JP3573338B2 - 車両用ホイールの低圧鋳造方法 - Google Patents
車両用ホイールの低圧鋳造方法 Download PDFInfo
- Publication number
- JP3573338B2 JP3573338B2 JP2000389492A JP2000389492A JP3573338B2 JP 3573338 B2 JP3573338 B2 JP 3573338B2 JP 2000389492 A JP2000389492 A JP 2000389492A JP 2000389492 A JP2000389492 A JP 2000389492A JP 3573338 B2 JP3573338 B2 JP 3573338B2
- Authority
- JP
- Japan
- Prior art keywords
- gate
- cavity
- side gate
- design
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
【発明の属する技術分野】
本発明は、軽合金製の車両用ホイールを金型キャビティ内で低圧鋳造する方法に関する。
【0002】
【従来の技術】
自動車のロードホイールには種々の材質、構造のものがあるが、自動車の軽量化及び外観や意匠性の向上を目的として、アルミホイールに代表される軽合金製ホイールを装着する比率が増大している。この軽合金製ホイールは、通常低圧鋳造法で製造されることが多い。即ち、低圧鋳造法では、溶湯が金型キャビティ内に低速で充填されるので、ガスの巻込み及び酸化物の発生が他の鋳造法に比べて極力抑制される。
【0003】
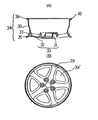
一般に軽合金製ホイール30は、図6に示すようにボルトとナットにより車軸に取付けられる厚肉のハブ部31と厚肉部と薄肉部が混在するデザイン部32からなるディスク部33と、タイヤが取着される薄肉のリム部34から構成されている。図6(a)において、35はフロントフランジ部、36はリアフランジ部、37はリム部とディスク部が交差するクロス部、38はリム中央部である。なお、デザイン部32は図6(b)に示すように、スポーク部39と意匠穴39´からなる。車両の燃費向上の点から、ホイールの形状変更による軽量化が検討されている。この場合、ハブ部及びリム部は車体やタイヤとの取回しの点から大幅な形状変更はできないので、デザイン部の形状変更(例えば意匠穴の面積を大きくすることあるいはスポーク部を薄肉化すること)による軽量化が行われているが、大幅な軽量化は極めて困難である。
【0004】
上記ホイールを低圧鋳造で製造する場合、ハブ部31にゲートを設け、そこから溶湯を注入し、デザイン部32及びリム部34と溶湯をこの順に注入する方法(センターゲート法)あるいはリム部の端部(クロス部37)に複数(通常は2個)のゲートを設け、そこから溶湯を注入する方法(サイドゲート法)が採用されている。
センターゲート法では、溶湯充填後の凝固形態として、ゲートの押し湯効果を十分に発揮させるために、リム部、デザイン部、ハブ部の順に指向性凝固を行わせている。しかしこの鋳造方法では、デザイン部は厚肉部と薄肉部が混在した複雑形状を有するので、リム部からディスク部に向かう指向性凝固を達成することが困難である。
一方、サイドゲート法では、デザイン部自体が、凝固し易いハブ部への溶湯補給通路として機能するので、デザイン部での良好な湯流れを確保するために、デザイン部は厚肉となり、この鋳造方法でもホイール全体の大幅な軽量化は困難である。
【0005】
上述した従来法の欠点を解消すべく、ディスク中心部(ハブ部)とリム端にそれぞれゲートを設け、これらのゲートから金型内に注湯することが提案されている(例えば特開平5−269563号、同6−269923号参照)。この鋳造方法(3ゲート法)によれば、デザイン部の厚さを薄くしてもリム部からディスク部に向かう指向性凝固を達成できるので、ホイールの大幅な軽量化が可能となる。
【0006】
【発明が解決しようとする課題】
上述した3ゲート法により、軽量化ホイールは得られるが、実用上からいくつかの問題点がある。すなわち前記公報では、本来強度の点から十分に組織の微細化がなされていなければならない部位(クロス部及びフロントフランジ部)にサイドゲートが設けられているので、機械的強度が不十分となり、強度不足を補うために意図している肉厚よりも厚くする必要がある。またリム部からディスク部に向う指向性凝固を達成するために、デザイン部に冷却手段を設けることが行われるが、これのみでは必ずしも良好な指向性凝固が行われるとは限らず、鋳造欠陥が発生し易い。
【0007】
さらに前記公報では、センターゲートの高さとサイドゲートの高さとの間に差がないので、溶湯の充填時期に差がなく、溶湯がデザイン部で合流することになる。したがって下型冷却を行い、下型表面温度が350℃程度の低い温度になる場合には、デザイン面に湯境不良が発生する。下型表面温度が高く湯境不良が発生しない場合でも、溶湯がデザイン面で合流するので、溶湯中に酸化物やガスが巻き込まれるおそれがある。デザイン面が切削仕様であると、この酸化物のために外観不良が発生することがある。
【0008】
従って、本発明の目的は、高強度でかつ軽量化した車両用ホイールを鋳造欠陥なく得ることができる低圧鋳造法を提供することである。
【0009】
【課題を解決するための手段】
上記目的を達成するために、リム部並びにハブ部及びデザイン部を含むディスク部とを有する車両用ホイールに対応する形状を有する金型内で車両用ホイールを低圧鋳造する方法において、ディスク部を形成するキャビティの中心部にセンターゲートを、リム部を形成するキャビティにサイドゲートを設け、かつ前記サイドゲートのキャビティ開口部をセンターゲートのキャビティ開口部よりも上方位置に具備し、各ゲートから溶湯を注入して当該キャビティに充填する、という技術的手段を採用した。
【0010】
本発明では、3ゲート法により低圧鋳造を行うので、デザイン部の薄肉化やその組織の微細化を達成することができる。特に本発明では、センターゲートはサイドゲートのキャビティ開口部下端部よりも低い位置にあるので、センターゲートから注入された溶湯とサイドゲートから注入された溶湯はデザイン面で合流せず、もって健全なデザイン面が得られる。当然ながら前記のように湯境が最も目立つのはデザイン面であるため、サイドゲートの位置はリム端やデザイン面よりも高くすることが好ましい。デザイン面とは図6でいえばデザイン部の下側にあたるホイールの表面位置である。さらにはデザイン部全体よりもサイドゲートが高いことが好ましい。
【0011】
また、図4(b)に示すように、サイドゲートをクロス部よりも上側に設けることで、構造上サイドゲートが折り取りやすくなる。折り取る際に応力が車両用ホイールに与える影響が小さくなるので高真円度のアルミホイールを鋳造することが可能である。クロス部とはリム部とディスク部とが交差している部分を指す。
【0012】
例えば図4(a)に示す鋳造方案に於いて図5(a)に示すようにリム部中央とクロス部との2辺でL字型にゲートとホイールキャビティが連結している。よってサイドゲートを座屈させて除去するには構造力学的に大きな力が必要となり、ホイールに多大な曲げ応力、せん断力がかかる。このホイールに熱処理を施すと、前記曲げ応力等の影響でホイールの真円度が悪化する可能性がある。図5(b)に示すようにサイドゲートとリム部中央との略直線状である接続断面形状となる。これによりサイドゲートを折り取る際のホイールにかかるひずみを低減し、高真円度を保つことが可能である。
また、さらなる効果として、図5(a)の11dのようなクロス部と連通するキャビティ開口部がなくキャビティ下方向の湯流れ性を抑制し溶湯の円周方向の湯回り性を高めることができる。これによりキャビティ下方向の湯流れ性を抑制するためデザイン面に湯境を発生しなくなる。また円周方向で組織の偏りが小さくなり、周方向に強度のバラツキが少ないホイールとすることが可能である。
【0013】
図5(b)のようにする場合、サイドゲートの下端部からクロス部上端部までのリム中央部厚さを有する部分の距離が2mm以下では金型構造上強度的な不安が残る。また、40mm以上ではサイドゲートからの溶湯がクロス部に回りきらず、クロス部でのひけ等による鋳造欠陥が多発しやすくなる。よってサイドゲートの下端からクロス部上端までの距離tは好ましくは2〜40mm、さらに好ましくは4〜20mm程度とする。
【0014】
通常サイドゲートの開口部近傍及びクロス部とリム部との境には湯回り性を向上するために適度(1〜20mm)のRを設ける。本願で述べるサイドゲート下端部およびクロス部上端部とはこのRを含めないサイドゲートの下端部、クロス部の上端部を示す。
【0015】
【発明の実施の形態】
以下、本発明の詳細を図面により説明する。
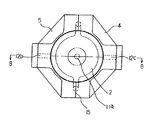
図1は本発明を実施するための鋳造装置の要部を示す断面図、図2は図1のA−A矢視図(但し、横型と下型を上部から見た図)、図3は図2のB−B矢視図である。
図1において、1は金型であり、ホイールデザインに対応した種々の表面形状を有する下型2と、その上方に位置する上型3と、下型2及び上型3と嵌合してキャビティ6を形成するように左右に摺動可能な横型4、5とを備えている。下型2は、下型プラテン7に固定された下型ベース8上に設置されている。上型3は、上型ベース9にボルト10で固定されている。キャビティ6は、ディスク部キャビティ60とリム部キャビティ61からからなり、ディスク部キャビティ60はハブ部キャビティ62とデザイン部キャビティ63からなり、リム部キャビティ61はクロス部キャビティ64と中央部キャビティ65からなる。ハブ部キャビティ62にはセンターゲート11aが、クロス部キャビティ64、64には各々サイドゲート11b及び11cが形成され、各ゲートは、湯道12a、12b及び12cを介してストーク13a、13b及び13cに連通している。ゲート11b及び11cは、図2に示すように平面からみてセンターゲート11aの両側に対称位置、すなわち各ゲートの中心が同一直線上に位置するように配置されている。これらのストークの下端部は、溶湯が収容された密閉容器(図示せず)に挿入されている。下型2には、デザイン部キャビティ63に対応する位置に下型冷却通路14が設けられている。15は型割れ面である。
【0016】
上記構成による動作を説明する。まず密閉容器内の溶湯を加圧することにより、溶湯はストーク13a、13b及び13cから湯道12a、12b及び12cを経て、ゲート11a、11b及び11cからキャビティ6内に充填される。
ここでセンターゲート11aと、サイドゲート11b、11cとの間には高低差があるので、センターゲート11aを通過する溶湯はデザイン部キャビティ63を充填し、サイドゲート11b、11cを通過する溶湯はリム部キャビティ61を充填する。即ち溶湯はリム部キャビティ61で合流する。所定時間経過後、加圧を解除すると、各ストーク内の溶湯は密閉容器内に戻り、キャビティ6内の溶湯が凝固して、図6に示すホイールが得られる。
【0017】
上記の鋳造工程における溶湯の凝固過程を詳述すると、次の通りである。サイドゲート11b、11cからキャビティ6内に注入された溶湯は、リム部キャビティ65の上端からその下端に向って凝固が進行する。一方、センターゲート11aからディスク部キャビティ60に注入された溶湯は、デザイン部キャビティ63からハブ部キャビティ62に向って凝固が進行する。従ってデザイン部キャビティ63に湯流れ機能や溶湯補給機能を持たせるまでもなく、鋳造方案上ホイールデザイン部の薄肉化が可能となる。またデザイン部から凝固が始まるので、デザイン部の組織が微細となり、高強度を維持できる。
しかも本発明では、サイドゲートは、リム端を避けた位置に設けられているので、フロントフランジあるいはリムの中央といった高強度を要する部位の組織が微細になり、もって強度上からみてもデザイン部の薄肉化が可能となる。
【0018】
サイドゲートをリム部キャビティ61の端部[図4(c)の実線で示す位置]あるいはクロス部キャビティ64の側面[図4(c)の破線で示す位置]に設けると、デザイン面に湯境が発生する可能性がある。本発明では、上述したようにセンターゲートとサイドゲートとの間に高低差があるので、溶湯はデザイン部を避けた位置(リム部)で合流し、もって健全なデザイン面を得ることができる。もちろん本発明によれば、各ゲートからの流動長が短くなり、また凝固時間も短縮されるので、鋳造サイクルタイムの短縮といった生産性向上の効果もある。
【0019】
(実施例)
以下、実施例及び比較例により本発明を更に具体的に説明する。
(実施例1)
図1に示す鋳造装置を使用し、Al−Si−Mg系合金(JIS AC4CH)の溶湯(約450℃)を金型(約480℃に加熱)に注入して(圧力0.5〜0.7kg/cm2)、図6に示す形状のアルミホイールを鋳造した。
(実施例2)
サイドゲートを図4(b)に示す位置(サイドゲート下端とクロス部上端との距離t=2mm)に設けた鋳造装置を使用した以外は実施例1と同様の条件でアルミホイールを鋳造した。
(実施例3)
サイドゲートを図4(b)に示す位置(サイドゲート下端とクロス部上端との距離t=10mm)に設けた鋳造装置を使用した以外は実施例1と同様の条件でアルミホイールを鋳造した。
(実施例4)
サイドゲートを図4(b)に示す位置に設け、かつサイドゲートに絞りを設けて、接続部分の幅wを実施例3の2/3(10mm)とした鋳造装置を使用した以外は実施例3と同様の条件でアルミホイールを鋳造した。
【0020】
(参考例1)
サイドゲートを図4(c)の実線で示す位置に設けた鋳造装置を使用した以外は実施例1と同様の条件でアルミホイールを鋳造した。
(参考例2)
サイドゲートを図4(c)の破線で示す位置に設けた以外は実施例1と同様の条件で鋳造した。
(比較例1)
サイドゲート[図4(a)に示す位置]のみから溶湯を金型に注入した(サイドゲート鋳造法案)以外は実施例1と同様の条件でアルミホイールを鋳造した。
(比較例2)
サイドゲート[図4(b)に示す位置]のみから溶湯を金型に注入した(サイドゲート鋳造法案)以外は実施例1と同様の条件でアルミホイールを鋳造した。上記各例のアルミホイールについて、デザイン面の湯境の有無を目視で観察し、またフロントフランジ部及びリム中央部から試料を切出し、衝撃テストを行った。その結果を表1に示す。また各アルミホイールの重量、鋳造サイクルタイム、およびサイドゲート除去の際の押圧手段にかかる応力も測定し、それらの結果(但し、比較例2を1とした場合の比率で示す)も同じく表1に示す。
【0021】
【表1】

表1から、3ゲート方式(実施例1〜4及び参考例1、2)の低圧鋳造法によれば、サイドゲート方式(比較例1,2)の方法よりもアルミホイールを10%以上軽量化することができ、また鋳造サイクルタイムも大幅に短縮できることがわかる。また3ゲート方式でしかも、サイドゲートをフロントフランジ部から離れかつクロス部に隣接する位置に設けた場合(実施例1)は、デザイン面に湯境の発生がなくしかも衝撃テストの結果も良好である。さらにサイドゲートをクロス部よりも上方に設けた場合は(実施例2〜4)、最終製品形状にまで影響を及ぼすサイドゲート除去の際に発生するひずみを極力低減することができる。対して、3ゲート方式でも、サイドゲートをリム端(参考例1)に設けた場合はデザイン面に湯境が発生することがあり、かつ機械的強度が低下することがわかる。
【0023】
【発明の効果】
以上に記述の如く、本発明によれば、キャビティの特定位置に複数のゲートを設けかつ指向性凝固を促進する金型構造としたので、デザイン面が健全で、高強度でかつ軽量化した車両用ホイールを得ることができる。
【図面の簡単な説明】
【図1】本発明の一実施例に係る鋳造装置の要部を示す断面図である。
【図2】図1のA−A矢視図である。
【図3】図2のB−B矢視図である。
【図4】サイドゲートの位置を示す概略図(a)、(b)、(c)である。
【図5】サイドゲートとホイールキャビティとの接続部を示す概略図(a)、(b)である。
【図6】アルミホイールの断面図(a)、同平面図(b)である。
【符号の説明】
1 金型、2 下型、3 上型、4,5 横型、6 キャビティ
11a,11b,11c ゲート、30 ホイール
Claims (4)
- リム部並びにハブ部及びデザイン部を含むディスク部とを有する車両用ホイールに対応する形状を有する金型内で車両用ホイールを低圧鋳造する方法において、ディスク部を形成するキャビティの中心部にセンターゲートを、リム部を形成するキャビティにサイドゲートを設け、かつ前記サイドゲートのキャビティ開口部をセンターゲートのキャビティ開口部よりも上方位置に具備し、各ゲートから溶湯を注入して当該キャビティに充填することを特徴とする車両用ホイールの低圧鋳造方法。
- 前記サイドゲートのキャビティ開口部の位置は車両用ホイールのディスク部側リム端よりも上方に設置する請求項1に記載の車両用ホイールの低圧鋳造方法。
- 前記サイドゲートのキャビティ開口部の位置は車両用ホイールのデザイン面よりも上方に設置する請求項1に記載の車両用ホイールの低圧鋳造方法。
- 前記サイドゲートのキャビティ開口部の位置は車両用ホイールのデザイン部全体よりも上方に設置する請求項1に記載の車両用ホイールの低圧鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000389492A JP3573338B2 (ja) | 1999-01-07 | 2000-12-21 | 車両用ホイールの低圧鋳造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP156799 | 1999-01-07 | ||
| JP11-1567 | 1999-01-07 | ||
| JP2000389492A JP3573338B2 (ja) | 1999-01-07 | 2000-12-21 | 車両用ホイールの低圧鋳造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP29223499A Division JP4465642B2 (ja) | 1999-01-07 | 1999-10-14 | 車両用ホイールの低圧鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001198663A JP2001198663A (ja) | 2001-07-24 |
| JP3573338B2 true JP3573338B2 (ja) | 2004-10-06 |
Family
ID=26334812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000389492A Expired - Lifetime JP3573338B2 (ja) | 1999-01-07 | 2000-12-21 | 車両用ホイールの低圧鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3573338B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009090303A (ja) * | 2007-10-04 | 2009-04-30 | Hitachi Metals Ltd | 低圧鋳造装置、および低圧鋳造方法 |
| JP2014040239A (ja) * | 2013-09-17 | 2014-03-06 | Hitachi Metals Ltd | 車両用ホイール |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7017647B2 (en) * | 2004-04-29 | 2006-03-28 | Amsted Industries Inc. | Method for casting objects with an improved hub core assembly |
| CN103658542B (zh) * | 2013-12-19 | 2016-08-31 | 贵州黎阳航空动力有限公司 | 一种精密铸造浇注系统 |
| CN103990765A (zh) * | 2014-05-28 | 2014-08-20 | 徐州君涛工贸有限公司 | 一种铸球模具 |
| CN105562659B (zh) * | 2016-02-15 | 2019-02-19 | 中信戴卡股份有限公司 | 一种用于车轮铸造的模具 |
| CN107127305A (zh) * | 2017-05-27 | 2017-09-05 | 河北隆春通用设备制造有限责任公司 | 一种轮毂铸造模具 |
| CN115213373B (zh) * | 2022-07-28 | 2026-01-13 | 中信戴卡股份有限公司 | 多浇口铝合金车轮铸造模具及浇注方法 |
-
2000
- 2000-12-21 JP JP2000389492A patent/JP3573338B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009090303A (ja) * | 2007-10-04 | 2009-04-30 | Hitachi Metals Ltd | 低圧鋳造装置、および低圧鋳造方法 |
| JP2014040239A (ja) * | 2013-09-17 | 2014-03-06 | Hitachi Metals Ltd | 車両用ホイール |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001198663A (ja) | 2001-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1185298A (en) | Vehicule wheel and process of manufacture | |
| JP5046106B2 (ja) | 低圧鋳造装置、および低圧鋳造方法 | |
| JP3573338B2 (ja) | 車両用ホイールの低圧鋳造方法 | |
| KR20130123653A (ko) | 광폭 상용차용 휠허브 제조방법 및 그 제조장치 | |
| JP4465642B2 (ja) | 車両用ホイールの低圧鋳造方法 | |
| CN113198982B (zh) | 飞轮铸件的铸造方法 | |
| JP3159366B2 (ja) | 低圧鋳造用金型 | |
| CN102974772B (zh) | 铁路货车转向架轴箱铸型 | |
| JP2000254766A5 (ja) | ||
| JP4305798B2 (ja) | アルミホイールの鋳造方法および鋳造用金型 | |
| JP5448019B2 (ja) | 車両用ホイール | |
| JP4311674B2 (ja) | 車両用ホイール | |
| JP4215226B2 (ja) | 自動車用サスペンション部材 | |
| JP2003117625A (ja) | 車両用軽合金ホイールおよびその製造方法 | |
| JP5871399B2 (ja) | 車両用ホイール及びその製造方法 | |
| JP4332844B2 (ja) | 車両用ホイールの製造方法 | |
| CN214355328U (zh) | 一种采用a356铝制卡车轮毂 | |
| CN111889652B (zh) | 一种反重力铸造局部加压用锁模装置及反重力铸造设备 | |
| CN212329617U (zh) | 一种反重力铸造局部加压用锁模装置及反重力铸造设备 | |
| JP3781271B2 (ja) | 車両用軽合金製ホイール | |
| CN210208554U (zh) | 一种轮合金轮毂重力铸造模具 | |
| JP4096087B2 (ja) | 粒子分散アルミニウム合金材料の低圧鋳造装置 | |
| JPH06277817A (ja) | 低圧鋳造装置 | |
| JP2000219003A (ja) | 車両用ホイール | |
| CN112172405A (zh) | 一种采用a356铝制卡车轮毂制造工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040416 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040611 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3573338 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20070709 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080709 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080709 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090709 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090709 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100709 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100709 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110709 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110709 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120709 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120709 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130709 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term | ||
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |