JP3148944U - 全面ホットスタンプチューブ容器及びその位置合せ装置 - Google Patents
全面ホットスタンプチューブ容器及びその位置合せ装置 Download PDFInfo
- Publication number
- JP3148944U JP3148944U JP2008008971U JP2008008971U JP3148944U JP 3148944 U JP3148944 U JP 3148944U JP 2008008971 U JP2008008971 U JP 2008008971U JP 2008008971 U JP2008008971 U JP 2008008971U JP 3148944 U JP3148944 U JP 3148944U
- Authority
- JP
- Japan
- Prior art keywords
- tube
- hot stamp
- foil
- hot
- cover piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000011888 foil Substances 0.000 claims abstract description 112
- 239000000057 synthetic resin Substances 0.000 claims abstract description 32
- 229920003002 synthetic resin Polymers 0.000 claims abstract description 32
- 238000007639 printing Methods 0.000 claims abstract description 28
- 238000012546 transfer Methods 0.000 claims abstract description 16
- 239000010410 layer Substances 0.000 claims description 36
- 238000004040 coloring Methods 0.000 claims description 11
- 230000001681 protective effect Effects 0.000 claims description 11
- 239000012790 adhesive layer Substances 0.000 claims description 8
- 238000007650 screen-printing Methods 0.000 claims description 7
- 238000007740 vapor deposition Methods 0.000 claims description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 6
- 238000000605 extraction Methods 0.000 claims description 6
- 239000004593 Epoxy Substances 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 5
- 230000008878 coupling Effects 0.000 claims description 4
- 238000010168 coupling process Methods 0.000 claims description 4
- 238000005859 coupling reaction Methods 0.000 claims description 4
- 239000013013 elastic material Substances 0.000 claims description 4
- 239000011241 protective layer Substances 0.000 claims description 4
- 239000000463 material Substances 0.000 description 6
- 238000005034 decoration Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images







Landscapes
- Tubes (AREA)
Abstract
Description
P1 胴体部
P2 肩部
P3 抽出口
P4 シール部
M マーク
X つなぎ目
1 チューブ
2 ホットスタンプ箔
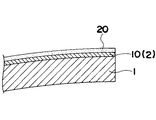
10 ホットスタンプ箔層
11 接着層
12 蒸着層
13 保護着色層
20 印刷
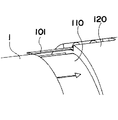
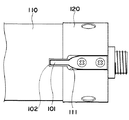
100 マンドレル
101 カバー片
102 カバー用凹部
110 支持体
111 固定凹部
120 連結体
200 ラバーロール
Claims (6)
- 合成樹脂製チューブ容器の胴体部を形成するチューブ全面にホットスタンプ箔が転写されたことを特徴とする全面ホットスタンプチューブ容器。
- 前記合成樹脂製チューブ容器は、胴体部と肩部と抽出口とを有し、全面にホットスタンプ箔が転写されたチューブの端部が肩部の端部を覆うように形成された請求項1記載の全面ホットスタンプチューブ容器。
- 前記合成樹脂製チューブ容器は、ホットスタンプ箔の一部が転写されずにチューブ端部の地肌が表出した部分を位置合せ用のマークとし、該マークが胴体部の中心位置となって合成樹脂製チューブ容器が形成された請求項1記載の全面ホットスタンプチューブ容器。
- 前記ホットスタンプ箔は、接着層と蒸着層と保護着色層との三層構造からなり、該保護層は、アクリルエポキシ系の保護着色層とし、前記ホットスタンプ箔上に、シルクスクリーン印刷による印刷が施された請求項1乃至3いずれか記載の全面ホットスタンプチューブ容器。
- 合成樹脂製チューブ容器の胴体部を形成するチューブを外装せしめるマンドレルと、該チューブの表面に押圧してホットスタンプ箔を転写せしめるラバーロールとを有し、チューブの全面にホットスタンプ箔を転写した後、該ホットスタンプ箔の表面に印刷を施す全面ホットスタンプチューブ容器の位置合せ装置において、マンドレルは、チューブを外装する円柱状の支持体と、該支持体を回転機構に連結せしめる連結体とからなり、該連結体から支持体方向に突出し、チューブの端部表面とホットスタンプ箔との間に介されてホットスタンプ箔の転写を妨げるカバー片を連結体に装着し、ホットスタンプ箔の転写が妨げられたカバー片の跡形を位置合せ用のマークとして表示するように設けたことを特徴とする全面ホットスタンプチューブ容器の位置合せ装置。
- 前記カバー片を弾性材にて形成すると共に、前記支持体端部の該カバー片に重なる部分にカバー用凹部を形成し、前記ラバーロールがホットスタンプ箔とカバー片とを介してマンドレル上のチューブを押圧したときに、該カバー片によりチューブの一部がカバー用凹部の中に押し込まれるように設けた請求項5記載の全面ホットスタンプチューブ容器の位置合せ装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008008971U JP3148944U (ja) | 2008-12-22 | 2008-12-22 | 全面ホットスタンプチューブ容器及びその位置合せ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008008971U JP3148944U (ja) | 2008-12-22 | 2008-12-22 | 全面ホットスタンプチューブ容器及びその位置合せ装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3148944U true JP3148944U (ja) | 2009-03-05 |
Family
ID=54853555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008008971U Expired - Lifetime JP3148944U (ja) | 2008-12-22 | 2008-12-22 | 全面ホットスタンプチューブ容器及びその位置合せ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3148944U (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017536304A (ja) * | 2014-11-13 | 2017-12-07 | ザ プロクター アンド ギャンブル カンパニー | デジタル的に印刷及び装飾された物品 |
-
2008
- 2008-12-22 JP JP2008008971U patent/JP3148944U/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017536304A (ja) * | 2014-11-13 | 2017-12-07 | ザ プロクター アンド ギャンブル カンパニー | デジタル的に印刷及び装飾された物品 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5245003B1 (ja) | 加飾フィルムおよびその製造方法 | |
| JP3148944U (ja) | 全面ホットスタンプチューブ容器及びその位置合せ装置 | |
| JP4817150B2 (ja) | 全面ホットスタンプチューブの位置合せ方法及びその装置並びに全面ホットスタンプ付チューブ | |
| KR101642278B1 (ko) | 금속 질감이 표층에서 표현되는 투명 몰드를 사용한 로고 라벨 제조 방법 | |
| KR102036336B1 (ko) | 마찰 박리식 문양 표출이 가능한 전사필름 및 그 제조방법 | |
| CN210489053U (zh) | 一种模内标签 | |
| JP6476793B2 (ja) | ラベル印字用シート構造 | |
| KR101690208B1 (ko) | 금속 질감이 표층에서 표현되는 로고 라벨 제조 방법 | |
| KR101022274B1 (ko) | 에폭시 스티커 및 그 제조방법 | |
| TWM346528U (en) | Three-dimensional texture-like thermal transfer printing sticker | |
| JP2013132828A (ja) | 転写用フィルム | |
| KR101514217B1 (ko) | 인써트 사출용 3차원 장식무늬 전사필름 | |
| JP2009241589A (ja) | 転写シート、転写シートの製造方法、および転写シートが用いられた加飾成形品 | |
| KR101708164B1 (ko) | 금속 질감이 표층에서 표현되고 내구성이 향상된 로고 라벨 제조 방법 | |
| JP5636025B2 (ja) | 身体装飾用シール | |
| JP5408491B2 (ja) | 表面を加飾した合成樹脂製成形品 | |
| CN201998589U (zh) | 彩色印刷全息图案转移膜 | |
| CN119785662B (zh) | 一种光学3d防伪膜及其制作方法和使用方法 | |
| JP2007038421A (ja) | 転写フィルム | |
| JP6487860B2 (ja) | 転写ラベル、転写ラベルの製造方法、粘着ラベル、粘着ラベルの製造方法、および被貼付物 | |
| JP4419168B2 (ja) | 加飾されたブロー成形壜体 | |
| CN201634954U (zh) | 彩色印刷全息图案转移纸 | |
| JP6393919B2 (ja) | シュリンクラベル | |
| JP4032266B2 (ja) | 箔押しチューブ容器原反の製造方法 | |
| JP2005246728A (ja) | 立体感を呈する表示物及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120212 Year of fee payment: 3 |
|
| A623 | Registrability report |
Free format text: JAPANESE INTERMEDIATE CODE: A623 Effective date: 20110111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140212 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |