JP3144732U - 塗装ブース - Google Patents
塗装ブース Download PDFInfo
- Publication number
- JP3144732U JP3144732U JP2008004395U JP2008004395U JP3144732U JP 3144732 U JP3144732 U JP 3144732U JP 2008004395 U JP2008004395 U JP 2008004395U JP 2008004395 U JP2008004395 U JP 2008004395U JP 3144732 U JP3144732 U JP 3144732U
- Authority
- JP
- Japan
- Prior art keywords
- drying air
- painting
- door
- corner
- hose
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Landscapes
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
Abstract
【課題】水性塗料を用いて自動車の車体の一部に補修用の塗装を施すのに好適な塗装ブースを提供する。
【解決手段】塗装室の正面・両側面に搬入用扉が内壁面全域の大きさに設けられると共に、コーナー部を斜めに仕切るコーナーパネルが設けられ、車体の一部に水性塗料を吹き付けた箇所に直接、乾燥用エアを吹き付ける乾燥用エアホースが、前記コーナーパネルと壁面部とで仕切られた空間部内に収納して設けられ、前記コーナーパネルには、前記乾燥用エアホースの収納・取出を可能とする開閉自在な収納・取出用大扉が設けられ、前記収納・取出用大扉には、前記収納・取出用大扉を開扉して、前記乾燥用エアホースを前記塗装室内に引き出した際、該乾燥用エアホースが挿通可能で、該収納・取出用大扉の閉扉が可能となるように、開閉自在なホース挿通用小扉が設けられる。
【選択図】図1
【解決手段】塗装室の正面・両側面に搬入用扉が内壁面全域の大きさに設けられると共に、コーナー部を斜めに仕切るコーナーパネルが設けられ、車体の一部に水性塗料を吹き付けた箇所に直接、乾燥用エアを吹き付ける乾燥用エアホースが、前記コーナーパネルと壁面部とで仕切られた空間部内に収納して設けられ、前記コーナーパネルには、前記乾燥用エアホースの収納・取出を可能とする開閉自在な収納・取出用大扉が設けられ、前記収納・取出用大扉には、前記収納・取出用大扉を開扉して、前記乾燥用エアホースを前記塗装室内に引き出した際、該乾燥用エアホースが挿通可能で、該収納・取出用大扉の閉扉が可能となるように、開閉自在なホース挿通用小扉が設けられる。
【選択図】図1
Description
本考案は、塗装ブースに関し、さらに詳細には、水性塗料を用いて自動車の車体の一部に補修用の塗装を施す塗装ブースに関する。
自動車の補修時において、車体に塗装を行うための塗装ブースとして、多様な技術が提案されているが、従来の塗装ブースでは、車体の塗装に用いられる塗料は油性塗料が主流であった。
しかし、油性塗料は溶剤中に含まれるVOC(Volatile Organic Compound:揮発性有機化合物)が空気中に分散してしまうことが課題となっていた。すなわち、当該VOCは、NOxと共に光化学大気汚染をもたらす主要な原因物質であり、また、発ガン性等人体に有害な影響を及ぼすものも多いため、近年、VOC対策が重要となっている。
しかし、油性塗料は溶剤中に含まれるVOC(Volatile Organic Compound:揮発性有機化合物)が空気中に分散してしまうことが課題となっていた。すなわち、当該VOCは、NOxと共に光化学大気汚染をもたらす主要な原因物質であり、また、発ガン性等人体に有害な影響を及ぼすものも多いため、近年、VOC対策が重要となっている。
そのような背景から、油性塗料に代えて溶剤に揮発性有機化合物を含まない水性塗料の採用が拡大しつつある。しかし、その結果として、水性塗料は油性塗料と比べて溶剤の揮発性が劣るため、塗装後の乾燥方法が課題となっている。
ここで、水性塗料を用いる塗装ブースに関する従来技術の例として、特許文献1で提案されている塗装ブースがある(特許文献1 図3参照)。
しかし、この塗装ブースは、四隅に断面三角形のダクトを設け、そのダクトに設けた円筒状チューブから、乾燥用エアを吹き出すようにした構成であるため、車体の塗装箇所に対して、近傍から直接、乾燥用エアを吹き付けることができない。その結果、非常に乾燥効率が悪い、すなわち乾燥に長時間かかってしまう点が課題となる。これを解決するためには、乾燥用エアの温度を上げる方法が考えられるが、乾燥用エアを高温にしてしまうと、コーナー部から乾燥用エアを吹き出す構成であるが故に、塗装ブース内全体が高温となってしまい、作業者が中に入って他の作業(例えば塗装作業)を同時に行うことが出来ない環境となってしまうため、乾燥専用モードで運転せざるを得ず、作業効率が大幅に低下してしまうと共に、高温にすることでエネルギー効率も非常に悪くなる。また別の解決手段として、乾燥用エアの風速を上げる方法が考えられるが、コーナー部から乾燥用エアを吹き出す構成であるが故に、塗装ブース内全体の気流が大きく乱されてしまい、作業者が塗装作業を同時に行うことが不可能となる、もしくは可能であっても塗装品質の低下が避けられない。
また、車体の塗装品質は、塗装ブース内の気流に大きく影響され、また気流の乱れは塗装ブース内にホコリ溜りを形成し、それが塗装に付着する等によって、さらに塗装品質の悪化が加速する。特許文献1の塗装ブースでは、乾燥用エアの吹き出しによる塗装ブース内の気流の乱れ、あるいはホコリ溜りの発生に関して考慮されておらず、特に、乾燥用エアの吹き出しを行っている時には、コーナー部の扉を開けておかなければならないため、その扉の内部あるいは、扉と内壁との間にホコリ溜りが発生してしまう(特許文献1 図4参照)。
しかし、この塗装ブースは、四隅に断面三角形のダクトを設け、そのダクトに設けた円筒状チューブから、乾燥用エアを吹き出すようにした構成であるため、車体の塗装箇所に対して、近傍から直接、乾燥用エアを吹き付けることができない。その結果、非常に乾燥効率が悪い、すなわち乾燥に長時間かかってしまう点が課題となる。これを解決するためには、乾燥用エアの温度を上げる方法が考えられるが、乾燥用エアを高温にしてしまうと、コーナー部から乾燥用エアを吹き出す構成であるが故に、塗装ブース内全体が高温となってしまい、作業者が中に入って他の作業(例えば塗装作業)を同時に行うことが出来ない環境となってしまうため、乾燥専用モードで運転せざるを得ず、作業効率が大幅に低下してしまうと共に、高温にすることでエネルギー効率も非常に悪くなる。また別の解決手段として、乾燥用エアの風速を上げる方法が考えられるが、コーナー部から乾燥用エアを吹き出す構成であるが故に、塗装ブース内全体の気流が大きく乱されてしまい、作業者が塗装作業を同時に行うことが不可能となる、もしくは可能であっても塗装品質の低下が避けられない。
また、車体の塗装品質は、塗装ブース内の気流に大きく影響され、また気流の乱れは塗装ブース内にホコリ溜りを形成し、それが塗装に付着する等によって、さらに塗装品質の悪化が加速する。特許文献1の塗装ブースでは、乾燥用エアの吹き出しによる塗装ブース内の気流の乱れ、あるいはホコリ溜りの発生に関して考慮されておらず、特に、乾燥用エアの吹き出しを行っている時には、コーナー部の扉を開けておかなければならないため、その扉の内部あるいは、扉と内壁との間にホコリ溜りが発生してしまう(特許文献1 図4参照)。
一方、水性塗料を用いる塗装ブースに関する従来技術の他の例として、特許文献2で提案されている塗装ブースがある(特許文献2 図1参照)。
この塗装ブースは、ドアパネル等の一部に乾燥用エアを噴出するための空気出口を伸張腕に設けた構成を備えている。しかし、空気出口に至るまで乾燥用エアを導く構成に関しては具体的な開示がない。
また、この塗装ブースでは、内部の内壁面よび天井部に空気通路、供給パイプ、空気供給用移動体等が露出して設けられており(特許文献2 図1参照)、それらの構成に起因する気流の乱れ、あるいは、特に、それらの管状部材の上面あるいは管状部材同士の隙間等に発生するホコリ溜りに関して何ら考慮されておらず、それらのホコリ溜りのホコリが塗装に付着することによって塗装品質が悪化することが課題となる。
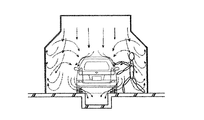
なお、この塗装ブースでは、天井部の両端部に斜面を備える構成であるが(特許文献2 図2参照)、そのような構成の塗装ブースでは、図6に示すように、気流が乱れてしまうことが知られており、従来からの課題となっている(図6中の矢印が気流の方向)。
さらに、この塗装ブースでは、乾燥用エアとして用いる空気に対して、風速および若干の温度制御のみを行っている。しかし、欧州で用いる塗装ブースならば、気候的に湿度が比較的低いため、乾燥用エアとして成立し得るが、多湿の気候を有する日本で用いる塗装ブース、特に水性塗料で塗装を行う塗装ブースにおける乾燥用エアとしては不十分である。
この塗装ブースは、ドアパネル等の一部に乾燥用エアを噴出するための空気出口を伸張腕に設けた構成を備えている。しかし、空気出口に至るまで乾燥用エアを導く構成に関しては具体的な開示がない。
また、この塗装ブースでは、内部の内壁面よび天井部に空気通路、供給パイプ、空気供給用移動体等が露出して設けられており(特許文献2 図1参照)、それらの構成に起因する気流の乱れ、あるいは、特に、それらの管状部材の上面あるいは管状部材同士の隙間等に発生するホコリ溜りに関して何ら考慮されておらず、それらのホコリ溜りのホコリが塗装に付着することによって塗装品質が悪化することが課題となる。
なお、この塗装ブースでは、天井部の両端部に斜面を備える構成であるが(特許文献2 図2参照)、そのような構成の塗装ブースでは、図6に示すように、気流が乱れてしまうことが知られており、従来からの課題となっている(図6中の矢印が気流の方向)。
さらに、この塗装ブースでは、乾燥用エアとして用いる空気に対して、風速および若干の温度制御のみを行っている。しかし、欧州で用いる塗装ブースならば、気候的に湿度が比較的低いため、乾燥用エアとして成立し得るが、多湿の気候を有する日本で用いる塗装ブース、特に水性塗料で塗装を行う塗装ブースにおける乾燥用エアとしては不十分である。
なお、参考までに、特に、水性塗料に好適という訳ではないが、塗装ブースに関する従来技術の他の例として、特許文献3で提案されている塗装ブースがある(特許文献3 図1参照)。
この塗装ブースは、照明の死角を無くすことを目的とするものであるため、塗装ブース内の気流の乱れについては考慮されておらず、特に、照明器具が設けられる天井部の両端部が斜面状に構成されるため、前述の通り(図6参照)、気流が乱れてしまうことが課題となっている。
ところで、この塗装ブースでは、正面および右側面にしかドアが設けられていないため、ライン生産方式のごとく、一方から流れてくる自動車を右側面から塗装ブース内に取り込み、塗装が完了した自動車を左側面から、塗装ブース外へ流すという塗装工程を採用することができない。すなわち、この塗装ブースでは、ドア構成に関して、工程の効率化までは考慮に入れられていない。
また、正面と一方の側面にしかドアがなく、且つ、内壁面全域に当該ドアが設けられている訳ではないため、正面寄りの壁面部においては随所に配管を挿通させるスペースを有している。
この塗装ブースは、照明の死角を無くすことを目的とするものであるため、塗装ブース内の気流の乱れについては考慮されておらず、特に、照明器具が設けられる天井部の両端部が斜面状に構成されるため、前述の通り(図6参照)、気流が乱れてしまうことが課題となっている。
ところで、この塗装ブースでは、正面および右側面にしかドアが設けられていないため、ライン生産方式のごとく、一方から流れてくる自動車を右側面から塗装ブース内に取り込み、塗装が完了した自動車を左側面から、塗装ブース外へ流すという塗装工程を採用することができない。すなわち、この塗装ブースでは、ドア構成に関して、工程の効率化までは考慮に入れられていない。
また、正面と一方の側面にしかドアがなく、且つ、内壁面全域に当該ドアが設けられている訳ではないため、正面寄りの壁面部においては随所に配管を挿通させるスペースを有している。
本考案は、塗装ブース(塗装室)内における乱流の発生およびホコリ溜りの発生を最大限防止しつつ、特に水性塗料の乾燥に好適な乾燥用エアを、塗装する車体の近傍から直接吹き付け可能に供給することができ、塗装品質の向上および乾燥効率の向上が可能であると共に、作業者が塗装室内に入室したままの状態で、当該乾燥用エアの吹き付けによる乾燥工程と、別の部位に対する水性塗料の吹き付け工程とを、同時進行的に実施することができ、さらに、車体移動の効率化を図ることができ、塗装工程の工程時間の短縮が可能な塗装ブースを提供することを目的とする。
本考案は、以下に記載するような解決手段により、前記課題を解決する。
本考案に係る塗装ブースは、塗装室に収容された自動車の車体の一部に補修用の塗装を施す塗装ブースであって、前記塗装室は、平面形状が矩形状であり、正面および両側面の壁面部に自動車の搬入・搬出が可能な扉もしくはシャッターが該壁面部のコーナー部を除く内壁面全域の大きさに設けられると共に、正面寄りの2箇所のコーナー部および背面寄りの少なくとも1箇所のコーナー部には該コーナー部を斜めに仕切るコーナーパネルが設けられ、且つ、清浄化された正圧エアの供給口が天井部全域に、排出口が床部にそれぞれ設けられ、前記自動車の車体の一部に水性塗料を吹き付けた後に、該吹き付け箇所に直接、乾燥用エアを吹き付ける乾燥用エアホースが、フレキシブル状に形成され、前記コーナー部のそれぞれにおいて前記コーナーパネルと前記塗装室の壁面部とで仕切られた空間部内に上下方向に屈曲された状態で収納可能に設けられ、前記コーナーパネルには、前記乾燥用エアホースの収納・取出を可能とする開閉自在な収納・取出用大扉が設けられ、前記収納・取出用大扉には、前記収納・取出用大扉を開扉して、前記乾燥用エアホースを前記塗装室内に引き出した際、該乾燥用エアホースが挿通可能で、該収納・取出用大扉の閉扉が可能となるように、開閉自在なホース挿通用小扉が設けられ、前記乾燥用エアホースは、一端が、前記壁面部もしくは前記天井部を貫通して前記塗装室内に露出しないように前記空間部に引き込まれる前記乾燥用エアを供給するエア供給管に接続され、中間部が、閉扉された前記収納・取出用大扉において開扉されたホース挿通用小扉を挿通し、他端が、前記塗装室内に必要な長さ分だけ引き出された状態で、乾燥用エアの供給が可能であることを特徴とする。
また、前記塗装室内に供給される前記正圧エアの温度・風速を調整する第1の調整器と、前記乾燥用エアの温度・湿度・風速を調整する第2の調整器とを備え、前記塗装室内の空気の温度・風速と、前記乾燥用エアの温度・湿度・風速とを、それぞれ別個に設定することが可能であることを特徴とする。
また、前記それぞれの乾燥用エアホースにおける前記乾燥用エアの供給・停止を行うスイッチが前記コーナーパネルもしくはその近傍に設けられて、前記正圧エアを連続して供給している状態で、前記乾燥用エアの供給・停止が任意に行えることを特徴とする。
また、前記ホース挿通用小扉は、前記乾燥用エアホースが挿通可能な程度に、該乾燥用エアホースの直径に対して略同一か若干大きな長さの底辺を有する矩形状もしくは下部が矩形状で上部が半円形状との組合せ形状に形成されることを特徴とする。
本考案によれば、自動車の塗装を行う塗装ブースに関して、塗装ブース(塗装室)内における乱流の発生およびホコリ溜りの発生を最大限防止しつつ、特に水性塗料の乾燥に好適な乾燥用エアを、塗装する車体の近傍から直接吹き付け可能に供給することができ、塗装品質の向上および乾燥効率の向上が可能であると共に、作業者が塗装室内に入室したままの状態で、当該乾燥用エアの吹き付けによる乾燥工程と、別の部位に対する水性塗料の吹き付け工程とを、同時進行的に実施することができ、さらに、車体移動の効率化を図ることができ、塗装工程の工程時間の短縮が可能となる。
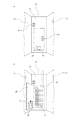
以下、図面を参照して、本考案の実施の形態について詳しく説明する。図1は、本考案の実施の形態に係る塗装ブース1の例を示す概略図である。図2は、その塗装ブース1のコーナー部の拡大図であって、図2(a)は収納・取出用大扉24を閉じた状態であり、図2(b)は収納・取出用大扉24を開けた状態である。図3は、その塗装ブース1の平面図である。図4は、その塗装ブース1のホース挿通用小扉25の作用を説明する説明図であって、図4(a)はホース挿通用小扉25を閉じた状態であり、図4(b)はホース挿通用小扉25を開けた状態である。図5は、その塗装ブース1の乾燥用エアホース5を引き出した状態(収納・取出用大扉24は閉扉状態で且つホース挿通用小扉25は開扉状態)示す概略図である。図6は、その塗装ブース1の側面図である。
なお、符号に関して、符号5は符号5a、5b、・・・の総称として用いる(他の符号について同じ)。
なお、符号に関して、符号5は符号5a、5b、・・・の総称として用いる(他の符号について同じ)。
本実施の形態に係る塗装ブース1は、図1、図3に示すように、内部に平面形状が略矩形状に形成される塗装室10を備えると共に、正面に扉21、側面にシャッター22a、22bを備えて、三方向から塗装室10内へ自動車2の搬入・搬出が可能なように構成される。
特に、作業時間短縮による効率化を図るために、自動車2を載せた台車(不図示)を、レール29上において走行させて、例えば、シャッター22a方向から塗装室10内へ搬入し、塗装を行った後、シャッター22b方向から搬出する、ライン生産方式のごとく、横入れ横出し方式によって塗装工程が行われる構成を備える。
例えば、前述の特許文献3に記載の従来例のように正面および右側面にしかドアが設けられていない塗装ブースでは、ドア構成に関して、工程の効率化までは考慮に入れられていないため、効率的な自動車の移動が不可能であるが、本実施の形態に係る塗装ブース1によれば、車体移動の効率化を図ることができ、塗装工程に要する工程時間の大幅な短縮、ならびに塗装工場内の効率的なレイアウトの実現および流れ作業化が可能となる。
このように、ドアの設置箇所は、設置コスト等に応じた単なる設計的事項ではなく、工程の効率化を考慮に入れて、それに応じた必須の構成として設けられるものである。
なお、扉もしくはシャッターの何れとするかは適宜選択されるものであって、一方に限定されるものではない。さらに、扉の場合に、開き戸、折り戸、スライドドア等、何れの形式であってもよく、また、シャッターの場合に、平板スライド式、ロール状巻取式等、何れの形式であってもよい。
特に、作業時間短縮による効率化を図るために、自動車2を載せた台車(不図示)を、レール29上において走行させて、例えば、シャッター22a方向から塗装室10内へ搬入し、塗装を行った後、シャッター22b方向から搬出する、ライン生産方式のごとく、横入れ横出し方式によって塗装工程が行われる構成を備える。
例えば、前述の特許文献3に記載の従来例のように正面および右側面にしかドアが設けられていない塗装ブースでは、ドア構成に関して、工程の効率化までは考慮に入れられていないため、効率的な自動車の移動が不可能であるが、本実施の形態に係る塗装ブース1によれば、車体移動の効率化を図ることができ、塗装工程に要する工程時間の大幅な短縮、ならびに塗装工場内の効率的なレイアウトの実現および流れ作業化が可能となる。
このように、ドアの設置箇所は、設置コスト等に応じた単なる設計的事項ではなく、工程の効率化を考慮に入れて、それに応じた必須の構成として設けられるものである。
なお、扉もしくはシャッターの何れとするかは適宜選択されるものであって、一方に限定されるものではない。さらに、扉の場合に、開き戸、折り戸、スライドドア等、何れの形式であってもよく、また、シャッターの場合に、平板スライド式、ロール状巻取式等、何れの形式であってもよい。
また、自動車の大形化等によって、扉21およびシャッター22a、22bの開口部は可能な限り大きくすべきとの要請がある一方で、設置場所の省スペース化および装置コスト・設置コストの低減等のため塗装ブース1全体としては可能な限り小型化すべきとの要請がある。その両立を図るため、扉21およびシャッター22a、22bは、塗装室10の内壁面全域を構成する大きさに設けられる。なお、本実施の形態において、シャッター22は、図1中の矢印で示すように、段違いに設けられる上下2枚の平板で構成され、それらが上方向にスライドして壁面部が開口し、下方向にスライドして壁面部が閉口する構造である。
この点に関して、より具体的には、塗装ブースが大きくなればなる程、設置コストが高くなるのは当然であって、塗装ブースを小さくすれば、搬入用ドアが小さくなるため、搬入可能な自動車のサイズに制限が生じるのは当然である。そのような観点に立脚すれば、塗装ブースの装置コスト・設置コストを下げるために、塗装ブース1全体の大きさをより小さくすると共に、搬入可能な自動車のサイズをより大きく設定するために、搬入用ドア(扉21、シャッター22a、22b)をより大きく構成すればよい点までは、設計的事項として当然であるとしても、その結果として、内壁面全域に取り得る最大限の大きさの搬入用ドア(扉21、シャッター22a、22b)を設けてしまった場合に、塗装室10内にどのようにして乾燥用エアを供給するための配管を導くか、さらには当該配管を塗装室10内に露出させないようにする構成をどのように実現するかについては、単なる設計的事項ではなく、またこれを解決する構成が本願考案によってもたらされるものである。
この点に関して、より具体的には、塗装ブースが大きくなればなる程、設置コストが高くなるのは当然であって、塗装ブースを小さくすれば、搬入用ドアが小さくなるため、搬入可能な自動車のサイズに制限が生じるのは当然である。そのような観点に立脚すれば、塗装ブースの装置コスト・設置コストを下げるために、塗装ブース1全体の大きさをより小さくすると共に、搬入可能な自動車のサイズをより大きく設定するために、搬入用ドア(扉21、シャッター22a、22b)をより大きく構成すればよい点までは、設計的事項として当然であるとしても、その結果として、内壁面全域に取り得る最大限の大きさの搬入用ドア(扉21、シャッター22a、22b)を設けてしまった場合に、塗装室10内にどのようにして乾燥用エアを供給するための配管を導くか、さらには当該配管を塗装室10内に露出させないようにする構成をどのように実現するかについては、単なる設計的事項ではなく、またこれを解決する構成が本願考案によってもたらされるものである。
また、塗装品質の向上を図るため、フィルタ機構(不図示)を通過して清浄化された正圧エアが天井部11の全域に均一に設けられる複数の供給孔(不図示)から供給されて、床部12に設けられる複数の排出孔(不図示)から排出される、いわゆる「プッシュプル方式」の構成を備える。当該エアは、外気が第1の調整器33に取り込まれて、少なくとも温度・風速が所定の設定値に調整されたのち、正圧エア供給管35を通じて、塗装室10内へ供給される(図6参照)。
これによって、作業者の呼吸のための新鮮な空気が塗装室10内に供給されるのみならず、当該塗装室10内全体の空気環境を塗装に適した状態に整える効果を奏する。
もちろん、第1の調整器33は、湿度の調整まで可能とする機構を組み込んでも構わない。ただし、後述のように、本実施の形態では、第2の調整器34を有し、塗装箇所に直接吹き付ける乾燥用エアの温度・風速のみならず、湿度を調整する機構を別個に備えているため、第1の調整器33において、湿度調整機能を備えない構成としても十分であり、またその結果、装置全体のコストを大幅に低減することが可能となる。
また、本実施形態では、塗装室10は、平面形状が矩形状であり、天井部11の両端部が斜面状となる構成ではなく、正圧エアの供給口がコーナー部20を除く天井部11の全域に設けられるため、気流が乱れることに起因して塗装品質が悪化してしまうことを防止できる。
さらに、塗装室10内が負圧状態になるとホコリ(塵埃)を該室内に吸い込む恐れがあるが、塗装室10内を正圧状態に保つことによって、そのようなホコリ(塵埃)の吸い込みが防止可能である。
これによって、作業者の呼吸のための新鮮な空気が塗装室10内に供給されるのみならず、当該塗装室10内全体の空気環境を塗装に適した状態に整える効果を奏する。
もちろん、第1の調整器33は、湿度の調整まで可能とする機構を組み込んでも構わない。ただし、後述のように、本実施の形態では、第2の調整器34を有し、塗装箇所に直接吹き付ける乾燥用エアの温度・風速のみならず、湿度を調整する機構を別個に備えているため、第1の調整器33において、湿度調整機能を備えない構成としても十分であり、またその結果、装置全体のコストを大幅に低減することが可能となる。
また、本実施形態では、塗装室10は、平面形状が矩形状であり、天井部11の両端部が斜面状となる構成ではなく、正圧エアの供給口がコーナー部20を除く天井部11の全域に設けられるため、気流が乱れることに起因して塗装品質が悪化してしまうことを防止できる。
さらに、塗装室10内が負圧状態になるとホコリ(塵埃)を該室内に吸い込む恐れがあるが、塗装室10内を正圧状態に保つことによって、そのようなホコリ(塵埃)の吸い込みが防止可能である。
ところで、前述の通り、VOC対策等の理由により、本実施の形態において塗装に用いられる塗料は水性塗料である。従来の油性塗料と相違して、水性塗料の場合には補修箇所に塗料を吹き付けたまま放置するだけでは乾燥しづらく、また塗装ムラ等が発生する恐れもあるため、乾燥条件の細かな調整が要求される。
これに対し、本実施の形態に係る塗装ブース1では、第2の調整器によって温度・湿度・風速が調整された乾燥用エアを、塗装した直後に当該塗装箇所に直接、吹き付けることが可能となり、水性塗料の乾燥を短時間に且つ効率的に行うことが可能となり、塗装ムラ等が生じない高品質の塗装仕上げが実現する。
これに対し、本実施の形態に係る塗装ブース1では、第2の調整器によって温度・湿度・風速が調整された乾燥用エアを、塗装した直後に当該塗装箇所に直接、吹き付けることが可能となり、水性塗料の乾燥を短時間に且つ効率的に行うことが可能となり、塗装ムラ等が生じない高品質の塗装仕上げが実現する。
特に、前述の特許文献2記載の塗装ブースのように、乾燥用エアとして用いる空気に対して、風速および若干の温度制御を行うだけでは、多湿の気候を有する日本で用いる塗装ブース、特に水性塗料で塗装を行う塗装ブースにおける乾燥用エアとしては不十分である。
