JP3556792B2 - ロータリダイカッタの切断具取付構造 - Google Patents
ロータリダイカッタの切断具取付構造 Download PDFInfo
- Publication number
- JP3556792B2 JP3556792B2 JP04434897A JP4434897A JP3556792B2 JP 3556792 B2 JP3556792 B2 JP 3556792B2 JP 04434897 A JP04434897 A JP 04434897A JP 4434897 A JP4434897 A JP 4434897A JP 3556792 B2 JP3556792 B2 JP 3556792B2
- Authority
- JP
- Japan
- Prior art keywords
- cylinder
- rotary die
- die cutter
- knife
- cutting tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 title claims description 53
- 239000002184 metal Substances 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims 1
- 238000004804 winding Methods 0.000 claims 1
- 238000000034 method Methods 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images






Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
【発明の属する技術分野】
本発明は、段ボールシート等の加工(例えば罫入れや打抜加工)に用いて好適のロータリダイカッタにかかる技術であって、特に、ナイフシリンダやアンビルシリンダに刃物取付具やカッティングプレートをそれぞれ取り付けるための構造に関する。
【0002】
【従来の技術】
段ボール箱の製造において印刷済みの段ボールシートに所定形状の罫入れや打抜加工を施す際には、ロータリダイカッタが使用されている。従来のロータリダイカッタとしては、例えば特開平8−229885号公報に開示されるようなものがある。以下に、図4および図5を参照しながら、同公報に開示された技術について説明する。
【0003】
図4(A)および図4(B)はいずれも従来のロータリダイカッタを示すもので、図4(A)はその一部を破断して示す正面図、図4(B)はその模式的な側面図である。
図4(A)に示すように、従来のロータリダイカッタでは、左右一対のフレーム14a,14bが、平行に立設され、左右方向に延びる上部ステー12および下部ステー13を介して連接されている。
【0004】
フレーム14a,14b相互間の上部および下部には、それぞれ、同径のアンビルシリンダ2およびナイフシリンダ3が、シリンダ軸方向を左右方向に平行にして且つ上下に適当な間隔をあけて介装されている。これらのシリンダ2,3の回転軸2a,3aの両端はそれぞれフレーム14a,14bにより軸支され、フレーム14a,14bの相互間でシリンダ2および3が回転可能に支持されている。
【0005】
また、フレーム14bから外方へ突出したシリンダ2,3の回転軸2a,3aの端部には、同径で同歯数のギア15,16がそれぞれ嵌着されている。これらのギア15,16は互いに噛み合っており、ギア15,16のいずれか一方に図示省略の駆動機構から回転駆動力が伝達されることにより、アンビルシリンダ2およびナイフシリンダ3が、同期して互いに反対方向に回転駆動されるようになっている。
【0006】
さらに、図4(B)に示すように、シリンダ2,3の上流側には、段ボールシート1をシリンダ2と3との間に送給する上下一対の同径の送りロール17a,17bが配置されている。
そして、図4(A)および図4(B)に示すように、ナイフシリンダ3の外周面には、刃物取付台4を介して、所定形状の切断ナイフ5、もしくは、罫線ルール(図8や図9の符号9参照)等が取り付けられている。
【0007】
上述の構成により、ロータリダイカッタでは、前工程である印刷工程から順次送られてくる段ボールシート1が、送りロール17a,17bによって、アンビルシリンダ2とナイフシリンダ3との間に送り込まれる。そして、ナイフシリンダ3に刃物取付台4を介して固着した切断ナイフ5(または罫線ルール9)とアンビルシリンダ2との挟持回転によって、段ボールシート1に対して、打抜きや罫入れ等の所定の加工が施される。
【0008】
ところで、刃物取付台4をナイフシリンダ3の外周面に取り付ける構造は、図5(A)〜図5(C)に示すように構成されている。ここで、図5(A)はその構造を有するナイフシリンダを示す斜視図、図5(B)は図5(A)のB−B矢視拡大断面図、図5(C)は図5(A)のC−C矢視拡大断面図である。
図5(A)に示すように、ナイフシリンダ3の外周面には、円周方向とシリンダ軸方向へ所定のピッチで複数個のねじ孔6が加工形成されている。各ねじ孔6にはボルト11が螺合することにより、図5(B)や図5(C)に示すように、後述する当金7や固定用リング8a,8bがナイフシリンダ3に固定されるようになっている。
【0009】
当金7は、シリンダ軸方向に沿って延在し、図5(B)に示すように、ボルト11によりナイフシリンダ3に固定されるもので、その後側面には、刃物取付台4の前端縁が嵌合する凹部7bが左右方向全長に亘って形成されている。
また、ナイフシリンダ3の軸方向両側部には、シリンダ軸方向へ摺動可能な左右一対の固定用リング8a,8bが挿嵌されており、刃物取付台4の固定時においては、所定位置のボルト孔6に対しボルト11を螺合させて締め付けることにより、ナイフシリンダ3外周面の所定位置に固定されるようになっている。これらの固定用リング8a,8bには、図5(C)に示すように、互いに対向する内端面の全周に亘って、刃物取付台4の左右端縁が嵌合する凹部8cが形成されている。
【0010】
なお、図5(C)では、固定用リング8bのみ図示しているが、固定用リング8aも同様に構成され、同様の凹部8cが形成されている。
また、当金7の凹部7bや固定用リング8a,8bの凹部8cは、切断ナイフ5を固着した刃物取付台4の前端縁や左右端縁を密着させて嵌合させるべく、これらの端縁と同一の形状を有するように形成されている。そして、図5(B)および図5(C)において、符号10は各凹部7b,8cの磨耗や破損を防止するために挿着された補強金具である。
【0011】
上述のような構造において、刃物取付台4を固定する際には、図5(A)に示すように、まず、刃物取付台4の前端縁を、ナイフシリンダ3に固着された当金7の凹部7bへ挿入・嵌合させて、刃物取付台4の円周方向の位置決めを行なった後、刃物取付台4の後端側を皿ボルト9によりナイフシリンダ3に順次固定してゆく。
【0012】
ついで、左右端側の固定用リング8a,8bをそれぞれ中央側へ移動し、凹部8cに刃物取付台4の左右端縁を嵌合させ、補強金具10を介して刃物取付台4を押圧し、この状態で固定用リング8a,8bを複数のボルト11でナイフシリンダ3に固定する。
このようにして、刃物取付台4の交換を容易に且つ短時間で行なうことができる。
【0013】
一方、アンビルシリンダ2側の構造については、例えば実公平8−5038号公報に開示されるようなものがある。以下に、図6〜図9を参照しながら、同公報に開示された技術について説明する。ここで、図6は従来のアンビルシリンダを示す斜視図、図7は従来のアンビルシリンダへのカッティングプレートの取付構造を示す要部断面図、図8は雄雌罫入れ加工を説明するための要部断面図、図9は雌形を位置決めするためのアタッチメントを示す断面図である。
【0014】
アンビルシリンダ2側の構造の説明に先立ち、ダイカットの方式について述べると、その方式としては、鋸刃ナイフおよび弾性体アンビルによるソフトカット方式と、ストレート刃ナイフおよび硬いアンビルによるハードカット方式とがあり、前記実公平8−5038号公報に開示された技術はハードカット方式に関するものであり、本発明もハードカット方式を前提としている。
【0015】
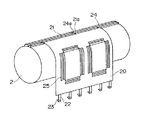
前記実公平8−5038号公報に開示された技術の特徴を、図6により説明すると、アンビルシリンダ2の外周面には、切断ナイフ5を受けて段ボールシート1を切断する硬く薄い可撓性のカッティングプレート20が取り付けられる。このカッティングプレート20の前端縁には止金21が全幅に亘って設けられるとともに、後端縁にはゴムバンド22を介して複数の止金23が設けられており、これらの止金21,23をアンビルシリンダ2に固定された止め具24に係止することにより、カッティングプレート20は、アンビルシリンダ2に固定されるようになっている。
【0016】
図7に示すように、止め具24は、アンビルシリンダ2に形成されたボルト孔6にボルト11を螺合させて締め付けることにより、アンビルシリンダ2に固定されている。また、この止め具24の前側には、カッティングプレート20前端縁の止金21を係止される係止溝24bが形成されるとともに、止め具24の後側には、カッティングプレート20後端側の止金23を係止される係止溝24cが形成されている。
【0017】
一方、カッティングプレート20上には、図6や図8に示すように、ナイフシリンダ3側の罫線ルール9と共働して罫入加工を行なう雌罫25が、通常、雄である罫線ルール9を挟むように貼られている。
このように、通常、雄雌罫は対で使用されるので、生産する箱の形状が変わる場合、刃物取付具4とカッティングプレート20とは対で交換される。
【0018】
この雄雌罫の相対位置精度は極めて重要で、相対位置関係がもしずれると、隙間の狭い側の紙が破れたり、段ボールを折り曲げた時に対称に折ることができず箱としての品質を劣化させたりする。
そのため、通常罫線は、以下のようにして、雄雌罫の相対位置精度を確保しながら、正確にカッテイングプレート20に貼られる。
【0019】
ナイフシリンダ3側では、刃物取付台4を当金7に嵌合させて回転方向の位置決めを行なってから、図5(A)に示すように、当金7に設けた軸方向取付基準線7aと刃物取付台4に設けた基準線4aとを合わせることにより、軸方向の位置決めを行ない、刃物取付台4をナイフシリンダ3上の正しい位置に取り付ける。
【0020】
また、カッティングプレート20側では、止金21を止め具24の係止溝24bに係止することにより、回転方向の位置決めを行ない、図6に示すように、止め具24に設けた基準線24aと止金21に設けた基準線21aとを合わせることにより、軸方向の位置決めを行ない、カッティングプレート20をアンビルシリンダ2上の正しい位置に取り付ける。
【0021】
ついで、図9に示すように、本来の雌罫25にゴムまたはプラスチックのアタッチメント26を取り付ける。このアタッチメント26には、刃物取付台4側の罫線ルール9に嵌まる溝27が設けられている。そして、アタッチメント26の溝27に刃物取付台4上の罫線ルール9を嵌合させることにより、アタッチメント26を介して罫線ルール9に雌罫25を取り付ける。この後、シリンダ2および3を回転させると、雌罫25の裏につけた接着剤により、雌罫25は、カッティングプレート20に転写される形で、カッティングプレート20に雄雌が正確に合うように貼り付けられる。
【0022】
【発明が解決しようとする課題】
ところで、前述のごとく、刃物取付台4と雌罫25を貼ったカッティングプレート20とは、それぞれ当金7および止め具24により位置決めされるが、当金7および止め具24の回転方向および軸方向の相対位置は、ギヤ15,16を基準として、それよりも前段の部品の加工精度や取付精度により、機械(ロータリダイカッタ)毎にズレが生じる。
【0023】
機械が1台だけの時は当金7と止め具24との相対位置がズレていても、図9にて前述した手段で雌罫25を転写すれば、その後、何度、刃物取付台4やカッティングプレート20を取り付けたり取り外したりしても雄雌罫の正確な位置を再現することができる。
しかしながら、一つの工場に複数台の同一機械が設置されており、これらの機械の間で、刃物取付台4やカッティングプレート20を共用したいときには、機械毎に上下のシリンダ2,3における基準にズレがあると、ある機械で雄雌位置が正確に合っても、他の機械ではズレを発生することになる。
【0024】
本発明は、このような課題に鑑み創案されたもので、機械毎に基準のズレがあっても刃物取付台やカッティングプレートを共用できるようにして、設備コストの削減や生産の柔軟性の向上をはかった、ロータリダイカッタの切断具取付構造を提供することを目的とする。
【0025】
【課題を解決するための手段】
上記目的を達成するために、本発明のロータリダイカッタの切断具取付構造(請求項1)は、ナイフシリンダ上に、切断具としての刃物取付具の回転方向の位置を規制する当金を固着して成るロータリダイカッタにおいて、ナイフシリンダに溝を形成するとともに、その溝内に、位置調整部材をナイフシリンダの回転方向および軸方向に移動可能に嵌合し、位置調整部材を介して当金をナイフシリンダに固定することを特徴としている。
【0026】
また、本発明のロータリダイカッタの切断具取付構造(請求項2)は、アンビルシリンダ上に、切断具としてのカッティングプレートを巻き付け止め具に係止させて固定するロータリダイカッタにおいて、アンビルシリンダに溝を形成するとともに、その溝内に、位置調整部材をアンビルシリンダの回転方向および軸方向に移動可能に嵌合し、位置調整部材を介して止め具をアンビルシリンダに固定することを特徴としている。
【0027】
【発明の実施の形態】
以下、図面を参照して本発明の実施の形態を説明する。
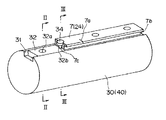
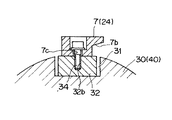
図1〜図3は本発明の一実施形態としてのロータリダイカッタの切断具取付構造を示すもので、図1はその構造を適用されたナイフシリンダ(もしくはアンビルシリンダ)を一部破断して示す斜視図、図2は図1のII−II矢視断面図、図3は図1の III−III 矢視断面図である。なお、本実施形態では、本発明を図4(A)および図4(B)にて前述したものと同様のロータリダイカッタに適用した場合について説明する。従って、以下では、従来技術と同様の部分についての説明は省略し、本発明の特徴的な構成に係わる部分についてのみ説明する。
【0028】
図1〜図3に示す本実施形態の構造は、ロータリダイカッタのナイフシリンダ30上に、切断具としての刃物取付台4(図4,図5,図8参照)を取り付けるためのものである。
ナイフシリンダ30には、断面形状がコ字形の溝31がシリンダ軸方向に沿って1本形成されている。
【0029】
この溝31内には、図2および図3に示すように、回転方向および軸方向について溝31よりも若干小さい矩形断面を有するスライドベース(位置調整部材)32が、回転方向および軸方向に移動可能に嵌合されている。このスライドベース32の高さは、溝31の深さとほぼ等しく、スライドベース32を溝31に嵌合させた状態で、スライドベース32の上面は、ナイフシリンダ30の外周面とほぼ面一になるように形成されている。
【0030】
また、スライドベース32には、長手方向に適当な間隔をあけて複数のボルト貫通孔32aが形成されるとともに、ナイフシリンダ30における溝31底部には、シリンダ軸方向にボルト貫通孔32aと同一の間隔をあけて複数(ボルト貫通孔32aと同数)のボルト孔30aが形成されている。
そして、図2に示すように、スライドベース32は、ボルト貫通孔32aを貫通しボルト孔30aに螺合するボルト33を締め付けることにより、溝31内でナイフシリンダ30に対して固定される。このとき、ボルト貫通孔32aの直径は、ボルト33の直径よりも若干大きく形成され、スライドベース32をナイフシリンダ30の回転方向および軸方向に移動させるのに十分な調整代がとれるようになっている。
【0031】
このように構成されたスライドベース32を介して、図1および図3に示すように、刃物取付台4の回転方向の位置を規制する当金7が、ナイフシリンダ30に固定される。つまり、当金7には、長手方向に適当な間隔をあけて複数のボルト貫通孔7cが形成されるとともに、スライドベース32の上面には、ボルト貫通孔7cと同一の間隔をあけて複数(ボルト貫通孔7cと同数)のボルト孔32bが形成されており、図3に示すように、当金7は、ボルト貫通孔7cを貫通しボルト孔32bに螺合するボルト34を締め付けることにより、スライドベース32に対して固定される。
【0032】
なお、図5(A)および図5(B)にて前述したものと同様、本実施形態の当金7にも、刃物取付台4の前端縁が嵌合する凹部7bが左右方向全長に亘って形成されている。また、当金7の上面には、前述のごとく刃物取付台4の軸方向の位置決めを行なう際に用いられる軸方向取付基準線7aが設けられている。
上述のごとく構成された本実施形態の切断具取付構造では、当金7をナイフシリンダ2に取り付ける際に、シリンダ軸方向や回転方向に移動可能なスライドベース32を介在させ、機械毎に、スライドベース32をシリンダ軸方向や回転方向に移動させてその位置を調整することにより、当金7の位置を調整することができる。
【0033】
前述したように、一つの工場に複数台の同一機械(ロータリダイカッタ)が設置されており、これらの機械の間で、刃物取付台4やカッティングプレート20を共用したいときには、いずれか一つの機械を基準にして、その機械に、その他の機械における当金7と止め具24との相対位置を合わせる必要がある。
その際、本実施形態では、当金7をスライドベース32上から取り外し、次いで、ボルト33を弛め、スライドベース32のボルト貫通孔32aの調整代を利用して、スライドベース32をナイフシリンダ30の回転方向や軸方向に所定量だけ動かして、当金7と止め具24との相対位置を調整する。
【0034】
このように、本実施形態の切断具取付構造によれば、当金7と止め具24との相対位置を調整することが可能になるので、同一の機械を複数台有する工場において、機械毎に基準のズレがあっても刃物取付台4およびカッティングプレート20を機械間で共用できるようになり、設備コストを大幅に削減できるほか、生産の柔軟性を大幅に向上することができる。
【0035】
なお、上述した実施形態では、本発明をナイフシリンダ30に適用した場合であるが、本発明の構造は、ロータリダイカッタのアンビルシリンダ40上に、切断具としてのカッティングプレート20(図6,図7参照)を取り付ける場合にも、上述と同様に適用される。
即ち、図1〜図3にカッコ付き符号により示すごとく、アンビルシリンダ40に、前述と同様の溝31を形成し、この溝31内に、前述と同様のスライドベース32をアンビルシリンダ40の回転方向および軸方向に移動可能に嵌合し、スライドベース32を介して止め具24(図6,図7参照)をアンビルシリンダに固定する。従って、この場合も、上述した実施形態と同様の作用効果を得ることができる。
【0036】
【発明の効果】
以上詳述したように、本発明のロータリダイカッタの切断具取付構造(請求項1,2)によれば、シリンダ軸方向や回転方向に移動可能なスライドベースをそなえ、このスライドベースを介して当金または止め具をナイフシリンダまたはアンビルシリンダに固定するという極めて簡素な構成により、当金と止め具との相対位置を調整することができるので、同一の機械を複数台有する工場において、機械毎に基準のズレがあっても刃物取付台やカッティングプレートを機械間で共用できるようになり、設備コストを大幅に削減できるほか、生産の柔軟性を大幅に向上することができる。
【図面の簡単な説明】
【図1】本発明の一実施形態としてのロータリダイカッタの切断具取付構造を適用されたナイフシリンダ(もしくはアンビルシリンダ)を一部破断して示す斜視図である。
【図2】図1のII−II矢視断面図である。
【図3】図1の III−III 矢視断面図である。
【図4】従来のロータリダイカッタを示すもので、(A)はその一部を破断して示す正面図、(B)はその模式的な側面図である。
【図5】従来のナイフシリンダへの刃物取付台の取付構造を示すもので、(A)はその構造を有するナイフシリンダを示す斜視図、(B)は(A)のB−B矢視拡大断面図、(C)は(A)のC−C矢視拡大断面図である。
【図6】従来のアンビルシリンダを示す斜視図である。
【図7】従来のアンビルシリンダへのカッティングプレートの取付構造を示す要部断面図である。
【図8】雄雌罫入れ加工を説明するための要部断面図である。
【図9】雌形を位置決めするためのアタッチメントを示す断面図である。
【符号の説明】
4 刃物取付台(切断具)
7 当金
20 カッティングプレート(切断具)
24 止め具
30 ナイフシリンダ
31 溝
32 スライドベース(位置調整部材)
32a ボルト貫通孔
33 ボルト
40 アンビルシリンダ
Claims (2)
- ナイフシリンダ上に、切断具としての刃物取付台の回転方向の位置を規制する当金を固着して成るロータリダイカッタにおいて、該ナイフシリンダに溝を形成するとともに、該溝内に、位置調整部材を該ナイフシリンダの回転方向および軸方向に移動可能に嵌合し、該位置調整部材を介して該当金を該ナイフシリンダに固定することを特徴とする、ロータリダイカッタの切断具取付構造。
- アンビルシリンダ上に、切断具としてのカッティングプレートを巻き付け止め具に係止させて固定するロータリダイカッタにおいて、該アンビルシリンダに溝を形成するとともに、該溝内に、位置調整部材を該アンビルシリンダの回転方向および軸方向に移動可能に嵌合し、該位置調整部材を介して該止め具を該アンビルシリンダに固定することを特徴とする、ロータリダイカッタの切断具取付構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04434897A JP3556792B2 (ja) | 1997-02-27 | 1997-02-27 | ロータリダイカッタの切断具取付構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04434897A JP3556792B2 (ja) | 1997-02-27 | 1997-02-27 | ロータリダイカッタの切断具取付構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10235594A JPH10235594A (ja) | 1998-09-08 |
| JP3556792B2 true JP3556792B2 (ja) | 2004-08-25 |
Family
ID=12689015
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP04434897A Expired - Fee Related JP3556792B2 (ja) | 1997-02-27 | 1997-02-27 | ロータリダイカッタの切断具取付構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3556792B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100982410B1 (ko) | 2010-02-11 | 2010-09-15 | 김영점 | 후렉소드럼 인쇄기용 로터리 커터장치 |
| JP5757444B2 (ja) * | 2011-01-13 | 2015-07-29 | ケイディケイ株式会社 | 工業用刃物の取替えユニット |
| CN105220442B (zh) * | 2015-09-14 | 2017-07-11 | 张金丹 | 一种海绵切割机构用上下可调式夹持装置 |
-
1997
- 1997-02-27 JP JP04434897A patent/JP3556792B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10235594A (ja) | 1998-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU643924B2 (en) | Radially adjustable anvil roll assembly for a rotary die cutting press | |
| US7060016B2 (en) | Device for rotary converting a web or sheet matter | |
| US5045045A (en) | Skip-scorer, skip-perforator for use with printing press systems | |
| US5133235A (en) | Skip-scorer, skip perforator for use with printing press systems | |
| US20120036973A1 (en) | Apparatus for processing a material web | |
| JP6054564B1 (ja) | 罫入ロール部材 | |
| JPH0939118A (ja) | 段ボール製函機における溝切り装置 | |
| KR101810026B1 (ko) | 커터날의 길이 조절이 가능한 골판지상자 제조용 커터장치 | |
| JP3556792B2 (ja) | ロータリダイカッタの切断具取付構造 | |
| WO2006120855A1 (ja) | 罫入れ溝切り装置 | |
| AU634901B2 (en) | Rotary die cutter | |
| JP5341644B2 (ja) | スロッタ、スロッタの切断方法、スロッタナイフ及び刃物台 | |
| JP3231938U (ja) | 切断用アタッチメント | |
| US3369436A (en) | Apparatus for processing a web of material | |
| JP2008081258A (ja) | 用紙加工装置 | |
| US5647277A (en) | Skip-scorer, skip-perforator apparatus for use with printing press systems | |
| JP3663731B2 (ja) | 切断装置 | |
| GB2331478A (en) | Sheet material die-cutting method and apparatus | |
| EP0132411B1 (en) | Device for cutting roll tape | |
| JP4915835B2 (ja) | 糊付機用スリッター | |
| JPS6014699B2 (ja) | スリツタスコアラ | |
| JP4380119B2 (ja) | 壁紙糊付機用スリッター | |
| JP3359369B2 (ja) | ロータリーダイカッタ用刃物の製造方法 | |
| JP3555060B2 (ja) | ロータリダイカッタの刃物取付台固定装置 | |
| KR200264570Y1 (ko) | 명함대지의 절단선 형상 및 절단 폭을 변화시킬 수 있는절단부를 구비한 명함대지 절단장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040420 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040513 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080521 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090521 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090521 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100521 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110521 Year of fee payment: 7 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110521 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120521 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130521 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140521 Year of fee payment: 10 |
|
| LAPS | Cancellation because of no payment of annual fees |