JP3601577B2 - 触媒コンバータ容器の製造方法およびその製造装置 - Google Patents
触媒コンバータ容器の製造方法およびその製造装置 Download PDFInfo
- Publication number
- JP3601577B2 JP3601577B2 JP35603898A JP35603898A JP3601577B2 JP 3601577 B2 JP3601577 B2 JP 3601577B2 JP 35603898 A JP35603898 A JP 35603898A JP 35603898 A JP35603898 A JP 35603898A JP 3601577 B2 JP3601577 B2 JP 3601577B2
- Authority
- JP
- Japan
- Prior art keywords
- cone
- base material
- tube
- catalytic converter
- material tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Exhaust Gas After Treatment (AREA)
- Exhaust Silencers (AREA)
Description
【発明の属する技術分野】
本発明は、触媒コンバータ容器の製造方法およびその製造装置に関し、より詳しくは、基材素管をスピニング加工して本体部とコーン部と接続部とを有し、さらにコーン部から接続部にかけての肉厚が本体部から接続部に向かって漸増するように形成するための触媒コンバータ容器の製造方法およびその製造装置に関するものである。
【0002】
【従来の技術】
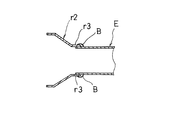
周知のように、自動車のエンジンから排出された排気ガスを処理するために、触媒コンバータが用いられている。触媒コンバータの一般的な容器Rは、図3に示すように、触媒担体Sを収容する比較的大径の本体r1と、エキゾーストパイプEに接続される比較的小径の接続部r3を有しており、本体r1から接続部r3に向かって暫時小径となるテーパ状のコーンr2とにより構成されている。このような触媒コンバータ容器Rは、一般に、本体r1とほぼ同じ径の基材素管をスピニング加工することによって成形されたコーンr2を、触媒担体Sが収容された円筒状の本体r1の両端にそれぞれ接合して構成されている。
【0003】
ところで、触媒コンバータ容器Rのコーンr2の接続部r3とエキゾーストパイプEとは、一般に図4に示すように、MIG溶接等により接続される。図4に示された符号Bは、MIG溶接によるビードである。このコーンr2の接続部r3とエキゾーストパイプEとの間の接続部分は、特に、エンジンの始動時において急激に加熱されると共に振動を受ける等、過酷な条件の下に置かれている。したがって、この接続部分が疲労することによって脆弱となり穴が開いたり亀裂が生じると、排気ガスが漏出して触媒コンバータの浄化処理効率が悪化する。そのため、コーンr2の接続部r3に充分な強度を付与する必要がある。そこで、図5に示すように、コーンr2の接続部r3に補強部材Qを設けて肉厚を増加させて剛性を高めることが従来から行われていた。
【0004】
一方、特開昭57−48339号公報に開示されているように、触媒コンバータのシェルに大径部を溶接されると共に小径部にパイプおよびフランジを溶接されるコーンにおいて、該コーンが肉厚一定の基材素管から加工されて成形されており、而して上記大径部が基材素管の肉厚より薄くなく、一方小径部が該基材素管の肉厚より厚く加工成形されていることを特徴とする触媒コンバータ容器用コーンが知られている。すなわち、この触媒コンバータ容器用コーンは、図6に示すように、テーパ面(本発明におけるコーン部に相当する)から小径部(接続部)にかけて肉厚が漸増するように形成されたもので、触媒担体を収容したシェル(本体部)の両端に突き合わせ溶接される。
【0005】
また、この特開昭57−48339号公報には、触媒コンバータ容器用コーンの製造方法として、板厚一定の基材素管をスピニング成形し触媒コンバータ容器用コーンを製造する方法において、テーパ面を介して小径円周部と大径円周部を有する回転成形型に該基材素管を嵌挿した後該回転成形型と共に回転させると共に該基材素管外周面に成形ローラを添接し上記テーパ面から小径円周部にかけて押圧転動させスピニング縮管成形後端部を切断することが開示されている。この製造方法では、回転成形型と相似のテンプレートに対してスタイラスピンを倣い動作させ、その倣い検知信号を油圧制御装置に入力してX、Y変換出力信号によりクロスフィード装置を制御してスピニングローラを回転成形型に沿って移動させ、回転成形型とスピニングローラとの間で基材素管を挟圧して、上述したようにテーパ面から小径部にかけて肉厚が漸増するように形成されたコーンを成形する。そして、この製造方法で用いられるスピニング縮管装置では、回転成形型を基材素管に対して前進・退行させるために、油圧シリンダが設けられている。
【0006】
【発明が解決しようとする課題】
しかしながら、上記特開昭57−48339号公報に開示された触媒コンバータ容器用コーンの製造方法にあっては、基材素管内に回転成形型が配置されており触媒担体を挿入することができないため、触媒担体を収容したシェルをコーンと連続して成形した一体型の触媒コンバータ容器を製造することができないという問題があった。そして、製造されたコーンを後加工で触媒担体を収容したシェルの両端に突き合わせ溶接しなければならず、工程数が多くなり製造コストがかかるという問題もあった。さらに、コーンとシェルとの突き合わせ溶接された接合部は、上述したように過酷な条件の下では疲労し易く脆弱となる傾向があるという問題があった。
【0007】
また、上記特開昭57−48339号公報に開示された製造方法で用いられるスピニング縮管装置にあっては、回転成形型や回転成形型を基材素管に対して前進・退行させるための油圧シリンダ、あるいは回転成形型に沿ってスピニングローラを倣い移動させるためのテンプレートやスタイラスピン等を必要とし、その構造および制御が複雑であるという問題があった。さらに、このスピニング縮管装置にあっては、回転成形型に基材素管を嵌挿セットし、成形用スピニングローラを押圧転動させる様にしてテーパ面から小径部にかけて自動的に肉厚漸増を企るものであるために、かかる部分を所望の設定された肉厚で漸増するように形成することが困難であるという問題もあった。
【0008】
本発明は、上記問題に鑑みてなされたもので、コーン部から接続部にかけての肉厚が本体部から接続部に向かって所望するように確実且つ容易に漸増させるよう成形することができ、しかも、接続部に向かって肉厚が漸増するように形成されたコーン部と触媒担体を収容した本体部とを連続して成形した一体型の触媒コンバータ容器を容易に製造することができ、もって製造工程数を低減して製造コストの引き下げを図ることができる触媒コンバータ容器の製造方法を提供することを目的とする。
また、本発明は、簡単な構造で、コーン部から接続部に向かって所望する肉厚で容易に漸増形成することができる触媒コンバータ容器の製造装置を提供することを目的とする
【0009】
【課題を解決するための手段】
請求項1の触媒コンバータ容器の製造方法に係る発明は、上記課題を解決するため、基材素管をスピニング加工することによって、触媒担体が収容される本体部と、本体部から連続して端部に向かって暫時小径とされるコーン部と、エキゾーストパイプが接続されるコーン部の端部に連続する接続部とを一体に成形し、さらに、コーン部から接続部にかけての肉厚を本体部から接続部に向かって漸増させるように形成する触媒コンバータ容器の製造方法であって、基材素管を軸回りに回転させながら、基材素管にコーン部と接続部とを形成するように成形ローラを移動させて基材素管を縮径すると共に、基材素管の端面以上の大きさを有する押圧手段により、スピニング加工開始時から、その縮径の度合に応じて基材素管を軸方向に規制または押圧することを特徴とするものである。
【0010】
請求項2の触媒コンバータ容器の製造装置に係る発明は、上記課題を解決するため、基材素管をスピニング加工して、触媒担体を収容する本体部と、本体部から連続して端部に向かって暫時小径となるコーン部と、エキゾーストパイプを接続するためのコーン部の端部に連続する接続部とを一体に成形し、さらに、コーン部から接続部にかけての肉厚が本体部から接続部に向かって漸増するように形成する触媒コンバータ容器の製造装置であって、基材素管を把持して軸回りに回転させる回転駆動手段と、基材素管にコーン部と接続部とを形成すべく成形ローラを移動させて基材素管を縮径させる成形ローラ移動手段と、基材素管の端面以上の大きさを有しており縮径の度合に応じて基材素管を軸方向に規制または押圧する押圧手段と、を備えたことを特徴とするものである。
【0011】
請求項1の触媒コンバータ容器の製造方法に係る発明では、触媒担体を収容する本体部とほぼ同じ径を有する基材素管を軸回りに回転させながら、成形ローラを繰り返し移動させて基材素管にコーン部および接続部を連続して一体に成形する。このとき、縮径に伴って軸方向に伸長する傾向にある基材素管を所定の力で軸方向に規制または押圧する。基材素管のスピニング加工により縮径された部分は、軸方向に伸長するのに抗して規制または押圧されることにより、その肉厚が厚くなる。そして、成形ローラの繰り返し移動による縮径の度合いに応じて基材素管を所定の力で軸方向に規制または押圧することにより、基材素管の縮径されたテーパ部から接続部にかけての部分は所望する肉厚に成形されることとなる。
【0012】
請求項2の触媒コンバータ容器の製造装置に係る発明では、触媒担体を収容する本体部とほぼ同じ径を有する基材素管を回転駆動手段が把持して軸回りに回転させ、成形ローラ移動手段が成形ローラを繰り返し移動させてコーン部および接続部を連続して一体に成形する。このとき、縮径に伴って軸方向に伸長する傾向にある基材素管を押圧手段によって所定の力で軸方向に規制または押圧する。基材素管のスピニング加工により縮径された部分を、軸方向に伸長するのに抗して規制または押圧することにより、その肉厚が厚くなる。そして、成形ローラの繰り返し移動による縮径の度合いに応じて基材素管を所定の力で軸方向に規制または押圧することにより、基材素管の縮径されたテーパ部から接続部にかけての部分は所望する肉厚に成形される。
【0013】
【発明の実施の形態】
最初に、本発明の触媒コンバータ容器の製造装置の実施の一形態を、図1および図2に基づいて詳細に説明する。なお、図において同一符号は同一部分または相当部分とする。
【0014】
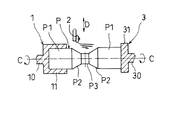
本発明の触媒コンバータ容器の製造装置は、概略、基材素管Pをスピニング加工して、触媒担体Sを収容する本体部P1と、本体部P1から連続して端部に向かって暫時小径となるコーン部P2と、エキゾーストパイプEを接続するためのコーン部P2の端部に連続する接続部P3とを一体に成形し、さらに、コーン部P2から接続部P3にかけての肉厚が本体部P1から接続部P3に向かって漸増するように形成する触媒コンバータ容器の製造装置であって、基材素管Pを把持してその軸C−C回りに回転させる回転駆動手段1と、基材素管Pにコーン部P2と接続部P3とを形成すべく成形ローラ2を移動させる成形ローラ移動手段(後述する)と、基材素管Pを軸C−C方向に規制または押圧する押圧手段3と、を備えている。
【0015】
基材素管Pは、成形される触媒コンバータ容器の本体部P1とほぼ同じ径に設定されたもので、触媒コンバータ容器に適した材質からなり、スピニング加工により触媒コンバータ容器を成形することができるものであれば、溶接管およびシームレス管のいずれでも用いることができる。
【0016】
回転駆動手段1は、スピンドル10に設けられた基材素管Pを把持するためのチャック等の把持機構11と、スピンドル10を回転駆動するためのモータ(図示を省略した)とを備えてなるもので、基材素管Pを把持してその軸C−C回りに回転させる。
【0017】
成形ローラ移動手段は、数値制御可能なサーボ機構(図示を省略した)からなるもので、基材素管Pを所望の形状に形成すべく、設定入力されたデータに基づいて成形ローラ2と基材素管Pとを相対的に軸C−C方向および径D方向に移動させる。なお、この実施の形態では、図1および2に示すように、軸C−C回りに回転する基材素管Pに対して成形ローラ2を移動させるよう構成されている。
【0018】
押圧手段3は、この実施の形態の場合、基材素管Pの端面と相対的に近接・遠退可能に設けられ、回転駆動手段1のスピンドル10の回転軸C−C線上に位置して基材素管Pの回転と同期回転または従動回転するように回転可能に支持された盤状部材31を備えたものである。なお、この実施の形態では、盤状部材31が基材素管Pの端面に対して軸C−C方向に移動するよう構成されている。そして、この実施の形態では、基材素管Pを軸C−C方向に移動させることがないように、回転駆動手段1の把持機構11には、基材素管Pの盤状部材31と対向される端面とは反対側の端面が当接される底部11aが形成されている。また、押圧手段3は、この実施の形態においては、基材素管Pの端面に対して盤状部材31が軸C−C方向に移動するよう構成した場合によって説明するが、本発明はこれに限定されることなく、基材素管Pを把持した把持機構11を押圧手段3に対して軸C−C方向に移動させるよう構成することもできる。また、押圧手段3は、基材素管Pの回転と同期回転または従動回転するように回転可能に支持されて基材素管Pを軸方向に規制または押圧することができるものであれば、盤状部材31に限定されることなく、回転駆動手段1の把持機構11と同様の構成とすることもできる。
【0019】
次に、本発明の触媒コンバータ容器の製造方法の実施の一形態を、上述したように構成された製造装置を用いた場合によって詳細に説明する。なお、図において同一符号は同一部分または相当部分とする。
本発明の触媒コンバータ容器の製造方法は、概略、基材素管Pをスピニング加工することによって、触媒担体Sが収容される本体部P1と、本体部P1から連続して端部に向かって暫時小径とされるコーン部P2と、エキゾーストパイプEが接続されるコーン部P2の端部に連続する接続部P3とを一体に成形し、さらに、コーン部P2から接続部P3にかけての肉厚を本体部P1から接続部P3に向かって漸増させるように形成する触媒コンバータ容器の製造方法であって、基材素管Pを軸回りに回転させながら、基材素管Pにコーン部P2と接続部P3とを形成するように成形ローラ2を移動させると共に、基材素管Pを軸方向に規制または押圧することを特徴とするものである。
【0020】
最初に、回転駆動手段1の把持機構11に基材素管Pを把持させることができるように、成形ローラ2および盤状部材31は退避した状態とされている。そして、回転駆動手段1の把持機構11に基材素管Pを挿入し、その挿入された端面を把持機構11の底部11aに当接させた状態で、チャックの締め付け等によって相対回転不能に把持する。次いで、回転駆動手段1の図示しないモータを回転させることによって基材素管Pを所定の回転速度で軸回りに回転駆動させながら、基材素管Pにコーン部P2と接続部P3を連続して形成するように、成形ローラ移動手段によって設定入力されたデータに基づいて数値制御し、この実施の形態では成形ローラ2を基材素管Pに対して移動させて基材素管Pを縮径成形する。この成形ローラ2の移動は、テーパ状に形成するコーン部P2の角度および小径に形成される接続部P3の径の大きさに応じて、基材素管Pの軸に対して傾斜する方向および平行方向に繰り返し、基材素管Pの周速と対応して所定の送り速度で送られる。なお、基材素管Pを縮径成形する箇所は、図1に示すように、基材素管Pの盤状部材31側に位置する端部に形成することができ、また、図2に示すように、基材素管Pのほぼ中央に、接続部P3をはさんでコーン部P2が対称となるように形成することができる。
【0021】
基材素管Pは、縮径成形されることに伴って軸方向に伸長する傾向がある。しかしながら、本発明では、基材素管Pを縮径成形する際に、押圧手段3の盤状部材31によって、基材素管Pが伸張してその端面が軸方向に移動するのを規制し、または、軸C−C方向の伸長力に抗して基材素管Pの端面を押圧する。そのため、基材素管Pは、本体部P1の肉厚が維持され、テーパ状に形成されるコーン部P2から比較的小径に形成される接続部P3にかけての肉厚が、成形ローラ2による縮径形成と盤状部材31による規制または押圧との度合いに応じて、本体部P1から接続部P3に向かって漸増することとなる。
【0022】
なお、押圧手段3の盤状部材31の軸C−C方向の位置は、コーン部P2から接続部P3にかけて形成する肉厚に応じて、スピニング加工開始時から基材素管Pの端面に当接させ、あるいは、スピニング加工により基材素管Pの端面が軸方向に伸長したときに当接するように、スピニング加工開始時には離間させておくことができる。そして、スピニング加工をしているときに、基材素管Pの端面と当接している盤状部材31の軸C−C方向の位置を、基材素管Pの端面の軸方向の伸長力に抗して、その位置にとどめて維持するように規制し、または、盤状部材31を把持機構11側に向かって前進移動させて謂わば積極的に押圧し、あるいは、基材素管Pの端面の伸長による軸方向の移動速度よりも遅い速度で、盤状部材31を把持機構11から離間させるように後退移動させて謂わば消極的に押圧することもできる。
【0023】
このようにして、コーン部P2および接続部P3は、成形ローラ2による縮径量と、盤状部材31による軸C−C方向の規制または押圧との度合いによって、その肉厚を所望するように調整することができる。
【0024】
その後、回転駆動手段1の図示しないモータを回転させた状態で接続部P3の所望する箇所にカッタ(図示は省略する)を当接することにより、接続部P3が軸方向において設定された長さとなるように、基材素管Pの端部を縮径成形した場合にあっては図1に破線で示したように切断し、また、基材素管Pのほぼ中央を縮径成形した場合にあっては図2に破線で示したように切断する。
【0025】
続いて、図1に示したように、基材素管の一方端を縮径成形した場合にあっては、回転駆動手段による回転を停止させて把持機構から基材素管を一旦取り出し、コーン部および接続部が形成されていない方の端部を上述した工程を同様に行って縮径成形することにより、所定の形状にコーン部および接続部を形成する。なお、触媒担体Sは、最初に基材素管Pの本体部P1となる部分に収容しておき、その後上述した工程を繰り返すことにより、触媒担体Sが収容された本体部P1の両端にコーン部P2と接続部P3を縮径成形することができる。また、最初に上述した工程により本体部P1の一方端にコーン部P2と接続部P3を縮径成形した後に、コーン部P2と接続部P3が成形されていない他方端から触媒担体Sを挿入し、この他方端にコーン部P2と接続部P3を縮径成形することもできる。
【0026】
一方、図2に示したように、基材素管Pのほぼ中央を縮径成形した場合にあっては、最初に触媒担体Sを最初に基材素管Pの本体部P1となる両端近くの部分にそれぞれ収容しておき、その後、上述した工程を行うことによって触媒担体Sが収容された基材素管Pのほぼ中央にコーン部P2と接続部P3を対称に縮径成形し、この基材素管の接続部P3のほぼ中央を切断し、回転駆動手段1による回転を停止させて把持機構11から基材素管Pを一旦取り出し、図1に示した場合と同様に、切断された基材素管Pの縮径成形されていない他方端にそれぞれコーン部P2と接続部P3を成形することができる。また、最初に上述した工程を行うことによって基材素管Pのほぼ中央にコーン部P2と接続部P3を対称に縮径成形し、この基材素管Pの接続部P3のほぼ中央を切断し、回転駆動手段1による回転を停止させて把持機構11から基材素管Pを一旦取り出し、その後、切断された基材素管Pの縮径成形されていない他方端から触媒担体Sをそれぞれ挿入し、各基材素管Pの他方端にコーン部P2と接続部P3をそれぞれ縮径成形することもできる。さらには、上述した工程を行い基材素管Pのほぼ中央のコーン部P2,P2の間に位置する接続部P3のほぼ中央を切断し、その後、単一の触媒担体Sに対して切断された基材素管Pの縮径成形されていない他方端を互いに挿入し、例えばTIG溶接等によって切断された両基材素管Pの他方端を互いに接合することもできる。この場合にあっては、従来の技術のように本体r1の両端にコーンr2を接合する必要はなく(図3を参照)、1か所の接合で済むこととなる。
【0027】
【発明の効果】
請求項1の発明によれば、基材素管を軸回りに回転させながら、基材素管が所望の形状となるように成形ローラを移動させると共に、基材素管を軸方向に規制または押圧することにより、コーン部の肉厚を接続部に向かって所望するように確実且つ容易に漸増させるよう成形することができ、しかも、接続部に向かって肉厚が漸増するように形成されたコーン部と触媒担体を収容した本体部とを連続して成形した一体型の触媒コンバータ容器を容易に製造することができ、もって製造工程数を低減して製造コストの引き下げを図ることができる触媒コンバータ容器の製造方法を提供することができる。
【0028】
請求項2の発明によれば、基材素管を把持して軸回りに回転させる回転駆動手段と、基材素管を所望の形状に形成すべく成形ローラを移動させる成形ローラ移動手段と、基材素管を軸方向に規制または押圧する押圧手段と、を備えたことにより、簡単な構造で、コーン部から接続部に向かって所望する肉厚で容易に漸増形成することができる触媒コンバータ容器の製造装置を提供することができる。
【図面の簡単な説明】
【図1】本発明の触媒コンバータ容器の製造装置の実施の一形態を示す説明図である。
【図2】本発明の触媒コンバータ容器の製造装置の実施の別の形態を示す説明図である。
【図3】従来の触媒コンバータ容器を示す斜視図である。
【図4】従来の触媒コンバータ容器のコーンにエキゾーストパイプを接続した状態を示す断面図である。
【図5】エキゾーストパイプとの接続部の剛性を高めるために補強部材を設けて肉厚を増加させた従来の触媒コンバータ容器を示す断面図である。
【図6】小径部に向かって肉厚を漸増する様に形成された従来のコーンを示す断面図である。
【符合の説明】
1 回転駆動手段
2 成形ローラ
3 押圧手段
P 基材素管
P1 本体部
P2 コーン部
P3 接続部
E エキゾーストパイプ
S 触媒担体
C 回転軸線
Claims (2)
- 基材素管をスピニング加工することによって、触媒担体が収容される本体部と、本体部から連続して端部に向かって暫時小径とされるコーン部と、エキゾーストパイプが接続されるコーン部の端部に連続する接続部とを一体に成形し、さらに、コーン部から接続部にかけての肉厚を本体部から接続部に向かって漸増させるように形成する触媒コンバータ容器の製造方法であって、
基材素管を軸回りに回転させながら、基材素管にコーン部と接続部とを形成するように成形ローラを移動させて基材素管を縮径すると共に、基材素管の端面以上の大きさを有する押圧手段により、スピニング加工開始時から、その縮径の度合に応じて基材素管を軸方向に規制または押圧することを特徴とする触媒コンバータ容器の製造方法。 - 基材素管をスピニング加工して、触媒担体を収容する本体部と、本体部から連続して端部に向かって暫時小径となるコーン部と、エキゾーストパイプを接続するためのコーン部の端部に連続する接続部とを一体に成形し、さらに、コーン部から接続部にかけての肉厚が本体部から接続部に向かって漸増するように形成する触媒コンバータ容器の製造装置であって、
基材素管を把持して軸回りに回転させる回転駆動手段と、基材素管にコーン部と接続部とを形成すべく成形ローラを移動させて基材素管を縮径させる成形ローラ移動手段と、基材素管の端面以上の大きさを有しており縮径の度合に応じて基材素管を軸方向に規制または押圧する押圧手段と、を備えたことを特徴とする触媒コンバータ容器の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35603898A JP3601577B2 (ja) | 1998-12-15 | 1998-12-15 | 触媒コンバータ容器の製造方法およびその製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35603898A JP3601577B2 (ja) | 1998-12-15 | 1998-12-15 | 触媒コンバータ容器の製造方法およびその製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000179334A JP2000179334A (ja) | 2000-06-27 |
| JP3601577B2 true JP3601577B2 (ja) | 2004-12-15 |
Family
ID=18447017
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35603898A Expired - Fee Related JP3601577B2 (ja) | 1998-12-15 | 1998-12-15 | 触媒コンバータ容器の製造方法およびその製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3601577B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6732429B2 (en) | 2000-12-05 | 2004-05-11 | Visteon Global Technologies, Inc. | Method for measuring pressure on the substrate of spin formed catalytic converter |
| ATE292746T1 (de) * | 2001-08-10 | 2005-04-15 | Leifeld Metal Spinning Gmbh | Verfahren zur herstellung eines abgaskatalysators |
| ITTV20030080A1 (it) * | 2003-05-22 | 2004-11-23 | Marco Loiola | Procedimento di rigenerazione per convertitori catalici. |
| JP2009195941A (ja) * | 2008-02-21 | 2009-09-03 | Nisshin Steel Co Ltd | スピニング加工方法 |
-
1998
- 1998-12-15 JP JP35603898A patent/JP3601577B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000179334A (ja) | 2000-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1289706B1 (en) | Hollow product, fluid processing system and joining method of hollow members | |
| CN101513660A (zh) | 筒状工件的端部加工方法及装置 | |
| JP2957153B2 (ja) | 管端の成形方法とその装置 | |
| US20020095787A1 (en) | Method of producing a catalytic converter | |
| JP3601577B2 (ja) | 触媒コンバータ容器の製造方法およびその製造装置 | |
| EP1387735B1 (en) | Hollow product, method and apparatus for manufacturing the hollow product, and fluid transporting system using the hollow product | |
| JP2000190030A (ja) | 管素材の端部成形方法及び装置 | |
| EP1302253B1 (en) | Spin-forming method and spin-forming apparatus | |
| JP3367939B2 (ja) | 触媒コンバータの製造方法 | |
| JP4116723B2 (ja) | 管素材の端部成形方法 | |
| JP3576357B2 (ja) | 板材の成形方法 | |
| JP4370089B2 (ja) | 管部材の拡径方法及び拡径装置 | |
| JP3679376B2 (ja) | 筒状部材内に緩衝部材を介して柱体を保持する排気処理装置の製造方法 | |
| JP2004001023A (ja) | 金属製容器の成形方法 | |
| JP3550647B2 (ja) | 触媒コンバータ容器及びその製造方法 | |
| EP1301294B1 (en) | Method and forming machine for deforming a hollow workpiece | |
| JPH0929375A (ja) | ロールフォーミング方法および装置 | |
| JP2001030019A (ja) | 排気ガス浄化触媒の収容ケースの製造方法 | |
| JP2004504153A (ja) | 中空加工部材を変形する方法及び成形機 | |
| JP4047665B2 (ja) | 触媒コンバーターの製造方法 | |
| CN120268890A (zh) | 一种隧道管旋压成形工艺和设备 | |
| JP2003120275A (ja) | スピニング成形方法および触媒コンバータ | |
| JPH0618671B2 (ja) | クラウンローラの製造方法 | |
| JPH07171688A (ja) | 摩擦圧接用フランジ及びフィッティング | |
| JP2000210739A (ja) | 中間絞り管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040519 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040715 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040914 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081001 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081001 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091001 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101001 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111001 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111001 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121001 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131001 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |