JP3146519U - 射出成形機の型締装置 - Google Patents
射出成形機の型締装置 Download PDFInfo
- Publication number
- JP3146519U JP3146519U JP2008006322U JP2008006322U JP3146519U JP 3146519 U JP3146519 U JP 3146519U JP 2008006322 U JP2008006322 U JP 2008006322U JP 2008006322 U JP2008006322 U JP 2008006322U JP 3146519 U JP3146519 U JP 3146519U
- Authority
- JP
- Japan
- Prior art keywords
- movable
- mold clamping
- injection molding
- molding machine
- bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】固定盤および可動盤5の少なくとも一方の盤5に対して回転および軸方向に前後進可能な可動部材2,17が設けられ、回転および軸方向に前後進可能な可動部材2,17は、回転自在かつ軸方向に進退自在なベアリング21によって軸保持されている。
【選択図】図2
Description
図3に示される第2の実施形態は、竪型ロータリ射出成形機の上可動盤に関するものである。第2の実施形態では、先の支持ローラ17の他、回転および前後進可能な可動部材であるロータリテーブル2の中心軸3も回転自在かつ軸方向に進退自在なベアリング31(ストロークベアリング)によって軸保持されている。具体的には油圧シリンダ10によって前後進されるロータリテーブル2の中心軸3が上可動盤32の孔32a内に挿通され、前記孔32aと中心軸3の間に、ベアリング31が設けられている。ベアリング31は、図1に示される実施形態のベアリング21と直径は異なるが構造的には同様である。前記構造により、ロータリテーブル2の外周13にタイミングベルト14が掛けられ、ロータリテーブル2が中心軸3と直交する方向への力を受けても高精度に保芯することができる。またロータリテーブル2の正逆転方向への回転時には上可動盤32に対して前進(下降)させた状態で回転させるので、摩擦抵抗がなく、小さな回転力で高速でロータリテーブル2を回転させることができる。
2 ロータリテーブル
3 中心軸
5,37,92 可動盤
17 支持ローラ
19 軸芯部
21,31,63,102 ベアリング(ストロークベアリング)
22 外筒部材
23 内筒部材
24 ボール
35,91 固定盤
39,93 固定金型
41 エジェクタ装置
50 エジェクタロッド板
52 エジェクタロッド
56 回転軸部
71 突出用可動部
95 ネジ穴形成用ロッド(ネジ穴形成用部材)
Claims (11)
- 固定金型が取付けられる固定盤に対して可動金型が取付けられる可動盤が移動されて型締が行われる射出成形機の型締装置において、
前記固定盤および可動盤の少なくとも一方の盤または前記盤に取付けられる金型に対して回転および軸方向に前後進可能な可動部材が設けられ、
前記回転および軸方向に前後進可能な可動部材は、回転自在かつ軸方向に進退自在なベアリングによって軸保持されていることを特徴とする射出成形機の型締装置。 - 前記回転および軸方向に前後進可能な可動部材は、前記盤に対して回転および前後進可能に軸保持され表面に金型が取付けられるロータリテーブルであることを特徴とする請求項1に記載の射出成形機の型締装置。
- 前記ロータリテーブルには中心軸が固定され、
前記盤には前記ロータリテーブルの中心軸が挿通される孔が設けられ、
前記ロータリテーブルの中心軸と前記盤の孔の間に、前記回転自在かつ軸方向に進退自在なベアリングが設けられていることを特徴とする請求項2に記載の射出成形機の型締装置。 - 前記ロータリテーブルの中心軸よりも外側を支持する支持ローラが設けられ、
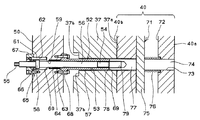
前記支持ローラは前記回転自在かつ軸方向に進退自在なベアリングによって前記盤に軸保持されていることを特徴とする請求項2または請求項3に記載の射出成形機の型締装置。 - 前記回転可能かつ前後進可能な可動部材は、可動盤のエジェクタロッド板に対して回転可能かつ前後進可能なエジェクタロッドの回転軸部であり、
前記エジェクタロッド板とエジェクタロッドの回転軸部の間に前記回転自在かつ軸方向に進退自在なベアリングが設けられていることを特徴とする請求項1に記載の射出成形機の型締装置。 - 前記エジェクタロッドの回転軸部を回転させることにより、前記回転軸部は金型の突出用可動部とネジにより係合され、
エジェクタ装置の作動時にエジェクタロッドの回転軸部は回転不能であることを特徴とする請求項5に記載の射出成形機の型締装置。 - 前記回転可能かつ前後進可能な可動部材は、前記盤に取付けられる金型に対して回転可能かつ前後進可能な、ネジ穴形成部材、入子ブロック、ゲートバルブピン、ゲートカッタ、ガス供給ピン、およびエジェクタ装置の突出ピンのいずれかの部材であり、
前記金型と、ネジ穴形成部材、入子ブロック、ゲートバルブピン、ゲートカッタ、ガス供給ピン、およびエジェクタ装置の突出ピンのいずれかの部材の間に前記回転自在かつ軸方向に進退自在なベアリングが設けられていることを特徴とする請求項1に記載の射出成形機の型締装置。 - 前記ベアリングは、外筒部材の内側に多数のボールが回転自在に設けられた内筒部材が設けられ、内筒部材内に挿通される中心軸が低摩擦で回転自在かつ軸方向に進退自在に移動されることを特徴とする請求項2ないし請求項4のいずれか1項に記載の射出成形機の型締装置。
- 前記ベアリングの内筒部材は、一定の範囲で外筒部材に対して軸方向に移動自在であることを特徴とする請求項8に記載の射出成形機の型締装置。
- 前記ベアリングは、外筒部材の内側に多数のボールが回転自在に設けられた内筒部材が設けられ、内筒部材内に挿通される軸が低摩擦で回転自在かつ軸方向に進退自在に移動されることを特徴とする請求項7に記載の射出成形機の型締装置。
- 前記ベアリングの内筒部材は、一定の範囲で外筒部材に対して軸方向に移動自在であることを特徴とする請求項10に記載の射出成形機の型締装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008006322U JP3146519U (ja) | 2008-09-08 | 2008-09-08 | 射出成形機の型締装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008006322U JP3146519U (ja) | 2008-09-08 | 2008-09-08 | 射出成形機の型締装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3146519U true JP3146519U (ja) | 2008-11-20 |
Family
ID=43296227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008006322U Expired - Fee Related JP3146519U (ja) | 2008-09-08 | 2008-09-08 | 射出成形機の型締装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3146519U (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010184436A (ja) * | 2009-02-12 | 2010-08-26 | Toyo Mach & Metal Co Ltd | ロータリ射出成形機 |
| CN108773010A (zh) * | 2018-08-31 | 2018-11-09 | 四川省宜宾普什模具有限公司 | 多工位模具轴向四面旋转机构 |
| US10994456B2 (en) | 2016-08-23 | 2021-05-04 | The Japan Steel Works, Ltd. | Rotary mold type injection molding machine and method for exchanging mold of rotary mold type injection molding machine |
| JP2022145914A (ja) * | 2018-08-30 | 2022-10-04 | ハスキー インジェクション モールディング システムズ リミテッド | シェイパーモジュールによるプラスチック成形装置および方法 |
-
2008
- 2008-09-08 JP JP2008006322U patent/JP3146519U/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010184436A (ja) * | 2009-02-12 | 2010-08-26 | Toyo Mach & Metal Co Ltd | ロータリ射出成形機 |
| US10994456B2 (en) | 2016-08-23 | 2021-05-04 | The Japan Steel Works, Ltd. | Rotary mold type injection molding machine and method for exchanging mold of rotary mold type injection molding machine |
| JP2022145914A (ja) * | 2018-08-30 | 2022-10-04 | ハスキー インジェクション モールディング システムズ リミテッド | シェイパーモジュールによるプラスチック成形装置および方法 |
| CN108773010A (zh) * | 2018-08-31 | 2018-11-09 | 四川省宜宾普什模具有限公司 | 多工位模具轴向四面旋转机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4489509B2 (ja) | 型締装置 | |
| DE60214802T2 (de) | Verfahren und Werkzeugschliesseinheit für Spritzgiessmaschinen | |
| CN106031941B (zh) | 一种合模镦锻机及工作方法 | |
| JP5637447B2 (ja) | 射出成形機の型締装置と押出方法 | |
| WO2009118833A1 (ja) | 二材成形用射出成形機及びその制御方法 | |
| DE3781545T2 (de) | Unmittelbar wirkendes hydraulisches formschliesssystem mit auswerfer. | |
| CN110341149B (zh) | 成形机及成形机的控制方法 | |
| JP3146519U (ja) | 射出成形機の型締装置 | |
| JP5105612B2 (ja) | エジェクタ装置およびエジェクタ装置の接続方法 | |
| US9333691B2 (en) | High speed clamp system for an injection molding machine | |
| US7371061B2 (en) | Die clamping system | |
| JP3892580B2 (ja) | 射出成形機の型締装置 | |
| JP6591774B2 (ja) | 射出成形金型におけるバルブピンの駆動装置 | |
| DE102009052816A1 (de) | Vorrichtung zum Schließen und Öffnen des Werkzeugs einer Maschine | |
| JP2013184443A (ja) | 射出成形機 | |
| DE60108432T2 (de) | Antriebsvorrichtung für Spritzgiessmaschine | |
| EP2774742A1 (en) | Injection molding machine | |
| JP4070755B2 (ja) | 鍛造プレス用ノズル装置 | |
| JP7717529B2 (ja) | 全電動中子駆動装置及び成形機 | |
| EP2578374B1 (de) | Spritzgußteil-Auswerfvorrichtung und Kunststoff-Spritzgießmaschine mit einer solchen Spritzgußteil-Auswerfvorrichtung | |
| JP4073425B2 (ja) | 鍛造プレス用ノズル装置 | |
| CN2542430Y (zh) | 小型精密注塑机锁模、射胶机构 | |
| JP4304090B2 (ja) | 型締装置 | |
| CN114889071B (zh) | 二板式注塑机同步抱闸机构及其使用方法 | |
| JP3657563B2 (ja) | エジェクタ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111029 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111029 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121029 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121029 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131029 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |