JP3228652U - 成形型への差込部を有する高圧用合成樹脂混合装置 - Google Patents
成形型への差込部を有する高圧用合成樹脂混合装置 Download PDFInfo
- Publication number
- JP3228652U JP3228652U JP2020003147U JP2020003147U JP3228652U JP 3228652 U JP3228652 U JP 3228652U JP 2020003147 U JP2020003147 U JP 2020003147U JP 2020003147 U JP2020003147 U JP 2020003147U JP 3228652 U JP3228652 U JP 3228652U
- Authority
- JP
- Japan
- Prior art keywords
- mixing
- resin component
- insertion portion
- main body
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003780 insertion Methods 0.000 title claims abstract description 149
- 230000037431 insertion Effects 0.000 title claims abstract description 149
- 229920003002 synthetic resin Polymers 0.000 title claims abstract description 45
- 239000000057 synthetic resin Substances 0.000 title claims abstract description 45
- 238000000465 moulding Methods 0.000 title claims description 44
- 229920005989 resin Polymers 0.000 claims abstract description 132
- 239000011347 resin Substances 0.000 claims abstract description 132
- 230000000149 penetrating effect Effects 0.000 claims abstract description 17
- 230000005540 biological transmission Effects 0.000 claims abstract description 7
- 238000002347 injection Methods 0.000 claims description 81
- 239000007924 injection Substances 0.000 claims description 81
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 238000003786 synthesis reaction Methods 0.000 claims 1
- 239000000203 mixture Substances 0.000 abstract description 5
- 238000010586 diagram Methods 0.000 abstract 1
- 238000007599 discharging Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 6
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 230000001141 propulsive effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
Images









Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
【課題】金型内部への差込部を有する混合装置において、大型化を回避しつつ混合物の残留等による不具合が発生しにくい高圧用合成樹脂混合装置を提供する。【解決手段】金型90外部に配置される本体部11と、本体部から突設されて金型内部に差し込まれ先端が吐出部25として形成された差込部20とを有し、本体部は各樹脂成分タンク1、2と接続された送出側接続部と戻り側接続部を有するとともに、切替ピストン60と作動シリンダ部15を有し、切替ピストンには混合停止時に各樹脂成分を各タンクへ循環送入する戻し溝65、66が形成され、差込部は混合室30と吐出部より5〜70mmの後方位置にオリフィス部35、36を介して各樹脂成分を混合室に注入する注入口31、32を備えるとともに、注入口には本体部の送出側接続部と連通するように差込部の差込方向に貫設された流入管路45、46が設けられる。【選択図】図3
Description
この考案は、化学的に反応する各樹脂成分を高圧で噴射して混合室内で向流混合させる合成樹脂混合装置に関し、特に成形用金型内部への差込部を有する高圧用合成樹脂混合装置に関する。
自動車のインストルメントパネル等の内装品では、触感の高級感を得るためにポリウレタンの樹脂材料が一般的に使用される。内装品等の樹脂成形品の成形加工に際しては、例えば、ミキシングヘッドと称する混合装置を所定の成形用金型に固定し、金型内に樹脂材料を注入して成形される。この種の混合装置としては、反応性の複数の樹脂成分を混合室内で向流混合する合成樹脂混合装置が知られている(例えば、特許文献1参照)。
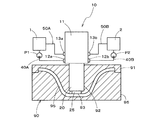
図10,11に示す合成樹脂混合装置100Aは、外部の各樹脂成分タンク1,2と送出側配管部140A,140B及び戻り側配管部150A,150Bによって接続された混合室130と、混合室130内を進退する戻し溝165a,166aを有する切替ピストン160Aとを備え、混合停止時(図10参照)には戻し溝165a,166aを介して送出側配管部140A,140Bから戻り側配管部150A,150Bを経て各成分タンク1,2へ循環送入され、混合時(図11参照)には切替ピストン160Aが後退して送出側配管部140A,140Bに連通する注入口131,132が開口されて混合室130内で向流混合される。
図10,11において、符号111は本体部、115は作動シリンダ部、120Aは本体部111に突設されたノズル部、125はノズル部先端に形成された吐出部、133,134は混合室130の流出口、145,146は本体部111内に形成された送出側配管部140A,140Bの流入路、155,156は本体部111内に形成された戻り側配管部150A,150Bの流出路、161は切替ピストン160のピストン部、162は切替ピストン160Aのロッド部、163はロッド部162の先端部である。
この種の混合装置100Aを用いた成形加工では、混合室130内で混合された複数の樹脂成分を所定の成形用金型190Aのキャビティ195Aに注入して、金型190A内で反応固化させて成形を行う。混合される複数の樹脂成分は、混合した時点から非可逆的な化学反応が開始するため、樹脂材料が導入される金型190A(キャビティ195A)の直前で混合させる必要がある。その際、混合時の各樹脂成分の配合比率や品質は、注入の開始時や終了時も含めて厳しい精度が求められる。そこで、前記のように、混合装置100Aを用いて、外部に成分タンク1,2を設けて各樹脂成分の循環から混合及び混合から循環の切り替え操作を瞬時に行うことにより、各樹脂成分の混合比率精度や品質を十分に満足しつつ連続的な成形を行うことができる。
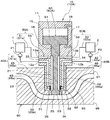
近年、インストルメントパネル等の内装品のデザインとして、起伏が大きい形状が増加している。そのため、従来は成形型のキャビティまでの距離が20〜30mm程度であったところが、キャビティまで50mm以上(成形品の形状等によっては110mm以上)の長さがある金型が使用されるようになり、混合装置の金型へ差し込まれるノズル部を長くすることが必要とされている。そこで、図12,13に示す合成樹脂混合装置100Bのように、金型190Bの差込凹部192の長さ(キャビティ195Bまでの距離)に対応して混合装置のノズル部120Bが長く形成したものが提案される。
しかるに、この混合装置100Bでは、金型への差込部であるノズル部120Bが長くなることで、混合室130の長さ、すなわち各樹脂成分が向流混合する注入口131,132から吐出部125までの距離D20が、結果的に長くなることが避けられない。つまり、通常の混合装置100Aの注入口131,132から吐出部125までの距離D10よりも長くなる(D10<D20)。上記したように混合される複数の樹脂成分は混合した時点で化学反応が開始することから、注入口131,132から吐出部125までの距離D20が長いと、反応した混合物が混合室130内に残留しやすくなり、混合物によるノズル部120Bと切替ピストン160Bとの固着や焼きつき(カジリ)が発生する等の不具合の原因となるおそれがある。また、注入口131,132から吐出部125までの距離D20が長くなることにより、各樹脂成分の混合後の圧力がノズル部120B内で低下して金型190Bのキャビティ195Bへの吐出圧力が不足したり、各樹脂成分の混合後に必要以上に乱流が生じたりする等の不具合が発生しやすくなるおそれがある。
さらに、ノズル部120Bが長くなることで必然的に切替ピストン160BのストロークS20も、従来の混合装置100Aの切替ピストン160AのストロークS10より長くなる(S10<S20)。そのため、切替ピストン160Bを進退させるための作動シリンダ部115のストロークを長くしたり、ノズル部120Bと切替ピストン160Bとの摺動面積増大による抵抗の増加に対応するために作動シリンダ部115の直径を大きくしたりする等、当該混合装置100Bの大型化が避けられない。
本考案者は、上の問題を解決するために、成形用金型内部に差し込まれるノズル部における各樹脂成分の混合の可能性を模索し、その結果、外部に配置された各成分タンクと連通する各樹脂成分の管路を差込部内に形成し、該管路を介して各樹脂成分の注入口を有する混合室を差込部内に設けることによって上記不利益を解消できる知見を得、本考案に至ったものである。
従って、本考案は、成形用金型内部への差込部を有する高圧用混合装置において、大型化を回避しつつ混合物の残留等による不具合が発生しにくい成形型への差込部を有する高圧用合成樹脂混合装置を提供するものである。
すなわち、請求項1の考案は、成形用金型の外部に配置される本体部と、前記本体部から突設されて前記成形用金型内部に差し込まれ先端が前記金型のキャビティに臨む吐出部として形成された差込部とを有し、前記本体部は、高圧ポンプにより樹脂成分が送出される各樹脂成分タンクと送出側配管部によって接続された各樹脂成分の送出側接続部と、前記各樹脂成分タンクと戻り側配管部によって接続された各樹脂成分の戻り側接続部を有し、前記本体部は、前記差込部を貫設する切替ピストンとその作動シリンダ部を有し、前記切替ピストンには混合停止時に各樹脂成分を前記各樹脂成分タンクへ循環送入する戻し溝がピストン軸方向に形成されており、前記差込部は、混合室と、前記吐出部より5〜70mmの後方位置に流路径を縮小させるオリフィス部を介して前記各樹脂成分を前記混合室に注入する注入口を備えているとともに、前記注入口には前記本体部の各樹脂成分の送出側接続部と連通するように当該差込部の差込方向に貫設された各樹脂成分の流入管路が設けられており、混合停止時には、前記差込部の混合室内を前記切替ピストンが前進して前記混合室内の前記注入口を閉じ、かつ前記切替ピストンの戻し溝を介して前記注入口と前記本体部の戻り側接続部とを接続して各樹脂成分を前記各成分タンクへ循環送入し、混合時には、前記差込部の混合室内の前記切替ピストンが後退して前記混合室内の前記注入口を開き、前記高圧ポンプにより前記各樹脂成分タンクから送出された各樹脂成分を前記本体部の送出側接続部から前記流入管路を経て前記オリフィス部を介して噴射させて前記混合室内に注入して向流混合するようにしたことを特徴とする成形型への差込部を有する高圧用合成樹脂混合装置に係る。
請求項2の考案は、前記差込部に、前記本体部の各樹脂成分の戻り側接続部と連通する各樹脂成分の流出管路が形成されていて、混合停止時には前記切替ピストンの戻し溝及び前記流出管路を介して前記注入口と前記戻り側接続部とが接続される請求項1に記載の成形型への差込部を有する高圧用合成樹脂混合装置に係る。
請求項3の考案は、前記差込部の注入口が吐出部より10〜40mmの位置に形成されている請求項1に記載の成形型への差込部を有する高圧用合成樹脂混合装置に係る。
請求項4の考案は、前記差込部の長さが50〜200mmである請求項1ないし3のいずれか1項に記載の成形型への差込部を有する高圧用合成樹脂混合装置に係る。
請求項5の考案は、前記差込部が四角柱形状に形成されている請求項1ないし4のいずれか1項に記載の成形型への差込部を有する高圧用合成樹脂混合装置に係る。
請求項6の考案は、前記混合室への樹脂成分の注入圧力が2〜20MPaである請求項1ないし5のいずれか1項に記載の成形型への差込部を有する高圧用合成樹脂混合装置に係る。
請求項1の考案に係る差込部を有する高圧用合成樹脂混合装置は、成形用金型の外部に配置される本体部と、前記本体部から突設されて前記成形用金型内部に差し込まれ先端が前記金型のキャビティに臨む吐出部として形成された差込部とを有し、前記本体部は、高圧ポンプにより樹脂成分が送出される各樹脂成分タンクと送出側配管部によって接続された各樹脂成分の送出側接続部と、前記各樹脂成分タンクと戻り側配管部によって接続された各樹脂成分の戻り側接続部を有し、前記本体部は、前記差込部を貫設する切替ピストンとその作動シリンダ部を有し、前記切替ピストンには混合停止時に各樹脂成分を前記各樹脂成分タンクへ循環送入する戻し溝がピストン軸方向に形成されており、前記差込部は、混合室と、前記吐出部より5〜70mmの後方位置に流路径を縮小させるオリフィス部を介して前記各樹脂成分を前記混合室に注入する注入口を備えているとともに、前記注入口には前記本体部の各樹脂成分の送出側接続部と連通するように当該差込部の差込方向に貫設された各樹脂成分の流入管路が設けられており、混合停止時には、前記差込部の混合室内を前記切替ピストンが前進して前記混合室内の前記注入口を閉じ、かつ前記切替ピストンの戻し溝を介して前記注入口と前記本体部の戻り側接続部とを接続して各樹脂成分を前記各成分タンクへ循環送入し、混合時には、前記差込部の混合室内の前記切替ピストンが後退して前記混合室内の前記注入口を開き、前記高圧ポンプにより前記各樹脂成分タンクから送出された各樹脂成分を前記本体部の送出側接続部から前記流入管路を経て前記オリフィス部を介して噴射させて前記混合室内に注入して向流混合するようにしたものであるから、成形用金型内部への差込部の長さに影響されることなく注入口から吐出部までの距離を短くすることができ、混合直後の混合成分を迅速かつ適切に金型キャビティ内へ導入でき、混合室内の混合成分の残留等による不具合が発生しにくくなるとともに、高品質の成形品を成形することができ、さらに、切替ピストンのストロークが従来と比較して大幅に短くなって、混合装置自体の小型化を図ることができ、省スペース化や作業時の取り回しにおける利便性が向上する。
請求項2の考案は、請求項1において、前記差込部に、前記本体部の各樹脂成分の戻り側接続部と連通する各樹脂成分の流出管路が形成されていて、混合停止時には前記切替ピストンの戻し溝及び前記流出管路を介して前記注入口と前記戻り側接続部とが接続されるため、切替ピストンの戻し溝を短くすることが可能となって戻し溝での圧力損失を抑制して適切に各樹脂成分を向流混合させることができるとともに、切替ピストンのセルフシールが形成されやすくなってクロスオーバー現象の発生を効果的に防止することができ、さらに差込部をより長く形成することができる。
請求項3の考案は、請求項1において、前記差込部の注入口が吐出部より10〜40mmの位置に形成されているため、この考案の混合装置による上記の利点を最も効果的に実現することができる。
請求項4の考案は、請求項1ないし3において、前記差込部の長さが50〜200mmであるため、この種差込部を有する合成樹脂混合装置おいてこの考案を有効かつ効果的に実現することができる。
請求項5の考案は、請求項1ないし4において、前記差込部が四角柱形状に形成されているため、差込部内に貫設される管路を有効に設置することができる。
請求項6の考案は、請求項1ないし5において、前記混合室への樹脂成分の注入圧力が2〜20MPaであるため、オリフィス部を経由して高速で混合室に噴出される樹脂材料が、羽根等の機械的な攪拌装置を使用せずに、その運動エネルギーによって自身で乱流を起こしてお互いの混合ができる。
図1は、反応性の複数の樹脂成分を向流混合するための合成樹脂混合装置10の設置状態を表した概略図である。合成樹脂混合装置10は、ミキシングヘッドと称され、所定形状の成形用金型(成形型)90の外部に配置される本体部11と、本体部11から突設されて成形用金型90内部の差込凹部92に差込み配置され、先端が金型のキャビティ95に臨む吐出部25として形成された差込部20を有する。なお、本考案の差込部20は、従来はノズル部とも称されていた構成部分である。本考案ではこの部分は、単なるノズル機能だけではなく、後述するように、注入口31,32を有する混合室30及び流入管路45,46等が設けられることから差込部と称することとする。
本考案の合成樹脂混合装置10は、高圧用(高圧注入用)の混合装置である。高圧用の混合装置とは、オリフィスを経由して高速で混合室に噴出される樹脂材料が、羽根等の機械的な攪拌装置を使用せずに、その運動エネルギーによって自身で乱流を起こしてお互いの混合ができるように構成された装置である。この種の高圧用合成樹脂混合装置は、例えば、低圧で各樹脂を注入して混合させる混合装置と比較して、混合室内に残った混合樹脂を溶剤等の洗浄剤を使用せずに瞬時に全て排出可能となる等の利点がある。なお、樹脂成分の注入圧力は、使用する樹脂成分の種類によって異なるが、例えば低圧(低圧注入)の混合装置では約0.2〜0.5MPaであり、高圧(高圧注入)の混合装置では約2〜20MPaである。
この混合装置の本体部11は、連続成形が可能なように装置の外部に配置された反応性の各樹脂成分(図の例では第1の樹脂成分と第2の樹脂成分の2種類)の各樹脂成分タンク1,2と送出側配管部40A,40Bによって接続された送出側接続部12a,12bと、各樹脂成分タンク1,2と戻り側配管部50A,50Bによって接続された戻り側接続部13a,13bを有する。各樹脂成分タンク1,2には、各樹脂成分の高圧注入を可能とするための高圧ポンプP1,P2が配置され、高精度に計量されて樹脂成分が正確に送り出される。高圧ポンプP1,P2は、樹脂成分タンク1,2から樹脂成分を適切に送出することが可能であれば、樹脂成分タンク1,2と送出側接続部12a,12b間のどこに配置されても構わない。その他、必要に応じて熱交換器等の適宜の機器を送出側配管部40A,40Bや戻り側配管部50A,50Bに配置することができる。
この混合装置10で使用される反応性の各樹脂成分及びその混合成分としては、例えば、ポリオールとイソシアネートとを用いて合成されるポリウレタン、ビスフェノールAとエピクロルヒドリンとを用いて合成されるエポキシ、触媒が添加されたイプシロンカプロラクタムと活性剤が添加されたイプシロンカプロラクタムとを用いて合成されるポリアミド(6ナイロン)等の公知の樹脂材料が挙げられる。
成形用金型90は、例えば深絞り形状等の比較的起伏の激しい成形品を得るためのものであって、上型91と下型96とで成形品の形状に対応したキャビティ95を形成する。この金型90では、キャビティ95の形状に対応して、混合装置10を設置するための差込凹部92が上型91に形成されている。この差込凹部92は成形品の形状や大きさ等によって適宜に設定されるが、例えば50〜200mmの長さを有する。図において、符号93はキャビティ95と連通するための差込凹部92先端の導入部である。
この考案の高圧用合成樹脂混合装置10は、上記したように、成形用金型90の外部に配置される本体部11と、成形用金型90内部への差込部20とを備える。
本体部11は、前述のように、送出側配管部40A,40B及び戻り側配管部50A,50Bが連結されるとともに、切替ピストン60を作動させるための作動シリンダ部15を有する。図において、符号16,17は作動シリンダ部15に形成された作動流体の流出入部、18は切替ピストン60のための本体部11側のピストン貫通部である。
差込部20は、本体部11から突設されて成形用金型90の差込凹部92に差し込まれる部位である。この差込部20は、先端に各樹脂成分の混合成分の吐出部25が形成され、成形用金型90の差込凹部92に差し込まれた際に、吐出部25がキャビティ95を臨む位置に配置される。また、差込部20の形状は、四角柱形状形成される。差込部20が差し込まれる成形用金型90の差込凹部92は、この形状に対応して形成される。
差込部20は、混合室30と、注入口31,32を備えている。注入口31,32は、流路径を縮小させるオリフィス部35,36を介して各樹脂成分を混合室30に注入するための部位である。注入口31,32の位置は、差込部20内であって、差込部先端の吐出部25より5〜70mmの後方位置に形成される。つまり、注入口31,32から吐出部25までの距離D1を、5〜70mmとしたものである。距離D1は、吐出部25前端から注入口31,32のオリフィス部35,36中心までの長さ距離である。もっとも、この距離D1は差込部20の長さにも依拠するが、注入口に配置されるオリフィス部品を考慮して最少距離は5mm、差込部が長くなる場合(100mm以上)でも、最大として70mmがこの装置の利点を実現する限度であると考えられる。なお、より好ましい長さ距離は10〜40mmである。この注入口31,32は、差込部20の差込方向に貫設された流入管路45,46を介して前記本体部11の各樹脂成分の送出側接続部12a、12bと連通している。
すなわち、この考案の混合装置10の混合室30は、差込部20内に形成され、各樹脂成分の注入口31,32からオリフィス部35,36を介して注入された各樹脂成分が向流混合される空間部である。また、オリフィス部35,36は、注入口31,32に接続された流入管路45,46の流路径より小径に形成されて、高圧ポンプP1,P2により高速・高圧で送出された各樹脂成分を、混合に必要な運動エネルギーを得るために単位断面積当たりの流速を大きくして混合室30に対して注入可能としたものである。オリフィス部35,36の流路径は、樹脂成分の性質や混合室30に注入する際の流量(流速)等に応じて適宜に設定される。この種の高圧用混合装置においては、例えば、約100m/sの超高速で樹脂成分を噴射させることを想定して、使用する樹脂成分の粘性等の性質を考慮してオリフィス径を設定している。実施例のオリフィス径としては、約0.2〜1.5mm程度である。
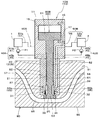
図2,3に示す合成樹脂混合装置10(10A)は、各樹脂成分タンク1,2と送出側配管部40A、40Bによって接続された各樹脂成分の注入口31、32と、前記各樹脂成分タンクと戻り側配管部50A、50Bによって接続された各樹脂成分の流出口33,34と、前記各樹脂成分の注入口31,32と連通し混合成分の吐出部25を有する混合室30とを備える。そして、混合室30内には戻し溝65,66を有する切替ピストン60が進退する。
合成樹脂混合装置10(10A)は、混合停止時には、図2のように、混合室30内の切替ピストン60が前進して各樹脂成分の注入口31,32を閉じ、切替ピストン60の戻し溝65,66を介して各樹脂成分の注入口31,32と本体部11の戻り側接続部13a,13bとを接続して、戻り側配管部50A,50Bから前記各成分タンク1,2へ各樹脂成分を循環送入する。流出口33,34、本体部11に形成され、流出管路55、56によって戻り側接続部13a,13bと接続している。一方、混合時には、図3のように、混合室30内の切替ピストン60が後退して各樹脂成分の注入口31,32を開き各樹脂成分を混合室30内に注入して向流混合する。
送出側配管部40A,40Bは、各タンク1,2と各注入口31,32とを接続する流路であって、各タンク1,2と混合装置10間に配置される流入配管41,42(41a,42a)と、各流入配管41,42(41a,42a)と本体部の送出側接続部12a,12bを介して各注入口31,32とを接続するように設けられた流入管路45,46(45a,46a)とを有する。
切替ピストン60は、混合室30内を進退して各樹脂成分の向流混合と循環送入とを行う部材であって、ピストン部61と、ロッド部62と、戻し溝65,66とを有する。ピストン部61は、作動シリンダ部15内に嵌挿され、作動流体により作動シリンダ部15内を進退動する。ロッド部62は、ピストン部61と一体に設けられて本体部11のピストン貫通部18及び差込部20のピストン貫通部21内を進退し、混合室30の注入口31,32を開閉する部材である。戻し溝65,66は、ロッド部62にピストン軸方向に形成された溝部であって、ロッド部62の前進時に各注入口31,32と本体部11の戻り側接続部13a,13bとを接続して各樹脂成分を各成分タンク1,2へ循環送入させる部位である。図において、符号63はロッド部の先端部である。
本考案の高圧用合成樹脂混合装置10にあっては、各樹脂成分の注入口31,32が成形用金型90内部の差込部20内に貫設された流入管路45,46を介して、差込部20に形成される。以下、合成樹脂混合装置10の実施例について、図2〜図9を用いて具体的に説明する。
図2,3に示す第1実施例に係る高圧用合成樹脂混合装置10Aは、本体部11内から差込部20A内の先端側にわたって貫設された流入管路45a,46aを介して注入口31,32が差込部20A先端近傍に形成されるとともに、本体部11内に貫設された流出管路55,56を介して流出口33,34が注入口31,32の差込部20A軸方向後部の本体部11に形成された例である。この実施例では、金型90の差込凹部92の長さ(キャビティまでの距離)が約50mmであり、これに対応して差込部20Aの長さは50mmである。また、注入口31,32から吐出部25までの距離D1は20mmである。図の符号65a、66aは切替ピストン60Aの戻し溝である。
図12,13で先述した従来の混合装置100Bでは、送出側配管部140A,140Bが接続される注入口131,132は、金型190Bの外部に配置される本体部111に貫設された流入管路145,146を介して本体部111に形成されていた。そのため、前記したように、金型190Bの差込凹部192の長さが長くなることに対応して差込部(ノズル部)120Bを長くしたことで、注入口131,132から吐出部125までの距離D20も長くなっていた。
そこで、この考案の混合装置10では、本体部11内から差込部20内の先端側にわたって流入管路45,46を貫設して、注入口31,32を吐出部25より後方位置の差込部20内に形成したものである。これにより、各樹脂成分の混合位置が差込部20内(金型内部)に配置される。このように差込部20内の先端側にわたって流入管路45,46を貫設することによって、注入口31,32を差込部20内の適宜の位置に形成することが可能となる。したがって、差込部20の長さに関係なく、吐出部25と各樹脂成分の混合位置(注入口31,32の位置)との距離を、混合される各樹脂成分の種類等に応じた適正な距離に設定することができる。
また特に、混合装置10では、注入口31,32が差込部20先端近傍に形成される。注入口31,32が差込部20先端近傍に形成されることにより、注入口31,32から吐出部25までの距離D1を差込部20の長さに影響されることなく短くすることができる。距離D1は、従来の混合装置100A,100Bの注入口131,132から吐出部125までの距離D10,D20よりも短く形成される(D1<D10<D20)。すなわち、従来では、キャビティまでの距離(起伏が小さい場合は20〜30mm程度、起伏が大きい場合は50mm以上)に対応して、差込部の長さとともに吐出部までの距離D10,D20が、それと同等かそれ以上必要とされていたが、本考案の混合装置10Aでは、差込部20が長くなっても(例えば50mm以上)、吐出部25までの距離D1を従来(D10やD20)より短くすることができる。そのため、混合成分は、混合直後に差込部20先端の吐出部25に到達する。その際、吐出部25が金型90のキャビティ95を臨む位置に配置されているため、混合直後の混合成分を直ちにキャビティ95内へ導入することができる。
このように、本考案装置では、混合直後に混合成分を金型90のキャビティ95内へ導入可能であることから、各樹脂成分の混合後の圧力低下や必要以上の乱流の発生が抑制されて吐出部25から適切に混合成分を吐出させることができ、混合してすぐに反応が開始する混合成分であっても迅速かつ適切に金型90内へ充填させることが可能となって、高品質の成形品を成形することができる。また、混合室30内で反応した混合成分が直ちにキャビティ95内へ導入されるため、混合室30内の混合成分の残留も抑制することができる。
さらに、注入口31,32から吐出部25までの距離D1が短くなることで、切替ピストン60のストロークS1を、従来の混合装置100A,100Bの切替ピストン160A,160BのストロークS10,S20より大幅に短くすることができる(S1<S10<S20)。そのため、作動シリンダ部15のストロークが短くなって、作動シリンダ部15を小さくすることができる。従って、差込部20を長くしても、従来と比較して混合装置10が小型化されて、省スペース化や作業時の取り回しにおける利便性が向上する。
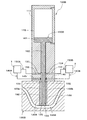
図4〜図9に示す第2実施例に係る高圧用合成樹脂混合装置10Bは、本体部11内から差込部20B内の先端側にわたって貫設された流入管路45b,46bを介して注入口31,32が差込部20B先端近傍に形成されるとともに、差込部20Bに本体部11の各樹脂成分の戻り側接続部13a,13bと連通する各樹脂成分の流出管路57,58が形成されていて、混合停止時には切替ピストンの戻し溝65,66を介して混合室30の注入口31,32と前記戻り側接続部13a,13bとが接続されるように構成される。この実施例では、金型90の差込凹部92の長さ(キャビティまでの距離)が約110mmであり、これに対応して差込部20Bの長さは110mmである。なお、注入口31,32から吐出部25までの距離D1は20mmである。図の符号37,38は注入口31,32の差込部20軸方向後部に形成された流出管路57,58への流出口である。なお、図4〜図7では、金型は省略している。
この混合装置10Bでは、各流入管路45b、46bと各流出管路57,58は、本体部11内から差込部20B内において互いに干渉しない経路であれば、どのように配置されてもかまわない。例えば、図4,5(a),6に示すように、各流入管路45b、46bの経路は、注入口31,32から差込部20Bの側方に延設され、そこから背面方向へ屈折させて、本体部11側に向かって貫設される。すなわち、各流入管路45b,46bは、主に差込部20Bの背面側に配置される。また、図4,5(b),7に示すように、各流出管路57、58の経路は、流出口37,38から差込部20Bの側方に延設され、そこから流入管路45b,46bの屈折方向と反対側の前面方向へ屈折させて、本体部11側に向かって貫設される。すなわち、各流出管路57,58は、主に各流入管路45b、46bと反対側の差込部20Bの前面側に配置される。このように、各流入管路45b、46bと各流出管路57、58とを差込部20B内で互いに反対方向に配置することにより、各管路45b,46b,57,58が互いに干渉せず、差込部20Bの過剰な大型化を回避することができる。
また、本考案装置10では、差込部20が四角柱形状に形成されている。この差込部20の形状は、図5に示すように、横断面形状が四角形となることから、差込部20の横断面の面積を大きく確保することができる。そのため、差込部20内に管路(45,46,57,58)を貫設する場合、各管路の流路径を大きくしやすくなったり、管路の数が増加した場合に配置しやすくなったりする等、貫設される管路を有効に設置することができる。特に、管路の流路径が大きく形成されると、不要な圧力損失の発生を回避しやすくなるため好ましい。したがって、四角柱形状の差込部20は、特に混合装置10Bのように多数の管路45b,46b,57,58を貫設する場合に好適である。
混合装置10Bでは、図8,9に示すように、第1実施例に係る混合装置10Aと同様に、注入口31,32が差込部20B先端近傍、実施例では吐出部25から20mmの位置に形成されたことにより、吐出部25と各樹脂成分の混合位置(注入口31,32の位置)との距離を適正な距離に設定して、注入口31,32から吐出部25までの距離D1を差込部20の長さ(実施例では110mm)に影響されることなく短くすることができる(D1<D10<D20)。従って、混合直後に混合成分を金型90のキャビティ95内へ導入可能であり、混合成分の圧力低下や必要以上の乱流の発生を抑制して迅速かつ適切に金型90内へ充填させることが可能となって、高品質の成形品を成形することができるとともに、混合室30内の混合成分の残留も抑制することができる。さらに、混合装置10Bでは、混合装置10Aと同様に、切替ピストン60BのストロークS1を大幅に短くすることができる(S1<S10<S20)。
一方、差込部20Bに流出管路57,58が貫設されてその流出口37,38が注入口31,32の差込部20B軸方向後部に形成されたことにより、差込部20Bの長さに影響されることなく切替ピストン60Bの戻し溝65b,66bの長さを短くすることができる。その際、図6〜9に示すように、切替ピストン60のロッド部62の戻し溝65b,66bより後部側(ピストン部61側)にくびれ部64を形成することにより、差込部20と切替ピストン60との摺動面積を低減させることができる。そのため、切替ピストン60の推進力の抑制が可能となって、ピストン部61を小さくすることができる。したがって、切替ピストン60Bのストロークの減少とともにピストン部61の小型を図ることができ、作動シリンダ部15の直径を大きくする必要がなくなって、作動シリンダ部15を格段に小さくすることができる。
また特に、上記のように戻し溝65b,66bが短くなることにより、差込部20Bをより長く(例えば、110mm以上)形成することが可能であり、差込凹部がより深く形成される金型にも好適に対応することができる。さらに、戻し溝65b,66bが短くなることにより、樹脂成分の循環時に戻し溝65b,66bでの圧力損失を抑制することができるため、循環時と混合時の圧力差が少なくなって適切に各樹脂成分を向流混合させることができる。また、戻し溝65b,66bが短いことにより、混合成分が差込部20Bのピストン貫通部21内面と切替ピストン60Bのロッド部62とのわずかな隙間に侵入し固化して隙間を封止するセルフシールが形成されやすくなり、混合停止時に各樹脂成分が反対側に入り込むクロスオーバー現象の発生を効果的に防止することができる。
以上図示し説明したように、本考案の高圧用合成樹脂混合装置では、差込部先端に各樹脂成分の混合成分の吐出部が形成されており、混合室への各樹脂成分の注入口が差込部内に貫設された流入管路を介して差込部先端近傍に形成されているため、吐出部と各樹脂成分の混合位置との距離を適正な距離に設定して、差込部の長さに影響されることなく注入口から吐出部までの距離が短くなって混合直後の混合成分を迅速かつ適切に金型内へ導入でき、混合室内の混合成分の残留が抑制されて、差込部と切替ピストンとの固着や焼きつき(カジリ)等の不具合が発生しにくくなるとともに、高品質の成形品を成形することができる。
また、注入口から吐出部までの距離が短いため、切替ピストンのストロークが従来と比較して大幅に短くなり、作動シリンダを格段に小さくすることが可能となって、従来と比較して混合装置自体の小型化を図ることができ、省スペース化や作業時の取り回しにおける利便性が向上する。
さらに、各樹脂成分の流出口が注入口の差込部軸方向後部に差込部内に貫設された流出管路を介して形成されているため、切替ピストンの戻し溝を短くすることが可能となって戻し溝での圧力損失を抑制して適切に各樹脂成分を向流混合させることができるとともに、切替ピストンのセルフシールが形成されやすくなってクロスオーバー現象の発生を効果的に防止することができ、さらに差込部をより長く形成することができる。
なお、本考案の高圧用合成樹脂混合装置は、前述の実施例のみに限定されるものではなく、考案の趣旨を逸脱しない範囲において構成の一部を適宜に変更して実施することができる。例えば、第1実施例の混合装置では差込部の長さを50mmとしたが、これに限定されるものではなく、差込部の長さを110mmとしたり、それ以上長く形成したりすることも可能である。また、第2実施例の混合装置の差込部の長さは110mmとしたが、より長く(例えば200mm)としてもよいし、より短く(例えば50mm)としてもよい。
以上の通り、本考案の高圧用合成樹脂混合装置は、差込部を金型に深く差し込む場合において、切替ピストンのストロークを短くすることができて装置の小型化を図ることができ、混合物の残留等による不具合も発生しにくくなる。そのため、従来の高圧用合成樹脂混合装置の代替品として有望である。
1,2 樹脂成分タンク
10,10A,10B 高圧用合成樹脂混合装置
11 本体部
12a,12b 送出側接続部
13a,13b 戻り側接続部
15 作動シリンダ部
16,17 作動流体の流出入部
18 ピストン貫通部(本体部)
20,20A,20B 差込部
21 ピストン貫通部(差込部)
25 吐出部
30 混合室
31,32 注入口(混合室)
33,34 流出口(本体部)
35,36 オリフィス部
37,38 流出口(差込部)
40A,40B 送出側配管部
41(41a,41b),42(42a,42b) 流入配管(外部)
45(45a,45b),46(46a,46b) 流入管路
50A,50B 戻り側配管部
51(51a,51b),52(52a,52b) 流出配管(外部)
55,56 流出管路(本体部)
57,58 流出管路(差込部)
60,60A,60B 切替ピストン
61 ピストン部
62 ロッド部
63 ロッド部の先端部
64 くびれ部
65(65a,65b),66(66a,66b) 戻し溝
90 成形用金型
92 差込凹部
95 キャビティ
D1,D10,D20 注入口から吐出部までの距離
P1,P2 高圧ポンプ
S1,S10,S20 切替ピストンのストローク
10,10A,10B 高圧用合成樹脂混合装置
11 本体部
12a,12b 送出側接続部
13a,13b 戻り側接続部
15 作動シリンダ部
16,17 作動流体の流出入部
18 ピストン貫通部(本体部)
20,20A,20B 差込部
21 ピストン貫通部(差込部)
25 吐出部
30 混合室
31,32 注入口(混合室)
33,34 流出口(本体部)
35,36 オリフィス部
37,38 流出口(差込部)
40A,40B 送出側配管部
41(41a,41b),42(42a,42b) 流入配管(外部)
45(45a,45b),46(46a,46b) 流入管路
50A,50B 戻り側配管部
51(51a,51b),52(52a,52b) 流出配管(外部)
55,56 流出管路(本体部)
57,58 流出管路(差込部)
60,60A,60B 切替ピストン
61 ピストン部
62 ロッド部
63 ロッド部の先端部
64 くびれ部
65(65a,65b),66(66a,66b) 戻し溝
90 成形用金型
92 差込凹部
95 キャビティ
D1,D10,D20 注入口から吐出部までの距離
P1,P2 高圧ポンプ
S1,S10,S20 切替ピストンのストローク
Claims (6)
- 成形用金型の外部に配置される本体部と、
前記本体部から突設されて前記成形用金型内部に差し込まれ先端が前記金型のキャビティに臨む吐出部として形成された差込部とを有し、
前記本体部は、高圧ポンプにより樹脂成分が送出される各樹脂成分タンクと送出側配管部によって接続された各樹脂成分の送出側接続部と、前記各樹脂成分タンクと戻り側配管部によって接続された各樹脂成分の戻り側接続部を有し、
前記本体部は、前記差込部を貫設する切替ピストンとその作動シリンダ部を有し、前記切替ピストンには混合停止時に各樹脂成分を前記各樹脂成分タンクへ循環送入する戻し溝がピストン軸方向に形成されており、
前記差込部は、混合室と、前記吐出部より5〜70mmの後方位置に流路径を縮小させるオリフィス部を介して前記各樹脂成分を前記混合室に注入する注入口を備えているとともに、前記注入口には前記本体部の各樹脂成分の送出側接続部と連通するように当該差込部の差込方向に貫設された各樹脂成分の流入管路が設けられており、
混合停止時には、前記差込部の混合室内を前記切替ピストンが前進して前記混合室内の前記注入口を閉じ、かつ前記切替ピストンの戻し溝を介して前記注入口と前記本体部の戻り側接続部とを接続して各樹脂成分を前記各成分タンクへ循環送入し、
混合時には、前記差込部の混合室内の前記切替ピストンが後退して前記混合室内の前記注入口を開き、前記高圧ポンプにより前記各樹脂成分タンクから送出された各樹脂成分を前記本体部の送出側接続部から前記流入管路を経て前記オリフィス部を介して噴射させて前記混合室内に注入して向流混合するようにした
ことを特徴とする成形型への差込部を有する高圧用合成樹脂混合装置。 - 前記差込部に、前記本体部の各樹脂成分の戻り側接続部と連通する各樹脂成分の流出管路が形成されていて、混合停止時には前記切替ピストンの戻し溝及び前記流出管路を介して前記注入口と前記戻り側接続部とが接続される請求項1に記載の成形型への差込部を有する高圧用合成樹脂混合装置。
- 前記差込部の注入口が吐出部より10〜40mmの位置に形成されている請求項1に記載の成形型への差込部を有する高圧用合成樹脂混合装置。
- 前記差込部の長さが50〜200mmである請求項1ないし3のいずれか1項に記載の成形型への差込部を有する高圧用合成樹脂混合装置。
- 前記差込部が四角柱形状に形成されている請求項1ないし4のいずれか1項に記載の成形型への差込部を有する高圧用合成樹脂混合装置。
- 前記混合室への樹脂成分の注入圧力が2〜20MPaである請求項1ないし5のいずれか1項に記載の成形型への差込部を有する高圧用合成樹脂混合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020003147U JP3228652U (ja) | 2020-07-28 | 2020-07-28 | 成形型への差込部を有する高圧用合成樹脂混合装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020003147U JP3228652U (ja) | 2020-07-28 | 2020-07-28 | 成形型への差込部を有する高圧用合成樹脂混合装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3228652U true JP3228652U (ja) | 2020-11-05 |
Family
ID=73014704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020003147U Active JP3228652U (ja) | 2020-07-28 | 2020-07-28 | 成形型への差込部を有する高圧用合成樹脂混合装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3228652U (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116653212A (zh) * | 2023-05-30 | 2023-08-29 | 浙江恒道科技有限公司 | 一种应用于光导的一体式嘴芯结构 |
-
2020
- 2020-07-28 JP JP2020003147U patent/JP3228652U/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116653212A (zh) * | 2023-05-30 | 2023-08-29 | 浙江恒道科技有限公司 | 一种应用于光导的一体式嘴芯结构 |
| CN116653212B (zh) * | 2023-05-30 | 2024-04-19 | 浙江恒道科技股份有限公司 | 一种应用于光导的一体式嘴芯结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0879685B1 (en) | Self-cleaning, mixing apparatus and method for the production of polyurethane mixtures | |
| EP2357071B1 (en) | Mixing head apparatus and molding method using the same | |
| JP2003529444A (ja) | 添加物の導入方法 | |
| JP3228652U (ja) | 成形型への差込部を有する高圧用合成樹脂混合装置 | |
| CN102341224A (zh) | 用于制造掺有加强纤维的塑料部件的设备 | |
| US20080002519A1 (en) | Mixing head, and method of operating such a mixing head | |
| US7455446B2 (en) | Co-injection mixing method and apparatus | |
| EP1815963A1 (en) | Molding method of a fiber filler reinforced resin molded article and related apparatus | |
| US7093972B2 (en) | Tri-tilt mixing head | |
| CN203739104U (zh) | 一种三成分加颜料撞针式灌注装置 | |
| JP6749666B1 (ja) | ノズル部を有する合成樹脂混合装置 | |
| KR100368178B1 (ko) | 2중각도 분사방식에 의한 고효율·고압 믹싱헤드뭉치. | |
| US20100137508A1 (en) | Method and high-pressure mixing device for filled polyurethane resins | |
| US4463881A (en) | Injector for molding hardenable liquid precursors | |
| CN201042841Y (zh) | 发泡塑胶射出装置 | |
| US7240689B2 (en) | Multiple component mixing head | |
| CN216181782U (zh) | 一种微发泡注射熔体混合装置 | |
| GB2488125A (en) | Injection Apparatus | |
| KR102289932B1 (ko) | 다중 컴포넌트 순환 구조를 갖는 믹싱헤드뭉치를 구비한 발포용 성형시스템 | |
| KR102316579B1 (ko) | 혼합 효율이 높은 믹싱 헤드 뭉치 | |
| JP3178116U (ja) | 微量用二液混合型注入機 | |
| CN222328864U (zh) | 一种射出成型机的物理发泡成型射出装置 | |
| CN219003412U (zh) | 一种新型高压灌注枪 | |
| CN110430942A (zh) | 用于反应式注塑机的喷嘴单元以及用于制造塑料件的方法 | |
| JP2014094343A (ja) | 流体混合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3228652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |