JP3601968B2 - パチンコ玉の揚送研磨装置 - Google Patents
パチンコ玉の揚送研磨装置 Download PDFInfo
- Publication number
- JP3601968B2 JP3601968B2 JP09850698A JP9850698A JP3601968B2 JP 3601968 B2 JP3601968 B2 JP 3601968B2 JP 09850698 A JP09850698 A JP 09850698A JP 9850698 A JP9850698 A JP 9850698A JP 3601968 B2 JP3601968 B2 JP 3601968B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- pachinko ball
- lifting
- pachinko
- polishing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005498 polishing Methods 0.000 title claims description 94
- 239000004744 fabric Substances 0.000 claims description 30
- 229920005989 resin Polymers 0.000 claims description 8
- 239000011347 resin Substances 0.000 claims description 8
- 239000002928 artificial marble Substances 0.000 claims description 5
- 230000006835 compression Effects 0.000 claims description 5
- 238000007906 compression Methods 0.000 claims description 5
- 230000000630 rising effect Effects 0.000 claims 1
- 238000005086 pumping Methods 0.000 description 14
- 239000000463 material Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
Images







Landscapes
- Pinball Game Machines (AREA)
Description
【発明の属する技術分野】
本発明は、パチンコ台下部の貯溜タンクに貯溜されたパチンコ玉を上部の貯溜タンクに揚送しながらパチンコ玉の汚れ等の研磨を実施するパチンコ玉の揚送研磨装置に関する。
【0002】
【従来の技術】
従来、これらパチンコ玉の揚送研磨装置としては、揚送路の一面に無端状の揚送ベルトを設け、他方の面に研磨能力を有する紙や布等の研磨材を配置し、その背面に図8に示されるようなパチンコ玉の直径よりやや大きな略半円形の凹部溝1’を複数列形成されたウレタン等の弾性材料から成るガイドレール2’を、スプリング3’等を介して支持部材4’に固定し、前記揚送ベルト7’と研磨布6’およびガイドレール2’との間にパチンコ玉5’を挟むように介在させ、前記揚送ベルト7’を駆動してパチンコ玉を揚送しながら研磨を行う装置が知られている。
【0003】
【発明が解決しようとする課題】
これら従来の揚送研磨装置は、図8にその揚送状況が示されるように、揚送、研磨されるパチンコ玉5'と前記研磨材6'との接触面積を大きなものとするために、前記挟持されるパチンコ玉に追随するように弾性変形可能とされたガイドレール2'がスプリング3'等を介して支持部材4'に固定されていることから、高い研磨能力を得るためにパチンコ玉5'の挟持圧力を高めると、ガイドレール2'が撓んでパチンコ玉5'を前記凹部溝1'内に抱き込んでしまい、意図した当接圧力を得ることができず、研磨材6'との摩擦力が大きくなって、パチンコ玉5'が上手く回転しないようになるため、研磨がパチンコ玉全体において良好になされなくなる。
【0004】
更には、パチンコ玉5’と研磨材6’との摩擦が大きくなり、揚送に必要とされる力が大きくなって、パチンコ玉5’が良好に揚送されずに、パチンコ玉5’が前記玉通路1’に滞留して、玉噛みを起こし、揚送に支障をきたす場合があった。
【0005】
また、逆に挟持圧力を低くすると、パチンコ玉の玉噛みは減少するが、パチンコ玉との接触面積の関係から、その研磨布との当接圧力が著しく低下して、良好な研磨能力が得ることができないという問題点があった。
【0006】
よって、本発明は上記した問題点に着目してなされたもので、揚送におけるパチンコ玉の玉噛み等を生じることがなく良好に揚送を行うことができ、尚且つ高い研磨能力を得ることのできるパチンコ玉の揚送研磨装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
上記問題点を解決するために、本発明のパチンコ玉の揚送研磨装置は、上下に回転ローラを配設し、この回転ローラ間に無端の揚送ベルトを張架するとともに、この揚送ベルトの上昇側表面と対向して配置される研磨布と、この研磨布の背面に配置され、前記研磨布を介して前記揚送ベルトとの間にパチンコ玉を挟持する挟持板とを設け、前記揚送ベルトを電動機にて駆動してパチンコ玉を揚送、研磨するパチンコ玉の揚送研磨装置であって、前記挟持板は、パチンコ玉の直径よりもやや大きな略半円形の凹部溝が複数列形成された玉通路を具備するとともに、その圧縮弾性係数が1ギガパスカル(GPa)以上である高剛性樹脂板であり、前記挟持板の背面には、支持部材と当接し、ゴム硬度70〜80の所定の厚みを有し、且つ、研磨布を介して挟持板と揚送ベルトにより挟持されるパチンコ玉に圧力むらによる研磨むらが発生することを防止できるような弾性部材が、面当りにて配置されていることを特徴としている。この特徴によれば、前記挟持板がその圧縮弾性係数が1ギガパスカル(GPa)以上である弾性変形をしずらい高剛性樹脂板であり、パチンコ玉の挟持圧力を高めても、挟持板の変形が少なく、パチンコ玉と研磨材との当接面積が大きくなることによる摩擦の上昇が少ないことから、パチンコ玉が玉通路内に滞留して玉噛みを生じるようなことが起きにくいばかりか、挟持板と揚送ベルトとの平行性がほぼ保たれるようになることから、パチンコ玉が玉通路より逸脱して揚送に支障をきたすこともない。更には、挟持板が変形しづらいことから、パチンコ玉と研磨布との当接圧力を集中させて高く保持でき、これら高い挟持圧力においてもパチンコ玉が良好に回転するようになり、高い研磨能力を得ることができる。
【0008】
また、本発明のパチンコ玉の揚送研磨装置は、前記挟持板の背面に、支持部材と当接し、ゴム硬度70〜80の所定の厚みを有し、且つ、研磨布を介して挟持板と揚送ベルトにより挟持されるパチンコ玉に圧力むらによる研磨むらが発生することを防止できるような弾性部材を、面当りにて配置している。これにより、前記搬送ベルトと挟持板とが、その対向面において、ほぼ均等な圧力にてパチンコ玉を挟持できるようになり、挟持板の各部で研磨状態が異なることによる研磨むら等を生じることがない。
【0009】
本発明のパチンコ玉の揚送研磨装置は、前記研磨布の厚みが、1.2〜1.9mmの範囲とされていることが好ましい。このようにすれば、研磨布が適宜な厚みを有することにより、研磨布のみの弾性力をパチンコ玉に直接与えることが可能となり、適宜に研磨布がパチンコ玉の挟持圧力により変形して、前記凹部溝とパチンコ玉との間隙を埋めるようになって、良好な搬送と、研磨を実施できるようになる。
【0010】
本発明のパチンコ玉の揚送研磨装置は、前記高剛性樹脂板が、人工大理石であることが好ましい。
このようにすれば、人工大理石は加工性に優れるため、前記凹部溝を容易に形成することができる。
【0011】
本発明のパチンコ玉の揚送研磨装置は、前記玉通路の一部に、パチンコ玉の揚送方向に対して左右いずれかの方向にその玉通路の幅が拡げられた回転部を具備することが好ましい。
このようにすれば、パチンコ玉が、前記回転部を通過することにより進行方向と相対する回転が加えられることにより、パチンコ玉の全周を満遍なく研磨することができるようになる。
【0012】
【発明の実施の形態】
以下、本発明の実施例を図面に基づいて説明する。
【0013】
図1は、本実施例におけるパチンコ玉の揚送研磨装置を示す正面図であり、図2は、本実施例におけるパチンコ玉の揚送研磨装置を示す側面図であり、図3は本実施例のパチンコ玉の揚送研磨装置の断面A―Aにおける断面図であり、図4は、本実施例のパチンコ玉の揚送研磨装置に用いた挟持板を示す上面図であり、図5は、本実施例のパチンコ玉の揚送研磨装置に用いた挟持板の断面B―Bにおける断面図であり、図6は、本実施例のパチンコ玉の揚送研磨装置と従来品とを比較した研磨試験結果を示すグラフである。
【0014】
本実施例1のパチンコ玉の揚送研磨装置1は、図1および図2に示されるように、従来の揚送研磨装置とほぼ同様の構成とされており、支持柱2の上下位置には、回転可能とされた下回転ドラム3と上回転ドラム4が配置され、これら各ドラムには無端状の揚送ベルト5が所定の張力にて張架されており、この揚送ベルト5は、駆動モータ10により下回転ドラム3が回転することにより、前記下回転ドラム3と上回転ドラム4間を循環移動するようになっている。
【0015】
また、前記揚送ベルト5の揚送側には、前記支持柱1に沿って揚送ベルト5が移動するように、ガイドローラ6が所定の間隔にて設けられ、前記揚送ベルト5のこれらガイドロール6が配置された面と反対面には、後述する挟持板としてのガイドレール16が格納、支持される支持部材としてのカバーケース7が、その一端が蝶番13により回転自在に前記支持柱1に取付けられ、他端にて係止具12により固定されるように開閉自在とされて設けられており、これらカバーケース7は、所定の長さにて分割されている。
【0016】
また、このカバーケース7の上下所定位置には、前記ガイドレール16と揚送ベルト5との間に介在させる研磨材としての研磨布9を固定するための固定金具8が設けられており、研磨布9は図1に示されるように、所定の張力にて前記カバーケース7内に配置されたガイドレール16表面を覆い、前記揚送ベルト5と対向するように配置されている。
【0017】
また、前記揚送ベルト5が張架された下回転ドラム3に隣接して、この揚送研磨装置1に下部貯溜タンク等より排出されたパチンコ玉14を供給するための供給ガイド11が設けられている。
【0018】
本実施例の揚送研磨装置1における特徴を、断面A―Aにおける断面図である図3を用いて説明すると、前記カバーケース7内部には、パチンコ玉14の直径よりやや大きな略半円形の凹部溝17が所定の間隔にて7列形成された挟持板としてのガイドレール16が、所定の厚みを有するゴム材15を介して、その背面全体にて固定されており、所定間隔にて設けられた係合部18とガイドレール16に設けられた切り欠き部19とが係合するようになっている。
【0019】
これらガイドレール16を構成する部材としては、これが弾性変形する軟質な部材であると、前記した従来技術のように、パチンコ玉14を挟持する挟持圧力により、このガイドレール16が変形してパチンコ玉14が回転しなくなったり、前記研磨布9との摩擦力が大きくなって滞留したりすることから、弾性変形することのない所定以上の圧縮弾性係数を有することが好ましく、その圧縮弾性係数としては、1ギガパスカル(GPa)以上であることが好ましく、更には、これらガイドレール16には前記凹部溝17を設ける必要があることから、これら凹部溝17を加工しやすい材料であることが好ましいことから、本実施例ではアクリル樹脂をベースとした人工大理石を使用しているが、本発明はこれに限定されるものではなく、これら条件を満たすその他の部材、例えばポリカーボネートやポリフェニレンサルファィド(PPS)等の熱可塑性高剛性樹脂や、メラミン樹脂、エポキシ樹脂、フェノール樹脂、不飽和ポリエステル等の熱硬化性高剛性樹脂の単体または複合体であっても良い。
【0020】
また、前記ガイドレール16をカバーケース7に固定する前記ゴム材15は、これを用いずに直接ガイドレール16をカバーケース7に固定しても良いが、本実施例のようにすれば、挟持されるパチンコ玉14の有無が発生した場合等に、カバーケース7に傾き等が生じて、圧力むらによる研磨むらが発生することを、前記ゴム材15が変形することにより防止できるようになることから好ましく、これらゴム材15のゴム硬度としては70〜80とし、その厚みは使用するゴムの材質やゴム硬度より適宜に選択すれば良い。
【0021】
また、本実施例において用いた前記研磨布9としては、従来の揚送研磨装置に使用されている研磨能力を有するもの、例えばナイロン布等であれば良いが、その厚みは、これが薄すぎるとパチンコ玉と研磨布9とが均等に接触せず、十分な研磨能力が得られなくなる場合があり、これが厚すぎると、研磨布9が弾性変形して、本発明の効果が低減することから、その厚みは1.2〜1.9mmの範囲とすることが好ましい。
【0022】
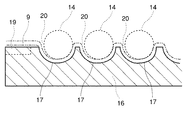
また、前記ガイドレール16の所定の位置には図4および図5に示されるように、前記凹部溝17が、パチンコ玉14の揚送方向に対して、所定の方向(本実施例では左側)に拡げられた回転部21が複数(本実施例では3つ)設けられている。
【0023】
これら回転部21では図5に示されるように、前記凹部溝17が所定方向に拡げられることにより、パチンコ玉14と研磨布9との間に空隙20が生じるかまたは研磨布9との摩擦力が減少することにより、前記拡げられた方向と反対方向にパチンコ玉14が回転するようになり、パチンコ玉14が揚送により回転する回転軸を変化させることができ、これを適宜に繰り返すことで、パチンコ玉14の全周を満遍なく研磨することができるようになる。
【0024】
また、これら回転部21の長さは、パチンコ玉14を回転させたい角度に基づいて適宜に決定すれば良く、その回転角度としては、本実施例のように回転部21を3つ設ける場合には、1つの回転部にて45度程度回転するようにすることが好ましい。
【0025】
前記した本実施例の揚送研磨装置1と従来の揚送研磨装置とにおける研磨能力の試験を実施した結果を図6に示す。
【0026】
研磨試験の方法としては、汚れの付着していない洗浄済の新品パチンコ玉を使用し、これに汚れとして機械グリスを全周に渡って付着させ、これを各揚送研磨装置によって所定の回数にて揚送、研磨し、その研磨状態を測定した。
【0027】
これら研磨状態の測定方法としては、分光測色計CM―2022(ミノルタ社製商品名)を用い、白色基準板による光線反射率を100%とし、この白色基準板上に前記グリスを付着させる前の新品パチンコ玉と研磨後のパチンコ玉とを配置し、その光線反射率を異なるパチンコ玉を用いて10回測定した際の平均を求めて行った。
【0028】
前記新品パチンコ玉の測定結果は、図6においてブランクとして表示されており、その光線反射率は、83.4%であった。
【0029】
図6の研磨試験結果より、本実施例の揚送研磨装置1が、揚送研磨装置の通し回数によらず、各通し回数において従来の揚送研磨装置より高い研磨能力が得られることが判り、特に少ない通し回数においても、高い研磨状態が得られることが判る。
【0030】
以上、本発明の実施形態を図面に基づき前記実施例にて説明してきたが、本発明はこれら実施例に限定されるものではなく、本発明の主旨を逸脱しない範囲における変更や追加があっても本発明に含まれることは言うまでもない。
【0031】
【発明の効果】
本発明は以下の効果を奏する。
【0032】
(a)請求項1項の発明によれば、前記挟持板がその圧縮弾性係数が1ギガパスカル(GPa)以上である弾性変形をしずらい高剛性樹脂板であり、パチンコ玉の挟持圧力を高めても、挟持板の変形が少なく、パチンコ玉と研磨材との当接面積が大きくなることによる摩擦の上昇が少ないことから、パチンコ玉が玉通路内に滞留して玉噛みを生じようなことが起きにくいばかりか、挟持板と揚送ベルトとの平行性がほぼ保たれるようになることから、パチンコ玉が玉通路より逸脱して揚送に支障をきたすこともない。
更には、挟持板が変形しずらいことから、パチンコ玉と研磨布との当接圧力を集中させて高く保持でき、これら高い挟持圧力においてもパチンコ玉が良好に回転するようになり、高い研磨能力を得ることができる。
【0033】
また、請求項1項の発明によれば、前記揚送ベルトと挟持板とが、その対向面において、ほぼ均等な圧力にてパチンコ玉を挟持できるようになり、挟持板の各部で研磨状態が異なり、研磨むら等を生じることがない。
【0034】
(b)請求項2項の発明によれば、研磨布が適宜な厚みを有することにより、研磨布のみの弾性力をパチンコ玉に直接与えることが可能となり、適宜に研磨布がパチンコ玉の挟持圧力により変形して、前記凹部溝とパチンコ玉との間隙を埋めるようになって、良好な搬送と、研磨を実施できるようになる。
【0035】
(c)請求項3項の発明によれば、人工大理石は加工性に優れるため、前記凹部溝を容易に形成することができる。
【0036】
( d )パチンコ玉が、前記回転部を通過することにより進行方向と相対する回転が加えられることにより、パチンコ玉の全周を満遍なく研磨することができるようになる。
【0037】
【図面の簡単な説明】
【図1】本発明の実施例におけるパチンコ玉の揚送研磨装置を示す正面図である。
【図2】本発明の実施例におけるパチンコ玉の揚送研磨装置を示す側面図である。
【図3】本発明の実施例におけるパチンコ玉の揚送研磨装置の断面A―Aにおける断面図である。
【図4】本発明の実施例におけるパチンコ玉の揚送研磨装置に用いた挟持板を示す上面図である。
【図5】本発明の実施例におけるパチンコ玉の揚送研磨装置に用いた挟持板の断面B―Bにおける断面図である。
【図6】本実施例のパチンコ玉の揚送研磨装置と従来品とを比較した研磨試験結果を示すグラフである。
【図7】従来の揚送研磨装置のガイドレール部を示す外観斜視図である。
【図8】従来の揚送研磨装置における揚送状況を示す側面模式図である。
【符号の説明】
1 揚送研磨装置
2 支持柱
3 下回転ドラム
4 上回転ドラム
5 揚送ベルト
6 ガイドローラ
7 カバーケース
8 固定金具
9 研磨布
10 駆動モータ
11 供給ガイド
12 係止具
13 蝶番
14 パチンコ玉
15 ゴム材
16 ガイドレール(挟持板)
17 凹部溝(玉通路)
18 係合部
19 切り欠き部
20 間隙
21 回転部
Claims (3)
- 上下に回転ローラを配設し、この回転ローラ間に無端の揚送ベルトを張架するとともに、この揚送ベルトの上昇側表面と対向して配置される研磨布と、この研磨布の背面に配置され、前記研磨布を介して前記揚送ベルトとの間にパチンコ玉を挟持する挟持板とを設け、前記揚送ベルトを電動機にて駆動してパチンコ玉を揚送、研磨するパチンコ玉の揚送研磨装置であって、前記挟持板は、パチンコ玉の直径よりもやや大きな略半円形の凹部溝が複数列形成された玉通路を具備するとともに、その圧縮弾性係数が1ギガパスカル(GPa)以上である高剛性樹脂板であり、前記挟持板の背面には、支持部材と当接し、ゴム硬度70〜80の所定の厚みを有し、且つ、研磨布を介して挟持板と揚送ベルトにより挟持されるパチンコ玉に圧力むらによる研磨むらが発生することを防止できるような弾性部材が、面当りにて配置されていることを特徴とするパチンコ玉の揚送研磨装置。
- 前記研磨布の厚みが、1.2〜1.9mmの範囲とされている請求項1に記載のパチンコ玉の揚送研磨装置。
- 前記高剛性樹脂板が、人工大理石である請求項1又は2記載のパチンコ玉の揚送研磨装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP09850698A JP3601968B2 (ja) | 1998-03-26 | 1998-03-26 | パチンコ玉の揚送研磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP09850698A JP3601968B2 (ja) | 1998-03-26 | 1998-03-26 | パチンコ玉の揚送研磨装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004119180A Division JP4060821B2 (ja) | 2004-04-14 | 2004-04-14 | パチンコ玉の揚送研磨装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11276709A JPH11276709A (ja) | 1999-10-12 |
| JP3601968B2 true JP3601968B2 (ja) | 2004-12-15 |
Family
ID=14221540
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP09850698A Expired - Fee Related JP3601968B2 (ja) | 1998-03-26 | 1998-03-26 | パチンコ玉の揚送研磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3601968B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008067812A (ja) * | 2006-09-13 | 2008-03-27 | Chukyo Yugi:Kk | パチンコ球揚送研磨装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4471253B2 (ja) * | 2001-11-22 | 2010-06-02 | 株式会社平和 | パチンコ玉研磨構造およびそれを有するパチンコ玉研磨装置 |
| JP4606847B2 (ja) * | 2004-11-15 | 2011-01-05 | 株式会社ニューギン | 島設備 |
| JP4490240B2 (ja) * | 2004-11-15 | 2010-06-23 | 株式会社ニューギン | 遊技場システム |
| CN106292019B (zh) * | 2015-05-20 | 2019-11-29 | 深圳市智化电科技有限公司 | 一种防止lcd生产过程中pi压伤的方法 |
-
1998
- 1998-03-26 JP JP09850698A patent/JP3601968B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008067812A (ja) * | 2006-09-13 | 2008-03-27 | Chukyo Yugi:Kk | パチンコ球揚送研磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11276709A (ja) | 1999-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6331139B2 (en) | Method and apparatus for supporting a polishing pad during chemical-mechanical planarization of microelectronic substrates | |
| JP3601968B2 (ja) | パチンコ玉の揚送研磨装置 | |
| JP4244241B2 (ja) | パチンコ玉揚送装置 | |
| KR102067461B1 (ko) | 개선된 브러쉬 벨트 구조를 가지는 세정장치 | |
| JP4060821B2 (ja) | パチンコ玉の揚送研磨装置 | |
| JP2001062696A (ja) | 研掃方法及び装置 | |
| JPH119815A (ja) | 球体揚送装置ならびにその利用装置 | |
| KR100666730B1 (ko) | 액정표시장치 판넬용 러빙천 권포기 | |
| US975166A (en) | Sander or polishing-machine. | |
| US11919122B2 (en) | Polishing head, substrate processing apparatus including the same and processing method of substrate using the same | |
| JPS5924684B2 (ja) | 紙葉類搬送用無端ベルト | |
| KR20190057826A (ko) | 기판 처리 장치 | |
| JP2576505Y2 (ja) | パチンコ球搬送装置 | |
| JP4513156B2 (ja) | 玉磨き揚送装置 | |
| JPH0319792B2 (ja) | ||
| CN111037432A (zh) | 一种带状工件打磨系统及打磨方法 | |
| JP4471253B2 (ja) | パチンコ玉研磨構造およびそれを有するパチンコ玉研磨装置 | |
| JP5770998B2 (ja) | 揚送研磨装置 | |
| JP5113452B2 (ja) | 無端ベルトの製造方法及び無端ベルトの研磨装置 | |
| KR102100130B1 (ko) | 기판 처리 장치 | |
| JP3151179B2 (ja) | 遊技用コインの研摩装置および揚送研摩装置 | |
| KR200366000Y1 (ko) | 액정표시장치 판넬용 러빙천 권포기 | |
| JPH04193471A (ja) | 極薄ステンレスコイルの鏡面研磨装置および方法 | |
| JPS6140502B2 (ja) | ||
| JP5520402B2 (ja) | 揚送研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040226 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040329 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040611 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20040713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040728 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040921 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101001 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101001 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131001 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |