JP3545073B2 - 差分画像処理を用いた放射線透視法 - Google Patents
差分画像処理を用いた放射線透視法 Download PDFInfo
- Publication number
- JP3545073B2 JP3545073B2 JP31570994A JP31570994A JP3545073B2 JP 3545073 B2 JP3545073 B2 JP 3545073B2 JP 31570994 A JP31570994 A JP 31570994A JP 31570994 A JP31570994 A JP 31570994A JP 3545073 B2 JP3545073 B2 JP 3545073B2
- Authority
- JP
- Japan
- Prior art keywords
- image
- defect
- radiation
- difference
- inspection object
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000012545 processing Methods 0.000 title claims description 22
- 230000007547 defect Effects 0.000 claims description 114
- 238000000034 method Methods 0.000 claims description 109
- 230000005855 radiation Effects 0.000 claims description 61
- 238000007689 inspection Methods 0.000 claims description 41
- 230000010354 integration Effects 0.000 claims description 35
- 230000005540 biological transmission Effects 0.000 claims description 13
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 238000001514 detection method Methods 0.000 description 42
- 239000000463 material Substances 0.000 description 25
- 239000011148 porous material Substances 0.000 description 18
- 229910052581 Si3N4 Inorganic materials 0.000 description 16
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 16
- 238000003384 imaging method Methods 0.000 description 15
- 238000010586 diagram Methods 0.000 description 10
- 230000035945 sensitivity Effects 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 239000000919 ceramic Substances 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 239000000839 emulsion Substances 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 239000002245 particle Substances 0.000 description 4
- 239000006096 absorbing agent Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000002123 temporal effect Effects 0.000 description 3
- 230000001066 destructive effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000036962 time dependent Effects 0.000 description 2
- 206010034972 Photosensitivity reaction Diseases 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000003705 background correction Methods 0.000 description 1
- 238000012993 chemical processing Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000002073 fluorescence micrograph Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 239000008204 material by function Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000036211 photosensitivity Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000000275 quality assurance Methods 0.000 description 1
- 238000002601 radiography Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
Images


















Landscapes
- Analysing Materials By The Use Of Radiation (AREA)
- Measurement Of Radiation (AREA)
- Transforming Light Signals Into Electric Signals (AREA)
Description
【産業上の利用分野】
この発明は、放射線を用いて工業用部品の透過像により物体を非破壊検査的に高速かつ高検出性能で検査する方法に関するものである。
【0002】
【従来の技術】
金属その他の工業用部品においては、従来より、放射線透過による非破壊検査が行われており、放射線透過検査像は、乳剤フィルム法や、蛍光増倍管、その他の電子撮影方式などにおいて、時間的に放射線情報を積分する方法で得られている。
乳剤フィルム法は、放射線の乳剤感光性を利用し、比較的長時間をかけて像情報を取得し、その時間積分作用により低雑音像をフィルム中に得ている。電子式撮影方式では、画像処理装置・画像計算機を用いて像電子信号を電子メモリー・電子回路を用いて信号処理し、時間的に放射線像信号を積分し、時間依存の不規則雑音を除去し、低雑音像を得ている。
【0003】
ここに、セラミックスは、構造用、機能用素材として有用であるが、数十μmのオーダーの微細な欠陥を含み、セラミックスの特性に大きな影響を及ぼす場合がある。したがって、非破壊検査による欠陥検出による品質保証は、特に重要である。
また、かかる欠陥検出の対象となる欠陥の寸法は、従来の金属材料に比し、1〜2桁小さく、高感度な非破壊検査が求められている。
【0004】
【発明が解決しようとする課題】
しかしながら、従来法の乳剤フィルム法は、一般に解像度に優れ、欠陥検出性能が高いが、感度が低く、放射線像を得るための撮影時間に長時間を必要としている。さらに、湿式法の場合には、現像処理などの化学的処理操作にも時間が必要とされる。
また、蛍光増倍管に代表される電子撮影方式は、高速ではあり、画像処理が容易であるが、空間解像度、コントラスト解像度が低く、欠陥検出能力が劣っている。そのため、微細欠陥検出を目的とした検査には電子撮影方式を用いることはできなかった。
したがって、もっぱら高コストで検査時間を要する乳剤フィルム法に頼らざるを得なかった。
また、特にセラミックスの微細欠陥の検出には、長時間と熟練を要していた。
【0005】
そこで、本発明は、乳剤フィルム法と同等あるいはそれ以上の欠陥検出性能を有し、かつ電子撮影法の高速性を有する新しい検査方法を提供することを目的とする。
本発明は、さらに、信頼性の高い検査方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明者らは、上記した課題を解決するために、鋭意検討を行った結果、放射線による透過像を高速観察が可能な電子撮影方式において出力させ、得られた画像信号を差分画像処理することにより、検出器の画素の特性差、輝度ムラ等の雑音を排除することができ、低コントラスト性能を改善してコントラスト強調が可能であることを見いだし、以下の発明を完成した。
【0007】
すなわち、請求項1に記載の発明は、検査物体の欠陥を放射線の透過により検出する方法であって、
(1)放射線源から発生した放射線を検査物体に照射し、透過によって生じた放射線像を放射線像検出器により検出する工程、
(2)前記検査物体及び/又は前記放射線像検出器を移動させて、放射線源から発生した放射線を検査物体に照射し、透過によって生じた放射線像を放射線像検出器により検出する工程、
とを含み、(1)の工程で得た画像信号を時間積分処理して得た積分像から、(2)の工程で得た画像信号を逐次差分するか又は時間積分処理して得た積分像を差分することにより、欠陥像を検出する差分画像処理を用いた放射線透視法である。
【0008】
請求項2に記載の発明は、検査物体の欠陥を放射線の透過により検出する方法であって、
(1)放射線源から発生した放射線を検査物体に照射し、透過によって生じた放射線像を放射線像検出器により検出する工程、
(2)前記検査物体及び/又は前記放射線像検出器を移動させ、前記(1)の工程において検出した放射線像と重複する検査物体上の領域に放射線源から発生した放射線を照射し、透過によって生じた放射線像を放射線像検出器により検出する工程、
とを含み、(1)の工程で得た画像信号を時間積分処理して得た積分像から、(2)の工程で得た画像信号を逐次差分するか又は時間積分処理して得た積分像を差分することにより、欠陥像を差分画像上で2重像として検出する差分画像処理を用いた放射線透視法である。
【0009】
以下、本発明を詳細に説明する。
この発明は、従来、オンラインに適用できる高速性を有しながら、その解像度の点、特にコントラスト解像度が低いために欠陥識別性能が低く、セラミックス等の微細欠陥に対して有力な検査方法でなかった電子撮影方式による放射線透視法を、改善したものである。
すなわち、本発明は、放射線像の検出法である電子撮影法の低コントラスト性能を根本的に解決するもので、欠陥と背景周囲とのコントラスト差強調に限界を与えていた検出器固有の空間雑音、電子管に特有なシェーディング、検査物体からの欠陥情報を持たない散乱線による背景線量の蓄積等を除去することが可能にするものである。
また、本発明は、検査物体に固有な像のみを動点として抽出することができる方法である。
【0010】
ここに、差分画像処理とは、原画像に対して背景画像を用意し、原画像から背景画像を差分して、両者の差を求める画像処理方法をいう。
放射線とは、電子線照射により発生するX線(軟X線を含む)や放射線崩壊によって放出される粒子の作るビームであって、α線、β線、γ線の他、これらと同程度以上のエネルギーをもつ粒子線等も含む。
放射線像検出器とは、広く前記放射線を検査物体に照射することにより、検査物体を放射線が透過することにより得られる放射線像を検出するものであり、蛍光増倍管(イメージインテンシファイヤー)等の導電形撮像管、CCDカメラ、ラインセンサーカメラのような固体撮像管、イメージングプレート方式のようなデジタルラジオグラフィ方式を含む。
【0011】
以下、本発明の原理を図に基づいて説明する。
本発明では、具体的には、以下の改善を達成するものである。
▲1▼放射線像−蛍光像変換過程における時間的ランダム雑音の除去
▲2▼検出器の画素における感度特性のばらつきによる画像雑音の除去
▲3▼放射線の角度分散による検出器上での非均質
▲4▼試験体の放射線吸収によるX線情報の低下
【0012】
図1には、本発明の一例として、放射線としてX線を用い、放射線像検出器としてイメージインテンシファイヤーを用いる放射線透視法の原理が示されている。また、図2には、本発明の工程図が示されている。
【0013】
まず、図3に示すように、第1の工程では、X線TV像のフレーム積分により時間的ランダム雑音が除去された積分像を得る。
イメージインテンシファイヤーを通じての観察は動態撮影であり、本来的に時間的にランダムに発生する雑音を含むが、時間積分により上記▲1▼が解決される。具体的には、例えば、1秒間30枚のTV画像フレームを積分することにより、時間依存のランダム雑音が除去され、積分像は、欠陥像、検出器による雑音と散乱X線を含むものとなる。
【0014】
なお、X線入力が大きい方がランダム雑音は減少する。また、フレーム積算に伴う雑音の減少は、X線入力の大小も関連するが、約数百枚積算することにより、雑音を除去することができる。
【0015】
次に、第2の工程では、第1の工程で得られた積分像から差し引く背景画像を得る。本発明では、この背景画像として、検査物体あるいは検出器を微小距離を移動させ、その移動位置での検査物体のX線TV画像の実時間像又はその積分像を得ることが特徴となっている。
この積分像においては、検出器による雑音、散乱X線及び移動した欠陥像を含むが、第1の工程と同様に、時間的ランダム雑音が排除されている。
【0016】
この際の移動距離は、検査物体の形状や、検出目的とする欠陥の寸法等に合わせて選択されるが、例えば想定される欠陥寸法が100μmの場合は、数100μmでよい。この程度の移動は、欠陥位置の移動を与えるが、検査物体の厚さや視野は殆ど変化しない。したがって、この画像は、他の余分な画像信号を含まず、また、積分される探傷画像と輝度においてあまり差がないものという背景画像としての要件を具備する。
【0017】
さらに、この背景画像において、移動距離等によっては、欠陥像がなくなる場合もあり、この場合には、目的とする欠陥信号以外の全ての画像信号を含むという背景画像としての要件を具備する。
一方、移動距離及び放射線の照射領域によっては、移動した欠陥部分の画像信号を含む場合もあり、この場合には、目的とする欠陥信号以外の全ての画像信号を含むという要件は具備していないことになる。
【0018】
第3の工程では、第1の工程で得られた画像から第2の工程で得られた背景画像を差分(減算)する。
この場合、背景画像が実時間像であれば、逐次差分し、積分像であれば、1回の差分を実行する。
なお、実時間像を逐次差分するか又は時間積分処理した積分像を差分するかにより、最終的に得られる差分画像において相違をもたらすものではない。
この結果、図4(b)に示すように、シェーディングその他の検査物体に関わらない背景及び雑音が減算・消去される。すなわち、図4(a)に示す積分法とは異なり、画素の感度特性による雑音(上記▲2▼)や、X線の非均質(上記▲3▼)、試験体の厚さによるX線の減少(上記▲4▼)による影響は除去される。
【0019】
したがって、背景画像において欠陥像が含まれない場合には、第1の工程での欠陥像が抽出されることになる。
一方、背景画像にも同一の欠陥像を含む場合は、固有の欠陥像が移動されているため、減算・消去されずに残り、結果的に第1の工程で得た欠陥像及び第2の工程で得た欠陥移動反転像として抽出される。
このように、いずれの場合においても、次工程におけるコントラスト調整で、欠陥像あるいは欠陥像と反転像とを非常に高コントラストに得ることができるようになる(図4(b)参照)。
なお、第1の工程で欠陥像がなく、第2の工程でのみ欠陥像が得られる場合には、反転像のみが抽出されることになる。
【0020】
第4の工程では、差分画像において抽出された欠陥像あるいは反転した欠陥像をコントラスト調整により強調し、検出する。本工程では、雑音が除去されているために、容易に欠陥像を検出することができ、欠陥検出感度が向上される。
【0021】
このように、本発明では、従来の積分法が第1の工程及び第4の工程とからなるのに対して、第2及び第3の工程を含むのが特徴であり、この工程により、上述のように、雑音が排除されコントラスト強調が可能となり、欠陥像を明瞭に観察することができるようになる。
なお、この2個の工程を含んでも、従来の積分法の2倍程度で、以前としてフィルム法の数十分の1以下の処理時間を要するに過ぎず、検査の高速性は十分維持されている。
【0022】
加えて、図1に示すように、同一の欠陥が第1の工程及び第2の工程のいずれにおいても欠陥像として得られる場合には、本発明で得られた差分画像においては、検査物体の欠陥像は、第1の工程で得た欠陥像(以下、第1の欠陥像という。)と、第2の工程で得た背景画像の欠陥画像が反転した状態の欠陥像(以下、第2の欠陥像という。)との、2個の欠陥像の組み合わせとして与えられることになる。
例えば、欠陥がX線吸収体の場合は、第1の欠陥像は黒、第2の欠陥像は白、の2種類の組み合わせとなって、一定の移動距離を置いて同一画面上に存在することになる。
【0023】
このように欠陥像が、所定の移動距離をおいて白及び黒の1組のペアとなって同一画面上に存在することは、非破壊検査における欠陥の判定においては、極めて有効である。
すなわち、一つの欠陥が1個の像としてでなく、2個の像として得られることは、欠陥識別において2倍の情報を与えることになり、しかも、白黒の反転色のペアとして得られること、さらに、所定の移動距離を置いて得られることにより、得られた情報を容易にかつ信頼性よく処理できることになる。
【0024】
さらに、2個の欠陥像の両者間の距離と検査物体移動距離とを比較することにより、容易に欠陥であるか否か、また、欠陥の形状や種類が何であるかを自動的に判定することも可能となる。
この判定法は、判定情報が豊富であるため、従来の積分法に比してはるかに信頼性の高い自動判定法を与えることができる。
すなわち、1個の欠陥について判定情報が、反対のトーンを有する2組の欠陥像のペアとして、そのトーン差及び位置関係とともに与えられるため、信頼性の高い自動判定が可能なる。
【0025】
また、本発明は、検査物体あるいは検出器を移動させて、背景画像を得ることにより、試験体に応じて最も有効な背景画像を、効率的にかつ容易に得ることができる。
したがって、シェーディング補正やリファレンス像差分法のように、それぞれの試験体に応じて比較用試験体を準備するという非現実的な工程や、作業時における検査体と比較用試験体との交換等の煩わしさを省略することができ、作業能率の観点からも、短時間でかつ低コストな検査を達成することができるものとなっている。
【0026】
なお、本発明は、微細な欠陥の検出に特に有効であるが、放射線の透過により検査物体中の欠陥を検出する方法に広く適用することができる。また、セラミックスのみならず、放射線照射により放射線透過像を得ることができる検査物体に広く適用することができる。
【0027】
【発明の効果】
請求項1に記載の発明によれば、シェーディングその他の検査物体に関わらない背景及び雑音等を消去し、物体に起因する欠陥像のみが抽出されるため、高コントラストに欠陥像を得ることができる。この結果、検査の容易性及び高速性を維持しつつ、欠陥検出の感度を向上させ、従来の電子撮影法の感度を越えて、フィルム法に匹敵あるいはそれ以上の感度を確保することができる。
【0028】
請求項2に記載の発明によれば、1個の欠陥を反対のトーンを有する2組の欠陥像のペアとして所定の移動距離を置いて同時に観察することができるため、欠陥情報が2倍になること、及び欠陥像にそのトーン差及び位置関係が付与されることから、欠陥像の認識が容易になり、欠陥検査の信頼性が向上される。
【0029】
【実施例】
次に、本発明を具現化した一実施例につき、図5ないし図10に基づいて説明する。
(実施例1)
本実施例は、ファインセラミックス中のスリット状欠陥に対する検出性能の測定に本発明を適用した例である。
本実施例で使用した蛍光増倍管と画像処理システムの概略を図5に示す。
このシステムは、マイクロフォーカスX線発生装置、試料台及びマニュピレーター、イメージインテンシファイヤー及びTVカメラ、TVモニター、画像処理装置及び画像解析装置とからなる。
本実施例では、X線発生装置としてANDREX社製MX−4、理学製MRS−160、イメージインテンシファイヤーとして東芝及びトムソン社製、画像処理装置は、日本アビオニクス社製イメージΣ−III 及び理学製を使用した。
【0030】
本実施例では、試験片10として、図6(a)に示す窒化珪素の板体(幅5mm×長さ20mm×厚さ1mm)10を用い、この表面にスリット加工を行ったもの用いた。
この板体には、図6(a)及び(b)に示すように、A〜Gのスリット状欠陥が凹設されている。各スリットは、幅及び深さが同一寸法になるように設計されており、例えば、スリットGにおいては、幅・深さがほぼ21μmである。
なお、本実施例では、フレーム積分枚数は900枚、使用管電圧は60kVp、撮影倍率は10倍とした。
撮影倍率は、X線発生装置の焦点から試料までの距離(FOD)で焦点からイメージインテンシファイヤーまでの距離(FID)を割った値である。
【0031】
この試験片10と材厚を増すための補助の窒化珪素板(縦50mm×横50mm×厚さ5mm)とを組み合わせて図5に示すシステムで、図2に示す工程に従い、差分画像処理法(以下、単に差分法という。)により処理したX線像の写真を図7に示す。
また、比較例としては、従来の積分法による画像処理により得られたX線像を写真を図8に示す。
図7から明らかなように、本実施例においては、スリット幅及び深さが最も小さいスリットGまで検出することができた。すなわち、スリットGは、図7の写真右側に、所定間隔を置いて画像において観察される白線と黒線として観察することができた。
また、同様に、スリット幅及び深さが20μm台であるスリットFについては明瞭に観察することができた。
【0032】
これに対して、図8に示すように、従来の積分法による比較例においては、スリットの幅及び深さが40μm台であるスリットEが検出限界であり、スリットF、Gについては検出できなかった。
【0033】
次に、かかる検出限界は材厚の増加と共に増大するため、窒化珪素の板体の材厚を変えて差分法と積分法、さらにフィルム法におけるスリット状欠陥の検出性能を比較した。
なお、材厚は、補助材の枚数を増加することにより変化させ、差分法及び積分法における撮影倍率は10倍、フレーム積分枚数は900〜1800枚とし、使用管電圧は、80〜160kVpとした。また、フィルム法では、フィルムは、IX−50番(富士フィルム製)を用い、拡大率10倍、使用管電圧80〜160kVpの条件で行った。
【0034】
この結果、図9から明らかなように、差分法は、従来の積分法に比して格段に小さな検出限界値を呈しており、さらに、材厚が10mm以上の場合には、フィルム法をも凌ぐ検出限界値を得ることができた。
特に、フィルム法では、数十分の撮影時間と、同程度の現像・観察時間が必要であるのに対して、差分法では、処理に1〜2分、判定に1分以内の時間を要するのみであった。
【0035】
さらに、検出限界値を材厚とで除した値を%表示で表した欠陥識別度として、材厚の変化と欠陥識別度の関係を調べた結果を図10に示す。
欠陥識別度が小さいほど、識別性能に優れるが、本実施例の差分法においては、材厚15〜50mmの範囲で、0.2%以下の欠陥識別度を有し、材厚20mm以上では、約0.1%の欠陥識別度を有していた。かかる識別度は、従来の積分法では得られなかったものである。
また、撮影倍率の差(10倍及び20倍)での欠陥識別度の差はほとんどなかった。
【0036】
このように、本実施例では、ファインセラミックスのスリット状欠陥において、差分法が検出性能において積分法に比して格段に優れ、また、フィルム法と同等あるいはそれ以上の検出性能を有する一方、操作及び時間的にフィルム法より優れる方法であることが確認することができた。
また、本実施例では、いずれの欠陥についても欠陥像と反転像とのペアーとして検出したが、図7及び図8から明らかなように、欠陥像あるいは反転像のみでも、積分法に比して容易に欠陥像を検出できることが確認できた。
【0037】
(実施例2)
次に、同様にファインセラミックスにおける円柱状気孔欠陥の検出性能について本発明を適用した例について説明する。
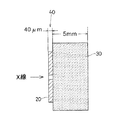
本実施例では、直径40μmの円柱孔が貫設された厚さ40μmの窒化珪素の薄板20と、この薄板20をさらに厚さ5mmの窒化珪素の板体30の表面に張り付けて試験片40とした(図11参照)。
【0038】
このように調製した試験片40につき、図5のシステムを用いて差分法により図2に示す工程に従ってX線像を得た。比較例として積分法により同様の試験片につき、X線像を得た。これらのX線像を図12及び図13に示す。
差分法及び積分法における撮影倍率は60倍であり、フレーム積算枚数は600枚であり、使用管電圧は60kVpとした。
【0039】
図12及び図13における中央下部はタングステン線(線径500μm)によるマーカーである。
差分法による図12の画像では、直径40μmの円柱状欠陥を白及び黒の一対の像として明確に識別され、欠陥として検出できた。
これに対し、図13の積分法による画像では、同様の欠陥は全く検出することができなかった。
【0040】
さらに、併せて、図12における画像では、円柱状欠陥と同程度の寸法の助剤の偏析と見られるX線吸収物、さらにはそれらの近傍を通過するクラックをいずれも白及び黒の一対の像として明瞭に観察することができた。
【0041】
さらに、材厚の変化と円柱状欠陥の検出限界値との関係について、差分法、積分法、フィルム法により調べた結果を図14に示す。材厚の変化は、実施例1と同様に行い、撮影倍率は、20倍で行った。また、フィルム法では、撮影倍率は20倍で、他の条件は実施例1と同様の条件を用いた。
図14によれば、差分法は、積分法に比して、ほぼ全範囲において、格段に優れた検出限界値を呈していた。また、材厚10mm以下の場合は、フィルム法とほぼ同様の検出感度を有しているが、それ以上の材厚の範囲では、差分法はフィルム法を上回る高検出能を示している。
また、図15に示すように、差分法では、高度な欠陥識別性能を有していた。
【0042】
このように、実施例2においては、本発明方法が、実施例1で示したスリット状欠陥の他、円柱状欠陥にも広く高検出性能を発揮できることが確認することができた。
また、本実施例では、いずれの欠陥についても欠陥像と反転像とのペアーとして検出したが、図12及び図13から明らかなように、欠陥像あるいは反転像のみでも、積分法に比して容易に欠陥像を検出できることが確認できた。
【0043】
(実施例3)
次に、本実施例では、図5に示すシステムを用いて図2に示す工程に従って、窒化珪素片の材厚を変化させて、各種手法による球状気孔の検出限界値を調べた。その結果を図16に示す。なお、積分法における撮影倍率は10倍、差分法における撮影倍率は10倍及び20倍とした。
また、フィルム法では、撮影倍率は20倍で、他の条件は実施例1と同様の条件を用いた。
なお、本実施例においては、差分画像上に1個の欠陥についての白及び黒のペアー像が得られるようにした。
【0044】
図16から明らかなように、差分法では、撮影倍率を大きくすることにより、検出性能が向上されている。これは、球状欠陥は、通常その形状ゆえに球状周縁においてのコントラストが取りにくいが、本実施例では、差分法による高コントラスト化に加え、撮影倍率の拡大により、球中心部分のコントラストの高い分が拡大された結果、検出性能が向上されたものである。また、欠陥像が白及び黒の1組のペアーとして得られることにもよる。
また、材厚と検出性能との関係では、材厚10mm以上では、撮影倍率10倍で確実にフィルム法における検出性能を上回ることができた。また、撮影倍率20倍では、材厚10mm以下でも、フィルム法と同様かそれ以上の検出性能を発揮できることを確認することができた。
【0045】
なお、窒化珪素中の球状気孔のX線透視像を差分法と積分法とで比較した一例を図17及び図18に示す。この例における窒化珪素の材厚は10mm、気孔直径は90μm、撮影倍率は20倍であった。
これらの図からも明らかなように、差分法における球状気孔の検出感度は、積分法における球状気孔の検出感度を上回っていた。
また、本実施例では、球状欠陥を欠陥像と反転像とのペアーとして検出したが、図17及び図18から明らかなように、欠陥像あるいは反転像のみでも、積分法に比して容易に欠陥像を検出できることが確認できた。
【0046】
なお、図19に、差分法とフィルム法とのX線像撮影時間の一般的な比較を示す。
フィルム法は、FFDが510mmで、フィルム濃度2.0を達成するために必要なフィルムの露出時間を示す。また、差分法では、FIDが800mmで、最高900フレーム像の積分処理及び差分処理を行うのに要する時間である。
この図から明らかなように、差分法では、材厚にかかわらず、ほぼ1分以内で探傷することができるが、フィルム法では、数十倍以上の撮影時間を必要としている。
【図面の簡単な説明】
【図1】本発明の放射線透過法の原理を示した図である。
【図2】本発明の放射線透過法の工程を示した図である。
【図3】画像の積分処理の概念図である。
【図4】積分法による放射線透過法及び本発明の放射線透過法と画像強調との関係を示した図である。
【図5】実施例1における本発明のシステムの概略を示した図である。
【図6】試験片におけるスリットA〜Gの形成状態を示した図(a)とスリットA〜Gの寸法を示した図(b)とを組み合わせた図である。
【図7】差分画像上でのスリット状欠陥の検出状態(材厚6mm,拡大率20倍)をディスプレー上に表示した中間調画像を示す写真である。
【図8】積分画像上でのスリット状欠陥の検出状態(材厚6mm,拡大率20倍)をディスプレー上に表示した中間調画像を示す写真である。
【図9】窒化珪素の板体の材厚の変化に対するスリット状欠陥の検出限界を示したグラフ図である。
【図10】窒化珪素の板体に対するスリット状欠陥の欠陥識別度を示したグラフ図である。
【図11】実施例2における円柱状気孔の試験方法を示す図である。
【図12】差分画像上での円柱状気孔、助剤の偏斥、亀裂の検出状態(材厚5mm,気孔40μm)をディスプレー上に表示した中間調画像を示す写真である。
【図13】積分画像上での円柱気孔、助剤の偏斥、亀裂の検出状態(材厚5mm,気孔40μm)をディスプレー上に表示した中間調画像を示す写真である。
【図14】窒化珪素の板体の材厚の変化に対する円柱状気孔の検出限界を示したグラフ図である。
【図15】窒化珪素の板体に対する円柱状気孔の欠陥識別度を示したグラフ図である。
【図16】実施例3において窒化珪素板体中の球状気孔の検出限界直径を示したグラフ図である。
【図17】差分画像上での窒化珪素板体中の球状気孔の検出状態(材厚10mm,気孔直径90μm、撮影倍率20倍)をディスプレー上に表示した中間調画像を示す写真である。
【図18】積分画像上での窒化珪素板体中の球状気孔の検出状態(材厚10mm,気孔直径90μm、撮影倍率20倍)をディスプレー上に表示した中間調画像を示す写真である。
【図19】差分法と乳剤フィルム法における窒化珪素板体の材厚と撮影所要時間との関係を示す図である。
Claims (1)
- 検査物体の欠陥を放射線の透過により検出する方法であって、(1)放射線源から発生した放射線を検査物体に照射し、透過によって生じた放射線像を放射線像検出器により検出する工程、(2)前記検査物体及び/又は前記放射線像検出器を移動させ、前記(1)の工程において検出した放射線像と重複する検査物体上の領域に放射線源から発生した放射線を照射し、透過によって生じた放射線像を放射線像検出器により検出する工程、とを含み、(1)の工程で得た画像信号を時間積分処理して得た積分像から、(2)の工程で得た画像信号を逐次差分するか又は時間積分処理して得た積分像を差分することにより、欠陥像を差分画像上で2重像として検出する差分画像処理を用いた放射線透視法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31570994A JP3545073B2 (ja) | 1994-11-25 | 1994-11-25 | 差分画像処理を用いた放射線透視法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP31570994A JP3545073B2 (ja) | 1994-11-25 | 1994-11-25 | 差分画像処理を用いた放射線透視法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08146137A JPH08146137A (ja) | 1996-06-07 |
| JP3545073B2 true JP3545073B2 (ja) | 2004-07-21 |
Family
ID=18068600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP31570994A Expired - Fee Related JP3545073B2 (ja) | 1994-11-25 | 1994-11-25 | 差分画像処理を用いた放射線透視法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3545073B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190093105A (ko) * | 2018-01-31 | 2019-08-08 | 도시바 아이티 앤 콘트롤 시스템 가부시키가이샤 | 방사선 검사 장치 및 방사선 검사 방법 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008251211A (ja) * | 2007-03-29 | 2008-10-16 | Toshiba Corp | イメージインテンシファイア |
| JP2012189385A (ja) * | 2011-03-09 | 2012-10-04 | Fujifilm Corp | 放射線画像検出装置の保守方法 |
| JP5922892B2 (ja) | 2011-08-26 | 2016-05-24 | Ntn株式会社 | 転動体の検査方法および転動体の製造方法 |
| KR101520835B1 (ko) * | 2013-06-27 | 2015-05-18 | 파크시스템스 주식회사 | 이미지 획득 방법 및 이를 이용한 이미지 획득 장치 |
| JP6422573B2 (ja) | 2015-04-30 | 2018-11-21 | 富士フイルム株式会社 | 画像処理装置及び画像処理方法及びプログラム |
-
1994
- 1994-11-25 JP JP31570994A patent/JP3545073B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190093105A (ko) * | 2018-01-31 | 2019-08-08 | 도시바 아이티 앤 콘트롤 시스템 가부시키가이샤 | 방사선 검사 장치 및 방사선 검사 방법 |
| KR102140053B1 (ko) | 2018-01-31 | 2020-07-31 | 도시바 아이티 앤 콘트롤 시스템 가부시키가이샤 | 방사선 검사 장치 및 방사선 검사 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08146137A (ja) | 1996-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3834652B2 (ja) | X線回折顕微鏡装置およびx線回折顕微鏡装置によるx線回折測定方法 | |
| JP3545073B2 (ja) | 差分画像処理を用いた放射線透視法 | |
| JPWO2019064632A1 (ja) | X線撮像装置およびx線撮像素子の画像処理方法 | |
| JPH02293645A (ja) | 質量密度分布を測定する方法および装置 | |
| JPH0678216A (ja) | 放射線画像撮影装置および方法 | |
| US20060274883A1 (en) | X-ray inspection system having on-axis and off-axis sensors | |
| Rossi et al. | Digital radiography using an EBCCD-based imaging device | |
| JP5557272B2 (ja) | 放射線検査装置、放射線検査方法および放射線検査プログラム | |
| NO843712L (no) | Apparat for roentgenstraale-undersoekelse av gjenstander i sann tid | |
| JP2000258145A (ja) | 差分画像処理を用いた寸法測定法 | |
| Hwang et al. | Characterization of scintillator performance for synchrotron-based radiography | |
| Handoyo et al. | Development of Digital Fluoroscopic Prototype For Manufacturing Industries | |
| KHAN et al. | Evaluating Image Quality: A Comparative Study of Computed Radiography and Digital Radiography in Aerospace Applications | |
| JPH0618450A (ja) | 平面サンプル用断層撮影装置 | |
| Troitskiy | New possibilities of radiation control of quality of welded joints | |
| US20250271366A1 (en) | System and method for improving x-ray projection imaging limit | |
| JP4730054B2 (ja) | アスベスト用位相コントラストx線撮影システム及びアスベスト用位相コントラストx線撮影方法 | |
| JP3754767B2 (ja) | アルミニウム板中の非金属介在物検出方法および装置 | |
| USH1627H (en) | Method of and apparatus for image processing using a variable focal spot size | |
| Madabushi | Photo-densitometry: radiograph digitization and algorithmic enhancement of x-ray images | |
| Abd Halim et al. | Performance of noise removal methods with image quality parameter on μ-focused digital radiographic image | |
| Parish | MICROFOCAL X-RAY RADIOSCOPY | |
| JPH06207826A (ja) | Cvケーブルならびに接続部の非破壊検査法 | |
| CN119865602A (zh) | 一种用于高速探测器帧频测试装置及方法 | |
| Basetty et al. | Improvements on Low Cost CT Systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040316 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040407 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110416 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |