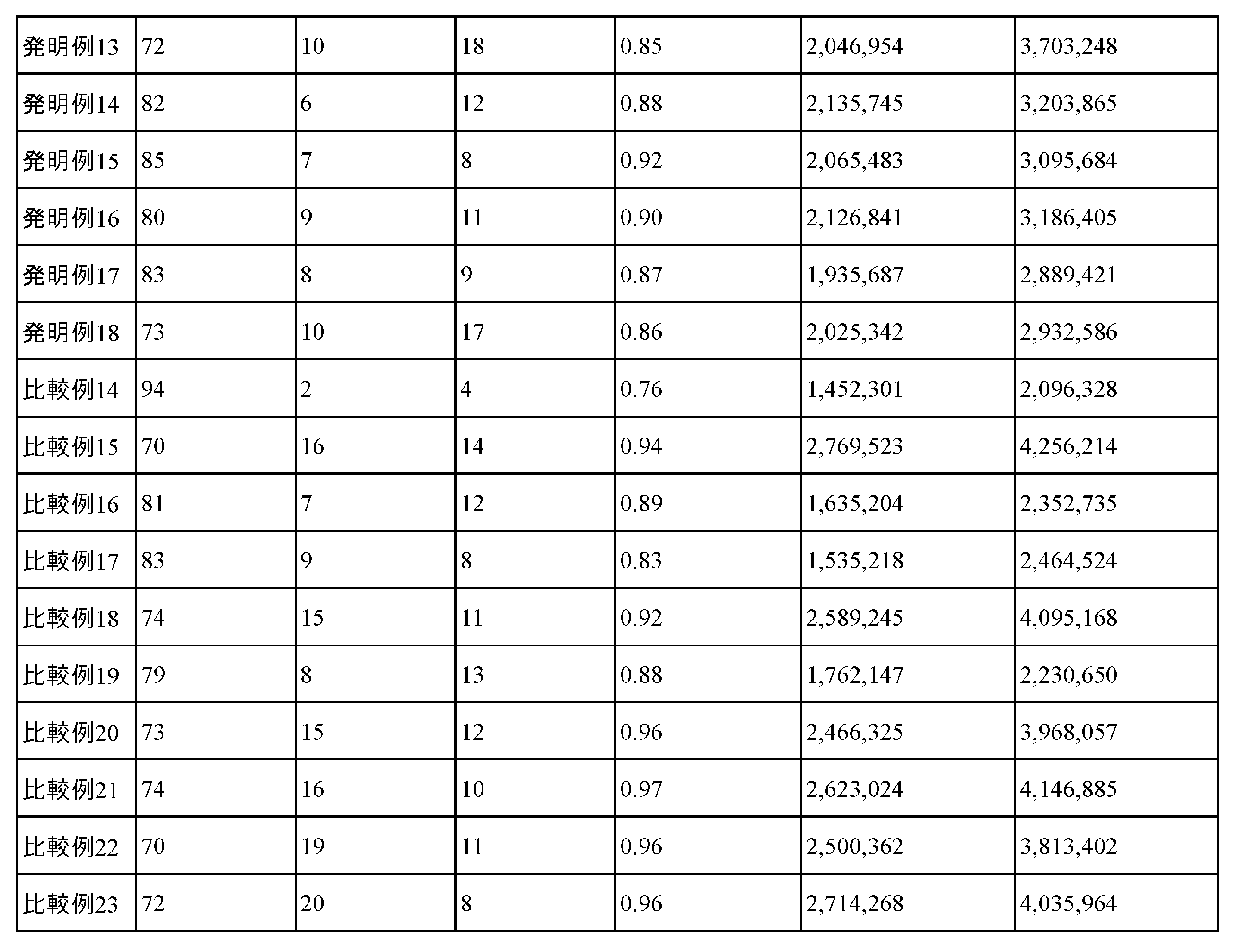
一般的に未再結晶フェライトは電位を多く含み、延性及び穴拡げ性が低いという特性を示す。しかし、本発明者らは、未再結晶フェライトの分率が1~13%であるとき、伸び率及び穴拡げ率を劣化させることなく高い降伏比を確保できることを確認した。上記未再結晶フェライトの分率が1%未満であるか、13%を超える場合には、降伏比、伸び率又は穴拡げ率が低下する。一方、上記未再結晶フェライトは、冷間圧延工程で加工を受けたフェライトが焼鈍時にオーステナイトに変態されず、冷却されて形成されたフェライトと定義されることができる。上記未再結晶フェライトは冷間圧延方向に延伸した形態を有する。
再結晶フェライトは、冷間圧延工程で加工を受けたフェライトが焼鈍時にオーステナイトに変態された後、冷却中に変態されて形成されたフェライトと定義されることができ、鋼板の延性と穴拡げ性の向上のような効果を発揮する。上記再結晶フェライトの分率が67%未満であるか、98%を超える場合には、降伏比、伸び率又は穴拡げ率が低下する。上記再結晶フェライトは通常のポリゴナルフェライトである。
セメンタイトは、鋼板の強度及び硬度を増加させる効果を発揮する。上記セメンタイトの分率が1%未満である場合には、強度の確保が難しい可能性がある。一方、20%を超える場合には、Ti、Nb、又はV炭化物の析出を抑制させ、また、本発明が得ようとするフェライト分率を確保できず、機械的物性を確保し難い可能性がある。
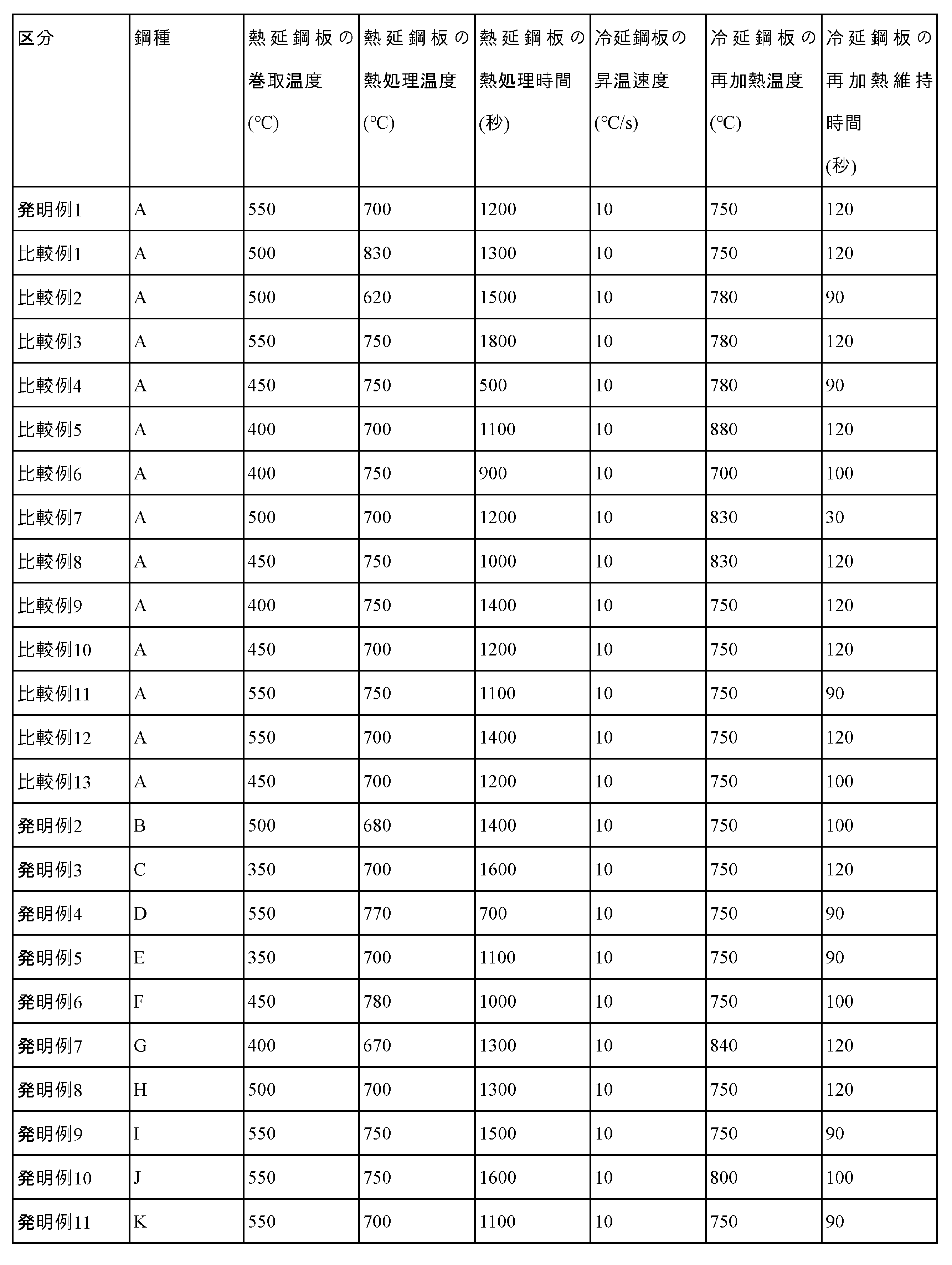
下記表1に記載された合金組成を有する100mm厚のスラブを用意した後、上記スラブを1200℃で加熱し、900℃の仕上げ圧延温度で熱間圧延して3mm厚の熱延鋼板を製造した。上記熱延鋼板を30℃/sの平均冷却速度で下記表2に記載された巻取温度まで冷却した後、巻取を行った。その後、巻き取られた熱延鋼板を下記表2に記載された条件で熱処理し、酸洗後、冷間圧延して1.5mm厚の冷延鋼板を製造した。その後、下記表2及び3に記載された条件で再加熱、1次冷却、2次冷却及び3次冷却した。
D:クラックが鋼板を貫通したときの穴直径(mm)
D0:初期穴直径(mm)





Claims (18)
- 重量%で、C:0.05~0.25%、Si:0.7%以下(0%は除く)、Mn:0.46~1.8%、Al:0.7%以下(0%は除く)、P:0.05%以下(0%は除く)、S:0.03%以下(0%は除く)、N:0.03%以下(0%は除く)、Ti、Nb及びVのうち1種以上の合計量:0.22%以下、残部Fe及びその他の不可避不純物を含み、
微細組織は、面積%で、未再結晶フェライト:1~13%、再結晶フェライト:67~98%及びセメンタイト:1~20%を含む、鋼板。 - 前記鋼板は、Cr及びMoのうち1種以上の合計量:0.8%以下をさらに含む、請求項1に記載の鋼板。
- 前記鋼板は、Cu及びNiのうち1種以上の合計量:0.8%以下をさらに含む、請求項1に記載の鋼板。
- 前記鋼板は、B:0.005%以下をさらに含む、請求項1に記載の鋼板。
- 前記鋼板は、Ca、REM(Yは除く)及びMgのうち1種以上の合計量:0.05%以下をさらに含む、請求項1に記載の鋼板。
- 前記鋼板は、W及びZrのうち1種以上の合計量:0.5%以下をさらに含む、請求項1に記載の鋼板。
- 前記鋼板は、Sb及びSnのうち1種以上の合計量:0.5%以下をさらに含む、請求項1に記載の鋼板。
- 前記鋼板は、Y及びHfのうち1種以上の合計量:0.2%以下をさらに含む、請求項1に記載の鋼板。
- 前記鋼板は、引張強度(TS):610MPa以上、降伏比(YR):0.8~0.95、引張強度(TS)2×√伸び率(EL)が1.8×106~2.3×106MPa2%0.5及び引張強度(TS)2×√穴拡げ性(HER):2.5×106~3.8×106MPa2%0.5である、請求項1に記載の鋼板。
- 重量%で、C:0.05~0.25%、Si:0.7%以下(0%は除く)、Mn:0.46~1.8%、Al:0.7%以下(0%は除く)、P:0.05%以下(0%は除く)、S:0.03%以下(0%は除く)、N:0.03%以下(0%は除く)、Ti、Nb及びVのうち1種以上の合計量:0.22%以下、残部Fe及びその他の不可避不純物を含む鋼塊又はスラブを1000~1350℃で加熱する段階;
前記加熱された鋼塊又はスラブを800~1000℃の仕上げ圧延温度で熱間圧延して 熱延鋼板を得る段階;
前記熱延鋼板を300~600℃で巻き取る段階;
前記巻き取られた熱延鋼板を650~800℃で600~1700秒間熱処理する段階;
前記熱処理した熱延鋼板を30~90%の冷間圧下率で冷間圧延して冷延鋼板を得る段階;
前記冷延鋼板を720~860℃で再加熱し、50秒以上維持する段階;
前記再加熱及び維持された冷延鋼板を平均冷却速度1℃/s以上で600~760℃まで1次冷却する段階;
前記1次冷却された冷延鋼板を平均冷却速度2℃/s以上で450~550℃まで2次冷却し、50秒以上維持する段階;及び
前記2次冷却及び維持された冷延鋼板を常温まで3次冷却する段階を含む、鋼板の製造方法。 - 前記鋼塊又はスラブは、Cr及びMoのうち1種以上の合計量:0.8%以下をさらに含む、請求項10に記載の鋼板の製造方法。
- 前記鋼塊又はスラブは、Cu及びNiのうち1種以上の合計量:0.8%以下をさらに含む、請求項10に記載の鋼板の製造方法。
- 前記鋼塊又はスラブは、B:0.005%以下をさらに含む、請求項10に記載の鋼板の製造方法。
- 前記鋼塊又はスラブは、Ca、REM(Yは除く)及びMgのうち1種以上の合計量:0.05%以下をさらに含む、請求項10に記載の鋼板の製造方法。
- 前記鋼塊又はスラブは、W及びZrのうち1種以上の合計量:0.5%以下をさらに含む、請求項10に記載の鋼板の製造方法。
- 前記鋼塊又はスラブは、Sb及びSnのうち1種以上の合計量:0.5%以下をさらに含む、請求項10に記載の鋼板の製造方法。
- 前記鋼塊又はスラブは、Y及びHfのうち1種以上の合計量:0.2%以下をさらに含む、請求項10に記載の鋼板の製造方法。
- 前記仕上げ圧延後、巻取温度まで熱延鋼板を10℃/s以上の平均冷却速度で冷却する段階をさらに含む、請求項10に記載の鋼板の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210179561A KR20230091218A (ko) | 2021-12-15 | 2021-12-15 | 우수한 성형성과 높은 항복비를 갖는 고강도 강판 및 그 제조방법 |
| KR10-2021-0179561 | 2021-12-15 | ||
| PCT/KR2022/020302 WO2023113453A1 (ko) | 2021-12-15 | 2022-12-14 | 강판 및 그 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2025500902A true JP2025500902A (ja) | 2025-01-15 |
Family
ID=86772996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024536016A Pending JP2025500902A (ja) | 2021-12-15 | 2022-12-14 | 鋼板及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20250051889A1 (ja) |
| EP (1) | EP4450665A4 (ja) |
| JP (1) | JP2025500902A (ja) |
| KR (1) | KR20230091218A (ja) |
| CN (1) | CN118339324A (ja) |
| MX (1) | MX2024007324A (ja) |
| WO (1) | WO2023113453A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240092658A (ko) * | 2022-12-14 | 2024-06-24 | 주식회사 포스코 | 강판 및 그 제조방법 |
| KR102904562B1 (ko) * | 2023-10-31 | 2025-12-26 | 현대제철 주식회사 | 냉연강재 및 그 제조방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010285657A (ja) * | 2009-06-11 | 2010-12-24 | Nippon Steel Corp | 析出強化型複相冷延鋼板及びその製造方法 |
| WO2021020439A1 (ja) * | 2019-07-31 | 2021-02-04 | Jfeスチール株式会社 | 高強度鋼板、高強度部材及びそれらの製造方法 |
| WO2021141006A1 (ja) * | 2020-01-08 | 2021-07-15 | 日本製鉄株式会社 | 鋼板およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5157375B2 (ja) | 2007-11-08 | 2013-03-06 | 新日鐵住金株式会社 | 剛性、深絞り性及び穴拡げ性に優れた高強度冷延鋼板及びその製造方法 |
| CN103180468B (zh) * | 2010-08-23 | 2015-07-01 | 新日铁住金株式会社 | 冷轧钢板及其制造方法 |
| JP5182386B2 (ja) * | 2011-01-31 | 2013-04-17 | Jfeスチール株式会社 | 加工性に優れた高降伏比を有する高強度冷延鋼板およびその製造方法 |
| JP5829977B2 (ja) * | 2012-06-05 | 2015-12-09 | 株式会社神戸製鋼所 | 降伏強度と成形性に優れた高強度冷延鋼板およびその製造方法 |
| JP6060914B2 (ja) | 2014-02-05 | 2017-01-18 | Jfeスチール株式会社 | 冷延鋼板およびその製造方法 |
| WO2016152135A1 (ja) * | 2015-03-25 | 2016-09-29 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP6540245B2 (ja) | 2015-06-04 | 2019-07-10 | 日本製鉄株式会社 | 形状凍結性に優れた高強度鋼板およびその製造方法 |
| JP6620431B2 (ja) | 2015-06-04 | 2019-12-18 | 日本製鉄株式会社 | 加工性に優れた高強度鋼板およびその製造方法 |
| CN113718166B (zh) * | 2020-05-25 | 2022-12-06 | 上海梅山钢铁股份有限公司 | 一种屈服强度320MPa级热镀铝锌钢板及其制造方法 |
-
2021
- 2021-12-15 KR KR1020210179561A patent/KR20230091218A/ko active Pending
-
2022
- 2022-12-14 MX MX2024007324A patent/MX2024007324A/es unknown
- 2022-12-14 CN CN202280082656.5A patent/CN118339324A/zh active Pending
- 2022-12-14 JP JP2024536016A patent/JP2025500902A/ja active Pending
- 2022-12-14 WO PCT/KR2022/020302 patent/WO2023113453A1/ko not_active Ceased
- 2022-12-14 EP EP22907920.7A patent/EP4450665A4/en active Pending
- 2022-12-14 US US18/719,489 patent/US20250051889A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010285657A (ja) * | 2009-06-11 | 2010-12-24 | Nippon Steel Corp | 析出強化型複相冷延鋼板及びその製造方法 |
| WO2021020439A1 (ja) * | 2019-07-31 | 2021-02-04 | Jfeスチール株式会社 | 高強度鋼板、高強度部材及びそれらの製造方法 |
| US20220282353A1 (en) * | 2019-07-31 | 2022-09-08 | Jfe Steel Corporation | High strength steel sheet, high strength member, and methods for manufacturing the same |
| WO2021141006A1 (ja) * | 2020-01-08 | 2021-07-15 | 日本製鉄株式会社 | 鋼板およびその製造方法 |
| US20220389531A1 (en) * | 2020-01-08 | 2022-12-08 | Nippon Steel Corporation | Steel sheet and method of manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2023113453A1 (ko) | 2023-06-22 |
| CN118339324A (zh) | 2024-07-12 |
| EP4450665A4 (en) | 2025-05-21 |
| KR20230091218A (ko) | 2023-06-23 |
| MX2024007324A (es) | 2024-07-29 |
| EP4450665A1 (en) | 2024-10-23 |
| US20250051889A1 (en) | 2025-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7611827B2 (ja) | 加工性に優れた冷延鋼板、溶融亜鉛めっき鋼板、及びこれらの製造方法 | |
| JP6689384B2 (ja) | 化成処理性及び穴拡げ性に優れた超高強度鋼板及びその製造方法 | |
| JP6043801B2 (ja) | 温間プレス成形用鋼板、温間プレス成形部材、及びこれらの製造方法 | |
| JP6703606B2 (ja) | 化成処理性及び曲げ加工性に優れた超高強度鋼板及びその製造方法 | |
| JP2021504576A (ja) | 衝突特性及び成形性に優れた高強度鋼板及びその製造方法 | |
| KR20070061859A (ko) | 신장과 구멍 확장성이 우수한 고강도 박강판 및 그 제조방법 | |
| JP7640703B2 (ja) | 加工性に優れた高強度鋼板及びその製造方法 | |
| JP7291222B2 (ja) | 延性及び加工性に優れた高強度鋼板、及びその製造方法 | |
| JP2019505668A (ja) | 高降伏比型高強度冷延鋼板及びその製造方法 | |
| JP7852934B2 (ja) | 加工性に優れた高強度鋼板及びその製造方法 | |
| JP2023554449A (ja) | 加工性に優れた高強度鋼板及びその製造方法 | |
| KR20230087773A (ko) | 강도 및 연성이 우수한 강판 및 그 제조방법 | |
| KR102468043B1 (ko) | 표면품질 및 크랙 저항성이 우수한 초고강도 아연도금강판 및 이의 제조방법 | |
| JP2024541988A (ja) | 耐衝突性能及び成形性に優れた高強度鋼板及びその製造方法 | |
| JP5338257B2 (ja) | 延性に優れた高降伏比超高張力鋼板およびその製造方法 | |
| JP2025157499A (ja) | 熱間成形用部材 | |
| JP2025500902A (ja) | 鋼板及びその製造方法 | |
| JP6843245B2 (ja) | 曲げ性及び伸びフランジ性に優れた高張力亜鉛系めっき鋼板及びその製造方法 | |
| JP4265152B2 (ja) | 伸びおよび伸びフランジ性に優れた高張力冷延鋼板およびその製造方法 | |
| JP7712366B2 (ja) | 加工性に優れた高強度鋼板及びその製造方法 | |
| JP2009068039A (ja) | エネルギー吸収特性に優れた高強度合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| CN116194606B (zh) | 成型性和加工硬化率优异的钢板 | |
| CN102119234A (zh) | 焊接性优良的高强度冷轧钢板及其制造方法 | |
| JP2025537573A (ja) | 鋼板及びその製造方法 | |
| JP2018502992A (ja) | 成形性に優れた複合組織鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240614 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20251201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20260331 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20260423 |