これに対し、本実施形態に係る塗装ブース1では、塗装室10内に供給される正圧エアの温度・風速を調整する第1の調整器33とは別に、乾燥用エアの温度・湿度・風速を調整する第2の調整器34を備えることによって、主として前記正圧エアによって塗装室10内の空気の温度・風速が調整されている状況下において、塗装室10内の空気の温度・風速とは別に、乾燥用エアの温度・湿度・風速を設定することが可能となる。なお、当該乾燥用エアは、外気が第2の調整器34に取り込まれて、温度・湿度・風速が所定の設定値に調整されたのち、エア供給管23を通じて、乾燥用エアホース5へ供給される(図6参照)。
これに対し、本実施形態に係る塗装ブース1では、塗装室10内に供給される正圧エアの温度・風速を調整する第1の調整器33とは別に、乾燥用エアの温度・湿度・風速を調整する第2の調整器34を備えることによって、主として前記正圧エアによって塗装室10内の空気の温度・風速が調整されている状況下において、塗装室10内の空気の温度・風速とは別に、乾燥用エアの温度・湿度・風速を設定することが可能となる。なお、当該乾燥用エアは、外気が第2の調整器34に取り込まれて、温度・湿度・風速が所定の設定値に調整されたのち、エア供給管23を通じて、乾燥用エアホース5へ供給される(図6参照)。
ここで、例えば、ある水性塗料に関して、塗料メーカーの推奨する好適な塗料乾燥条件として、乾燥用エアの湿度が55%、温度が40〜60℃、風速が1〜3m/secという基準があるが、仮に、第1の調整器33で調整されて供給される正圧エアによって塗装室10内全体をそのような温度・湿度環境としてしまった場合、当該環境下の塗装室内において人間が塗装等の作業を行うことは、あまりに劣悪な条件であって、不可能に近い。
一方、別の水性塗料に関して、好適な塗料乾燥条件として、乾燥用エアの湿度が30%、温度が35℃、風速が1〜3m/secという例もあるが、そのような条件値(特に湿度)は、外気から取り込む空気に対して温度管理を行うのみでは到底、達成し得ない環境である。
すなわち、本実施形態に係る塗装ブース1によれば、好適な乾燥条件が一様ではない水性塗料に対して、それぞれの塗料に応じて最適な塗料乾燥条件に調整された乾燥用エアを供給することが可能となる。仮に、塗装室10内の全体を、そのような最適な塗料乾燥条件に調整しようとすれば、第1の調整器33として、大型の冷却チラーおよびキューピクルが必要となり、大規模な設備となってしまうため、設置コスト(一例として、数千万円)の大幅な増加は避けられない。しかし、本実施形態では、塗装室10内の全体を、そのような最適な塗料乾燥条件に設定する必要がない。つまり、小型の湿度制御機構(温度・風速も制御する)を第2の調整器34のみに設けるだけで十分足りるため、設置コスト(一例として、数十〜数百万円)および燃料費等のランニングコストが共に大幅に低減することが可能となる。さらに、塗装室10内を、作業者にとって作業し易い快適な環境に保持した状態で、乾燥用エアのみを乾燥用に最適化して塗装箇所の乾燥を行うことが可能となる。
このように、作業者が塗装室10内に入室したままの状態で、乾燥作業と塗装作業とを同時進行的に実施することを可能としつつ、乾燥用エアの設定を最適化することが可能となるため、塗装仕上がりの高品質化、および塗装・乾燥工程の大幅な効率化(時間短縮)が可能となる。
一方、別の水性塗料に関して、好適な塗料乾燥条件として、乾燥用エアの湿度が30%、温度が35℃、風速が1〜3m/secという例もあるが、そのような条件値(特に湿度)は、外気から取り込む空気に対して温度管理を行うのみでは到底、達成し得ない環境である。
すなわち、本実施形態に係る塗装ブース1によれば、好適な乾燥条件が一様ではない水性塗料に対して、それぞれの塗料に応じて最適な塗料乾燥条件に調整された乾燥用エアを供給することが可能となる。仮に、塗装室10内の全体を、そのような最適な塗料乾燥条件に調整しようとすれば、第1の調整器33として、大型の冷却チラーおよびキューピクルが必要となり、大規模な設備となってしまうため、設置コスト(一例として、数千万円)の大幅な増加は避けられない。しかし、本実施形態では、塗装室10内の全体を、そのような最適な塗料乾燥条件に設定する必要がない。つまり、小型の湿度制御機構(温度・風速も制御する)を第2の調整器34のみに設けるだけで十分足りるため、設置コスト(一例として、数十〜数百万円)および燃料費等のランニングコストが共に大幅に低減することが可能となる。さらに、塗装室10内を、作業者にとって作業し易い快適な環境に保持した状態で、乾燥用エアのみを乾燥用に最適化して塗装箇所の乾燥を行うことが可能となる。
このように、作業者が塗装室10内に入室したままの状態で、乾燥作業と塗装作業とを同時進行的に実施することを可能としつつ、乾燥用エアの設定を最適化することが可能となるため、塗装仕上がりの高品質化、および塗装・乾燥工程の大幅な効率化(時間短縮)が可能となる。
さらに、本実施形態に係る塗装ブース1は、それぞれの乾燥用エアホース5における乾燥用エアの供給・停止を行うスイッチ32がコーナーパネル20(コーナーパネル20の近傍に設けても構わない)に設けられて、正圧エアを連続して供給している状態で、乾燥用エアの供給・停止が任意に行える構成を備える。
これによって、塗装と乾燥とを連続的に行うことができ、塗装箇所が複数個所に及ぶ場合には、それぞれの箇所の塗装と乾燥とを同時進行的に行うことができる。逆に言えば、塗装作業に影響がある場合には、即座に乾燥用エアの供給を停止することができる。また、エネルギー効率の向上も可能となる。
これによって、塗装と乾燥とを連続的に行うことができ、塗装箇所が複数個所に及ぶ場合には、それぞれの箇所の塗装と乾燥とを同時進行的に行うことができる。逆に言えば、塗装作業に影響がある場合には、即座に乾燥用エアの供給を停止することができる。また、エネルギー効率の向上も可能となる。
なお、本実施形態のように、塗装室10内のコーナー部14に乾燥用エアホース5を設ける構成により、平面形状が略矩形状の自動車2に塗装を行う場合に、適切なコーナー部14の乾燥用エアホース5を用いることによって、所望の塗装箇所に向けて、その近傍から直接、乾燥用エアを吹き付けることが可能となる。さらに、乾燥用エアホース5を自動車2の周囲で引き回す必要がないため、自動車2に当該乾燥用エアホース5を接触させてしまう恐れがなくなり、作業性も一段と向上する。
本実施の形態では、正面寄りの2箇所のコーナー部14a、14bおよび背面寄りの1箇所のコーナー部14cに乾燥用エアホース5a、5b、5cが設けられる(詳細は後述)。
本実施の形態では、正面寄りの2箇所のコーナー部14a、14bおよび背面寄りの1箇所のコーナー部14cに乾燥用エアホース5a、5b、5cが設けられる(詳細は後述)。
ここで、本実施の形態に特徴的な構成として、図2、図3に示すように、正面寄りの2箇所のコーナー部14a、14b、および背面寄りの1箇所のコーナー部14cには、当該コーナー部を斜めに仕切るように、天井部11から床部12に至る塗装室内側表面が平面状に形成されるコーナーパネル20a、20b、20cが設けられる。
さらに、コーナー部14a、14b、14cのそれぞれにおいて、フレキシブル形状を有する乾燥用エアホース5a、5b、5cが、コーナーパネル20a、20b、20cと塗装室10の壁面部13a、13b、13c、13dとで仕切られた空間部15a、15b、15c内に屈曲された状態で配設される。
ちなみに、図2は、コーナー部14における構成を説明する拡大図であるため、壁面部13に設けられる搬入用ドア(扉21、シャッター22a、22b)の図示は省略している(図5においても同様)。
さらに、コーナー部14a、14b、14cのそれぞれにおいて、フレキシブル形状を有する乾燥用エアホース5a、5b、5cが、コーナーパネル20a、20b、20cと塗装室10の壁面部13a、13b、13c、13dとで仕切られた空間部15a、15b、15c内に屈曲された状態で配設される。
ちなみに、図2は、コーナー部14における構成を説明する拡大図であるため、壁面部13に設けられる搬入用ドア(扉21、シャッター22a、22b)の図示は省略している(図5においても同様)。
上記構成により、コーナー部14を除く塗装室10の内壁面全域に、扉21およびシャッター22を設けることができ、且つその大きさを最大化することが可能となる。
さらに、コーナーパネル20a、20b、20cを平面状に構成することによって、塗装室10内に清浄化エアが供給される際に、乱流を発生させないようにする効果を奏する。
さらに、コーナーパネル20a、20b、20cを平面状に構成することによって、塗装室10内に清浄化エアが供給される際に、乱流を発生させないようにする効果を奏する。
また、乾燥用エアホース5a、5b、5cは、それぞれ一方の端部が乾燥用エアを供給するエア供給管23a、23b、23cに接続されると共に、他方の端部に塗装箇所へのエア吹き付け口6を備えて、空間部15a、15b、15cに設けられる複数の取り付けフック(不図示)によって、取り外し自在に支持されている。
さらに、不使用時には空間部15a、15b、15cに収納し、使用時には該空間部から取り出すための収納・取出用大扉24a、24b、24cがコーナーパネル20a、20b、20cに設けられる。つまり、乾燥用エアホース5a、5b、5cの不使用時に当該収納・取出用大扉24a、24b、24cを閉じることによって、コーナーパネル20a、20b、20cの平面状態が確保され、乱気流の防止が可能となる。なお、取手28も収納式とすれば一層、好適である。
また、エア供給管23a、23b、23cは、塗装室10の天井部11を貫通して空間部15a、15b、15cに引き込まれる構造である。このとき、コーナーパネル20が設けられていることによって、エア供給管23を塗装室10内に露出しないように構成することが可能となり、また天井部11全域からの正圧エア供給構造が実現可能となる。これにより、塗装室10内に供給される清浄化エアの乱流発生を防止すると共に、塗装室10内の見た目を向上させるだけでなく、露出させるとその部分がホコリ溜りとなって、ホコリ(塵埃)の蓄積が生じてしまうため、当該ホコリ蓄積を防止して、塗装品質の向上を図ることが可能となる。
さらに、不使用時には空間部15a、15b、15cに収納し、使用時には該空間部から取り出すための収納・取出用大扉24a、24b、24cがコーナーパネル20a、20b、20cに設けられる。つまり、乾燥用エアホース5a、5b、5cの不使用時に当該収納・取出用大扉24a、24b、24cを閉じることによって、コーナーパネル20a、20b、20cの平面状態が確保され、乱気流の防止が可能となる。なお、取手28も収納式とすれば一層、好適である。
また、エア供給管23a、23b、23cは、塗装室10の天井部11を貫通して空間部15a、15b、15cに引き込まれる構造である。このとき、コーナーパネル20が設けられていることによって、エア供給管23を塗装室10内に露出しないように構成することが可能となり、また天井部11全域からの正圧エア供給構造が実現可能となる。これにより、塗装室10内に供給される清浄化エアの乱流発生を防止すると共に、塗装室10内の見た目を向上させるだけでなく、露出させるとその部分がホコリ溜りとなって、ホコリ(塵埃)の蓄積が生じてしまうため、当該ホコリ蓄積を防止して、塗装品質の向上を図ることが可能となる。
ここで、作業者が乾燥用エアホース5a、5b、5cを使用する場合には、コーナーパネル20a、20b、20cに設けられる収納・取出用大扉24a、24b、24cを開けて、乾燥用エアホース5a、5b、5cを塗装箇所までの必要な長さ分だけ取り付けフックから外した後、塗装室10内に引き出して、塗装箇所に対してエア吹き付け口6を数cm〜数十cmの距離に近づけて、直接、乾燥用エアの吹き付けを行う。このとき、作業者自身がグリップ7を持って吹き付けを行ってもよく、固定機構(不図示)に固定して吹き付けを行ってもよい(図5参照)。
なお、乾燥用エアホース5の収納方法として、取り付けフックを用いて、屈曲させた状態で収納する方式以外にも、回転リールによる巻き取り収納方式等の採用が考えられる。
ここで、本実施の形態に特徴的な構成として、図2、図4に示すように、それぞれのコーナーパネル20には、乾燥用エアホース5の収納・取出を可能とする開閉自在な収納・取出用大扉24が設けられると共に、当該収納・取出用大扉24に、乾燥用エアホース5を塗装室10内に引き出し、乾燥用エアを供給している状態で、収納・取出用大扉24と乾燥用エアホース5との干渉を回避して当該収納・取出用大扉24の閉扉を可能とする開閉自在なホース挿通用小扉25が設けられる。
より詳しくは、ホース挿通用小扉25は、図2、図4、図5に示すように、乾燥用エアホース5が挿通可能な程度に、当該乾燥用エアホース5の直径に対して略同一か若干大きな長さの底辺からなる矩形状(もしくは該矩形状と半円形状との組合せ形状等であってもよい)に形成される。本実施形態では、ホース挿通用小扉25は、収納・取出用大扉24における反塗装室面に設けられるスライドレール26によって、上下にスライド可能な矩形状のスライドドアとして設けられる。なお、符号27はスライド用のツマミである。
上記構成の作用として、乾燥用エアホース5は、一端が、前記のエア供給管23に接続され、中間部が、閉扉された収納・取出用大扉24において開扉されたホース挿通用小扉25を挿通した状態で、他端が、塗装室10内に必要な長さ分だけ引き出すことが可能となる(図5参照)。ちなみに、その状態とする手順は、収納・取出用大扉24を開扉し、次いで、乾燥用エアホース5を引き出し、次いで、ホース挿通用小扉25を開扉し、次いで、収納・取出用大扉24を閉扉するという順に行えばよい。
したがって、前述の特許文献1に記載の塗装ブースと相違して、乾燥用エアホース5から乾燥用エアを供給している状態で、当該乾燥用エアホース5が引き出されているコーナー部20における収納・取出用大扉24を閉扉することが可能となる。それにより、気流の乱れを防止すると共に、空間部15内にホコリ溜りが発生することを防止することが可能となり、それらを原因とする塗装品質の悪化を防止して、高品質の乾燥すなわち塗装仕上がりを実現することが可能となる。
したがって、前述の特許文献1に記載の塗装ブースと相違して、乾燥用エアホース5から乾燥用エアを供給している状態で、当該乾燥用エアホース5が引き出されているコーナー部20における収納・取出用大扉24を閉扉することが可能となる。それにより、気流の乱れを防止すると共に、空間部15内にホコリ溜りが発生することを防止することが可能となり、それらを原因とする塗装品質の悪化を防止して、高品質の乾燥すなわち塗装仕上がりを実現することが可能となる。
なお、収納・取出用大扉24a、24b、24cは、コーナーパネル20a、20b、20cの下部に配設され、且つ自動車部品、塗装用部品等の補修用部品を立てかけることが可能な強度を有する材料で形成されることが好適である。
これによって、塗装ブース1の小型化の要請によって、塗装室10内に補修用部品を置くためのスペースが狭小化しており、また、正面、両側面の壁面部には扉21およびシャッター22a、22bが設けられるため補修用部品の立てかけが困難となっている状況下において、コーナー部14a、14b、14c(塗装室10内側)を部品置き場として利用することが可能となる。
これによって、塗装ブース1の小型化の要請によって、塗装室10内に補修用部品を置くためのスペースが狭小化しており、また、正面、両側面の壁面部には扉21およびシャッター22a、22bが設けられるため補修用部品の立てかけが困難となっている状況下において、コーナー部14a、14b、14c(塗装室10内側)を部品置き場として利用することが可能となる。
なお、残りの1箇所のコーナー部14dにはエアシャワールーム30へ通じるコーナードア31が設けられる。ちなみに、エアシャワールーム30は、作業者が塗装室10内へ入る前に、衣服に付着したホコリ(塵埃)をエアシャワーによって除去するために設けられるものである。したがって、塗装室10内へのホコリ(塵埃)侵入を防止し、塗装品質を向上させるために設置することが好適である。
当該コーナー部14dに関しては、コーナードア31に代えて、他のコーナー部14a、14b、14cと同様にコーナーパネルを設ける構成とすることも当然に可能である。
当該コーナー部14dに関しては、コーナードア31に代えて、他のコーナー部14a、14b、14cと同様にコーナーパネルを設ける構成とすることも当然に可能である。
なお、コーナードア31を設置した場合、乾燥用エアホース5dの設置構造、作用効果は、他の乾燥用エアホース5a、5b、5cに準ずるが、設置箇所に関し、コーナードア31近傍の壁面部13cに収納・取出用大扉24dを設ける点で相違する。
以上述べたように、本実施の形態に係る塗装ブースによれば、塗装ブース内における乱流の発生およびホコリ溜りの発生を最大限防止しつつ、特に水性塗料の乾燥に好適な乾燥用エアを、塗装する車体の近傍から直接吹き付け可能に供給することができ、塗装品質の向上および乾燥効率(エネルギー効率・時間効率)の向上が可能となる。
また、乾燥用エアとして最適に調整された空気は塗装室内全体に供給する必要が無いため、設置コスト・ランニングコストの大幅な低減が可能であると共に、作業者が塗装室内に入室したままの状態で、当該乾燥用エアの吹き付けによる乾燥工程と、別の部位に対する水性塗料の吹き付け工程とを、同時進行的に実施することができる。さらに、車体移動の効率化が図られることとの相乗効果によって、塗装工程の工程時間の大幅な短縮が可能となる。
また、乾燥用エアとして最適に調整された空気は塗装室内全体に供給する必要が無いため、設置コスト・ランニングコストの大幅な低減が可能であると共に、作業者が塗装室内に入室したままの状態で、当該乾燥用エアの吹き付けによる乾燥工程と、別の部位に対する水性塗料の吹き付け工程とを、同時進行的に実施することができる。さらに、車体移動の効率化が図られることとの相乗効果によって、塗装工程の工程時間の大幅な短縮が可能となる。
なお、本考案を、揮発性に乏しい油性塗料を用いる場合に適用できることはいうまでもない。また、本考案は、自動車以外の塗装にも適用できる。
1 塗装ブース
2 自動車
5、5a、5b、5c、5d 乾燥用エアホース
10 塗装室
11 天井部
12 床部
13、13a、13b、13c、13d 壁面部
14、14a、14b、14c、14d コーナー部
15、15a、15b、15c 空間部
20、20a、20b、20c コーナーパネル
21 扉
22、22a、22b シャッター
23、23a、23b、23c、23d エア供給管
24、24a、24b、24c、24d 収納・取出用大扉
25 ホース挿通用小扉
29 レール
30 エアシャワールーム
31 コーナードア
33 第1の調整器
34 第2の調整器
35 正圧エア供給管
2 自動車
5、5a、5b、5c、5d 乾燥用エアホース
10 塗装室
11 天井部
12 床部
13、13a、13b、13c、13d 壁面部
14、14a、14b、14c、14d コーナー部
15、15a、15b、15c 空間部
20、20a、20b、20c コーナーパネル
21 扉
22、22a、22b シャッター
23、23a、23b、23c、23d エア供給管
24、24a、24b、24c、24d 収納・取出用大扉
25 ホース挿通用小扉
29 レール
30 エアシャワールーム
31 コーナードア
33 第1の調整器
34 第2の調整器
35 正圧エア供給管
Claims (4)
- 塗装室に収容された自動車の車体の一部に補修用の塗装を施す塗装ブースであって、
前記塗装室は、平面形状が矩形状であり、正面および両側面の壁面部に自動車の搬入・搬出が可能な扉もしくはシャッターが該壁面部のコーナー部を除く内壁面全域の大きさに設けられると共に、正面寄りの2箇所のコーナー部および背面寄りの少なくとも1箇所のコーナー部には該コーナー部を斜めに仕切るコーナーパネルが設けられ、且つ、清浄化された正圧エアの供給口が天井部全域に、排出口が床部にそれぞれ設けられ、
前記自動車の車体の一部に水性塗料を吹き付けた後に、該吹き付け箇所に直接、乾燥用エアを吹き付ける乾燥用エアホースが、フレキシブル状に形成され、前記コーナー部のそれぞれにおいて前記コーナーパネルと前記塗装室の壁面部とで仕切られた空間部内に上下方向に屈曲された状態で収納可能に設けられ、
前記コーナーパネルには、前記乾燥用エアホースの収納・取出を可能とする開閉自在な収納・取出用大扉が設けられ、
前記収納・取出用大扉には、前記収納・取出用大扉を開扉して、前記乾燥用エアホースを前記塗装室内に引き出した際、該乾燥用エアホースが挿通可能で、該収納・取出用大扉の閉扉が可能となるように、開閉自在なホース挿通用小扉が設けられ、
前記乾燥用エアホースは、一端が、前記壁面部もしくは前記天井部を貫通して前記塗装室内に露出しないように前記空間部に引き込まれる前記乾燥用エアを供給するエア供給管に接続され、中間部が、閉扉された前記収納・取出用大扉において開扉されたホース挿通用小扉を挿通し、他端が、前記塗装室内に必要な長さ分だけ引き出された状態で、乾燥用エアの供給が可能であること
を特徴とする塗装ブース。 - 前記塗装室内に供給される前記正圧エアの温度・風速を調整する第1の調整器と、
前記乾燥用エアの温度・湿度・風速を調整する第2の調整器とを備え、
前記塗装室内の空気の温度・風速と、前記乾燥用エアの温度・湿度・風速とを、それぞれ別個に設定することが可能であること
を特徴とする請求項1記載の塗装ブース。 - 前記それぞれの乾燥用エアホースにおける前記乾燥用エアの供給・停止を行うスイッチが前記コーナーパネルもしくはその近傍に設けられて、
前記正圧エアを連続して供給している状態で、前記乾燥用エアの供給・停止が任意に行えること
を特徴とする請求項1または請求項2記載の塗装ブース。 - 前記ホース挿通用小扉は、前記乾燥用エアホースが挿通可能な程度に、該乾燥用エアホースの直径に対して略同一か若干大きな長さの底辺を有する矩形状もしくは下部が矩形状で上部が半円形状との組合せ形状に形成されること
を特徴とする請求項1〜3のいずれか一項記載の塗装ブース。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008004395U JP3144732U (ja) | 2008-01-31 | 2008-06-27 | 塗装ブース |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008020212 | 2008-01-31 | ||
| JP2008004395U JP3144732U (ja) | 2008-01-31 | 2008-06-27 | 塗装ブース |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3144732U true JP3144732U (ja) | 2008-09-11 |
Family
ID=43294573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008004395U Expired - Lifetime JP3144732U (ja) | 2008-01-31 | 2008-06-27 | 塗装ブース |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3144732U (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110404742A (zh) * | 2019-07-12 | 2019-11-05 | 徐州世澳木业有限公司 | 适用于木业的家具烤漆房 |
-
2008
- 2008-06-27 JP JP2008004395U patent/JP3144732U/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110404742A (zh) * | 2019-07-12 | 2019-11-05 | 徐州世澳木业有限公司 | 适用于木业的家具烤漆房 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101093109B1 (ko) | 도장 부스 | |
| US9643203B2 (en) | Spray booths | |
| JP5805147B2 (ja) | 塗装方法 | |
| US7666077B1 (en) | Paint booth arrangement and method for directing airflow | |
| KR100830228B1 (ko) | 수성 및 유성페인트 겸용 도장부스 | |
| JP3144732U (ja) | 塗装ブース | |
| WO1997045208A1 (en) | Method of forming protective film of coating surface of automobiles | |
| KR101064919B1 (ko) | 일방향 공기 흐름을 제공하는 도장부스용 도어 | |
| JP4676227B2 (ja) | 塗装設備 | |
| CN109622288B (zh) | 汽车装饰件全封闭式喷漆工艺 | |
| JP2002273286A (ja) | 排気循環路を備えた水溶性塗料の塗装ブース | |
| CN219483162U (zh) | 一种自动喷漆装置 | |
| KR102587034B1 (ko) | 열처리 시스템을 구비하는 차량용 도장부스 | |
| KR100737325B1 (ko) | 상부 가열실을 갖는 도장부스 | |
| JP2000093860A (ja) | 塗装ブース | |
| CN206012429U (zh) | 具有阻燃集成柜的侧面可延展出操作间的移动车漆快修车 | |
| CN221157364U (zh) | 整体移动式喷漆房控制装置 | |
| CN224212949U (zh) | 一种汽车内饰面料抗阻燃处理装置 | |
| KR20200052565A (ko) | 도장 부스의 공기 조화 장치 | |
| CN220004768U (zh) | 一种油漆烘干装置 | |
| CN221816509U (zh) | 一种汽车前盖喷漆系统 | |
| JP2837055B2 (ja) | 長尺状車体修繕作業設備 | |
| CN209124306U (zh) | 用于吹干油漆车身的装置 | |
| JP2008296068A (ja) | 車両用塗装ブースの乾燥装置 | |
| CN206231288U (zh) | 具有集成柜的侧面可扩展出操作间的移动车漆快修车 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110820 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120820 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130820 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |