JP3601498B2 - 電子部品実装装置 - Google Patents
電子部品実装装置 Download PDFInfo
- Publication number
- JP3601498B2 JP3601498B2 JP2001314890A JP2001314890A JP3601498B2 JP 3601498 B2 JP3601498 B2 JP 3601498B2 JP 2001314890 A JP2001314890 A JP 2001314890A JP 2001314890 A JP2001314890 A JP 2001314890A JP 3601498 B2 JP3601498 B2 JP 3601498B2
- Authority
- JP
- Japan
- Prior art keywords
- cam
- transfer head
- substrate
- chip supply
- electronic component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Supply And Installment Of Electrical Components (AREA)
- Wire Bonding (AREA)
- Die Bonding (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、ウェハから切り出され粘着シートに貼着された状態の電子部品を取り出して基板に実装する電子部品実装装置に関するものである。
【0002】
【従来の技術】
半導体装置の製造工程において、半導体チップは多数のチップより成るウェハから切り出される。このチップの切り出しは、粘着シートにウェハを貼着した状態で行われ、切り出された個片チップは電子部品実装装置の移載ヘッドによってウェハを保持したチップ供給部からピックアップされ、基板搬送機構に位置決めされた基板に搭載される。
【0003】
このような電子部品実装装置として、移載ヘッドによる移動ストロークを短縮する目的で、基板搬送機構の下側にチップ供給部を部分的に上下方向に重ねて配置した装置が知られている。このような配置の電子部品実装装置では、チップ供給部におけるピックアップ面と、基板搬送機構に位置決めされた基板における搭載面との間には段差が生じるため、チップを移載する移載ヘッドはこれらの間を移動する度に、上下方向の移動を反復する必要がある。
【0004】
この上下移動動作を効率よく行う機構として、カム機構が用いられる場合がある。この機構は、移載ヘッドと一体的に移動するカムフォロアを段差を有するカム曲面に沿って移動させることにより所定の上下動を行わせるものであり、移載ヘッドを水平方向に移動させる移動機構を駆動源として移載ヘッドの上下動をも併せて行うことができるため、機構の簡略化が実現されるという利点がある。
【0005】
【発明が解決しようとする課題】
しかしながら、上記従来のカム機構を用いた移載ヘッドの移動機構では、基板搬送機構の構成上搬送機構の厚さ寸法を大きくする必要がある場合には、基板搬送機構とチップ供給部との段差が大きくなり、これに従ってカム曲面の傾斜や水平部と傾斜部の遷移部の曲率を大きくする必要がある。ところが、カム曲面の傾斜や曲率が大きくなると、水平方向の駆動によってカムフォロアがカム曲面に沿って転動する際にカジリを生じやすく、高速で安定した動作を実現することが難しい。このため動作上許容される段差には限度があり、この制限によって基板搬送機構の寸法が制約されるという問題点があった。
【0006】
そこで本発明は、基板搬送機構の許容寸法の制約を緩和し、かつ移載ヘッドの移動動作を高速で安定して行わせることができる電子部品実装装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
請求項1記載の電子部品実装装置は、基板を搬送し位置決めする基板搬送機構と、この基板搬送機構に位置決めされた基板よりも段差を確保して低い位置に配設されたチップ供給部と、チップ供給部のチップをピックアップして前記基板に移送搭載する移載ヘッドと、この移載ヘッドを前記基板搬送部とチップ供給部との間で移動させる移動機構と、前記基板搬送部の上方に対応する第1水平部とチップ供給部の上方に対応する第2水平部とこの第1水平部と第2水平部との間にあって前記チップ供給部へ向かって下り勾配の傾斜部を備えたカム曲面を有するカム部材と、前記移載ヘッドとともに上下動しかつ前記移動機構による移載ヘッドの移動に伴って前記カム曲面に沿って移動するカムフォロアとを備え、前記移動機構が前記チップ供給部へ向かって下り勾配に配設されている。
【0008】
本発明によれば、チップ供給部へ向かって下り勾配のカム曲面に沿って移動する移載ヘッドを移動させる移動機構を、チップ供給部へ向かって下り勾配に配設することにより、移動機構による駆動方向に対するカム曲面の傾斜を大きくすることなく移載ヘッドの上下動ストロークを確保することができ、基板搬送機構の許容寸法の制約を緩和し、かつ移載ヘッドの移動動作を高速で安定して行わせることができる。
【0009】
【発明の実施の形態】
次に本発明の実施の形態を図面を参照して説明する。図1は本発明の一実施の形態の電子部品実装装置の正面図、図2(a)は本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図、図2(b)は本発明の一実施の形態の電子部品実装装置のカム機構の部分拡大図、図3(a)は本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図、図3(b)は本発明の一実施の形態の電子部品実装装置の部分正面図、図4、図5、図6は本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図である。
【0010】
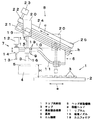
まず図1を参照して電子部品実装装置の全体構造を説明する。図1において、チップ供給部1のウェハ保持テーブル2の上面には、粘着シート(図示せず)に貼り付けられたチップ3が保持されている。ウェハ保持テーブル2は、テーブル移動機構(図示せず)によって矢印a方向に水平移動可能となっている。チップ供給部1の側方には、基板搬送機構4が配設されている。基板搬送機構4は上面に載置された基板5を搬送し位置決めする。
【0011】
ウェハ保持テーブル2は、基板搬送機構4に位置決めされた基板5よりも段差Hを確保して低い位置に配設されており、ウェハ保持テーブル2が水平移動する際に、ウェハ保持テーブル2が部分的に基板搬送機構4の下方に入り込むことが可能となっている。
【0012】
ウェハ保持テーブル2、基板搬送機構4の上方には、カム機構6がカム上下動機構7によって上下動可能に配設されている。カム機構6はカム曲面によって移載ヘッド9の水平動および上下動を案内する。移載ヘッド9はヘッド移動機構8によって駆動されることにより、カム機構6に案内されてチップ供給部1と基板搬送機構4との間を往復動する。そしてこの往復動により、移載ヘッド9はチップ供給部1からチップ3をピックアップして基板5に移送搭載する。ヘッド移動機構8は、移載ヘッド9を基板搬送機構4とチップ供給部1との間で移動させる移動機構となっている。
【0013】
カム機構6、移載ヘッド9およびカム上下動機構7について説明する。垂直に配設されたカムプレート10の下端部には、リブカム11(カム部材)が後述するカム形状で設けられている。リブカム11は、ブロック15に結合されたカムフォロア18によって上下から挟み込まれており、カムフォロア18は移載ヘッド9とともに上下動し、かつヘッド移動機構8による移載ヘッド9の移動に伴ってリブカム11のカム曲面に沿って移動する。
【0014】
ブロック15を上下に挿通して固着されたシャフト17の下端部には、吸着ノズル16が装着されている。吸着ノズル16はチップ3を吸着して保持する。カムプレート10の一方側の端部は、カム上下動機構7と結合されている。カム上下動機構7は、モータ12によって回転駆動される送りねじ13と、送りねじ13が螺合するナット14によって構成される。モータ12が回転することにより、ナット14に結合されたカムプレート10が上下動する。これにより、カム機構6全体が移載ヘッド9とともに上下動する。
【0015】
次にヘッド移動機構8について説明する。シャフト17の上部は、移動ブロック20によって上下方向のスライドを許容された状態で保持されている。移動ブロック20の下部にはスライダ19が結合されており、スライダ19は段差Hに応じて傾斜して配設されたスライドレール21にガイドされて移動する。したがって移動ブロック20は、スライドレール21に沿って斜め方向に往復動するようになっており、これにより、移載ヘッド9はシャフト17、移動ブロック20とともに矢印bで示す下り勾配方向に移動する。すなわちヘッド移動機構8は、チップ供給部1へ向かって下り勾配に配設されている。
【0016】
スライドレール21の上側には、駆動プーリ22と従動プーリ25に調帯されたベルト24がスライドレール21に平行に配設されており、モータ23によって駆動プーリ22を回転駆動することにより、ベルト24は矢印c方向に往復動する。したがって、モータ23を回転駆動することにより、移載ヘッド9はカム機構6によって案内されて移動する。この移載ヘッド9の移動において、カムフォロア18がリブカム11に沿って移動することにより、移載ヘッド9はリブカム11のカム曲面にならった移動軌跡で移動する。
【0017】
次に図2を参照して、リブカム11のカム形状について説明する。図2(a)に示すように、リブカム11のカム曲面は、基板搬送機構4の上方に対応する第1水平部11aと、チップ供給部1の上方に対応する第2水平部11cと、この第1水平部11aと第2水平部11cとの間にあってチップ供給部1へ向かって下り勾配の傾斜部11bとで構成されている。ここで、傾斜部11bの範囲のリブ幅Bは、軸間距離D(図2(b)参照)が固定された2つのカムフォロア18の間に傾斜したリブカム11が隙間なく嵌合するよう、リブカム11の傾斜状態に応じて設定されている。
【0018】
ヘッド移動機構8を駆動することにより、スライダ19はスライドレール21の傾斜に沿って往復動するが、このときカムフォロア18がリブカム11を上下から挟み込んだ状態で移動することから、移載ヘッド9は、スライダ19が基板搬送機構4またはチップ供給部1の上方を移動するときは、第1水平部11a、第2水平部11cに沿って水平移動する。そしてスライダ19がチップ供給部1と基板搬送機構4の間を往復する過程では、移載ヘッド9は傾斜部11bに沿って斜め方向に移動する。
【0019】
この移載ヘッド9の斜め方向の移動において、カムフォロア18によってリブカム11に作用する外力について説明する。図2(b)に示すように、上下2つのカムフォロア18には、ヘッド移動機構8による下り勾配方向(図1に示す矢印b参照)の駆動力Fが作用する。この駆動力Fは、リブカム11の配設方向に平行な分力F1と、配設方向に垂直な分力F2の分力に分けられる。このとき、駆動力Fは常にヘッド移動機構8の下り勾配方向を示す矢印b方向だけ傾いていることから、駆動力が常に水平方向に作用する従来の移動機構と比較して、分力F2は小さくなる。
【0020】
カムフォロア18をリブカム11に沿って移動させる際の抗力は上記垂直方向の分力F2に依存することから、分力F2が小さいほど、カムフォロア18の移動はスムーズに行われる。したがって分力F2を小さくするほど、移載ヘッド9のチップ供給部1と基板搬送機構4との間の往復動を高速で安定して行うことができる。この分力F2を小さくするためには、図3(a)に示す段差H2、すなわちリブカム11のヘッド移動機構8による下り勾配方向(矢印b)に対して垂直な方向の段差H2を小さくすればよい。
【0021】
本実施の形態に示す構成では、このリブカム11の段差H2に比較して、水平面に対して垂直方向の段差H1、すなわち移載ヘッド9の移動における上下方向の段差H1を大きく設定することが可能となっている。したがって、基板搬送機構4をチップ供給部1のウェハ保持テーブル2に対して十分な段差H1で配置することができ、基板搬送機構4の厚み寸法Tの許容寸法の制約が緩和される。
【0022】
次に図4、図5、図6を参照して、電子部品実装装置のチップ実装動作を説明する。まず図4に示すように、ヘッド移動機構8のモータ23を駆動して移動ブロック20を矢印方向に移動させ、移載ヘッド9をチップ供給部1の上方に位置させる。これにより、移載ヘッド9は水平移動するとともに、カム曲面にしたがって下降する。次いで、カム上下動機構7のモータ12を駆動して、カム機構6全体を下降させ、移載ヘッド9の吸着ノズル16をウェハ保持テーブル2上のチップ3に当接させる。
【0023】
次に吸着ノズル16によってチップ3を吸着保持したならば、図5に示すように、カム上下動機構7によってカム機構6全体を移載ヘッド9とともに上昇させる。これにより、吸着ノズル16に保持されたチップ3はウェハ保持テーブル2から取り出される。そして、ヘッド移動機構8のモータ23を駆動して移動ブロック20を矢印方向に移動させる。これにより、移載ヘッド9は水平移動するとともに、カム曲面にしたがって上昇する。
【0024】
そして図6に示すように、移動ブロック20がさらに矢印方向に移動して、移載ヘッド9が基板搬送機構4上に載置された基板5の所定の実装点上に位置合わせされたならば、カム上下動機構7によってカム機構6全体を下降させる。これにより、移載ヘッド9もともに下降し、吸着ノズル16の保持されたチップ3は基板5に搭載される。
【0025】
【発明の効果】
本発明によれば、チップ供給部へ向かって下り勾配のカム曲面に沿って移動する移載ヘッドを移動させる移動機構を、チップ供給部へ向かって下り勾配に配設したので、移動機構による駆動方向に対するカム曲面の傾斜を大きくすることなく移載ヘッドの上下動ストロークを確保することができ、基板搬送機構の許容寸法の制約を緩和し、かつ移載ヘッドの移動動作を高速で安定して行わせることができる。
【図面の簡単な説明】
【図1】本発明の一実施の形態の電子部品実装装置の正面図
【図2】(a)本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図
(b)本発明の一実施の形態の電子部品実装装置のカム機構の部分拡大図
【図3】(a)本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図
(b)本発明の一実施の形態の電子部品実装装置の部分正面図
【図4】本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図
【図5】本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図
【図6】本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図
【符号の説明】
1 チップ供給部
3 チップ
4 基板搬送機構
5 基板
6 カム機構
8 ヘッド移動機構
9 移載ヘッド
11 リブカム
16 吸着ノズル
18 カムフォロア
【発明の属する技術分野】
本発明は、ウェハから切り出され粘着シートに貼着された状態の電子部品を取り出して基板に実装する電子部品実装装置に関するものである。
【0002】
【従来の技術】
半導体装置の製造工程において、半導体チップは多数のチップより成るウェハから切り出される。このチップの切り出しは、粘着シートにウェハを貼着した状態で行われ、切り出された個片チップは電子部品実装装置の移載ヘッドによってウェハを保持したチップ供給部からピックアップされ、基板搬送機構に位置決めされた基板に搭載される。
【0003】
このような電子部品実装装置として、移載ヘッドによる移動ストロークを短縮する目的で、基板搬送機構の下側にチップ供給部を部分的に上下方向に重ねて配置した装置が知られている。このような配置の電子部品実装装置では、チップ供給部におけるピックアップ面と、基板搬送機構に位置決めされた基板における搭載面との間には段差が生じるため、チップを移載する移載ヘッドはこれらの間を移動する度に、上下方向の移動を反復する必要がある。
【0004】
この上下移動動作を効率よく行う機構として、カム機構が用いられる場合がある。この機構は、移載ヘッドと一体的に移動するカムフォロアを段差を有するカム曲面に沿って移動させることにより所定の上下動を行わせるものであり、移載ヘッドを水平方向に移動させる移動機構を駆動源として移載ヘッドの上下動をも併せて行うことができるため、機構の簡略化が実現されるという利点がある。
【0005】
【発明が解決しようとする課題】
しかしながら、上記従来のカム機構を用いた移載ヘッドの移動機構では、基板搬送機構の構成上搬送機構の厚さ寸法を大きくする必要がある場合には、基板搬送機構とチップ供給部との段差が大きくなり、これに従ってカム曲面の傾斜や水平部と傾斜部の遷移部の曲率を大きくする必要がある。ところが、カム曲面の傾斜や曲率が大きくなると、水平方向の駆動によってカムフォロアがカム曲面に沿って転動する際にカジリを生じやすく、高速で安定した動作を実現することが難しい。このため動作上許容される段差には限度があり、この制限によって基板搬送機構の寸法が制約されるという問題点があった。
【0006】
そこで本発明は、基板搬送機構の許容寸法の制約を緩和し、かつ移載ヘッドの移動動作を高速で安定して行わせることができる電子部品実装装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
請求項1記載の電子部品実装装置は、基板を搬送し位置決めする基板搬送機構と、この基板搬送機構に位置決めされた基板よりも段差を確保して低い位置に配設されたチップ供給部と、チップ供給部のチップをピックアップして前記基板に移送搭載する移載ヘッドと、この移載ヘッドを前記基板搬送部とチップ供給部との間で移動させる移動機構と、前記基板搬送部の上方に対応する第1水平部とチップ供給部の上方に対応する第2水平部とこの第1水平部と第2水平部との間にあって前記チップ供給部へ向かって下り勾配の傾斜部を備えたカム曲面を有するカム部材と、前記移載ヘッドとともに上下動しかつ前記移動機構による移載ヘッドの移動に伴って前記カム曲面に沿って移動するカムフォロアとを備え、前記移動機構が前記チップ供給部へ向かって下り勾配に配設されている。
【0008】
本発明によれば、チップ供給部へ向かって下り勾配のカム曲面に沿って移動する移載ヘッドを移動させる移動機構を、チップ供給部へ向かって下り勾配に配設することにより、移動機構による駆動方向に対するカム曲面の傾斜を大きくすることなく移載ヘッドの上下動ストロークを確保することができ、基板搬送機構の許容寸法の制約を緩和し、かつ移載ヘッドの移動動作を高速で安定して行わせることができる。
【0009】
【発明の実施の形態】
次に本発明の実施の形態を図面を参照して説明する。図1は本発明の一実施の形態の電子部品実装装置の正面図、図2(a)は本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図、図2(b)は本発明の一実施の形態の電子部品実装装置のカム機構の部分拡大図、図3(a)は本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図、図3(b)は本発明の一実施の形態の電子部品実装装置の部分正面図、図4、図5、図6は本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図である。
【0010】
まず図1を参照して電子部品実装装置の全体構造を説明する。図1において、チップ供給部1のウェハ保持テーブル2の上面には、粘着シート(図示せず)に貼り付けられたチップ3が保持されている。ウェハ保持テーブル2は、テーブル移動機構(図示せず)によって矢印a方向に水平移動可能となっている。チップ供給部1の側方には、基板搬送機構4が配設されている。基板搬送機構4は上面に載置された基板5を搬送し位置決めする。
【0011】
ウェハ保持テーブル2は、基板搬送機構4に位置決めされた基板5よりも段差Hを確保して低い位置に配設されており、ウェハ保持テーブル2が水平移動する際に、ウェハ保持テーブル2が部分的に基板搬送機構4の下方に入り込むことが可能となっている。
【0012】
ウェハ保持テーブル2、基板搬送機構4の上方には、カム機構6がカム上下動機構7によって上下動可能に配設されている。カム機構6はカム曲面によって移載ヘッド9の水平動および上下動を案内する。移載ヘッド9はヘッド移動機構8によって駆動されることにより、カム機構6に案内されてチップ供給部1と基板搬送機構4との間を往復動する。そしてこの往復動により、移載ヘッド9はチップ供給部1からチップ3をピックアップして基板5に移送搭載する。ヘッド移動機構8は、移載ヘッド9を基板搬送機構4とチップ供給部1との間で移動させる移動機構となっている。
【0013】
カム機構6、移載ヘッド9およびカム上下動機構7について説明する。垂直に配設されたカムプレート10の下端部には、リブカム11(カム部材)が後述するカム形状で設けられている。リブカム11は、ブロック15に結合されたカムフォロア18によって上下から挟み込まれており、カムフォロア18は移載ヘッド9とともに上下動し、かつヘッド移動機構8による移載ヘッド9の移動に伴ってリブカム11のカム曲面に沿って移動する。
【0014】
ブロック15を上下に挿通して固着されたシャフト17の下端部には、吸着ノズル16が装着されている。吸着ノズル16はチップ3を吸着して保持する。カムプレート10の一方側の端部は、カム上下動機構7と結合されている。カム上下動機構7は、モータ12によって回転駆動される送りねじ13と、送りねじ13が螺合するナット14によって構成される。モータ12が回転することにより、ナット14に結合されたカムプレート10が上下動する。これにより、カム機構6全体が移載ヘッド9とともに上下動する。
【0015】
次にヘッド移動機構8について説明する。シャフト17の上部は、移動ブロック20によって上下方向のスライドを許容された状態で保持されている。移動ブロック20の下部にはスライダ19が結合されており、スライダ19は段差Hに応じて傾斜して配設されたスライドレール21にガイドされて移動する。したがって移動ブロック20は、スライドレール21に沿って斜め方向に往復動するようになっており、これにより、移載ヘッド9はシャフト17、移動ブロック20とともに矢印bで示す下り勾配方向に移動する。すなわちヘッド移動機構8は、チップ供給部1へ向かって下り勾配に配設されている。
【0016】
スライドレール21の上側には、駆動プーリ22と従動プーリ25に調帯されたベルト24がスライドレール21に平行に配設されており、モータ23によって駆動プーリ22を回転駆動することにより、ベルト24は矢印c方向に往復動する。したがって、モータ23を回転駆動することにより、移載ヘッド9はカム機構6によって案内されて移動する。この移載ヘッド9の移動において、カムフォロア18がリブカム11に沿って移動することにより、移載ヘッド9はリブカム11のカム曲面にならった移動軌跡で移動する。
【0017】
次に図2を参照して、リブカム11のカム形状について説明する。図2(a)に示すように、リブカム11のカム曲面は、基板搬送機構4の上方に対応する第1水平部11aと、チップ供給部1の上方に対応する第2水平部11cと、この第1水平部11aと第2水平部11cとの間にあってチップ供給部1へ向かって下り勾配の傾斜部11bとで構成されている。ここで、傾斜部11bの範囲のリブ幅Bは、軸間距離D(図2(b)参照)が固定された2つのカムフォロア18の間に傾斜したリブカム11が隙間なく嵌合するよう、リブカム11の傾斜状態に応じて設定されている。
【0018】
ヘッド移動機構8を駆動することにより、スライダ19はスライドレール21の傾斜に沿って往復動するが、このときカムフォロア18がリブカム11を上下から挟み込んだ状態で移動することから、移載ヘッド9は、スライダ19が基板搬送機構4またはチップ供給部1の上方を移動するときは、第1水平部11a、第2水平部11cに沿って水平移動する。そしてスライダ19がチップ供給部1と基板搬送機構4の間を往復する過程では、移載ヘッド9は傾斜部11bに沿って斜め方向に移動する。
【0019】
この移載ヘッド9の斜め方向の移動において、カムフォロア18によってリブカム11に作用する外力について説明する。図2(b)に示すように、上下2つのカムフォロア18には、ヘッド移動機構8による下り勾配方向(図1に示す矢印b参照)の駆動力Fが作用する。この駆動力Fは、リブカム11の配設方向に平行な分力F1と、配設方向に垂直な分力F2の分力に分けられる。このとき、駆動力Fは常にヘッド移動機構8の下り勾配方向を示す矢印b方向だけ傾いていることから、駆動力が常に水平方向に作用する従来の移動機構と比較して、分力F2は小さくなる。
【0020】
カムフォロア18をリブカム11に沿って移動させる際の抗力は上記垂直方向の分力F2に依存することから、分力F2が小さいほど、カムフォロア18の移動はスムーズに行われる。したがって分力F2を小さくするほど、移載ヘッド9のチップ供給部1と基板搬送機構4との間の往復動を高速で安定して行うことができる。この分力F2を小さくするためには、図3(a)に示す段差H2、すなわちリブカム11のヘッド移動機構8による下り勾配方向(矢印b)に対して垂直な方向の段差H2を小さくすればよい。
【0021】
本実施の形態に示す構成では、このリブカム11の段差H2に比較して、水平面に対して垂直方向の段差H1、すなわち移載ヘッド9の移動における上下方向の段差H1を大きく設定することが可能となっている。したがって、基板搬送機構4をチップ供給部1のウェハ保持テーブル2に対して十分な段差H1で配置することができ、基板搬送機構4の厚み寸法Tの許容寸法の制約が緩和される。
【0022】
次に図4、図5、図6を参照して、電子部品実装装置のチップ実装動作を説明する。まず図4に示すように、ヘッド移動機構8のモータ23を駆動して移動ブロック20を矢印方向に移動させ、移載ヘッド9をチップ供給部1の上方に位置させる。これにより、移載ヘッド9は水平移動するとともに、カム曲面にしたがって下降する。次いで、カム上下動機構7のモータ12を駆動して、カム機構6全体を下降させ、移載ヘッド9の吸着ノズル16をウェハ保持テーブル2上のチップ3に当接させる。
【0023】
次に吸着ノズル16によってチップ3を吸着保持したならば、図5に示すように、カム上下動機構7によってカム機構6全体を移載ヘッド9とともに上昇させる。これにより、吸着ノズル16に保持されたチップ3はウェハ保持テーブル2から取り出される。そして、ヘッド移動機構8のモータ23を駆動して移動ブロック20を矢印方向に移動させる。これにより、移載ヘッド9は水平移動するとともに、カム曲面にしたがって上昇する。
【0024】
そして図6に示すように、移動ブロック20がさらに矢印方向に移動して、移載ヘッド9が基板搬送機構4上に載置された基板5の所定の実装点上に位置合わせされたならば、カム上下動機構7によってカム機構6全体を下降させる。これにより、移載ヘッド9もともに下降し、吸着ノズル16の保持されたチップ3は基板5に搭載される。
【0025】
【発明の効果】
本発明によれば、チップ供給部へ向かって下り勾配のカム曲面に沿って移動する移載ヘッドを移動させる移動機構を、チップ供給部へ向かって下り勾配に配設したので、移動機構による駆動方向に対するカム曲面の傾斜を大きくすることなく移載ヘッドの上下動ストロークを確保することができ、基板搬送機構の許容寸法の制約を緩和し、かつ移載ヘッドの移動動作を高速で安定して行わせることができる。
【図面の簡単な説明】
【図1】本発明の一実施の形態の電子部品実装装置の正面図
【図2】(a)本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図
(b)本発明の一実施の形態の電子部品実装装置のカム機構の部分拡大図
【図3】(a)本発明の一実施の形態の電子部品実装装置のカム機構の部分正面図
(b)本発明の一実施の形態の電子部品実装装置の部分正面図
【図4】本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図
【図5】本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図
【図6】本発明の一実施の形態の電子部品実装装置のチップ搭載動作の説明図
【符号の説明】
1 チップ供給部
3 チップ
4 基板搬送機構
5 基板
6 カム機構
8 ヘッド移動機構
9 移載ヘッド
11 リブカム
16 吸着ノズル
18 カムフォロア
Claims (1)
- 基板を搬送し位置決めする基板搬送機構と、この基板搬送機構に位置決めされた基板よりも段差を確保して低い位置に配設されたチップ供給部と、チップ供給部のチップをピックアップして前記基板に移送搭載する移載ヘッドと、この移載ヘッドを前記基板搬送部とチップ供給部との間で移動させる移動機構と、前記基板搬送部の上方に対応する第1水平部とチップ供給部の上方に対応する第2水平部とこの第1水平部と第2水平部との間にあって前記チップ供給部へ向かって下り勾配の傾斜部を備えたカム曲面を有するカム部材と、前記移載ヘッドとともに上下動しかつ前記移動機構による移載ヘッドの移動に伴って前記カム曲面に沿って移動するカムフォロアとを備え、前記移動機構が前記チップ供給部へ向かって下り勾配に配設されていることを特徴とする電子部品実装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001314890A JP3601498B2 (ja) | 2001-10-12 | 2001-10-12 | 電子部品実装装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001314890A JP3601498B2 (ja) | 2001-10-12 | 2001-10-12 | 電子部品実装装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003124239A JP2003124239A (ja) | 2003-04-25 |
| JP3601498B2 true JP3601498B2 (ja) | 2004-12-15 |
Family
ID=19133136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001314890A Expired - Fee Related JP3601498B2 (ja) | 2001-10-12 | 2001-10-12 | 電子部品実装装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3601498B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1480507B1 (de) * | 2003-05-21 | 2006-07-19 | Unaxis International Trading Ltd. | Halbleiter-Montageeinrichtung |
-
2001
- 2001-10-12 JP JP2001314890A patent/JP3601498B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003124239A (ja) | 2003-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108780762B (zh) | 电子零件安装装置 | |
| US20050045914A1 (en) | Flip chip device assembly machine | |
| US5876556A (en) | Die-bonding device | |
| CN108701620B (zh) | 电子零件处理单元 | |
| JP4308772B2 (ja) | 部品供給ヘッド装置、部品供給装置、部品実装装置、及び実装ヘッド部の移動方法 | |
| JP3601498B2 (ja) | 電子部品実装装置 | |
| JP3649091B2 (ja) | 電子部品の実装装置 | |
| JP3027911B2 (ja) | ダイボンディング装置 | |
| CN222126445U (zh) | 全自动倒装固晶设备 | |
| JP3928409B2 (ja) | 電子部品実装装置 | |
| JP4183888B2 (ja) | 電子部品の実装装置 | |
| JP3610941B2 (ja) | 電子部品実装装置 | |
| KR101097062B1 (ko) | 다이 본더 | |
| JP3804405B2 (ja) | 電子部品の実装装置及び電子部品実装用の吸着ノズルユニット | |
| JP3622642B2 (ja) | 電子部品の実装方法 | |
| JP4258770B2 (ja) | 電子部品のピックアップ装置 | |
| JP4062359B2 (ja) | 電子部品実装装置 | |
| JP4952596B2 (ja) | 電子部品搭載装置 | |
| JP2002319794A (ja) | 電子部品実装装置におけるテープ切断機構 | |
| JP4149138B2 (ja) | 電子部品実装装置 | |
| JP3720209B2 (ja) | 電子部品自動装着装置 | |
| JP2001185564A (ja) | ダイボンディング装置およびダイボンディング方法 | |
| JPH11298195A (ja) | 部品装着装置 | |
| JP2015060860A (ja) | ダイボンダ用ディッピング機構及びフリップチップボンダ | |
| JPH11289195A (ja) | 電子部品実装装置および電子部品実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040913 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081001 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |