JP3556620B2 - 油圧ホース接続用金具の締結構造 - Google Patents
油圧ホース接続用金具の締結構造 Download PDFInfo
- Publication number
- JP3556620B2 JP3556620B2 JP2001222096A JP2001222096A JP3556620B2 JP 3556620 B2 JP3556620 B2 JP 3556620B2 JP 2001222096 A JP2001222096 A JP 2001222096A JP 2001222096 A JP2001222096 A JP 2001222096A JP 3556620 B2 JP3556620 B2 JP 3556620B2
- Authority
- JP
- Japan
- Prior art keywords
- hose
- nipple
- sleeve
- connection fitting
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 210000002445 nipple Anatomy 0.000 claims description 56
- 230000002093 peripheral effect Effects 0.000 claims description 34
- 239000002184 metal Substances 0.000 claims description 32
- 239000011347 resin Substances 0.000 claims description 20
- 229920005989 resin Polymers 0.000 claims description 20
- 239000011324 bead Substances 0.000 claims description 19
- 238000007789 sealing Methods 0.000 description 19
- 239000012530 fluid Substances 0.000 description 17
- 230000005540 biological transmission Effects 0.000 description 14
- 230000004323 axial length Effects 0.000 description 10
- 230000032683 aging Effects 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 230000002829 reductive effect Effects 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 238000002788 crimping Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007586 pull-out test Methods 0.000 description 2
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Joints That Cut Off Fluids, And Hose Joints (AREA)
Description
【発明が属する技術分野】
本発明は、油圧ホース接続用金具の締結構造に関し、油圧機器用ホース接続用金具、ホースとホース接続用金具との締結構造及びホースと油圧機器等の接続構造、特に自動車用オートマチックトランスミッションフルード(ATF)用配管において好適に用いられるホースとホース接続用金具との耐圧締結構造に関するものである。
【0002】
【従来の技術】
従来一般的に流体機器の配管には金属管やゴム・樹脂ホースが広く用いられている。金属管は強度の点では有利であるが、製造時や組み付け時の寸法誤差、使用時における振動、熱や外力等による変形などによる接続部のゆるみや破損が生じやすく、また、組み付け時における取り廻しが不便であることから、柔らかいゴム・樹脂ホースも多用されている。
【0003】
流体配管部材にゴム・樹脂ホースを用いる場合には、ホースを流体機器に接続するための接続用金具(口金、口金具等と呼ばれる)を締結して用いるのが一般的な使用形態である。接続用金具には、ホース内に挿入されてホースと接続用金具を締結するニップルを有し、更にホースを外部からホースと同軸配置されたソケットまたはスリーブ等で押圧し、ホースをニップルとソケットまたはスリーブ間に圧縮挟持してシール性と抜け防止性能を確保するという技術思想に基づいた方法が開発され用いられている。
【0004】
流体機器のうち、高圧の油圧機器等の配管において油の漏れやホースの損傷はこの接続用金具とホースとの締結部分で多く発生することが知られている。このため油圧の圧送用に用いられる耐圧ホースと接続用金具との締結構造においては高い耐圧性とシール性が要求され、部品に対する信頼性の観点からはホースと接続用金具との締結部分が破壊の最弱部位にならないようにする程度の締結力を有することが望ましく、様々な工夫が凝らされている。
【0005】
例えば、上記要求に応えるホースと接続金具との締結構造としては、図4に示したものが既に知られている。樹脂ホース21の端部にニップル20挿入し、ホース外周に配置したソケット16の所定の箇所19を外周側からかしめることにより、例えばニップル20の外周面に全周に亘り刻設された溝16にソケットを嵌合させてソケットの変位を防ぐと共に樹脂ホースをニップルとソケットと間に圧縮挟持してニップルと樹脂ホースとを圧着しシール性を得ようとするものであり、広く応用されている。
【0006】
上記締結方法の応用例として例えば、特開2001−12663号公報、特開平9−229259号公報には、ニップルのホース内に挿入される部位の外周面に円周方向に亘り連続した特殊形状の凸凹を形成することによりホースの抜け防止性を高めると共に、ソケットのかしめ部のかしめ量を調整してホースの特定微少領域に力を集中させず、ホースの損傷を防ごうとする技術が開示されている。
【0007】
また、特開2001−6576号公報にはニップルのホース内に挿入される部位の外周面の一部を軸方向断面に鋸刃状に成形すると共に、O−リングを配設してホース内に挿入し、ホースをソケットによって押圧して締結し、ニップル部の鋸刃状により抜け防止性能を高め、O−リングによりシール効果を得ようとするする技術が開示されている。
【0008】
上記文献の記載のものは、図4に示した従来技術の改良発明であり、ホース内に挿入される接続用金具のニップルを長くしてホースとニップルの接触面積を大きくすると共に、ニップルの軸方向断面形状を特殊な形態(主に鋸刃状)に形成してホースとニップル部のマッチングを良くしたり、ソケットのかしめ量を調整したりして、ホースの抜け防止と高いシール効果を得ようとする技術的思想に基づいて開発されたものである。
【0009】
【発明が解決しようとする課題】
ところで現実の耐圧ホースにおいては、次のような理由による接続用金具の小型化の要求がある。例えば、自動車のエンジンルーム内に配設される機器は増加しており、その結果各機器間の間隔は小さくなっている。このため配管と機器、あるいは配管どうしの干渉を避けるため、配管を湾曲させるて組み付けなければならない場合がある。このような場合において、ホースを所定の形状に無理なく湾曲させるには、ホースと接続用金具の長さ、具体的にはホースと接続用金具の締結部分を短かくし、変形できる部分を長くする必要がある。また機器間の小さい隙間に組み付けることから、取り廻しを容易にし組み付け作業能率を向上させるために、接続用金具全体の小型もあわせて必要である。
【0010】
この種のホースと接続用金具との締結方法においては、一般にかしめ部のホースとニップルの接触面積とかしめ力(あるいはホースの押圧変形量)によってシール性能が決定される。シール性能を低下させないで締結部分を小型化するにはより強い力でソケットをかしめ、大きな変形量をホースに与える必要がある。しかしながらその結果ホースの小さい部位に強い力が集中することになり、変形量が増加して締結部分におけるホースの損傷や劣化が生じやすくなり、耐久性が低下する。
【0011】
すなわち従来例や前記各文献に記載のものでにおいてはホースの切れや損傷などの問題を生じさせないようにするため、ホースと接続用金具のニップルの接触面積を大きくとるほか、軸方向の複数箇所でかしめたり、ソケットのかしめ量を調整したりして力が集中しないようにしているものであり、ホースとニップルの締結部分の耐久性は確保されるが必然的に締結部分が大きくなり、接続金具全体としての小型化を図ることが困難である欠点を有する。
【0012】
また、上記文献に記載のものは、ホースに挿入される接続用金具のニップルも特殊な断面形状であるため製造工程が増加し、コスト低減を図ることが困難であるという問題がある。
【0013】
このように、締結部分の小型化と締結部分の耐久性、シール性の向上は相反する性質を持つものであり、例えば接続金具全体が小型である従来例として図5に示すように小型かつ簡単な形状・構造によるリング状の短寸のスリーブをクリップ形状としてホース外部から押圧したり、あるいはかしめたりするホースとニップルの締結方法が広く知られているが、前記理由により高いシール性や抜け防止性は有しておらず、低圧流体(例えば水道の蛇口とホースとの接続)や、技術分野は異なるが電気配線における抜け止め(例えばBNC端子、TVアンテナ接続用端子と同軸ケーブルの接続など)には簡便な方法として用いられているが、高圧油圧配管に用いることは困難であった。
【0014】
しかしながら前記リング状の短寸のスリーブによる締結方法を高圧油圧配管に適用することができれば、ソケットを複数箇所かしめることによる従来例の耐圧締結構造に比較して小型化が図れ、組付けの作業能率の向上や製造コストの低減に極めて有効である。そのため本出願人は、リング状の短寸のスリーブによる耐圧ホースの締結構造について研究を行った結果、自動車用エアサスペンション用配管の接続用金具(以下、従来品と記す)においての適用を実現している。
【0015】
そこで本発明者は、更に適用範囲を増加させるため、より厳しい環境下での使用となる自動車用オートマチックトランスミッションフルード配管の接続金具の締結構造への適用を試みたものの、油漏れやホースの切れが生じ、耐久性に問題ありとして適用ができなかった。
【0016】
従来品のエアサスペンション用配管においては最大圧力は690kPa(耐圧試験は590kPaで行う。気体でシール性を確認する場合は、気圧が低いほどシール性に厳しいため使用圧力より低い圧力で試験を行う)、温度範囲は常温〜80℃での使用を想定しているのに対し、自動車用オートマチックトランスミッションフルード配管では、最大圧力は1.1MPa(耐圧試験は1.8MPaで行う)、温度範囲は常温〜120℃での常用を想定している。特に圧力のみならず温度も上昇するため、樹脂チューブの温度上昇に伴う軟化によるシール効果の低下や、熱老化による耐久性の低下を誘発することになる。
【0017】
本発明の解決しようとする課題は、複雑な加工を要せず製造の容易なリング状のスリーブとニップルを用いることによりコストの低減を図り、接続用金具を大型化することなく、更に高い耐久性、シール性、切れ防止性能有する油圧ホース接続用金具の締結構造を提供することである。
【0018】
【課題を解決するための手段】
上記課題を解決するために、請求項1に記載の発明は、耐圧樹脂ホースの端部に接続用金具のニップルを挿入し、該耐圧樹脂ホースの周面に装着したリング状の金属スリーブをかしめて該耐圧樹脂ホースの端部を前記接続用金具のニップルの外周面に締結してなるものであって、前記金属スリーブはその内周面側が軸方向両開口端から中央に向かって肉厚が漸次増加する断面山形状に形成されて、かつその肉厚部には内周面の全体に亘り1条の溝が刻設されていると共に、前記耐圧ホース端部に挿入される接続用金具のニップルにはビード加工が外周面に凸状に施されており、前記ニップルのビード中心位置と前記金属スリーブの端部の位置とを一致させた状態で該金属スリーブを締結してなることを要旨とするものである。
【0019】
上記油圧ホースと接続用金具の接続構造によれば、スリーブ開口端でのホースの切れを防ぐと共に、肉厚部でのホースの圧縮変形量と小さくしてホースの劣化を防ぐことができる。さらにホースとスレーブが強固に圧着されてホースの抜脱を防ぐことにができる。また、このような構造を有するスレーブを用いることにより、接続金具の小型化を図ることができ、例えば狭いエンジンルーム内での組付け作業が容易となるほか、製造コストが低減できる。
【0020】
一方、接続用金具のニップルにはビード加工が外周面に凸状に施されてなるものであるから、汎用の金属管をビード加工を施すだけで耐圧締結構造のニップルとして用いることができる。そして、前記ニップルのビード中心位置と前記金属スリーブの端部の位置とを一致させた状態で該金属スリーブを締結すれば、高いシール性能を得ることができる。
【0021】
【発明の実施の形態】
以下、本発明の一実施の形態に係る油圧ホース接続用金具の締結構造を図面に基づいて詳細に説明する。
【0022】
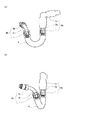
図1は、本発明の一実施形態に係る油圧ホース接続用金具の締結構造を自動車用のオートマチックトランスミッションフルード油圧配管部品に適用した例を示したもので、オイルポンプとオートマチックトランスミッション本体との間の油圧配管に用いられるものである。(a)はその正面図を(b)はその側面図を示している。ホース本体4は他の配管との干渉を避けるためU字型に湾曲させてあり、ホースの一端にはオートマチックトランスミッション本体と接続するための接続用金具6aが、他端にはオイルポンプと接続するための接続用金具6bが、それぞれホース4にスリーブ1によりニップル2a、2bに締結されている。そして両接続用金具のニップル2a、2b側でない端部には各機器と締結するための金具5a、5bが配設されている。
【0023】
図2は各接続用金具のホース4とニップル2の締結部分の構造を一部軸方向断面で示したものである。ニップル2とニップル2の外周側に同軸方向に配置されたスリーブ1からなり、ニップル2は所定寸法に形成された金属製(本実施例では機械構造用炭素鋼)の円管形状で例えば外径は10mm、肉厚は0.8mmである。ホース内に挿入される部分、例えば端部から(余裕を持って)30mm以内の範囲には、ホースに傷が付くことを防ぐと共に、ホースとニップルが密着してシール効果が得られるよう、割れ、傷、へこみ、錆等はあってはならない。
【0024】
ホース4は肉厚中心部に補強用のブレード7が埋め込まれた弾性変形可能なアクリル系ゴムホースであり、例えば豊田合成製自動車用オートマチックトランスミッションフルードクーラーホース(型番:A/T OIL>ACM<XD−6)等を好適なものとして用いることができる。ホースの変形していない状態での内径はニップル外径より小さく、変形していない状態及びニップル2が圧入された状態での外径はかしめ前のスリーブ内径より小さい。
【0025】
ニップル2には端部から例えば4.5mmの位置に半径方向外側に向かってビード加工が施され、ビードの最大径は例えば11.7mmに形成されている。ビードの外周面側の各Rはなめらかに連続しており、ビードのR頂点を中心に前後0.5mm以上の範囲において10点平均粗さが40z以下に仕上げられている。またニップル端部外周面11は例えば0.35mmの面取りが施されている。
【0026】
図3はスリーブの詳細断面図である。スリーブ1は金属製(本実施例においては機械構造用炭素鋼)で、例えばかしめ前の外径はφ22.3mm、肉厚部13内径はφ17.8mm、軸方向長さは9.3mmのリング形状をした短寸の円筒状であり、内周面が軸方向の中心部に向かって肉厚が増加する断面山形状に形成されている。スリーブ端部でのホースの急激な変形量の変化によるホースの切れを防止するためできる限り小さい方がよいと考えられ、テーパ部14の角度は従来品では45°であったものを30°に変更している。
【0027】
スリーブ内周面の肉厚部分13には1条の溝12が内周面全体に亘り刻設されている。この溝のテーパ部の角度は45°である。また、内面の各頂点15は全てRがつけられ、樹脂ホースの微少領域にかしめにより、鋭利な角がホースに押圧されて応力が集中し切れの起点になることを防いでいる他、樹脂ホース表面に傷が付き、その傷がホースの切れに進展しないよう、バリやカエリを除去すると共に、例えば表面粗さを10点平均粗さで6.3z以下に仕上げてある。
【0028】
本発明の油圧ホース接続用金具の締結構造を説明すると、初めに予めスリーブ1にニップル2を挿通させる。そしてニップル2をホース端部からホース内部に圧入する。スリーブをかしめた際に充分にその性能を発揮させるため、ホース先端をスリーブ1のビード側でない開口端より各機器と締結するための金具5a、5b側に近づけた位置、具体的にはニップル端部からビード中心までの長さとかしめ後のスリーブの軸方向長さの和に数mmの余裕を与えた長さを有する位置に挿入する。
【0029】
次にスリーブ1をかしめ位置(スリーブ1の端部がニップルのビード中心位置に近接した位置)に配置する。スリーブ1の斜めかしめを防ぐと共にスリーブ1の変形量を小さくして全周に亘り一様にかしめるため、スリーブ1の最小内径は、組み付け時にスムーズにホース4を挿通することができる範囲内でできる限り小さくすることが望ましい。
【0030】
そしてスリーブを外周面からかしめ機により半径方向内側に向かってかしめる。これによりスリーブは圧縮変形してホース4に圧着すると同時に内周面肉厚部13に刻設された溝12に噛み込まれ、ホース4はニップル2とスリーブ1との間に抜脱不可能に固着される。
【0031】
スリーブ1をかしめた後に油圧を加えると、油圧によってホースが抜脱する向きに移動しようとし、スリーブ1もホース4と共に移動しようとするが、ニップル2に設けられたビード3によって抜脱が防がれる。同時にスリーブ1のテーパ部14とビード3の距離が縮まるため、この部分のホースが圧縮されてシールポイント10が形成され、かしめ直後よりも高いシール性が得られることになる。また、スリーブ内面に刻設された溝12にホース4が噛みこまれることにより、スリーブ1は樹脂ホース4上を軸方向に移動することができず相対位置関係が保たれるため、加圧時に樹脂ホース4のみが抜脱することが防がれる。
【0032】
このため、かしめ後におけるスリーブ1とビード3の位置関係は、好ましくはビード中心位置8がスリーブ1のテーパ部14にかかる位置関係にあり、より好ましくはビード中心位置8とスリーブ端部9の軸方向位置が一致する位置関係にある。この位置関係により、加圧時においてホース4がほとんど移動することなくテーパ部14とビード3の間にシール効果が得られ、さらにホース4を押圧変形量を僅少に抑えることができるため、ホース4やホースの補強ブレード7の切れを生じさせるおそれがない。
【0033】
また、スリーブ端部9とビード中心8が軸方向に離れた位置関係(図3においてスリーブ1が左側に偏位している位置)においては、加圧時の油圧によりホース4移動してスリーブ1のテーパ部14とビード3との間のホース圧着面にシールポイントが生じるため、使用時におけるシール性能が確保される。
【0034】
更にスリーブ内周面肉厚部に刻設された溝12が、スリーブ1をかしめた際にホース4の逃げ場の役割も果たすため、スリーブの肉厚部13におけるホースの圧縮変形量を抑えて切れを防止し締結部分の強度の低下を防ぐ。
【0035】
これらの結果、破壊の最弱部位をホースと接続用金具の締結部分ではなくホース本体とすることが可能となり、接続部分に必要十分なシール性能と耐久性が得られるものである。
【0036】
図6は従来品の軸方向断面図である。シール性と抜け防止性能はかしめ部面積に影響されることから、かしめ部面積をできる限り大きく取り、ホースとニップルのマッチングを良くすることが望ましいとされ、従来品もその技術的思想に基づいて開発したものである。溝数を増加させるとかしめ部面積を増大させることができるが、そのためにはテーパ部角度の急峻化と肉厚部30の軸方向長さの短寸化が必要であり、その結果ホースに鋭い楔を押圧している状態となるためホースに切れが生じやすくなる。限られた軸方向寸法内で両者のバランスをとり上記要求を満たすため、内周面に刻設される溝28を3条、テーパ部角度を45°とし、内周面各頂点31にはRを設けたものであり、自動車用エアサスペンション配管部品に用いるには充分な性能が得られている。
【0037】
表1に以上により得られた油圧ホース接続用金具の締結構造と従来品及び比較検討品との性能を比較した試験結果を示す。表1中No.1は本発明に係る1条溝のスリーブ、No.2は従来品、その他は研究段階における比較対象であり、No.3は従来品の両端開口部でのホースの圧縮率の低減を図ったもの(本発明品はさらに両端の段差を無くして製作容易な形状としたものである)、No.4は本発明品の引き抜き性能を向上させる目的で軸方向長さを延長してかしめ部面積を増加させ、内周面に刻設された溝を2条としたもの、No.5はNo.3を2条溝としたもの(No.1に対するNo.4の関係と同一)、No.6は従来品の3条溝のままで軸方向長さを延長し両端開口部で緩いテーパ部を設けてホースの圧縮率の低減を図ったものである。軸方向長さはNo.1〜No.4は従来品と同一の9.3mm、No.5は11.8mm、No.6は12.9mmと従来品に比べて長くしている。
【0038】
【表1】

引き抜き性試験は実際にホースとニップルを締結した構造を引張試験機により30m/minの速度で軸方向に引張し、ホースが抜脱するまでの最大荷重を測定したものである。切れ性試験は空気老化試験と油老化試験の2種を行っている。熱老化試験は、樹脂ホースの両端にそれぞれ接続用金具を締結し、例えば図1(a)(b)に示すようにホースをU字型に湾曲させて接続用金具を治具に固定してホースを吊り下げ、その状態で150℃雰囲気に保たれているオーブン内に3時間晒し、その後締結部分のホースの切れを調べる試験である。油老化試験はホース内にオートマチックトランスミッションフルードを封入した状態で空気老化試験と同一内容の試験を行うものである。
【0040】
引抜き試験の結果、No.3を除き規格値である引抜き力196N以上を達成しており、締結部分における所定の引き抜き性能を得られている。本発明品であるNo.1は従来品と同一軸方向長さを有するスリーブのみならず、耐久性に有利であるはずの軸方向長さが長いNo.5よりよりも高い値を示している。
【0041】
切れ性試験は空気老化試験、油老化試験の双方において本発明に係るNo.1とNo.3の1条溝のスリーブにおいては目視できる切れは確認されていない。これら以外の形状においては目視可能な切れが発生しており、耐久性に劣る。
【0042】
このように、本発明に係る軸方向両端開口部のテーパを緩やかにした1条溝のスリーブが基準となる引き抜き性能と高い耐久性を有するものである。尚、引き抜き性能についてはNo.6が最も高い値を示しているが、切れ性試験では切れが確認されたことにより耐久性に問題があり、また軸方向長さの増大に伴い締結部分が大型化するため、接続用金具の小型化の要求に応えられない。No.3はホースの切れは生じていないが基準となる引き抜き性能を有していない。
【0043】
本発明は上記の実施例や実施形態に何ら限定されるものではなく、本発明の趣旨逸脱しない範囲内において様々な態様で実施しうることはいうまでもない。例えば、本実施例においては自動車用オートマチックトランスミッションフルード配管用部材の接続用金具の締結構造として示したが、広く高圧流体用配管として適用可能であり、動車用オートマチックトランスミッションフルード配管用部材に限られるものではない。また、各部寸法、角度も本実施形態に合わせたものであり、実施態様に応じて適宜変更できることはいうまでもない。
【0044】
【発明の効果】
本発明の油圧ホース接続用金具の締結構造によれば、肉厚の中間部に補強用ブレードが埋め込まれて配置されている耐圧樹脂ホースの端部に接続用金具のニップルを挿入し、前記耐圧樹脂ホースの周面に装着したリング状の金属スリーブをかしめて前記耐圧樹脂ホースの端部を前記接続用金具のニップルの外周面に締結してなるものであって、前記金属スリーブはその内周面側が軸方向両開口端から中央に向かって肉厚が漸次増加する断面山形状に形成されて、かつその肉厚部には内周面の全体に亘り溝が刻設されていることにより高い抜け防止性能が得られる。更にスリーブ内面中央の肉厚部から内面端部にかけてテーパにより連続的に肉厚が減少させることにより、ホースに急激な変形量の変化を与えずスリーブ端部でのホースの切れを防ぎ、耐久性を向上できるという効果を有する。
【0045】
また、金属スリーブの内周面中央に刻設される溝を1条とすることにより、従来品に比較して軸方向長さを増大させることなく所定の性能を確保すると共に、スリーブの形状が単純となって製造しやすくなる。そして、ホース端部に挿入される接続用金具のニップルにはビード加工が外周面に向かってされた金属管を用いることができることとあわせて、製造コストを低減できるという効果を有する。
【0046】
これらに加えて、内周面中央に刻設される溝が1条からなる金属スリーブと、ビード加工が外周面に凸状に施したニップルによる油圧ホースの締結構造によれば、ホースと接続用金具の締結部分を短かくし、変形できる部分を長くすることができるためホースを所定の形状に無理なく湾曲でき、機器間の小さい間隔において配管と機器、あるいは配管どうしの干渉を避けるような配管が容易に可能となって、機器間の狭いスペースを有効に活用できるという効果を有する。
【0047】
さらに、ニップルのビード中心位置と前記金属スリーブの端部の位置とを揃えた状態で該金属スリーブを締結してなることにより、スリーブ軸方向両開口端から中央に向けて形成されたテーパ部とビードの間にシールポイントが形成されてシール性を向上させることにより、かしめ時にスリーブ端部とビード位置に軸方向偏位が生じても使用時において所定の耐圧性能を発揮することがで、組み付け誤差が製品の信頼性に悪影響を与えにくいという効果を有する。
【0048】
請求項6に記載の発明のように、前記油圧ホース接続用金具が組付るられてなる自動車用オートマチックトランスミッションフルード用配管部品によれば、狭い間隔で多数の機器が配設された自動車のエンジンルーム内において、組み付け時の作業効率が向上するという利点を有する。
【図面の簡単な説明】
【図1】発明に係る実施に一例である自動車用オートマチックトランスミッションフルード配管構造部材の外観図で、(a)はその正面図、(b)はその側面図である。
【図2】スリーブのかしめ後の締結構造を軸方向に一部破断して示した図である。
【図3】(a)は本発明に係る自動車用オートマチックトランスミッションフルード配管用に開発したスリーブを軸方向に破断して示した図である。(b)はその断面拡大図である。
【図4】耐圧配管用のホースと接続用金具の締結構造の従来例(サンプルA)である。
【図5】低圧配管用のホースと接続用金具の締結構造の従来例(サンプルB)である。(a)は締結構造を軸方向に一部破断して示した図、(b)はクリップタイプのスリーブの外観斜視図である。
【図6】(a)は自動車用エアサスペンション配管用に開発したスリーブ(従来品)を一部軸方向に破断して示した図である。(b)はその断面拡大図である。
【符号の説明】
1 スリーブ
2 ニップル
3 ビード
4 ホース本体(ホース)
6a、6b 接続用金具
7 補強用ブレード
12 溝
13 肉厚部分
14 テーパ部
Claims (1)
- 耐圧樹脂ホースの端部に接続用金具のニップルを挿入し、該耐圧樹脂ホースの周面に装着したリング状の金属スリーブをかしめて該耐圧樹脂ホースの端部を前記接続用金具のニップルの外周面に締結してなるものであって、前記金属スリーブはその内周面側が軸方向両開口端から中央に向かって肉厚が漸次増加する断面山形状に形成されて、かつその肉厚部には内周面の全体に亘り1条の溝が刻設されていると共に、前記耐圧ホース端部に挿入される接続用金具のニップルにはビード加工が外周面に凸状に施されており、前記ニップルのビード中心位置と前記金属スリーブの端部の位置とを一致させた状態で該金属スリーブを締結してなることを特徴とする油圧ホース接続用金具の締結構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001222096A JP3556620B2 (ja) | 2001-07-23 | 2001-07-23 | 油圧ホース接続用金具の締結構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001222096A JP3556620B2 (ja) | 2001-07-23 | 2001-07-23 | 油圧ホース接続用金具の締結構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003035388A JP2003035388A (ja) | 2003-02-07 |
| JP3556620B2 true JP3556620B2 (ja) | 2004-08-18 |
Family
ID=19055647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001222096A Expired - Lifetime JP3556620B2 (ja) | 2001-07-23 | 2001-07-23 | 油圧ホース接続用金具の締結構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3556620B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4000482B2 (ja) * | 2004-09-21 | 2007-10-31 | ニッタ・ムアー株式会社 | ホース継手におけるニップルへのリング又はソケットの取り付け方法 |
| DE102007008274A1 (de) * | 2007-02-20 | 2008-08-21 | Bayerische Motoren Werke Aktiengesellschaft | Schlauchkupplung |
| DE102007035930A1 (de) * | 2007-07-31 | 2009-02-05 | Bayerische Motoren Werke Aktiengesellschaft | Multi-Crimp-Schlauchschelle |
| CN104455202A (zh) * | 2013-09-24 | 2015-03-25 | 上海汽车集团股份有限公司 | 用于双离合器变速箱的飞轮、双离合器变速箱和汽车 |
| JP6467133B2 (ja) * | 2014-01-27 | 2019-02-06 | 株式会社Subaru | 接続管構造 |
-
2001
- 2001-07-23 JP JP2001222096A patent/JP3556620B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003035388A (ja) | 2003-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112752919B (zh) | 管道连接用装配装置 | |
| US7014218B2 (en) | Universal fitting nipple | |
| EP3255328B1 (en) | Crimp fitting | |
| US5387016A (en) | Tubular coupling | |
| EP1262702A1 (en) | Method and structure for preventing slipping-off of a tube in a pipe joint made of resin | |
| US9255657B2 (en) | Pipe joint | |
| US20030080564A1 (en) | Pipe joint assembly and method for assembling the same | |
| JP3556620B2 (ja) | 油圧ホース接続用金具の締結構造 | |
| US7344164B2 (en) | Pipe connection structure | |
| CN116085548A (zh) | 一种管道卡压连接结构及制冷装置 | |
| KR102844236B1 (ko) | 차량용 에어컨 배관 | |
| JPH1182843A (ja) | 継手付きホース及びその製造方法 | |
| US6837524B2 (en) | Hose clamping structure | |
| JP5013904B2 (ja) | パイプ端末継手及びパイプ端末接続構造 | |
| JP2001041377A (ja) | ホース用継手金具 | |
| CN223881898U (zh) | 金属管冷压接头及其组件 | |
| JP2642507B2 (ja) | 管継手 | |
| JP7510048B2 (ja) | ホース継手の製造方法およびホースアッセンブリの製造方法 | |
| EP3809030A1 (en) | Combination including a fitting or an interface and a washer, method for manufacturing a fitting assembly | |
| JPH11108260A (ja) | 低圧配管用ホース | |
| WO2024057587A1 (ja) | 加締め爪、ホースアセンブリの製造方法、およびホースアセンブリ | |
| JP4586603B2 (ja) | ホース接続構造 | |
| JP5002324B2 (ja) | 端末金具付きの弾性ホース及びその製造方法 | |
| JPH0143880B2 (ja) | ||
| JP2008133862A (ja) | 継手付ホース及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040421 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040512 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3556620 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080521 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090521 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090521 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100521 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110521 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120521 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120521 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130521 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140521 Year of fee payment: 10 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |