以下、本考案の実施の形態として示す研削装置1について、図面を参照して詳細に説明する。研削装置1は、詳細を後述するように廉価で取り扱いが簡易な構成から、もっぱらやや大型で重量もあって作業者Pが手持ちすることが困難な中型の鋳造物或いは多数の研削箇所や複雑な形状を有する、鋳型から取り出した製品中間体である鋳造物等の丸形形状の被研削物2を対象とした研削加工に好適に用いられる。勿論、研削装置1は、詳細を後述する構成から、丸形鋳造物以外の他の形状の被研削物2や小型の鋳造物等に対する研削加工にも用いられる。なお、以下の説明において、前後、左右、上下等の位置や方向を説明する用語は、図1を基準として共通に用いるものとする。
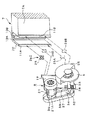
研削装置1は、図1及び図2に示すように、装置ベース3に設置された詳細を後述する装置本体部4と、この装置本体部4と対向して装置ベース3に設置されて被研削物2を位置決めして取り付ける詳細を後述する被研削物取付部5とから構成される。研削装置1は、製品中間体である被研削物2を被研削物取付部5に取り付け、図2に示すように手前の前方位置に立った作業者Pが被研削物取付部5を介して被研削物2を装置本体部4の砥石6に対して送り出して研削箇所を押し当てるようにする。研削装置1は、これにより作業者Pの負担を大幅に軽減して被研削物2に対する押湯、せき、或いはバリ等の製品には不要部位を除去する研削作業や表面の研磨作業(以下、研削作業という。)が効率よくかつ精密に行われるようにする。
研削装置1は、詳細を後述するように被研削物取付部5に対して、簡易な操作によりやや大型かつ重量があるために手持ちすることが困難な中型或いはやや大型の被研削物2の着脱が行われるようにする。研削装置1は、図2矢印Uで示すように被研削物2の大きさや研削位置に合わせて砥石6を上下方向に移動させて適宜の高さ位置に移動させることが可能である。研削装置1は、作業者Pが手動によって、同図矢印Sで示すように被研削物2を取り付けた被研削物取付部5を前後左右にスライド移動させるとともに、被研削物取付部5上において被研削物2を回動操作或いは傾動操作することが可能である。研削装置1は、作業者Pが、被研削物取付部5を介して被研削物2を砥石6に対して所定の姿勢としながら所定量の送出し操作を行って研削作業を施すようにする。
研削装置1は、装置ベース3が鋼板等により形成され、作業場の床面にアンカボルト等により設置固定される。研削装置1は、装置ベース3上に装置本体部4と被研削物取付部5を組み付けて構成することにより、これら装置本体部4と被研削物取付部5を互いに位置決めする等の作業を不要として簡易に設置することが可能である。また、研削装置1は、研削作業により生じる火花等が装置ベース3上に飛散することから、簡易な対応により床面保護が図られるようにする。なお、装置ベース3には、詳細を省略するがその主面に滑り止めのための多数のリブが形成されている。
研削装置1は、装置本体部4が、装置ベース3上にボルト等により据え付けられる縦型シャーシ7と、この縦型シャーシ7に組み合わされる砥石6を有する研削ヘッド部8及び研削ヘッド部昇降駆動機構9を備える。装置本体部4は、後述するように縦型シャーシ7に対して研削ヘッド部8が研削ヘッド部昇降駆動機構9により昇降動作され、砥石6を所定の高さ位置に移動させることが可能である。研削装置1は、縦型シャーシ7の主面部7Bの前方において研削加工位置Kを構成する。
縦型シャーシ7は、例えば鋳造により充分な機械的強度を有して一体に形成された部材からなり、図3及び図4に示すように装置ベース3上に固定される台座部7Aと、この台座部7Aから立ち上がり形成された主面部7Bと、この主面部7Bの両側縁に沿って前方側に折曲形成された左右補強フランジ部7C、7Dとから構成される。縦型シャーシ7には、主面部7Bの前面側に、その左側上部の領域に位置して研削ヘッド部8を取り付けるとともに昇降ガイドするヘッド取付ガイド部10が形成される。縦型シャーシ7には、ヘッド取付ガイド部10の下方に位置して台座部7Aに研削ヘッド部昇降駆動機構9を取り付けるシリンダ取付部15が形成されている。
ヘッド取付ガイド部10は、図3及び図5に示すように、主面部7Bを肉薄として前面側に高さ方向の凹部10Aを形成するとともに、この凹部10A内の中央位置に高さ方向の補強リブ10Bを形成してなる。ヘッド取付ガイド部10には、互いに同一面を構成する左補強フランジ部7Cと主面部7Bの端縁に沿って、互いに平行な高さ方向の昇降ガイドレール11A、11B(以下、個別に説明する場合を除いて昇降ガイドレール11と総称する。)がそれぞれ取り付けられる。ヘッド取付ガイド部10は、後述するように昇降ガイドレール11により研削ヘッド部8の脱落を防止して昇降自在に取り付ける。なお、昇降ガイドレール11については、その構成を後述する研削ヘッド部昇降駆動機構9とともに説明する。
ヘッド取付ガイド部10には、図4に示すように昇降ガイドレール11に沿った左補強フランジ部7Cの外側面に位置して、ヘッド検出部(ヘッド検出手段)12が取り付けられる。ヘッド検出部12は、センサ取付板13と、このセンサ取付板13に高さ方向に所定の間隔を以って取り付けられた第1ヘッド検出センサ14Aと第2ヘッド検出センサ14B(以下、個別に説明する場合を除いてヘッド検出センサ14と総称する。)とから構成される。
ヘッド検出部12は、センサ取付板13が、第1ヘッド検出センサ14Aと第2ヘッド検出センサ14Bの検出部をそれぞれ研削ヘッド部8の移動路に臨ませるようにして、左補強フランジ部7Cに取り付けられる。ヘッド検出部12は、後述するように研削ヘッド部昇降駆動機構9によって上昇移動される研削ヘッド部8のスライドヘッド部材19が第1ヘッド検出センサ14Aと対向位置することにより、この第1ヘッド検出センサ14Aから上限位置を検出する第1検出信号を出力する。ヘッド検出部12は、後述するように研削ヘッド部昇降駆動機構9によって下降移動される研削ヘッド部8のスライドヘッド部材19が第2ヘッド検出センサ14Bと対向位置することにより、この第2ヘッド検出センサ14Bから下限位置を検出する第2検出信号を出力する。
縦型シャーシ7には、上述したヘッド取付ガイド部10の下方に位置して台座部7Aに詳細を省略するシリンダ取付部15が形成され、このシリンダ取付部15を介して後述する研削ヘッド部昇降駆動機構9が取り付けられる。縦型シャーシ7には、シリンダ取付部15と対応位置する主面部7Bの背面側に、電源・制御ボックス16が取り付けられる。縦型シャーシ7には、主面部7Bの上縁部に、スイッチ取付部材17Aを介してメインスイッチ17が取り付けられるとともに、右補強フランジ部7Dの外側面に設けたホルダ18Aにケーブル18Bを保持されて手持ちスイッチ18が懸架される。
電源・制御ボックス16は、制御回路部や電源回路部或いはブレーカ等を備えており、工場用電源と接続されて研削ヘッド部8や研削ヘッド部昇降駆動機構9に対して所定電圧の電源供給を行うとともに、メインスイッチ17や手持ちスイッチ18のスイッチング動作を保持する等の制御を行う。電源・制御ボックス16は、ヘッド検出部12から第1検出信号又は第2検出信号が入力されると、制御信号を出力して研削ヘッド部昇降駆動機構9の動作を停止させる。
メインスイッチ17は、研削ヘッド部8や研削ヘッド部昇降駆動機構9への電源供給のオン・オフ操作を行うスイッチである。メインスイッチ17は、研削作業中においてそのスイッチング操作をほとんど行う必要が無いことから、作業の邪魔にならないように縦型シャーシ7に固定設置される。
手持ちスイッチ18は、上昇スイッチ操作部と下降スイッチ操作部とを有し、メインスイッチ17がオン操作された状態で作業者Pが手元でこれら上昇スイッチ操作部或いは下降スイッチ操作部を操作することにより、研削ヘッド部昇降駆動機構9を上昇駆動或いは下降駆動させる。手持ちスイッチ18は、研削作業中は縦型シャーシ7のホルダ18Aから外して被研削物取付部5に保持されるようにすることで、作業者Pが、研削作業中でも被研削物2の研削位置に合わせて砥石6の高さ位置を手元で設定する操作が行われるようにする。
研削ヘッド部8は、図1及び図6、図7に示すように、スライドヘッド部材19を取付基板として、その前面側に砥石6を有する研削部20と、駆動モータ21と、回転伝達機構22とを組み付けて構成する。研削ヘッド部8は、スライドヘッド部材19の背面側に上述したヘッド検出センサ14と共同してヘッド検出部12を構成するセンサ作動部23を取り付けるとともに、研削ヘッド部昇降駆動機構9との連結部材を構成する連結ブラケット部材24を取り付ける。
研削ヘッド部8は、スライドヘッド部材19の背面側に、後述するようにそれぞれ昇降ガイドレール11に沿って転動するスライドガイドコロ25を有する第1昇降スライドガイドユニット26A乃至第4昇降スライドガイドユニット26D(以下、昇降スライドガイドユニット26と総称する。)を取り付ける。研削ヘッド部8は、メインスイッチ17のオン・オフ操作により駆動モータ21の起動・停止が行われるとともに、この駆動モータ21の回転出力を回転伝達機構22により研削部20に伝達して砥石6を回転させ、押し当てられた被研削物2を研削する。
研削ヘッド部8は、スライドヘッド部材19が、詳細を後述するようにヘッド取付ガイド部10に昇降自在に組み合わされるとともに、研削ヘッド部昇降駆動機構9によりヘッド取付ガイド部10に沿って昇降動作される。スライドヘッド部材19は、図7及び図8に示すように、鋳造により全体が縦長矩形の略プレート状に形成され、取付孔やネジ孔等が設けられてボルト等によってその前面上に研削ヘッド部8を構成する研削部20、駆動モータ21及び回転伝達機構22等の構成部材を取り付ける。
スライドヘッド部材19には、その背面に、図5に示すようにヘッド取付ガイド部10の凹部10Aよりもやや狭い範囲の領域に互いに平行な高さ方向の補強リブ19A、19Bが一体に形成される。スライドヘッド部材19には、図8に示すように、下方領域に位置して幅方向に離間しそれぞれ上下一対のネジ孔からなる軸受けブラケット部材28A、28Bをそれぞれ取り付ける左右一対の軸受け取付部27A、27B(以下、軸受け取付部27と総称する。)が構成される。スライドヘッド部材19には、上部領域に複数個のネジ孔を設けて駆動モータ21を取り付ける駆動モータ取付部29が構成される。
スライドヘッド部材19には、上下左右の4箇所に位置して、それぞれ4個の凹部付き取付孔を設けて昇降スライドガイドユニット26を取り付ける第1昇降スライドガイドユニット取付部30A乃至第4昇降スライドガイドユニット取付部30D(以下、昇降スライドガイドユニット取付部30と総称する。)が構成される。スライドヘッド部材19には、中央部に位置して複数のネジ孔を設け、その背面側に連結ブラケット部材24を取り付ける連結ブラケット部材取付部31が構成される。
連結ブラケット部材24は、図5及び図7に示すように、スライドヘッド部材19の連結ブラケット部材取付部31に固定される板状の基部24Aと、この基部24Aの背面側に一体に突出形成された連結部24Bとから構成される。連結ブラケット部材24は、後述するように連結部24Bが研削ヘッド部昇降駆動機構9と連結され、この研削ヘッド部昇降駆動機構9によりスライドヘッド部材19が縦型シャーシ7に沿って昇降動作されるようにする。
研削装置1は、研削ヘッド部8に備える砥石6として、例えば外径が455mm、厚さが50mm、取付孔径が38.1mm、最高使用周速度が50M/s以上の円盤状砥石を推奨砥石として用いる。研削装置1は、砥石6として、かかる推奨砥石に限定されず、被研削物2の種類や形状等に応じて種々の砥石が使用されることは勿論である。また、研削装置1は、砥石6の回転速度も適宜変更するようにしてもよいことは勿論である。
研削部20は、図6及び図7に示すように、上述した砥石6と軸受けブラケット部材28と、一端部に砥石6を着脱する回転軸32と、この回転軸32を回転自在に軸受けする軸受筒部材33と、回転軸32の他端側に固定された従動プーリ34等の部材により構成される。研削部20は、スライドヘッド部材19に取り付けられて砥石6を覆う半円筒状の安全カバー部材35を有する。研削部20は、軸受けブラケット部材28が、図1及び図6に示すように、中央部を円弧状に湾曲させるとともにその両側に取付孔を形成してなり、円弧状部位が互いに同軸上に位置するようにしてスライドヘッド部材19の軸受け取付部27A、27Bに取り付けられる。
研削部20は、軸受けブラケット部材28により軸受筒部材33がスライドヘッド部材19に対して水平状態で取り付けられる。軸受筒部材33は、貫通された回転軸32を所定の長さで回転自在に支持し、研削加工に伴ってこの回転軸32に負荷される直交方向の押圧力に対しても軸ぶれを生じることなく安定した状態で回転が行われるようにする。回転軸32は、その一端(右端)側がスライドヘッド部材19の右側方へと突出され、その突出部位に砥石6が着脱されるようにする。研削部20は、図1に示すように砥石6を研削加工位置K内に位置させ、安全カバー部材35がその前方側を開放するようにしてスライドヘッド部材19に取り付けられる。なお、砥石6は、その軸孔に回転軸32を貫通させた状態で、この回転軸32に対して従来周知の着脱構造により着脱される。
回転軸32は、その他端(左端)側がスライドヘッド部材19の左側方へと突出され、その突出部位に従動プーリ34が取り付けられる。従動プーリ34は、回転伝達機構22を介して駆動モータ21の回転出力を伝達されることにより回転軸32を一体に回転駆動させる。回転軸32は、駆動モータ21の回転出力により、砥石6を一体に回転させる。
研削部20は、駆動モータ21として、特に制限は無く従来の研削装置に一般に用いられる駆動モータが用いられるが、例えば出力5.5Kw、無負荷回転速度が1分間2070回転程度の特性を有する三相交流モータを用いる。駆動モータ21は、詳細を省略するが筐体に設けた取付部を駆動モータ取付部29のネジ孔と位置合わせした状態で取付ボルトをねじ込むことによりスライドヘッド部材19の主面上に水平状態で取り付けられる。なお、駆動モータ21は、適宜の取付ブラケット部材を介してスライドヘッド部材19に位置決めして取り付けるようにしてもよく、またスライドヘッド部材19との間に適宜の振動減衰構造や取付部材を介して取り付けるようにしてもよい。
駆動モータ21は、スライドヘッド部材19に対して、図7に示すようにその出力軸21Aの一端(左端)を左側方へと突出させて取り付けられる。出力軸21Aには、この突出部位に駆動プーリ36が取り付けられる。この駆動プーリ36は、上述した研削部20側の従動プーリ34と、連結ベルト37により回転伝達機構22を構成し、駆動モータ21の回転を砥石6へと伝達する。回転伝達機構22は、駆動プーリ36と従動プーリ34と連結ベルト37をスライドヘッド部材19に取り付けた略楕円浅皿状の保護カバー部材38により覆うことで、危険防止を図るとともに塵埃等の付着が低減されるようにする。
回転伝達機構22は、上述したように駆動モータ21に電源が供給されて出力軸21Aが回転すると、この出力軸21Aと一体の駆動プーリ36を回転する。回転伝達機構22は、駆動プーリ36の回転が連結ベルト37を介して従動プーリ34に伝達されてこの従動プーリ34を回転する。回転伝達機構22は、従動プーリ34が一体の回転軸32を回転させることで、砥石6を回転させる。
回転伝達機構22は、上述したように駆動プーリ36と従動プーリ34との間に連結ベルト37を掛け合わせたいわゆるベルト伝達機構により構成したが、かかるベルト伝達機構に限定されないことは勿論である。回転伝達機構22は、例えば高トルク化或いは粉塵の付着によるベルトの滑り等に対応するために、駆動プーリ36と従動プーリ34に複数のベルト溝を形成し、複数本の連結ベルトを掛け合わせた多連ベルト伝達機構を採用してもよい。
また、回転伝達機構22は、外径を異にした複数のプーリを組み合わせて駆動プーリ36と従動プーリ34を構成し、これら駆動プーリ36と従動プーリ34を適宜選択して連結ベルト37を掛け合わすことにより砥石6の回転速度が変速される変速ベルト伝達機構を採用してもよい。さらに、回転伝達機構22は、例えば駆動チェーン車と従動チェーン車との間にチェーンを掛け合わせたいわゆるチェーン伝達機構により構成してもよく、他の適宜の回転伝達機構を採用することが可能である。
研削装置1は、研削ヘッド部昇降駆動機構9が、上述した縦型シャーシ7の台座部7Aに形成したシリンダ取付部15に取り付けられる電動シリンダ39を有し、上述した昇降ガイドレール11と昇降スライドガイドユニット26により昇降ガイド機構41を構成してスライドヘッド部材19、換言すれば研削ヘッド部8を縦型シャーシ7に沿って所定の高さ位置に昇降駆動する。研削ヘッド部昇降駆動機構9は、電動シリンダ39が、図5に示すように縦型シャーシ7の主面部7Bに沿って昇降自在に組み付けられたスライドヘッド部材19とヘッド取付ガイド部10の凹部10Aとの間に構成される空間部内に配置される。
電動シリンダ39は、図3及び図4に示すように台座部7Aのシリンダ取付部15上に取り付けられ、高さ方向にスライド動作するシリンダロッド40を有する。電動シリンダ39は、メインスイッチ17のオン状態において、作業者Pによる手持ちスイッチ18のスイッチ操作が行われることにより駆動されてシリンダロッド40を動作させる。電動シリンダ39は、手持ちスイッチ18の上昇スイッチ操作部が押圧操作されることにより、シリンダロッド40を上方へとスライド動作させる。電動シリンダ39は、手持ちスイッチ18が下降スイッチ操作部が押圧操作されることにより、シリンダロッド40を上昇した位置から下方へとスライド動作させる。
電動シリンダ39は、作業者Pにより手持ちスイッチ18が上昇スイッチ操作部或いは下降スイッチ操作部を操作されている間において駆動状態が保持されて、シリンダロッド40を高さ方向に昇降移動させる。電動シリンダ39は、シリンダロッド40と連結されたスライドヘッド部材19がヘッド検出部12により上限位置又は下限位置を検出されてこのヘッド検出部12から電源・制御ボックス16に検出信号が出力されると、その駆動動作が停止する。
研削ヘッド部昇降駆動機構9は、電動シリンダ39のシリンダロッド40が、その上端部に上述した連結ブラケット部材24の連結部24Bに突き当てられることによりスライドヘッド部材19と連結される。研削ヘッド部昇降駆動機構9は、電動シリンダ39が駆動されてシリンダロッド40が上昇動作すると、連結ブラケット部材24を介してスライドヘッド部材19、換言すれば研削ヘッド部8を押し上げる。研削ヘッド部昇降駆動機構9は、シリンダロッド40が下降動作すると、連結ブラケット部材24を介して押し上げられていたスライドヘッド部材19、換言すれば研削ヘッド部8が下方へと移動されるようにする。
研削ヘッド部昇降駆動機構9は、上述したように電動シリンダ39によりスライドヘッド部材19を駆動して研削ヘッド部8を縦型シャーシ7に沿って高さ方向に昇降移動させる。研削ヘッド部昇降駆動機構9は、研削ヘッド部8の砥石6を例えば高さ方向に約200mmの範囲で昇降移動させることが可能であり、形状寸法を異にした被研削物2や異なる高さ位置の研削箇所を有する被研削物2をその都度着脱したり取付位置を調整する作業をすることなく連続して研削加工を施すことを可能とする。
なお、研削ヘッド部昇降駆動機構9は、電動シリンダ39やシリンダロッド40を適宜選択することにより、砥石6の移動範囲を適宜設定することが可能である。また、ヘッド検出部12は、その場合に砥石6の移動範囲に合わせて第1ヘッド検出センサ14Aと第2ヘッド検出センサ14Bの間隔が適宜設定される。
研削装置1においては、研削ヘッド部8が、上述したように昇降ガイドレール11と昇降スライドガイドユニット26とにより構成される昇降ガイド機構41を介してスライドヘッド部材19が縦型シャーシ7に対して保持された状態で研削ヘッド部昇降駆動機構9により円滑に昇降移動する。研削装置1は、昇降ガイド機構41として、例えば旭精工株式会社製の「モーションガイドシステム」や日本ベアリング株式会社製の「スライドガイド」が用いられる。研削装置1は、かかるスライドガイド装置に限定されず、同等の機構により昇降ガイド機構を構成するようにしてもよいことは勿論である。
昇降ガイド機構について、代表例として図9及び図10に示した「モーションガイドシステム」の説明図を参照してその概略構成を説明する。昇降ガイドレール11は、上述したように左補強フランジ部7Cと主面部7Bの端縁に取り付けられ、縦型シャーシ7に対してスライドヘッド部材19が昇降スライドガイドユニット26を介して脱落を防止されて昇降自在に支持されるようにする。昇降ガイドレール11は、図9に示すようにその両側縁に沿って楔状の凸部11C、11Dが一体に突設された形状に形成される。
昇降スライドガイドユニット26は、上述したようにスライドヘッド部材19に設けた昇降スライドガイドユニット取付部30にそれぞれ取り付けられ、ベース26AAと、このベース26AAにそれぞれ取付ボルト25A1〜25D1とナット25A2〜25D2により組み付けられる4個のスライドガイドコロ25A〜25Dにより構成される。ベース26AAは、スライドヘッド部材19に対する取付部材を構成し、図10に示すように上下左右に離間して、それぞれ凹部内に取付孔を形成したコロ取付部26A1〜26D1が設けられている。
スライドガイドコロ25は、図9に示すように取付ボルト25A1〜25D1にベアリングリング25A3〜25D3を介してそれぞれ回転自在に組み付けられた上下一対のコロからなる。スライドガイドコロ25には、コロの結合部位の外周部に上述した昇降ガイドレール11の凸部11C、11Dと嵌合する凹部25A4〜25D4が全周に亘って形成される。
昇降スライドガイドユニット26は、ベース26AAに対して、スライドガイドコロ25A〜25Dが、それぞれの取付ボルト25A1〜25D1の先端を相対するベース26AAのコロ取付部26A1〜26D1に設けた取付孔に貫通させ、それぞれの貫通端部にねじ込んだナット25A2〜25D2を締め付けることにより取り付けられる。昇降スライドガイドユニット26は、左右で対をなすスライドガイドコロ25A、25C及びスライドガイドコロ25B、25Dが、それぞれ昇降ガイドレール11の幅とほぼ等しい間隔を以ってベース26AAに取り付けられる。
以上のように構成された昇降ガイド機構41は、図8に示すように昇降スライドガイドユニット26A〜26Dが、スライドヘッド部材19の相対する昇降スライドガイドユニット取付部30A〜30Dに取り付けられる。昇降ガイド機構41は、スライドヘッド部材19に対して左側領域に上下方向に離間して取り付けられた昇降スライドガイドユニット26A、26Cが縦型シャーシ7の左補強フランジ部7Cに取り付けた左昇降ガイドレール11Aに組み合わされるとともに、右側領域に上下方向に離間して取り付けられた昇降スライドガイドユニット26B、26Dが主面部7Bの端縁に取り付けた右昇降ガイドレール11Bに組み合わされる。
昇降ガイド機構41は、昇降スライドガイドユニット26が昇降ガイドレール11に対して、図9に示すようにそれぞれのスライドガイドコロ25が左右から挟み込むようにして組み合わされる。昇降ガイド機構41は、昇降スライドガイドユニット26の左右で対をなすスライドガイドコロ25A、25C及びスライドガイドコロ25B、25Dが、それぞれの凹部25A4〜25D4に昇降ガイドレール11の凸部11C、11Dを相対嵌合させて組み合わされる。昇降ガイド機構41は、これにより昇降スライドガイドユニット26、換言すればスライドヘッド部材19が縦型シャーシ7に対して保持される。
昇降ガイド機構41は、上述したように電動シリンダ39が駆動されてスライドヘッド部材19の昇降動作が行われると、昇降スライドガイドユニット26のスライドガイドコロ25が昇降ガイドレール11の両側縁部を転動する。昇降ガイド機構41は、これによりスライドヘッド部材19を介して研削ヘッド部8が縦型シャーシ7に対して保持されながら昇降動作されるようにする。
研削装置1は、被研削物取付部5が、図1に示すように上述した装置本体部4と対向して装置ベース3に設置される。被研削物取付部5は、装置本体部4の左側前方の被研削物着脱位置Jにおいて作業者Pにより被研削物2の着脱操作が行われ、作業者Pの手動操作により取り付けた被研削物2を被研削物着脱位置Jから研削加工位置Kへと移動させる。被研削物取付部5は、作業者Pの手動操作により、研削加工位置Kにおいて被研削物2を砥石6側へと送り出して押し当てるとともに回動操作或いは水平方向の傾動操作が行われて所定の姿勢として研削加工が施されるようにする。被研削物取付部5は、所定の研削加工を施した被研削物2を、作業者Pの手動操作により研削加工位置Kから被研削物着脱位置Jへと戻して取り外しが行われるようにする。
被研削物取付部5は、装置本体部4の縦型シャーシ7と対向して装置ベース3に設置される基台テーブル45と、この基台テーブル45上にスライドガイド機構46を介してスライド自在に組み合わされる取付台部47とから構成される。被研削物取付部5は、取付台部47が、被研削物2を取り付ける取付台48を有し、この取付台48をスライドガイド機構46に取り付けたホルダ部材49に対して作業者Pが手動により回動操作或いは水平方向に傾動操作させることを可能とする取付台支持機構50を介して組み合わせる。
基台テーブル45は、例えば鋳造により充分な機械的強度を有して一体に形成され、図11乃至図13に示すように横長矩形の基台部45Aを有する。基台テーブル45は、基台部45Aの長手方向の両端部を支える左右の脚部45B、45Cと、基台部45Aの中央部を支える補強脚部45Dと、幅方向の背面側を全長に亘って支える背面脚部45Eと、各脚部を一体に連設するベース部45Fとを有して全体が略テーブル状を呈している。
基台テーブル45は、基台部45Aが、装置ベース3に設置された状態において、図1及び図13に示すようにその左側領域が縦型シャーシ7のヘッド取付ガイド部10と対向して被研削物着脱位置Jに位置するとともに、右側領域が砥石6と対向して研削加工位置Kに位置する長さを以って形成される。基台テーブル45には、図13に示すように基台部45Aの幅方向の両側縁に沿って長さ方向に並んで複数の取付孔が形成され、この領域をスライドガイドレール取付部45A1、45A2として構成してなる。
基台テーブル45には、基台部45Aのスライドガイドレール取付部45A1、45A2に第1スライドガイドレール51A、51B(以下、個別に説明する場合を除いて第1スライドガイドレール51と総称する。)が取り付けられる。第1スライドガイドレール51は、基台部45Aとほぼ等しい長さを有し、その幅方向の両側縁に沿って互いに平行状態で取り付けられることによりスライドガイド機構46を構成する。第1スライドガイドレール51は、縦型シャーシ7の主面部7Bと平行な方向で、基台テーブル45に取り付けられる。第1スライドガイドレール51は、上述した昇降ガイド機構41の昇降ガイドレール11と同等の部材を用いるものとしてその詳細について説明を省略する。
なお、スライドガイド機構46は、第1スライドガイドレール51を基台テーブル45の基台部45A上に直接取り付けるようにしたが、かかる構成に限定されないことは勿論である。スライドガイド機構46は、例えば基台部45A上に所定の長さを有するベースプレート部材を取り付け、このベースプレート部材に第1スライドガイドレール51を取り付けるようにしてもよい。スライドガイド機構46は、基台テーブル45に対して長さを異にしたベースプレート部材を選択することにより、取付台部47の移動量を変えた仕様とすることが可能であり、また基台テーブル45の寸法精度を許容する。
スライドガイド機構46は、第1スライドガイドレール51と、スライドプレート52と、スライドガイドプレート55とから構成される。スライドガイド機構46は、詳細を後述するようにスライドプレート52が、第1スライドガイドユニット53と第2スライドガイドレール54を設けて基台テーブル45に対して被研削物着脱位置Jと研削加工位置Kとの間において装置本体部4と平行な方向にスライド移動自在に組み合わされる。
スライドガイド機構46は、スライドガイドプレート55が、取付台部47を搭載するとともに第2スライドガイドユニット56を設けてスライドプレート52に対して装置本体部4と直交する方向にスライド移動自在に組み合わされる。スライドガイド機構46は、上述したように基台テーブル45に対してスライドガイドプレート55に搭載した取付台部47を作業者Pが手動により被研削物着脱位置Jと研削加工位置Kとの間でスライド移動させるとともに、研削加工位置Kにおいて砥石6側へとスライド移動させる。
スライドガイド機構46は、スライドプレート52が、例えば鋳造により充分な機械的強度を有し図11及び図12に示すように基台テーブル45の基台部45Aの横幅よりも大きな長さを有する矩形プレート体として形成される。スライドプレート52には、その底面に第1スライドガイドレール51A、51Bに相対して前後一対の第1スライドガイドユニット53A、53B(以下、個別に説明する場合を除いて第1スライドガイドユニット53と総称する。)が取り付けられる。第1スライドガイドユニット53は、例えば上述した昇降ガイド機構41の昇降スライドガイドユニット26と同等のユニットを用いるものとしてその詳細について説明を省略するが、第1スライドガイドレール51を挟み込んで転動する一対のガイドコロを有し基台テーブル45に対してスライドプレート52を脱落しないように保持しながらスライド移動させる。
スライドプレート52は、後述するように作業者Pが取付台部47を押すと、第1スライドガイドユニット53のガイドコロが第1スライドガイドレール51を挟み込んだ状態で転動することにより基台テーブル45の基台部45A上を安定した状態でスライド移動する。スライドプレート52は、装置本体部4と平行して、被研削物着脱位置Jと研削加工位置Kとの間で円滑にスライド移動する。なお、スライドプレート52は、上述した第1スライドガイドレール51と第1スライドガイドユニット53とにより構成するスライドガイド構造に限定されず、一般に提供されている種々のスライドガイド機構を用いることが可能である。
スライドプレート52は、図12に示すようにその後端側(奥行き側)が基台部45Aから突出して装置本体部4と対向した状態とされて、第1スライドガイドレール51と第1スライドガイドユニット53を介して基台テーブル45にスライド移動自在に組み合わされる。なお、スライドプレート52は、基台部45A上をスライド移動する際に、その後端側が研削ヘッド部8と衝合することがないように基台テーブル45から突出される。
スライドプレート52には、その上面にスライドガイド機構46を構成する第2スライドガイドレール54A、54B(以下、個別に説明する場合を除いて第2スライドガイドレール54と総称する。)が取り付けられている。第2スライドガイドレール54は、スライドプレート52の長さとほぼ等しい長さを有し、第1スライドガイドレール51と直交する方向でスライドプレート52の幅方向の両側縁に沿って互いに平行状態で取り付けられる。なお、第2スライドガイドレール54も、第1スライドガイドレール51や上述した昇降ガイド機構41の昇降ガイドレール11と同等の部材を用いるものとし、その詳細について説明を省略する。
スライドプレート52には、図11に示すようにその右側面の前端側に位置してロックピン57が設けられている。ロックピン57は、後述するスライドガイドプレート55側に設けたロックレバー58が掛け合わされることにより、このスライドガイドプレート55がスライドプレート52の前端側、すなわち装置本体部4から離間した位置において固定するロック機構59を構成する。
スライドガイド機構46は、スライドガイドプレート55が、その上面に取付台部47を組み合わせ、後述するように作業者Pが取付台部47を押すことにより上述したスライドプレート52上を装置本体部4に対して接離する方向にスライド移動される。スライドガイドプレート55も、例えば鋳造により充分な機械的強度を有し図11及び図14に示すように一辺の長さがスライドプレート52の横幅よりもやや大きな長さを有する全体略方形のプレート体として形成される。
スライドガイドプレート55には、図14に示すように各コーナの近傍に位置して後述する取付台部47のホルダ部材49を取り付けるための4個の取付孔60A〜60Dが形成される。スライドガイドプレート55には、中央部に位置して後述するように取付台部47のスプリングセンタ部材62を取り付けるための取付孔61Aを有するスプリングセンタ取付部61が形成される。スライドガイドプレート55には、その底面に左右一対の第2スライドガイドユニット56A、56B(以下、個別に説明する場合を除いて第2スライドガイドユニット56と総称する。)が取り付けられる。スライドガイドプレート55には、その側面に上述したスライドプレート52側のロックピン57と共同してロック機構59を構成するロックレバー58が取り付けられる。
第2スライドガイドユニット56も、例えば上述した昇降ガイド機構41の昇降スライドガイドユニット26やスライドプレート52の第1スライドガイドユニット53と同等のユニットを用いるものとしてその詳細について説明を省略する。第2スライドガイドユニット56は、スライドプレート52に設けた第2スライドガイドレール54を挟み込んで転動する一対のガイドコロを有しており、スライドプレート52に対してスライドガイドプレート55が脱落しないように保持しながらスライド移動させる。スライドガイドプレート55は、スライドプレート52の長さ方向、換言すれば基台テーブル45と直交して装置本体部4に対して接離する方向にスライド移動される。
スライドガイドプレート55には、その側面に設けた支持ピン58Aを介してロックレバー58が片持ち状態で回動自在に取り付けられている。ロックレバー58は、その先端部のフック部58Bが上述したスライドプレート52側のロックピン57に掛け合わすことが可能な長さで形成される。ロックレバー58は、図12に示すようにスライドガイドプレート55がスライドプレート52に対してその前端側に位置された状態で、フック部58Bがロックピン57と相対位置する。スライドガイドプレート55は、このロックレバー58のフック部58Bをロックピン57に掛け合わすことにより、スライドプレート52の前端側位置、すなわち装置本体部4から離間された被研削物着脱位置Jにおいてロック状態とされる。
被研削物取付部5においては、上述したスライドガイド機構46が取付台部47を基台テーブル45に対して、研削加工位置Kと被研削物着脱位置Jとの間に亘って装置本体部4と平行にスライド移動させるとともに研削加工位置Kにおいて装置本体部4と接離させるように組み付けてなる。被研削物取付部5は、スライドガイド機構46が上述した構成に限定されず、充分な機械的強度を有して取付台部47を基台テーブル45に対してX軸方向とY軸方向とに移動させることが可能な適宜のXーYテーブル機構により構成してもよいことは勿論である。
被研削物取付部5においては、上述したようにスライドガイドプレート55を装置本体部4から離間させた被研削物着脱位置Jでロック機構59によりロックした状態で、このスライドガイドプレート55に搭載した取付台部47に対する被研削物2の着脱操作を行う。被研削物取付部5は、例えば砥石6が回転状態であっても、この砥石6から離れた位置で取付台部47に対する被研削物2の着脱操作が行われることにより安全が確保されるとともに効率化が図られるようにする。
取付台部47は、図15に示すようにスライドガイドプレート55に固定されて取付基材を構成するホルダ部材49を備え、このホルダ部材49に対して被研削物2を着脱する取付台48が取付台支持機構50を介して取り付けられて構成される。取付台部47は、取付台支持機構50が、スプリングセンタ部材62と、スプリング部材63と、ベアリングユニット64等の部材により構成され、上述したようにホルダ部材49に対して取付台48を作業者Pが手動により回動操作及び傾動操作することを可能にして支持する。
取付台部47は、取付台48が例えば鋳造により充分な機械的強度を有して形成され、図15及び図16に示すようにやや厚みのある円盤状の設置部48Aと、この設置部48Aの底面側に一体に形成された受け部48B及び軸部48Cとから構成される。取付台48は、設置部48Aの外周部に沿って厚み方向に貫通する複数の取付ネジ孔48A1〜48A4を形成し、これら取付ネジ孔48A1〜48A4を介して被研削物2を設置部48A上に固定するための図示しない適宜の取付用治具を取り付ける。
取付台48には、受け部48Bが、設置部48Aの底面に小径の凸部として中心を一致させて一体に突出形成される。取付台48には、この受け部48Bに所定の軸長を有しかつ外周部が研削処理を施こされて円滑面とされた軸部48Cが中心を一致させて一体に突出形成される。なお、取付台48は、設置部48A上に適宜の取付用治具を取り付け、この取付用治具を介して被研削物2を固定するようにしたが、かかる構成に限定されないことは勿論である。取付台48は、例えば取付ネジ孔48A1〜48A4によりマグネットチャッキング治具を取り付け、被研削物2を磁力で設置部48Aに固定するようにしてもよい。また、取付台48は、設置部48Aと受け部48Bと軸部48Cを一体に形成したが、例えば別部材で形成した軸部48Cを設置部48Aに固定して構成するようにしてもよい。
取付台部47は、ホルダ部材49が、例えば鋳造により充分な機械的強度を有し、図15及び図17に示すように全体が円筒状に形成された部材からなる。ホルダ部材49は、取付台48の設置部48Aとほぼ同径とされ、その内部空間49Aが内周段部49Bを介して下部のスプリング収納空間49A1と上部のやや大径のベアリング収納空間49A2とに区割りされる。
ホルダ部材49には、下端部の外周に全周に亘って取付フランジ部49Cが一体に形成されている。取付フランジ部49Cには、上述したスライドガイドプレート55の取付孔60A〜60Dに相対して4個の取付孔49Dが形成されている。ホルダ部材49は、図15に示すように取付孔49Dを相対する取付孔60A〜60Dと一致させてスライドガイドプレート55上に組み合わされ、取付孔49Dからそれぞれ取付ボルト65をねじ込むことによりスライドガイドプレート55上に取り付けられる。
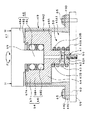
ホルダ部材49には、その内部空間49A内に取付台支持機構50を構成する各部材が組み付けられる。取付台支持機構50は、ホルダ部材49をスライドガイドプレート55に取り付けた状態において、図15に示すようにホルダ部材49の略中心に位置するスライドガイドプレート55側のスプリングセンタ取付部61にスプリングセンタ部材62を取付ボルト66により取り付ける。
スプリングセンタ部材62は、所定の外径を有する円盤状の部材であり、厚み方向を貫通して取付孔62Aが形成されている。スプリングセンタ部材62は、図15に示すようにホルダ部材49の内部において、取付孔62Aに嵌挿された取付ボルト66をスプリングセンタ取付部61の取付孔61Aにねじ込むことによりスライドガイドプレート55上に取り付けられる。
取付台支持機構50は、スライドガイドプレート55に固定したスプリングセンタ部材62に嵌合するようにしてホルダ部材49の内部空間49A内にスプリング部材63を組み付ける。スプリング部材63は、スプリングセンタ部材62の外径とほぼ等しい内径を有するとともにその厚みよりも大きくかつホルダ部材49のスプリング収納空間49A1とほぼ同等の軸長を有するコイルスプリングが用いられる。
スプリング部材63は、図15に示すようにその下方部63Aをスプリングセンタ部材62の外周部に嵌合してホルダ部材49の内部空間49A内に組み付けられる。スプリング部材63は、後述するようにその下方部63Aと上方部63Bが同一軸上に配置された相対するスプリングセンタ部材62とベアリングユニット64に嵌合されることにより、いわゆるセンタ出しが図られる。
取付台支持機構50は、スプリング部材63を組み付けたホルダ部材49の内部空間49A内に、ベアリングケース体67と、このベアリングケース体67内に組み付けた軸受けベアリング68とから構成されるベアリングユニット64を組み付ける。ベアリングユニット64は、ベアリングケース体67が、図15に示すようにホルダ部材49のベアリング収納空間49A2よりもやや小径でかつほぼ同等の高さを有し、図18に示すように上方に開口するベアリング組付け空間67Aを設けた略有底円筒状に形成される。
ベアリングケース体67には、図15及び図18に示すようにその底面の中央に位置してセンタ出し凸部67Bが一体に形成されている。センタ出し凸部67Bは、上述したスプリング部材63の内径とほぼ等しい外径を有する円柱状凸部からなり、後述するようにベアリングユニット64をホルダ部材49の内部空間49A内に組み付けた状態で、上述したスプリングセンタ部材62と同軸上に位置して対向する。
ベアリングケース体67には、上方開口からベアリング組付け空間67A内に軸受けベアリング68を組み付ける。軸受けベアリング68は、取付台48の軸部48Cの外径とほぼ等しい軸孔を有するリング状のケース68Aと、このケース68A内に外周部の一部を軸孔に臨ませて回転自在に組み込まれた多数個のボールベアリング68B等から構成される。ベアリングユニット64は、ベアリングケース体67のベアリング組付け空間67A内に軸受けベアリング68を組み付け、この軸受けベアリング68をベアリング組付け空間67Aの開口部に形成した嵌合溝67Cにはめ込んだスナップリング69により取り付ける。
ベアリングユニット64は、上述したようにスプリングセンタ部材62とともにスライドガイドプレート55上にホルダ部材49を組み付けるとともにスプリングセンタ部材62に対してスプリング部材63をその下方部63Aを嵌合して組み付けた状態で、ホルダ部材49の上方からベアリング収納空間49A2内に装填される。ベアリングユニット64は、センタ出し凸部67Bにスプリング部材63の上方部63Bを嵌合し、ベアリングケース体67の底部の外周縁が内周段部49B上に支えられてホルダ部材49のベアリング収納空間49A2内に組み付けられる。
ベアリングユニット64は、ベアリングケース体67が、その外周部とベアリング収納空間49A2の内周部との間において全周に亘って所定の間隙を構成するようにしてホルダ部材49に組み付けられる。ベアリングユニット64は、図15に示すようにセンタ出し凸部67Bがスプリングセンタ部材62に対して適宜の間隔を以って対向し、スプリング部材63を介してスライドガイドプレート55上に組み付けられる。ベアリングユニット64は、スプリング部材63がセンタ出し凸部67Bとスプリングセンタ部材62との間において弾性変位することが可能であることから、上述した間隙の範囲でスプリング部材63を支点として首振り動作が可能である。
ベアリングユニット64には、ホルダ部材49の上方から取付台48が、その軸部48Cを軸受けベアリング68に嵌挿することにより組み付けられる。ベアリングユニット64は、軸受けベアリング68を介して取付台48を回転自在に支持する。ベアリングユニット64は、スプリング部材63を支点として首振り動作することにより、取付台48を水平方向に対して傾動自在に支持する。
取付台支持機構50においては、上述したようにスライドガイド機構46を介して基台テーブル45上にスライド自在に組み付けられたスライドガイドプレート55に対して、ホルダ部材49とともに、その内部空間49Aの中央部に位置するようにしてスプリングセンタ部材62の組み付けが行われる。取付台支持機構50においては、ホルダ部材49の内部空間49A内にその上方開口から介挿されたスプリング部材63が、その下方部63Aをスプリングセンタ部材62の外周に嵌合して組み付けが行われる。
取付台支持機構50においては、内部空間49Aを閉塞するようにしてその上方開口からホルダ部材49内にベアリングユニット64が組み付けられる。取付台支持機構50においては、ベアリングユニット64が、ベアリングケース体67のセンタ出し凸部67Bをスプリング部材63の上方部63Bに嵌合するとともに、ベアリングケース体67の底部を内周段部49B上に支持してホルダ部材49内に組み付けられる。取付台支持機構50においては、ベアリングユニット64に軸部48Cを嵌合することにより、取付台48をホルダ部材49に組み付ける。
取付台支持機構50においては、軸部48Cをベアリングユニット64に嵌合することにより、取付台48がホルダ部材49に対して回動操作を可能にして支持される。取付台支持機構50においては、ベアリングユニット64がスプリング部材63を支点として首振り自在に支持されることにより、取付台48がホルダ部材49に対して水平方向に対して傾動自在に支持される。取付台支持機構50においては、駆動源を備えることなく取付台48を回動自在かつ傾動自在に支持する簡易な構造であり、塵埃等に対する耐久性の向上も図られる。
なお、取付台支持機構50においては、上述したようにホルダ部材49に対して取付台48を回転自在に支持するベアリングユニット64をコイルスプリングからなるスプリング部材63により首振り自在な状態で支持することにより、ベアリングユニット64を介して取付台48を傾動可能とする。取付台支持機構50においては、ベアリングユニット64を首振り自在に支持するスプリング部材63がコイルスプリングに限定されず、例えばゴム等によりリング状に形成されたスプリング部材であってもよく、また取付台48を水平状態への復帰習性を付与して傾動自在に支持する適宜の機構により支持するようにしてもよい。
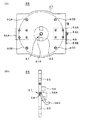
取付台支持機構50においては、図示しない取付用治具を介して被研削物2を取り付けた取付台48を支持する。取付台支持機構50においては、図15矢印Fで示すように作業者Pが手動により被研削物2に回転方向の力を加えると、この回転方向の力が被研削物2を介して取付台48へと伝達される。取付台支持機構50においては、軸部48Cをベアリング68により回転自在に支持された取付台48がベアリングユニット64に支持されて回動し、被研削物2を所望の位置に向けさせる。取付台支持機構50においては、研削作業を中断して被研削物2を取付台48に対して取付位置を変える作業を不要とすることで、作業効率の大幅な向上が図られるとともに連続作業による加工精度の向上が図られるようにする。
取付台支持機構50においては、図15矢印Hで示すように作業者Pが手動により被研削物2を下方へと押圧操作すると、この押圧力が被研削物2を介して取付台48へと伝達される。取付台支持機構50においては、上述したように取付台48を回転自在に組み付けたベアリングユニット64がスプリング部材63を介して首振り自在に組み付けられている。取付台支持機構50においては、取付台48に負荷された作業者Pからの押圧力がベアリングユニット64を介してスプリング部材63に負荷される。
取付台支持機構50においては、作業者Pが被研削物2の右側部を押圧操作すると、図19に示すように押圧力によりスプリング部材63が右倒れの方向に弾性変位することでベアリングユニット64及び取付台48を介してこの被研削物2を垂直中心Oからθ1の角度で右下がりの姿勢に傾動させる。取付台支持機構50においては、作業者Pが例えば左側部を押圧操作することにより、被研削物2を垂直中心Oからθ2の角度で左下がりの姿勢に傾動させる。
取付台支持機構50においては、上述したようにベアリングユニット64がホルダ部材49内において相対する外周部と内周部との間に構成される間隙の範囲でその傾動動作が許容される。取付台支持機構50においては、一般に砥石6に対して被研削物2を最大20°程度の角度まで傾けて研削加工を施すことから、ベアリングユニット64がホルダ部材49内において同程度の角度で傾動されるように上述した間隙を設定する。取付台支持機構50においては、研削作業を中断して被研削物2を取付台48に対して取付位置を変える作業が不要となり、作業効率の大幅な向上が図られるとともに連続作業による加工精度の向上が図られるようにする。取付台支持機構50においては、この傾動操作とともに上述した回動操作により被研削物2を任意の姿勢とすることを可能とする。
以上のように構成された研削装置1においては、装置本体部4が、装置ベース3に立設した縦型シャーシ7に対して研削ヘッド部昇降駆動機構9により研削ヘッド部8を昇降自在に支持して構成する。研削装置1においては、研削ヘッド部8が、駆動モータ21の回転出力を回転伝達機構22により研削部20へと伝達して砥石6を回転駆動させる。研削装置1においては、研削部20と駆動モータ21と回転伝達機構22を搭載したスライドヘッド部材19を研削ヘッド部昇降駆動機構9により縦型シャーシ7に設けたヘッド取付ガイド部10に沿って昇降させる。研削装置1においては、研削ヘッド部昇降駆動機構9を手持ちスイッチ18により動作制御することで、作業を中断することなく砥石6を所定の高さ位置に設定することが可能である。
研削装置1においては、研削ヘッド部昇降駆動機構9の駆動源として電動シリンダ39を用いることにより、耐塵埃特性の向上と砥石6の高さ位置の設定を精密かつ迅速に行うことが可能である。研削装置1においては、作業中では駆動モータ21を継続して駆動することから、その電源オン・オフ操作を行うメインスイッチ17を縦型シャーシ7に設置する。
研削装置1においては、上述したように基台テーブル45とスライドガイド機構46と取付台部47とから構成される被研削物取付部5が装置本体部4に対して、装置ベース3に研削部20と対向して設置される。研削装置1においては、被研削物2を取り付ける取付台部47が作業者Pの手動操作により、スライドガイド機構46を介して被研削物着脱位置Jから研削加工位置Kに亘って、縦型シャーシ7と平行かつ直交する方向にスライド移動される。研削装置1においては、取付台部47が、被研削物2を取り付ける取付台48と、この取付台48を作業者Pの手動操作により回動自在かつ水平方向に対して傾動自在に支持する取付台支持機構50を有する。研削装置1においては、被研削物取付部5が電動駆動源を不要とすることから、構造の簡易化とメンテナンス性の向上を図った廉価な被研削物取付部として構成される。
研削装置1においては、被研削物取付部5における取付台48への被研削物2の取付操作が、上述したようにスライドガイド機構46により取付台48を砥石6に対して左側方でかつ装置本体部4から離間した前方に位置する被研削物着脱位置Jにおいて行う。研削装置1においては、この場合に上述したようにスライドガイド機構46のロック機構59をロック状態としてスライドガイドプレート55が被研削物着脱位置Jに保持された状態で取付台48に対する被研削物2の取付操作を行う。研削装置1においては、砥石6から離間した安全な被研削物着脱位置Jにおいてスライドガイドプレート55を介してロック状態を保持された取付台48に対して被研削物2の取付操作を行う。研削装置1においては、充分な安全性が確保される。
研削装置1においては、ロック機構59を解除した状態で、作業者Pによりスライドガイド機構46を介して取付台48を被研削物着脱位置Jから縦型シャーシ7に沿って研削加工位置Kへとスライド移動させる操作が行われる。研削装置1においては、研削加工位置Kにおいて被研削物2が砥石6と対向位置された状態で、作業者Pによりスライドガイド機構46を介して被研削物2が砥石6に対して送り出される。研削装置1においては、作業者Pにより被研削物2が取付台支持機構50を介して回動操作及び傾動操作されて所定の姿勢で研削箇所を砥石6に当てられることにより、被研削物2から不要部位の除去処理や仕上げ処理等の研削加工が施こされるようにする。
研削装置1においては、作業者Pが手持ちすることが困難な中型被研削物或いは多数の研削箇所や複雑な形状を有する小型或いは中型の被研削物2であっても、砥石6の昇降操作と被研削物2の回動、傾動操作により被研削物2と砥石6の当たり面を広範囲に設定することが可能であることから研削加工を連続して施し、作業効率や加工精度の大幅な向上が図られるようになる。研削装置1においては、作業者Pの負担を大幅に軽減する。
なお、本考案は、図面を参照して説明した上述した実施の形態に示す研削装置1に限定されないことは勿論であり、本明細書に添付した実用新案登録請求の範囲及びその主旨を逸脱することなく構成要件について種々の変更、置換が行われる。
1 研削装置、2 被研削物、3 装置ベース、4 装置本体部、5 被研削物取付部、6 砥石、7 縦型シャーシ、8 研削ヘッド部、9 研削ヘッド部昇降駆動機構、10 ヘッド取付ガイド部、11 昇降ガイドレール、12 ヘッド検出部、14 ヘッド検出センサ、15 シリンダ取付部、17 メインスイッチ、18 手持ちスイッチ、19 スライドヘッド部材、20 研削部、21 駆動モータ、22 回転伝達機構、23 センサ作動部、25 スライドガイドコロ、26 昇降スライドガイドユニット、32 回転軸、34 従動プーリ、36 駆動プーリ、37 連結ベルト、39 電動シリンダ、40 シリンダロッド、41 昇降ガイド機構、45 基台テーブル、46 スライドガイド機構、47 取付台部、48 取付台、49 ホルダ部材、50 取付台支持機構、51 第1スライドガイドレール、52 スライドプレート、53 第1スライドガイドユニット、54 第2スライドガイドレール、55 スライドガイドプレート、56 第2スライドガイドユニット、57 ロックピン、58 ロックレバー、59 ロック機構、61 スプリングセンタ取付部、62 スプリングセンタ部材、63 スプリング部材、64 ベアリングユニット、67 ベアリングケース体、68 ベアリング