JP3210147U - 溶接裏当て用鋼板 - Google Patents
溶接裏当て用鋼板 Download PDFInfo
- Publication number
- JP3210147U JP3210147U JP2017000630U JP2017000630U JP3210147U JP 3210147 U JP3210147 U JP 3210147U JP 2017000630 U JP2017000630 U JP 2017000630U JP 2017000630 U JP2017000630 U JP 2017000630U JP 3210147 U JP3210147 U JP 3210147U
- Authority
- JP
- Japan
- Prior art keywords
- welding
- backing
- welding backing
- steel sheet
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 176
- 239000010959 steel Substances 0.000 title claims abstract description 176
- 238000003466 welding Methods 0.000 title claims abstract description 130
- 239000000463 material Substances 0.000 claims abstract description 21
- 239000002184 metal Substances 0.000 claims description 56
- 229910052751 metal Inorganic materials 0.000 claims description 56
- 238000005452 bending Methods 0.000 claims description 10
- 239000000126 substance Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 description 8
- 230000002093 peripheral effect Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images










Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【課題】突き合わせ溶接において、特別な固定冶具を用いずに、容易に鋼管に取り付けることができ、しかも取り付け姿勢を保つことのできる突起を備えた溶接裏当て用鋼板を提供する。【解決手段】真っ直ぐな状態で提供され、溶接の際に、溶接母材である鋼管の内寸に合わせて曲げられて、鋼管端部に嵌合されて用いられるものであり、ルートギャップを設定するために用いられる突起12が設けられた溶接裏当て用鋼板1において、突起12は、該溶接裏当て用鋼板1の材料である帯状の鋼板部材の所定位置に、溶接ワイヤが溶着されて形成されたものである。【選択図】図1
Description
本考案は、鋼管の溶接裏当て用鋼板に関し、更に詳細には、真っ直ぐな状態で提供され、溶接の際に、溶接母材である鋼管の内寸に合わせて曲げられて、鋼管端部に嵌合されて用いられるものであり、ルートギャップを設定するために用いられる突起が設けられた溶接裏当て用鋼板に関するものである。
鋼管のうち、鉄骨建築の柱によく使用される角型鋼管は、梁や他の角型鋼管との接合方法として角型鋼管を鋼板(ダイヤフラムと呼ばれる)に溶接接合し、そのダイヤフラム鋼板に梁溶接接合する、いわゆる通しダイヤフラム接合形式と呼ばれる方法が多用される。この接合形式を採用する場合、柱である角型鋼管とダイヤフラム鋼板の溶接は一般に突き合わせ溶接が用いられ、溶接に際して裏当て金が用いられる。角型鋼管の4つの角部はある曲率をもった断面形状をなしており、このため裏当て金もその曲率に沿った形状のものが用いられる。
この時、角型鋼管とダイヤフラム鋼板の間に溶接ルートギャップを確保している。
この時、角型鋼管とダイヤフラム鋼板の間に溶接ルートギャップを確保している。
ここでルートギャップとは、溶接溶込みにより溶接強度や耐久性を高めるために、溶接部材間に設けられる所定幅の溶接用間隙のことである。ルートギャップは、当接する溶接部材間での溶接溶け込みを実現するのに適した数ミリメートルの幅をとって設けられる。
従前は、溶接作業に先立って、シャコ万等の治具を用いて裏当て金を溶接部材に仮組み立てをし、それからルートギャップを計測し、適切なルートギャップ長に調整する作業工程が必要であった。
そこで近年では技術改良がされ、裏当て金の外側面に突起部または突起條をあらかじめ設けることで、所望のルートギャップを簡単に確保できる裏当て金が提供されている。
例えば、実開平1−172493号公報に記載の角型鋼管溶接用突起付裏当て金は、L字形をした裏当て金の外周側面に沿って工具を押し当てて窪みを形成し、窪みの体積分を盛り上げて突起を形成したものである。
また、特公平7−110434号公報では、前述の実開平1−172493号公報記載の裏当て金の突起は、母材間の間隙内に収まり、突起のある部分で溶接肉が減少して固定強度を低下させるおそれがあるので、角型鋼管にダイヤフラムを溶接する際に用いる裏当て金の幅方向一側縁面の表面コーナー部を幅方向他側へ向かって進行するポンチでプレスしてコーナーを展延することにより、母材相互間の隙間よりも薄い舌片状の突起を形成しており、この突起の展延加工と同時に裏当て金のコーナー部にできる凹部が裏当て金の幅方向一側縁面から突起の根元まで伸びて形成されている裏当て金が記載されている。前述の特公平7−110434号公報に記載されている突起は、裏当て金の幅方向一側縁面の表面コーナー部を幅方向他側へ向かって進行するポンチでプレスしてコーナーを展延して突起を形成するため、裏当て金の断面形状が長方形のものの場合と、コーナーにテーパーを有する断面形状が5角形のものの場合とでは、プレスにより盛り上がる金属量が異なるため、一定の突起が形成されず、また、裏当て金の種類が異なる場合、あるいは突起を設ける位置が異なる場合には、裏当て金の種類毎にプレス装置を用意するか、あるいは上型及び下型を交換したりして調整する必要があるという欠点がある。さらに、裏当て金の幅方向一側縁面の表面コーナー部を幅方向他側へ向かってプレスするため、薄い裏当て金については、金属の盛り上げ量が少ないため、所定の位置に突起を形成することが難しくなる。
そこで、特開平10−156444号公報は、裏当て金の断面形状、厚みあるいは種類にかかわりなく突起を所定の位置に簡単に形成することができる角型鋼管溶接用突起付裏当て金及びその製造方法を提案している。この製造方法は、裏当て金の外側面に、上金型及び下金型を裏当て金へ向かって斜め方向に移動させて裏当て金を押し込み、押し込みにより上部凹み及び下部凹みを形成するとともに、金属を金型と下金型との間に盛り上げ、上金型と下金型との間で盛り上がった金属をプレスして突起を形成するものである。
しかしながら、いずれも裏当て金の突起の形成は、特殊な金型を用いるプレス加工であるため、加工に時間がかかり、量産向きではない。また、角型鋼管の寸法によって、裏当て金の突起の位置をその都度変更しなければならないので、プレス加工時の段取り時間が必要であり、角型鋼管の寸法に応じた金型も数多く必要となり、コストアップとなっている。
また、前記特開平10−156444号公報に記載された突起の工法では、溶接用裏当て金の突起の形成部には、必然的に凹部が形成されていること等から、従来のルートギャップ設定用突起自体およびそれを設けることには次のような問題点がある。
(1)突起形成部の裏当て金には凹部ができ、必然的に鋼管内側とこの凹部との間に、間隙が形成され、JASS6による原則鋼管と裏当て金に密着させなければいけないという基準に違反している。
(2)溶接時にオーバーラップの現象が発生し耐力の低下が起こり得る。
(3)ルートギャップ部に凹部が形成され、その部分で板厚が減少しており、JASS6に依る溶け落ちしない板厚を下回ること。および凹部による最終層の余盛不足が考えられる。
(4)突起形状が厚く長いため、溶け込み不良が起こり溶接実験で使われる人工欠陥と同様のものが完全溶け込み溶接部に存在してしまう。
(5)塑性加工は主にプレスで行うため、隙間間隔(ルートギャップ幅)を決定する突起の位置の変更には金型交換等の手間がかかる。
(6)逆から見ると、前記突起をプレス加工で形成する場合は、加工面が正確に形成できずルートギャップを正しく設定することができない。
(2)溶接時にオーバーラップの現象が発生し耐力の低下が起こり得る。
(3)ルートギャップ部に凹部が形成され、その部分で板厚が減少しており、JASS6に依る溶け落ちしない板厚を下回ること。および凹部による最終層の余盛不足が考えられる。
(4)突起形状が厚く長いため、溶け込み不良が起こり溶接実験で使われる人工欠陥と同様のものが完全溶け込み溶接部に存在してしまう。
(5)塑性加工は主にプレスで行うため、隙間間隔(ルートギャップ幅)を決定する突起の位置の変更には金型交換等の手間がかかる。
(6)逆から見ると、前記突起をプレス加工で形成する場合は、加工面が正確に形成できずルートギャップを正しく設定することができない。
そこで本考案は、安価な材料で、しかも、形成する際に、従来のような欠点を有さない突起備えた溶接裏当て用鋼板を提供する。
上記課題は、下記(1)〜(13)の構成の本考案の溶接裏当て用鋼板によって解消される。
(1)
真っ直ぐな状態で提供され、溶接の際に、溶接母材である鋼管の内寸に合わせて曲げられて、鋼管端部に嵌合されて用いられるものであり、ルートギャップを設定するために用いられる突起が設けられた溶接裏当て用鋼板において、前記突起は、該溶接裏当て用鋼板の材料である帯状の鋼板部材の所定位置に、溶接ワイヤが溶着されて形成されたものであることを特徴とする溶接裏当て用鋼板。
(2)
前記突起は、該溶接裏当て用鋼板が曲げられたときの外側側面に対応する溶接裏当て用鋼板の側面に2つ以上設けられている前記(1)の溶接裏当て用鋼板。
(3)
前記突起の数が、3つ以上である前記(2)の溶接裏当て用鋼板。
(4)
前記突起の最下部面と、該突起が設けられた溶接裏当て鋼板の上縁の間の間隔が、ルートギャップ形成用間隔である前記(1)〜(3)のいずれかの溶接裏当て用鋼板。
(5)
前記突起の最下部面と、該突起が設けられた溶接裏当て鋼板の上縁とで決定されるルートギャップの幅が、梁せいまたは柱せいの大きさに応じて設定されている前記(4)の溶接裏当て用鋼板。
(6)
前記突起を形成する溶接ワイヤは、前記溶接母材に対して化学的成分と機械的性質を満たす成分で形成されたものである前記(1)〜(5)のいずれかの溶接裏当て用鋼板。
(7)
前記突起の長さが、1〜10mmである前記(1)〜(6)のいずれかの溶接裏当て用鋼板。
(8)
前記鋼管が角型鋼管であり、前記溶接裏当て用鋼板は、角型鋼管の各コーナー部の内曲面部に当てるべき部分に、一群の溝が並列に配置されて形成されており、前記溝の形状は、その深さにおける50%以上の部分の両側面が平行な形状であり、その溝位置における残存板厚が1.5〜2.5mmであり、一群の溝の数が4以上であり、各溝の幅が4mm以下で、かつ溝のピッチが2.55mm以上であり、作業者が治具を用いずに曲げることができ、かつロボット溶接を行ったとき抜けが起こらないように構成されており、前記突起が溶接裏当て用鋼板の少なくとも溝が設けられていない部分に形成されている前記(1)〜(7)のいずれかの溶接裏当て用鋼板。
(9)
前記突起が溶接裏当て用鋼板の溝形成部に設けられている前記(8)の溶接裏当て用鋼板。
(10)
突起が溝形成部の幅方向中央に設けられている前記(9)の溶接裏当て用鋼板。
(11)
2つ以上設けられた突起の溶接裏当て用鋼板の上下方向の位置が全て同じである前記(1)〜(10)のいずれかの溶接裏当て用鋼板。
(12)
2つ以上設けられた突起のうち、少なくとも1つの突起の溶接裏当て用鋼板の上下方向の位置が他とは異なる前記(1)〜(10)のいずれかの溶接裏当て用鋼板。
(13)
前記(1)〜(12)のいずれかの溶接裏当て用鋼板を曲げて形成した溶接用裏当て金。
(1)
真っ直ぐな状態で提供され、溶接の際に、溶接母材である鋼管の内寸に合わせて曲げられて、鋼管端部に嵌合されて用いられるものであり、ルートギャップを設定するために用いられる突起が設けられた溶接裏当て用鋼板において、前記突起は、該溶接裏当て用鋼板の材料である帯状の鋼板部材の所定位置に、溶接ワイヤが溶着されて形成されたものであることを特徴とする溶接裏当て用鋼板。
(2)
前記突起は、該溶接裏当て用鋼板が曲げられたときの外側側面に対応する溶接裏当て用鋼板の側面に2つ以上設けられている前記(1)の溶接裏当て用鋼板。
(3)
前記突起の数が、3つ以上である前記(2)の溶接裏当て用鋼板。
(4)
前記突起の最下部面と、該突起が設けられた溶接裏当て鋼板の上縁の間の間隔が、ルートギャップ形成用間隔である前記(1)〜(3)のいずれかの溶接裏当て用鋼板。
(5)
前記突起の最下部面と、該突起が設けられた溶接裏当て鋼板の上縁とで決定されるルートギャップの幅が、梁せいまたは柱せいの大きさに応じて設定されている前記(4)の溶接裏当て用鋼板。
(6)
前記突起を形成する溶接ワイヤは、前記溶接母材に対して化学的成分と機械的性質を満たす成分で形成されたものである前記(1)〜(5)のいずれかの溶接裏当て用鋼板。
(7)
前記突起の長さが、1〜10mmである前記(1)〜(6)のいずれかの溶接裏当て用鋼板。
(8)
前記鋼管が角型鋼管であり、前記溶接裏当て用鋼板は、角型鋼管の各コーナー部の内曲面部に当てるべき部分に、一群の溝が並列に配置されて形成されており、前記溝の形状は、その深さにおける50%以上の部分の両側面が平行な形状であり、その溝位置における残存板厚が1.5〜2.5mmであり、一群の溝の数が4以上であり、各溝の幅が4mm以下で、かつ溝のピッチが2.55mm以上であり、作業者が治具を用いずに曲げることができ、かつロボット溶接を行ったとき抜けが起こらないように構成されており、前記突起が溶接裏当て用鋼板の少なくとも溝が設けられていない部分に形成されている前記(1)〜(7)のいずれかの溶接裏当て用鋼板。
(9)
前記突起が溶接裏当て用鋼板の溝形成部に設けられている前記(8)の溶接裏当て用鋼板。
(10)
突起が溝形成部の幅方向中央に設けられている前記(9)の溶接裏当て用鋼板。
(11)
2つ以上設けられた突起の溶接裏当て用鋼板の上下方向の位置が全て同じである前記(1)〜(10)のいずれかの溶接裏当て用鋼板。
(12)
2つ以上設けられた突起のうち、少なくとも1つの突起の溶接裏当て用鋼板の上下方向の位置が他とは異なる前記(1)〜(10)のいずれかの溶接裏当て用鋼板。
(13)
前記(1)〜(12)のいずれかの溶接裏当て用鋼板を曲げて形成した溶接用裏当て金。
本考案の溶接裏当て用鋼板においては、前記突起を、溶接ワイヤを用いて形成しているので、突起を形成する材料部材を特別に用意することなく、材料部材として市販のものを用いることができ、コスト的に極めて有利である。
また、本考案の溶接裏当て用鋼板においては、鋼板の塑性変形によらずに、突起を形成することが可能であるので、該鋼鈑に凹部が形成されず、したがって、この凹部が形成されることによる上記した種々のデメリットが解消される。
また、曲げやすくするための溝を設けた実施態様では、シャコ万等の治具を使用せずに手作業で容易にまた鋼管のコーナー湾曲に沿って正確に変形させることができるので、このコーナー部における肌すきを許容値以内に納めることができ、該コーナー部の突起を省略することができるようになり、製造コストをおさえることができるという利点もある。
本考案は以上の利点より、最終的には溶接後の製品欠陥を減少させ、また作業時間の短縮を実現することができる。
以下、添付図面を参照しつつ、本考案の実施の態様による角型鋼管の溶接裏当て用鋼板について説明する。
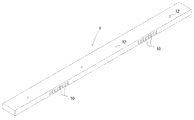
図1は、本考案の一実施の形態による角型鋼管用のコの字状溶接用裏当て金を形成するための、溶接裏当て用鋼板1の斜視図である。図2は、図1の裏当て用鋼板の正面図である。図3は、図1の裏当て用鋼板を下から見た斜視図である。
図1は、本考案の一実施の形態による角型鋼管用のコの字状溶接用裏当て金を形成するための、溶接裏当て用鋼板1の斜視図である。図2は、図1の裏当て用鋼板の正面図である。図3は、図1の裏当て用鋼板を下から見た斜視図である。
この裏当て用鋼板1には、その一方の側部(曲げられて溶接用裏当て金(図4〜図6)となったときの、内側の側部)の、図1の斜視図に示すようにその曲げるべき部分のにそれぞれに一群の溝10(溝全体を溝群10ということがある)が設けられており、また、他方の側部(曲げられて溶接用裏当て金となったときの、外側の側部)の前記溝群10の間、および溝群10の外側部分に、ルートギャップ決定用の突起12(計4つ)が設けられている。これらの突起12は、主として、鋼管の先端とこの先端に溶接接合されるダイヤフラムとの間のルートギャップの幅を決定する第1の作用と、突起12を鋼管の先端から脱落しないようにするため、鋼管の先端での正しい姿勢を維持する第2の作用を有するものであり、その高さ(長さ)が1〜10mm、特に1〜4mmであることが好ましい。2つの溝群10の間の突起は、1つであってもよい。この例では、4つ設けられた突起の溶接裏当て用鋼板の上下方向の位置が全て同じであるものを示した。図10に示したように、4つ設けた突起の溶接裏当て用鋼板の上下方向の位置が全て異なるよう(斜めに1直線)に設けてもよい。これにより、角型鋼管の端部が端部が、斜めになっている場合に対応できるようになる。2つの溝群の間の2つの突起の上下方向の高さ位置を同じにして、溝群の両外側の突起を、2つの溝群の間の2つの突起の上下方向の高さ位置と異ならせてもよい。この場合、溝群の両外側の突起の上下方向の高さ位置は同じにする。
前記第1の作用は、一方の溶接母材である鋼管に、他方の溶接母材であるダイヤフラムを取り付ける際に、図8に示した梁せい(L1)・柱せい(L2)に合わせて、溶接用裏当て金の鋼管の先端からの突き出し量(換言すれば、ルートギャップ)を調整する作用でもある。
溶接用裏当て金の外面と鋼管の先端側の内面との間の密着状態によっては、該第2の作用を確保できるなら、突起の数は、2つであってもよい(例えば、図7の(b)参照)。すなわち、鋼管形状等の種々な条件により、突起は、2つ以上設けられる。通常は、3つ以上設けることが好ましい。
溶接用裏当て金の外面と鋼管の先端側の内面との間の密着状態によっては、該第2の作用を確保できるなら、突起の数は、2つであってもよい(例えば、図7の(b)参照)。すなわち、鋼管形状等の種々な条件により、突起は、2つ以上設けられる。通常は、3つ以上設けることが好ましい。
上記の場合、裏当て用鋼板のそれぞれの溝群の中央部間の距離と角型鋼管の隣り合うコーナー部内面の曲面部の中央部間距離とをほぼ一致させることが好ましい。図示した例では、2箇所に溝群があるが、4箇所に溝群を設けたものを使用して角型鋼管内周全部を1本の裏当て金で溶接を行うこともできる。
前記の突起12の主目的は、先に説明したように角型鋼管の先端とダイヤフラムの間のルートギャップを正確に確保することにある。
前記の突起12の主目的は、先に説明したように角型鋼管の先端とダイヤフラムの間のルートギャップを正確に確保することにある。
突起12は、該溶接裏当て用鋼板の材料である帯状の鋼板部材の所定位置に、溶接ワイヤの一端を溶着して形成したものである。
前記溶接ワイヤとしては、後述するように、前記溶接母材に対して化学的成分と機械的性質を満たす成分で形成されたものを使用することが望ましい。理由については、後述する。
前記溶接ワイヤとしては、後述するように、前記溶接母材に対して化学的成分と機械的性質を満たす成分で形成されたものを使用することが望ましい。理由については、後述する。
冷間形成角形鋼管の設計・施工について建設業界で広く用いられている(財)日本建築センター編「冷間形成角形鋼管設計・施工マニュアル」では、溶接部材の内面と裏当て金との肌すきの許容値について、溶接部材の直線部では1.0mm以下、隅コーナー部等の湾曲部では1.5mm以下とすべきことが規定されており、上記高さの値は、この「冷間形成角形鋼管設計・施工マニュアル」の規定によるコーナー部および直線部の肌すき許容値に対応し、若干の遊びをもたせた値である。
本考案に従い、角型鋼管22について、図4〜図6に示された溶接用裏当て金20を取り付けたときに考えられるの突起12の位置の例を、図7の(a)〜(e)に示した。
前記溶接裏当て用鋼板1を曲げて形成した裏当て金20の使用状態における、鋼管22、ダイヤフラム24および裏当て金20の位置関係を、図9に示した。図9に示したように、突起12が鋼管22の先端に引きかかるために、常に正しいルートギャップRGを容易に確保できる。また、作業者は、裏当て金を鋼管20に取り付ける際に、裏当て用鋼板1を人力で図4の様に曲げて裏当て金20とし、この上の突起12が鋼管22の端部に引っかかるか否かで、裏当て金との肌すきが許容値以下であるかを容易に判断することができる。これは、突起形成の高さを予め設計することで、初めて得られる効果である。
裏当て用鋼板は、上記のような切り欠き溝を備えなくともよい。すなわち、図1〜図3の裏当て用鋼板において、溝10が省略された形態であってもよい。
この実施の形態による裏当て用鋼板も、使用時に外面となる面であって前記裏当て用鋼板1と同等の位置に突出して設けられた突起を備えている。これらの突起は、先に説明したように鋼管の先端とダイヤフラムの間のルートギャップを正確に確保するためのものである。
突起自体は、先に示した実施の形態のものと同じであってよいのでこれ以上の説明は省略する。
この実施の形態による裏当て用鋼板も、使用時に外面となる面であって前記裏当て用鋼板1と同等の位置に突出して設けられた突起を備えている。これらの突起は、先に説明したように鋼管の先端とダイヤフラムの間のルートギャップを正確に確保するためのものである。
突起自体は、先に示した実施の形態のものと同じであってよいのでこれ以上の説明は省略する。
当該裏当て用鋼板の場合にも、作業者は、裏当て金を鋼管に取り付ける際に、裏当て用鋼板を人力で図4の様に曲げて裏当て金とするが、この例の場合には、上記の実施形態のようには、溝10がないので、人力では曲がらず、治具が必要である点で不利である。また、曲げにくいことから、鋼管のコーナーの曲率と合わせることがむずかしいことから、コーナーの突起が必須のものとなってしまう。
上記溝10の形状は、図2によく示したように両側面が互いに平行な角形の溝であることが特に好ましいが、その深さの少なくとも50%の部分の両側面が互いに平行な形状であればよい。これにより、溝の50%以上を鋸刃で加工することができるようになり、従来実施されていたものより大幅に加工コストを下げることができる。
各溝10の幅は、4mm以下、好ましくは2mm以下、特に少なくとも溝の下半分(溝の入り口から遠い方の)の最大幅が1.75mm以下であることが好ましい。この幅は、上記した溶接の抜けを考えると、狭ければ狭いほど望ましいが、狭くなると後に説明する理由により、溝の個数が多くなり加工に時間とコストがかかるようになるので、また現在の所の鋸刃の関係から下限は0.9mm程度である。
各溝10の幅は、4mm以下、好ましくは2mm以下、特に少なくとも溝の下半分(溝の入り口から遠い方の)の最大幅が1.75mm以下であることが好ましい。この幅は、上記した溶接の抜けを考えると、狭ければ狭いほど望ましいが、狭くなると後に説明する理由により、溝の個数が多くなり加工に時間とコストがかかるようになるので、また現在の所の鋸刃の関係から下限は0.9mm程度である。
本考案において溝は各群において4個以上、好ましくは12個以下、特に8〜10個とする。すなわち裏当て用鋼板を曲げたときに角型鋼管内側の曲面部に当たるべき部分の長さの範囲において4個以上10個以下の溝を設けることが好ましい。
また、各群において溝を等間隔に配置する場合には、ピッチは2.55mm以上とすることが好ましい。このピッチが上記の値未満であると、溝形成部における鉄残存量が足りなくなり、溶接の際に上記の抜けが生じやすくなる。なお、この上限は、ピッチが大きくなりすぎると、裏当て用鋼板の曲げた部分が実質的に円弧状にならず、多角形となってしまい、この多角形の辺と鋼管の円弧との間隙が大きくなってしまうので、この間隙が0.4mm以下となるような、ピッチとすることが望ましい。
また、各群において溝を等間隔に配置する場合には、ピッチは2.55mm以上とすることが好ましい。このピッチが上記の値未満であると、溝形成部における鉄残存量が足りなくなり、溶接の際に上記の抜けが生じやすくなる。なお、この上限は、ピッチが大きくなりすぎると、裏当て用鋼板の曲げた部分が実質的に円弧状にならず、多角形となってしまい、この多角形の辺と鋼管の円弧との間隙が大きくなってしまうので、この間隙が0.4mm以下となるような、ピッチとすることが望ましい。
上記のように溝10を角形にした場合、裏当て用鋼板を角型鋼管のコーナー部に沿って曲げたときに、溝の両側壁同士が互いに干渉し合わないようにすることが好ましい(接触する程度であるならよい)。これを考えると、裏当て用鋼板における外周円の半径をr(mm)、裏当て用鋼板の厚さをt(mm)、溝の数をn、そして溝の幅をw(mm)とすると、次の式を満足することが好ましい。
n・w=2・r/4(角部における外周長)−2・(r−t)/4(内周長)
例えば、rを23mm、tを9mmとすると、外周長は36.11mm、内周長は21.98mmとなるので、n・wの値は、14.13となる。ここで、wの値を1.75mmとすると、nは8.0個となる。なお、小数点1の位が1以上である場合には、繰り上げた値による個数とすることが望ましい。
n・w=2・r/4(角部における外周長)−2・(r−t)/4(内周長)
例えば、rを23mm、tを9mmとすると、外周長は36.11mm、内周長は21.98mmとなるので、n・wの値は、14.13となる。ここで、wの値を1.75mmとすると、nは8.0個となる。なお、小数点1の位が1以上である場合には、繰り上げた値による個数とすることが望ましい。
さらに角型鋼管の各辺の長さや曲率の誤差に対処するため、すなわち調節代として1個ないし4個の溝を追加してもよい。本考案による裏当て用鋼板は後に説明するように容易に曲げることができるので、曲げた後に角型鋼管の角部に合わせたとき、合わない場合には、少し曲げ戻して再度曲げ直すことが可能であるので、この調節代が特に有用である。
また溝形成部における残存板厚は、1.5〜2.5mm、好ましくは、1.7〜2.3mmとする。これらの条件は理論的考案と実験による検証によって定めたものであり、以下にその理由を述べる。
また溝形成部における残存板厚は、1.5〜2.5mm、好ましくは、1.7〜2.3mmとする。これらの条件は理論的考案と実験による検証によって定めたものであり、以下にその理由を述べる。
上記したように、溝の深さは人力で容易に曲げるためには裏当て用鋼板の溝部分の残存板厚が2.5mm以下になるようにする必要がある。この曲げに必要とする力は以下のようにして計算することができる。溝部の残存板厚をtb、鋼板の板幅(図示せず)をw1、引張り強さを・Bとすれば応力分布Sは図示したようになるから合力Tはtb・w1・・Bとなり、曲げモーメントMは曲げの支点が溝の底、力点が残存板厚の半分の位置として下式のようになる。
M=T・tb/2=w1・tb 2・・B/2
M=T・tb/2=w1・tb 2・・B/2
たとえば・B=50kg/mm2、w1=25mm、tb=2mmなら250kg・cmとなり、曲げ位置から10cmずつ離れた位置を持って25kgの力で曲げられることとなり人力で容易に曲げられる。これがtb=4mmとなると1000kg・cmとなり万力などの工具を用いても限界となる。このため本考案においては残存板厚の上限を2.5mmとした。一方下限は残存板厚があまりにも小さいと溶接の際に抜けが生ずるので1.5mmとした。
次に、突起となる溶接ワイヤ30の溶接裏当て用鋼板への取り付け方法について説明する。
先ず、前記溶接ワイヤ30を準備する。ここで、溶接ワイヤ30としては、例えば、鋼管の材質が、引張強さ490N/mm2級の高張力鋼の場合には、JIS Z 3312に規定されたYGW11またはYGW18を、 引張強さ490N/mm2、520N/mm2および540N/mm2級の高張力鋼の場合には、JIS Z 3312に規定されたYGW18を使用する。母材との溶着部および突起としての部分を十分な強度とするためである。
この溶接ワイヤ30が、図11に示したように、溶接裏当て用鋼板となる帯状の鋼板40の一方の側面から水平に延びるように、その一端(基端)を、溶接裏当て用鋼板となる帯状の鋼板40の一方の側面に溶接により接合し、この後、溶接ワイヤを所定長に切断して、突起を完成する。なお、図11において、符号50は溶接機を示し、MAG、MIG、TIG溶接機であることが好ましい。
この溶接ワイヤ30が、図11に示したように、溶接裏当て用鋼板となる帯状の鋼板40の一方の側面から水平に延びるように、その一端(基端)を、溶接裏当て用鋼板となる帯状の鋼板40の一方の側面に溶接により接合し、この後、溶接ワイヤを所定長に切断して、突起を完成する。なお、図11において、符号50は溶接機を示し、MAG、MIG、TIG溶接機であることが好ましい。
以上説明したように、ルートギャップ設定用突起の材料として、市販の溶接ワイヤをそのまま使用すればよく、低価格で、しかも容易にルートギャップ設定用突起を形成することができる。
1:裏当て用鋼板
10:溝(溝群)
12:突起
20:裏当て金
22:鋼管
24:ダイヤフラム
30:溶接ワイヤ
40:鋼板
50:溶接機
10:溝(溝群)
12:突起
20:裏当て金
22:鋼管
24:ダイヤフラム
30:溶接ワイヤ
40:鋼板
50:溶接機
Claims (13)
- 真っ直ぐな状態で提供され、溶接の際に、溶接母材である鋼管の内寸に合わせて曲げられて、鋼管端部に嵌合されて用いられるものであり、ルートギャップを設定するために用いられる突起が設けられた溶接裏当て用鋼板において、前記突起は、該溶接裏当て用鋼板の材料である帯状の鋼板部材の所定位置に、溶接ワイヤが溶着されて形成されたものであることを特徴とする溶接裏当て用鋼板。
- 前記突起は、該溶接裏当て用鋼板が曲げられたときの外側側面に対応する溶接裏当て用鋼板の側面に2つ以上設けられている請求項1の溶接裏当て用鋼板。
- 前記突起の数が、3つ以上である請求項2の溶接裏当て用鋼板。
- 前記突起の最下部面と、該突起が設けられた溶接裏当て鋼板の上縁の間の間隔が、ルートギャップ形成用間隔である請求項1〜3のいずれかの溶接裏当て用鋼板。
- 前記突起の最下部面と、該突起が設けられた溶接裏当て鋼板の上縁とで決定されるルートギャップの幅が、梁せいまたは柱せいの大きさに応じて設定されている請求項4の溶接裏当て用鋼板。
- 前記突起を形成する溶接ワイヤは、前記溶接母材に対して化学的成分と機械的性質を満たす成分で形成されたものである請求項1〜5のいずれかの溶接裏当て用鋼板。
- 前記突起の長さが、1〜10mmである請求項1〜6のいずれかの溶接裏当て用鋼板。
- 前記鋼管が角型鋼管であり、前記溶接裏当て用鋼板は、角型鋼管の各コーナー部の内曲面部に当てるべき部分に、一群の溝が並列に配置されて形成されており、前記溝の形状は、その深さにおける50%以上の部分の両側面が平行な形状であり、その溝位置における残存板厚が1.5〜2.5mmであり、一群の溝の数が4以上であり、各溝の幅が4mm以下で、かつ溝のピッチが2.55mm以上であり、作業者が治具を用いずに曲げることができ、かつロボット溶接を行ったとき抜けが起こらないように構成されており、前記突起が溶接裏当て用鋼板の少なくとも溝が設けられていない部分に形成されている請求項1〜7のいずれかの溶接裏当て用鋼板。
- 前記突起が溶接裏当て用鋼板の溝形成部に設けられている請求項8の溶接裏当て用鋼板。
- 突起が溝形成部の幅方向中央に設けられている請求項9の溶接裏当て用鋼板。
- 2つ以上設けられた突起の溶接裏当て用鋼板の上下方向の位置が全て同じである請求項1〜10のいずれかの溶接裏当て用鋼板。
- 2つ以上設けられた突起のうち、少なくとも1つの突起の溶接裏当て用鋼板の上下方向の位置が他とは異なる請求項1〜10のいずれかの溶接裏当て用鋼板。
- 請求項1〜10のいずれかの溶接裏当て用鋼板を曲げて形成した溶接用裏当て金。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017000630U JP3210147U (ja) | 2017-02-15 | 2017-02-15 | 溶接裏当て用鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017000630U JP3210147U (ja) | 2017-02-15 | 2017-02-15 | 溶接裏当て用鋼板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3210147U true JP3210147U (ja) | 2017-04-27 |
Family
ID=58667326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017000630U Active JP3210147U (ja) | 2017-02-15 | 2017-02-15 | 溶接裏当て用鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3210147U (ja) |
-
2017
- 2017-02-15 JP JP2017000630U patent/JP3210147U/ja active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109986308B (zh) | 一种钢箱梁板单元u肋与t肋组合建造工艺 | |
| JP5371367B2 (ja) | エスカレータ枠の製造方法 | |
| CN105728970B (zh) | 焊接结构体的制造方法 | |
| JP2017013125A (ja) | プレート状のワークを加工する方法 | |
| JP3210147U (ja) | 溶接裏当て用鋼板 | |
| KR101723334B1 (ko) | 절곡을 이용한 금속제 거푸집의 제작방법 및 그 방법에 의해 제조된 거푸집 | |
| TWI540005B (zh) | 沖壓成形方法及沖壓構件的製造方法 | |
| JP4786401B2 (ja) | 突合せ溶接金属板の製造方法 | |
| JP2018134663A (ja) | 溶接裏当て用鋼板 | |
| JP5438388B2 (ja) | 溶接裏当て用鋼板 | |
| JP3163334U (ja) | 溶接用裏当て金 | |
| JP2003154489A (ja) | 角コラムの溶接裏当て用鋼板 | |
| JP4536312B2 (ja) | 溶接裏当て用鋼板の製造方法 | |
| JP6357401B2 (ja) | 溶接裏当て用鋼板 | |
| JP2020019059A (ja) | アプセット溶接装置およびアプセット溶接方法 | |
| JP6966492B2 (ja) | パイプの製造方法 | |
| JPH10202326A (ja) | プレス成形方法およびこれに用いられるプレス成形用板材 | |
| JP6431745B2 (ja) | 溶接裏当て用鋼板 | |
| JP2002102966A (ja) | 圧力容器の長尺単胴作成方法、それを用いた補修方法および製造方法 | |
| JP2514594B2 (ja) | 折曲げ機のリンク式金型及びその製造方法 | |
| JP2018015796A (ja) | 直線形鋼矢板の曲がり矯正方法及び曲がり矯正装置 | |
| JP3571788B2 (ja) | 角コラムの溶接裏当て用鋼板 | |
| JP7612647B2 (ja) | 位置決め構造,ワークの製造方法,及び溶接方法 | |
| JP6479603B2 (ja) | 溶接裏当て用鋼板 | |
| JP5794166B2 (ja) | Uoe鋼管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3210147 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |