JP3630751B2 - ワイヤガイド装置 - Google Patents
ワイヤガイド装置 Download PDFInfo
- Publication number
- JP3630751B2 JP3630751B2 JP02046695A JP2046695A JP3630751B2 JP 3630751 B2 JP3630751 B2 JP 3630751B2 JP 02046695 A JP02046695 A JP 02046695A JP 2046695 A JP2046695 A JP 2046695A JP 3630751 B2 JP3630751 B2 JP 3630751B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- wall portion
- wire insertion
- insertion holes
- support member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Landscapes
- Manufacturing Of Electrical Connectors (AREA)
Description
【0001】
【産業上の利用分野】
本願発明は、ワイヤハーネス組付体を製造する工程において、ハウジングのワイヤ挿通孔にワイヤを挿通する際、該ワイヤを案内するために用いられるワイヤガイド装置に関するものである。
【0002】
【従来の技術】
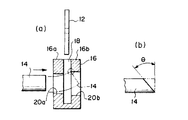
ワイヤハーネス組付体の一般的構成として、図2(a)に示すように、1対のコンタクト12と、ワーク22に接続された1対のワイヤ14とが、ハウジング16内において接続された構成のものが知られている。
【0003】
このワイヤハーネス組付体10においては、ハウジング16に上記1対のコンタクト12を挿入するためのコンタクト挿入穴18が1対形成されており、また、上記ハウジング16における各コンタクト挿入穴18前後の前壁部16aおよび後壁部16bには、各ワイヤ14を挿通するためのワイヤ挿入孔20aおよび20b(20bについては図2(b)参照)が互いに軸線略同一で貫通形成されている。そして、図2(b)に示すように、上記各ワイヤ14をハウジング16の前方からワイヤ挿入孔20aを通してワイヤ挿入孔20bを貫通する位置まで挿通した後、上記各コンタクト12を各コンタクト挿入穴18に挿入し、これをワイヤ14に圧接することにより、上記ワイヤハーネス組付体10が製造されるようになっている。
【0004】
従来、上記ワイヤハーネス組付体10の製造工程におけるワイヤ挿通作業は、図17に示すようなガイドブロック30を用いた手作業で行われていた。
【0005】
すなわち、図示のように、このガイドブロック30の上面部には、断面凹状で後方に向けて断面が小さくなるテーパ状の1対のガイド溝32が、1対のワイヤ挿入孔20aと等ピッチで形成されている。そして、このガイドブロック30を、その各ガイド溝32と各ワイヤ挿通孔20aとを位置合わせした状態でハウジング16の前面に当接させ、この状態で、オペレータが1対のワイヤ14を指で掴んでこれらをワイヤ挿通孔20aを通してワイヤ挿入孔20bを貫通する位置まで挿通することにより、ワイヤ挿通作業が行われるようになっている。その際、上記各ガイド溝32がワイヤ14を案内する機能を果たすこととなるので、ワイヤ挿通作業を円滑に行うことが可能となる。
【0006】
なお、上記ワイヤ挿通作業が完了すると、シリンダ装置34により各コンタクト12は各コンタクト挿入穴18に挿入されて各ワイヤ14に圧接され、これにより、各コンタクト12は、各ワイヤ14の被覆材を破ってその中心の導線と接触し、これと導通するようになっている。
【0007】
ところで、上記ワイヤハーネス組付体10は、図2(b)に示すように、上記前後1対のワイヤ挿通孔20aおよび20bのうち、前壁部16aに形成されたワイヤ挿通孔20aの内径に対し、後壁部16bに形成されたワイヤ挿通孔20bの内径が多少大きめに形成されている。そして、これにより、ワイヤ挿通時、ワイヤ14の挿入方向が多少曲がっていても、ワイヤ14を後壁部16bの前面に当接させることなく最後まで挿通させることができるようにして、ワイヤ挿通作業の円滑化を図るようになっている。
【0008】
【発明が解決しようとする課題】
しかしながら、上記ワーク22が、例えば携帯電話に組み込まれる小型モータ等のように小さいものである場合には、これに接続されるワイヤハーネス組付体10も小型のものとなり、そのワイヤ14も極めて線径が細いもの(例えば0.4mm程度)となる。
【0009】
このような細いワイヤは、外力が加わると容易に曲がってしまうので、従来のようにワイヤ挿通作業を手作業で行う場合には、ワイヤ先端部に変形を発生させることなく挿通作業を行うことは容易でない。すなわち、図18(a)に示すように、ワイヤ挿通孔20aへの挿入は上記ガイド溝32により容易にできても、上記のような変形が発生していると、ワイヤ挿通孔20bへの挿入の際、ワイヤ14が後壁部16bの前面に当接しやすくなる。そして、このような当接が発生すると、その後たとえコンタクト12をコンタクト挿入穴18に挿入してもワイヤ14との導通が図れず不良品となってしまう、という問題がある。
【0010】
なお、図18(b)に示すように、ワイヤ14の先端部を斜めにカットすれば上記当接は多少発生しにくくなるが、上記問題の抜本的解決を図ることはできない。
【0011】
また、1対のワイヤ14を備えたワイヤハーネス組付体10においては、上記のような導通不良が発生しないまでも、上記挿入不良により、図19に示すように、1対のワイヤ14のうち挿入不良が発生したワイヤの長さがもう一方のワイヤに対して長くなってしまい、その結果撓みが発生してしまう、という問題がある。なお、図19(a)はワーク22がモータである場合の例、図19(b)はワーク22が他のコネクタハウジングである場合の例を示すものである。
【0012】
本願発明は、このような事情に鑑みてなされたものであって、導通不良等を発生させることなくワイヤ挿通作業を自動で行うことができるワイヤガイド装置を提供することを目的とするものである。
【0013】
【課題を解決するための手段】
本願発明は、ワイヤ挿通時、ワイヤ先端部の変形発生を未然にあるいは事後的に抑制する構造を備えたワイヤガイド装置を採用することにより、上記目的達成を図るようにしたものである。
【0014】
すなわち、本願発明は、所定間隔をおいて配された前壁部および後壁部を有し、これら各壁部に互いに軸線略同一のワイヤ挿通孔が貫通形成されたハウジングと、前記両ワイヤ挿通孔に挿通されたワイヤと、前記両壁部間に挿入され前記ワイヤに圧接されたコンタクトと、を備えたワイヤハーネス組付体を製造する工程において、前記両ワイヤ挿通孔に前記ワイヤを前方から挿通する際、該ワイヤを案内するために用いられるワイヤガイド装置を前提とした上で、
本願第1の発明は、請求項1に記載したように、
前記前壁部の前方において互いに前後に所定間隔をおいて配され、各々前記両ワイヤ挿通孔と軸線略同一のワイヤ挿通路が形成された前部ワイヤ支持部材および後部ワイヤ支持部材と、
前記ワイヤが前記両ワイヤ支持部材の前記ワイヤ挿通路に配された状態で、該ワイヤを前記前部ワイヤ支持部材と共に、前記両ワイヤ挿通孔の軸線方向後方へ移動させるワイヤ挿通機構と、
前記両ワイヤ支持部材相互間において前記両ワイヤ挿通孔の軸線の延長線の周囲近傍を該延長線と平行に延びるように配され、一端部が前記両ワイヤ支持部材のうちいずれか一方に固定された複数の変形抑制ロッドと、を備えてなることを特徴とするものであり、
本願第2の発明は、請求項2に記載したように、
内径が前記ワイヤの外径より大きく、外径が前記後壁部の前記ワイヤ挿通孔の内径より小さい筒状部、が前端部に形成された筒状ガイド部材と、
この筒状ガイド部材を、前記ワイヤ挿通の際、前記後壁部の後方から該後壁部の前記ワイヤ挿通孔を通して前記前壁部後面近傍まで挿入する筒状ガイド部材挿入機構と、を備えてなることを特徴とするものである。
【0015】
上記本願第1の発明において、「複数の変形抑制ロッド」は、ワイヤが両ワイヤ支持部材のワイヤ挿通路に配された状態からワイヤ挿通機構によるワイヤの軸線方向後方移動が完了するまでの間に発生し得るワイヤ先端部の変形を、該ワイヤとの当接作用により所定量以上大きくなるのを防止できるものであれば、変形抑制ロッドの本数、配置等、および各変形抑制ロッドの長さ、断面形状等は特に限定されるものではない。
【0016】
上記本願第2の発明において、「筒状ガイド部材」は、前端部に筒状部が形成されているものであれば、特定の構成に限定されるものではなく、例えば、実施例に示したように筒状部が前端部にのみ形成されているものであってもよいし、あるいは筒状ガイド部材の後端部まで貫通形成されたものものであってもよく、また、筒状部の断面形状についても、内径がワイヤ外径より大きく、外径が後壁部のワイヤ挿通孔内径より小さい、という条件を満たすものであれば、特定形状に限定されるものではない。
【0017】
【発明の作用効果】
ハウジングの前後1対のワイヤ挿通孔にワイヤを完全に挿通させるためには、ワイヤ挿通作業の際、ワイヤ先端部に変形が発生するのを最小限に抑えることが肝要である。
【0018】
この点、本願第1の発明においては、前部ワイヤ支持部材と後部ワイヤ支持部材との間に、一端部が両ワイヤ支持部材のうちいずれか一方に固定された複数の変形抑制ロッドが、両ワイヤ挿通孔の軸線の延長線の周囲近傍を該延長線と平行に延びるように配されているので、駆動機構によりワイヤを前部ワイヤ支持部材と共に後方へ移動させれば、ワイヤ先端部を変形させることなく略直線状態に維持した状態でワイヤ挿通作業を行うことができる。したがって、ハウジング前壁部のワイヤ挿通孔への挿入を容易に行うことができるのはもちろんのこと、ハウジング後壁部のワイヤ挿通孔への挿入の際にも、ワイヤを後壁部前面に当接させることなく容易に挿入することができる。こうして、ハウジングの両ワイヤ挿通孔にワイヤを完全に挿通させることができるので、その後、コンタクトをコンタクト挿入穴に挿入圧接することにより、コンタクトとワイヤとの導通を確実に図ることができる。
【0019】
また、本願第2の発明においては、内径がワイヤ外径より大きく外径が後壁部のワイヤ挿通孔内径より小さい筒状部が前端部に形成された筒状ガイド部材を備えており、ワイヤ挿通の際、この筒状ガイド部材を挿入機構によりハウジング後壁部の後方からそのワイヤ挿通孔を通してハウジング前壁部後面近傍まで挿入するようになっているので、ワイヤをハウジング前壁部挿通後ハウジング後壁部のワイヤ挿通孔へ挿入する際、ワイヤ先端部の変形によりワイヤ挿入方向がたとえ曲がっていたとしても、ワイヤを筒状ガイド部材の筒状部内面に当接させてワイヤ後壁部前面には当接させないようにすることができる。したがって、以後この筒状部にワイヤ先端部を案内させて、これをハウジング後壁部のワイヤ挿通孔へ容易に挿入することができる。こうして、ハウジングの両ワイヤ挿通孔にワイヤを完全に挿通させることができるので、その後、コンタクトをコンタクト挿入穴に挿入することにより、コンタクトとワイヤとの導通を確実に図ることができる。
【0020】
このように、本願発明によれば、導通不良等を発生させることなくワイヤ挿通作業を自動で行うことができる。
【0021】
【実施例】
以下、図面を参照しながら本願発明の実施例について説明する。
【0022】
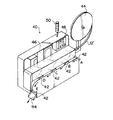
図1は、本願発明に係るワイヤガイド装置の一実施例を含むワイヤハーネス組付体製造装置を示す斜視図である。
【0023】
図示のように、このワイヤハーネス組付体製造装置40は、無限軌道上に所定間隔で配された複数の搬送ユニット42を、5つのステージ(すなわち、ワークセットステージA→先端カットステージB→挿入ステージC→先端カットおよび導通チェックステージD→排出ステージE)に順次停止させながら上記無限軌道に沿って間欠送りするとともに、上記各ステージにおいて図2(a)に示すワイヤハーネス組付体10(これの構成については「従来の技術」の欄ですでに説明した)を段階的に組み付けていくようになっている。
【0024】
上記ワイヤハーネス組付体10の構成要素のうち、ワイヤ14は、ワーク22(本実施例においては携帯電話用小型モータ)に一端部が接続された状態で、オペレータによりワークセットステージAにおいて搬送ユニット42上に供給されるようになっており、コンタクト12は、コンタクトリール44から連鎖状コンタクト12′として、挿入ステージCにおけるワーク対応位置に自動供給されるようになっており、ハウジング16は、ハウジング供給手段46により挿入ステージCにおけるワーク対応位置に自動供給されるようになっている。
【0025】
上記ワイヤハーネス組付体製造装置40は、操作パネル48においてオペレータによる操作が行われるようになっており、その操作状態は、表示燈50により表示されるようになっている。
【0026】
次に、上記搬送ユニット42の具体的構成について、図3〜6に基づいて説明する。ここに、図3は搬送ユニット42の平面図、図4は図3のIV−IV線断面図、図5は図3のV方向矢視図、図6は図4のVI部拡大図である。
【0027】
図3〜5に示すように、搬送ユニット42は、無限軌道上に設けられたユニットベース52と、このユニットベース52の右端部(間欠送り方向に向かって右側の端部のこと、以下、間欠送り方向に向かって右方を「後方」、左方を「前方」という)に固定された前部ワイヤ支持部材54と、この前部ワイヤ支持部材54の後方に所定間隔をおいて配された後部ワイヤ支持部材56とを備えている。
【0028】
上記後部ワイヤ支持部材56は、ユニットベース52に取り付けられた1対のシリンダ58により駆動される1対のスライドシャフト60を介して、前部ワイヤ支持部材54と前後方向に往復動可能に連結されている。そして、ユニットベース52の上面に、ワーク22が、1対のワイヤ14を後方に向けて突出させた状態で載置されるようになっている。また、ユニットベース52の上面には、ワーク22の両側4箇所および前方1箇所に、ワーク22を位置付めするための位置付めピン挿入用の穴52a、52bが形成されている。そして、ワーク22の後端部は、位置付め部材62との当接により図示の位置に位置決めされるようになっている。
【0029】
上記両ワイヤ支持部材54、56は、本体部54A、56Aと、この本体部54A、56Aに、回動軸54C、56Cを介して、回動可能に支持された押え部54B、56Bとを備えている。これら本体部54A、56Aと押え部54B、56Bとの分割面は、ユニットベース52上面に載置されたワーク22のワイヤ14が突出する位置と同一高さに設定されている。
【0030】
本体部54A、56Aの上記分割面には突起54D、56Dが設けられており、押え部54B、56Bには、突起54D、56Dが挿通される長孔54E、56Eが形成されている。これら突起54D、56Dと長孔54E、56Eとの係合により、本体部54A、56Aと押え部54B、56Bとが重ね合わされた閉状態での両者の位置決めを図るようになっている。
【0031】
上記本体部54A、56Aには、押え部54B、56Bを閉状態で保持するよう、これと係合する係合レバー54F、56Fが回動可能に支持されている。また、本体部54A、56Aには、その分割面に面して圧縮ばね54G、56Gが設けられていて、押え部54B、56Bを常時開方向へ付勢するようになっている。これにより、押え部54B、56Bに係合された係合レバー54F、56Fを外すと、圧縮ばね54G、56Gの弾発力により押え部54B、56Bが自動的に開くようになっている。
【0032】
上記係合レバー54F、56F自体も、圧縮ばね54H、56Hにより常時係合方向へ付勢されている。これら係合レバー54F、56Fの係合解除は、該係合レバー54F、56Fの下端部を、シリンダ駆動されるプッシュロッド等により本体部54A、56Aに向けて押圧することにより行われるようになっている。また、開状態にある押え部54B、56Bを閉じる動作は、押え部54B、56Bのレバー部54Ba、56Baを、手動操作あるいはシリンダ駆動されるプッシュロッド等により閉方向に向けて押圧することにより行われるようになっている。
【0033】
図6に示すように、前部ワイヤ支持部材54の本体部54Aおよび押え部54Bには、その分割面に面するようにして、断面半円状の1対の凹溝54Aaおよび凹溝54Baが、互いに向き合った位置で前後方向に延びるようにして形成されている。そして、ユニットベース52の上面にワーク22を載置する際、前部ワイヤ支持部材54を開状態にして本体部54Aの凹溝54Aaにワイヤ14を載置し、その後、前部ワイヤ支持部材54を閉状態にすることにより、凹溝54Aaと凹溝54Baとで、1対のワイヤ14を挿通支持する円筒状のワイヤ挿通路62を形成するようになっている。後部ワイヤ支持部材56についてもこれと全く同様の構成になっている。
【0034】
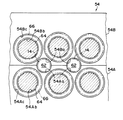
上記後部ワイヤ支持部材56の前面における、本体部56Aの凹溝56Aa近傍部位4箇所および押え部56Bの凹溝56Ba近傍部位2箇所には、前方へ向けて突出する変形抑制ロッド64の基端部が固定されている。これら6本の変形抑制ロッド64は、両ワイヤ支持部材54および56の間隔が最大になったとき(図示の状態)の間隔寸法の3分に2程度の長さに設定されている。一方、変形抑制ロッド64の長さをこのように設定した場合には、両ワイヤ支持部材54および56の間隔が最小になったときには変形抑制ロッド64の長さより間隔寸法が短くなる。このため、前部ワイヤ支持部材54には、変形抑制ロッド64との当接干渉を防止するためのロッド挿入孔54Ab、54Bbが形成されている。
【0035】
また、上記各変形抑制ロッド64には圧縮ばね66が冠挿されている。これら各圧縮ばね66の前端部は、前部ワイヤ支持部材54の後面に座ぐり形成された凹部54Ac、54Bc内において該後面に当接し、各圧縮ばね66の後端部は、後部ワイヤ支持部材56の前面に座ぐり形成された凹部56Ac、56Bc内において該前面に当接するようになっている。
【0036】
次に、上記ワイヤハーネス組付体製造装置40におけるワイヤハーネス組付体10の製造工程を、図7〜10に基づいて説明する。なお、これらの図においては、説明の簡単のため、搬送ユニット42の構成を図3〜6に示した構成に対して多少デフォルメして示している。
【0037】
まず、ワークセットステージAでは、図7(a)に示すように、両ワイヤ支持部材54、56を互いに近付け、かつ、その本体部54A、56Aと押え部54B、56Bとを開いた状態で、ユニットベース52の上面にワーク22を載置固定するとともに本体部54A、56Aの凹溝54Aa、56Aaにワイヤ14を載置した後、図7(b)に示すように、両ワイヤ支持部材54を閉状態にする。その後、図7(c)に示すように、シリンダ94の駆動により、後部ワイヤ支持部材56を前部ワイヤ支持部材54から引き離す。これにより、ワイヤ14は、後部ワイヤ支持部材56のワイヤ挿通路62内において該後部ワイヤ支持部材56にしごかれて、直線状に延ばされる。
【0038】
次に、先端カットステージBでは、図8に示すように、該先端カットステージBに設置されたカッタユニット68により、ワイヤ14先端の余分な部分をカットする。すなわち、後部ワイヤ支持部材56にその後方からその後面に上下1対のカットブレード70、72を押し当て、マシンベース74に直接あるいはブラケットを介して取り付けられたシリンダ76、78を駆動して両カットブレード70、72を上下動させることにより、後部ワイヤ支持部材56から後方へはみ出したワイヤ14の先端部分をカットし、ワイヤ14の全長を規定寸法に揃える。
【0039】
次に、挿入ステージCでは、ワイヤ挿入動作およびコンタクト挿入圧接動作が行われる。
【0040】
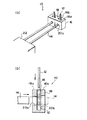
上記ワイヤ挿入動作は、まず、図9(a)に示すように、後部ワイヤ支持部材56にその後方からその後面に挿入ガイド80が押し当てられる。その際、この挿入ガイド80の後方側に、該挿入ガイド80とハウジングガイド82とにより位置決め支持された状態でハウジング16が配され、さらに、このハウジング16の後方に、ガイドパイプ84(筒状ガイド部材)が配される。
【0041】
上記挿入ガイド80には、ワイヤ挿通路62と軸線同一で、かつ、その後半部の内径寸法が前壁部16aのワイヤ挿入孔20aの内径よりやや大きく形成され、その前半部が前方に向かってテーパ状に広がったガイド孔86が前後方向に貫通形成されている。この挿入ガイド80は、ガイド孔86の軸線を境に上下に分割された2つのブロック80A、80Bからなっている。これらブロック80A、80Bは、図9(b)に示すように、マシンベース74に直接あるいはブラケットを介して取り付けられたシリンダ88、90により上下動するようになっており、図示の状態では閉じている。また、ハウジング16は、その前壁部16aおよび後壁部16bに形成されたワイヤ挿入孔20aおよび20bが、後部ワイヤ支持部材56のワイヤ挿通路62と軸線同一となるようにハウジングガイド82に位置決め支持されるようになっている。
【0042】
上記ガイドパイプ84の前端部には所定深さを有する筒状部84aが形成されている。この筒状部84aは、その内径がワイヤ14の外径より大きく(前壁部16aのワイヤ挿入孔20aの内径と略等しい)、その外径が後壁部16bのワイヤ挿通孔20bの内径より小さい寸法値に設定されており、かつ、その内周部前端縁には、前方に向けて広がったテーパ部84bが形成されている。そして、図9(b)に示すように、上記ガイドパイプ84は、マシンベース74にブラケットを介して取り付けられたシリンダ92により、ワイヤ挿通路62と軸線同一軌道を前後に往復動するようになっている。
【0043】
図9(b)に示すように、シリンダ92の駆動により、ガイドパイプ84を、後壁部16bの後方からそのワイヤ挿通孔20bを通して前壁部16aの後面に接触するまで挿入した後、図9(c)に示すように、シリンダ58(シリンダ94に比して大きなパワーを有している)を駆動することにより、ワイヤ14を前部ワイヤ支持部材54と共に後方へ移動させ、ワイヤ14の先端部を、挿入ガイド80のガイド孔86および前壁部16aのワイヤ挿入孔20aを通して、ガイドパイプ84の筒状部84aの底部近傍まで挿入する。
【0044】
次に、上記コンタクト挿入圧接動作は、まず、図10(a)に示すように、コンタクト12を、ハウジング16のコンタクト挿入穴18の上方近傍に供給するとともに、ガイドパイプ84を、後壁部16bのワイヤ挿通孔20bから後方へワイヤ14の先端部から外れる位置まで後退させる。そして、図10(b)に示すように、コンタクト12を、その上方に配されたクランプシリンダ96の平行チャック98で前後から挟んで把持した後、マシンベース74にブラケットを介して取り付けられたシリンダ100により、クランプシリンダ96を降下させ、これにより、コンタクト12をコンタクト挿入穴18に挿入してワイヤ14に圧接する。その後、図10(c)に示すように、平行チャック98によるコンタクト把持を解除して、クランプシリンダ96を上方へ退却させる。そして、挿入ガイド80の上下2つのブロック80A、80Bを上下に開く。
【0045】
次に、先端カットおよび導通チェックステージDでは、まず、図11(a)に示すように、該ステージDに設置されたカッタユニット102により、ハウジング16から後方へはみ出したワイヤ14先端の余分な部分をカットする。これによりワイヤハーネス組付体10の組付けが完了する。上記カッタユニット102は、マシンベース74に直接あるいはブラケットを介して取り付けられたシリンダ104、106を駆動して上下1対のカットブレード108、110をハウジング16の後面に沿って上下動させるようになっている。
【0046】
その後、図11(b)に示すように、コンタクト12およびカットブレード110(カットしたワイヤ14の先端面においてその導線と接触している)に導通チェック回路112を接続し、その表示燈の点灯により、コンタクト12とワイヤ14の導線とが導通していることをチェックする。この導通チェックは、図13(a)に示すように、カットブレード110を各ワイヤ14毎に独立させて設けることにより、1対のワイヤ14の各々について行うようにする。これにより、いずれのワイヤ14に導通不良が発生したのかをチェックすることができる。なお、このような導通チェック方法に代えて、図13(b)に示すように、1対のコンタクト12に導通チェック回路112を接続して導通チェックを行う簡易な方法を採用することも可能である。
【0047】
次に、排出ステージEでは、図12に示すように、両ワイヤ支持部材54、56の押え部54B、56Bを本体部54A、56Aから上昇させて、組付けおよび導通チェックが完了したワイヤハーネス組付体10を、ユニットベース52の上面から取出し可能とする。これにより、ワイヤハーネス組付体10は、図1に示す排出シュート114から外部に排出される。
【0048】
次に、本実施例の効果について説明する。
【0049】
ハウジング16に形成された前後1対の壁部16a、16bのワイヤ挿通孔20a、20bにワイヤ14を完全に挿通させるためには、ワイヤ挿通作業の際、ワイヤ14の先端部に変形が発生するのを最小限に抑えることが肝要である。
【0050】
この点、本実施例においては、前部ワイヤ支持部材54と後部ワイヤ支持部材56との間に、後端部が後部ワイヤ支持部材56に固定された6本の変形抑制ロッド64が、両ワイヤ挿通孔20a、20bの軸線の延長線の周囲近傍を該延長線と平行に延びるように配されているので、シリンダ58によりワイヤ14を前部ワイヤ支持部材54と共に後方へ移動させれば、ワイヤ14の先端部を変形させることなく略直線状態に維持した状態でワイヤ挿通作業を行うことができる。
【0051】
したがって、ハウジング前壁部16aのワイヤ挿通孔20aへのワイヤ挿入を容易に行うことができるのはもちろんのこと、ハウジング後壁部16bのワイヤ挿通孔20bへのワイヤ挿入の際にも、ワイヤ14を後壁部16b前面に当接させることなく容易に挿入することができる。こうして、ハウジング16の両ワイヤ挿通孔20a、20bにワイヤ14を完全に挿通させることができるので、その後、コンタクト12をコンタクト挿入穴18に挿入し、ワイヤ14に圧接することにより、コンタクト12とワイヤ14との導通を確実に図ることができる。
【0052】
しかも、本実施例においては、各変形抑制ロッド64に圧縮ばね66が冠挿されているが、これら圧縮ばね66は、両ワイヤ支持部材54および56の対向面に座ぐり形成された凹部54Ac、54Bcおよび56Ac、56Bc内において遊びの分だけその半径方向に変位可能となるので、これら圧縮ばね66によりワイヤ14を弾力的に支持することができる。そして、これにより、外径寸法が多少異なるワイヤについても上記ワイヤ挿入を円滑に行うことができる。
【0053】
また、本実施例においては、内径がワイヤ14の外径より大きく外径が後壁部16bのワイヤ挿通孔20bの内径より小さい筒状部84aが前端部に形成されたガイドパイプ84を備えており、ワイヤ挿通の際、このガイドパイプ84をシリンダ92によりハウジング後壁部16bの後方からそのワイヤ挿通孔20bを通してハウジング前壁部16a後面近傍まで挿入するようになっているので、ワイヤ14をワイヤ挿通孔20a挿通後ワイヤ挿通孔20bに挿入する際、ワイヤ14の先端部の変形等によりワイヤ挿入方向がたとえ曲がっていたとしても、ワイヤ14をガイドパイプ84の筒状部84a内面に当接させてワイヤ後壁部16b前面には当接させないようにすることができる。したがって、以後この筒状部84aにワイヤ14の先端部を案内させて、これをハウジング後壁部16bのワイヤ挿通孔20aへ容易に挿入することができる。こうして、ハウジングの両ワイヤ挿通孔20a、20bにワイヤ14を完全に挿通させることができるので、その後、コンタクト12をコンタクト挿入穴18に挿入することにより、コンタクト12とワイヤ14との導通を確実に図ることができる。
【0054】
このように、本実施例によれば、導通不良を発生させることなくワイヤ挿通作業を自動で行うことができる。
【0055】
また、本実施例においては、ワークセットステージAにおいて、1対のワイヤ14を後部ワイヤ支持部材56によりそのワイヤ挿通路62内でしごいて、両ワイヤ14を直線状に延ばすようになっているので、組み付けられたワイヤハーネス組付体10の両ワイヤ14の長さを揃えることができる。
【0056】
上記実施例においては、前部ワイヤ支持部材54に形成されたワイヤ挿通路62が、本体部54Aの凹溝54Aaと押え部54Bの凹溝54Baとを閉状態にすることにより形成されるようになっているが、図14に示すように、本体部54Aに深いU字溝54Aa´を形成するとともに、押え部54Bに深い溝54Aa´内へ挿入されるリブ54Bbを一体形成してその先端に凹溝54Ba´を形成し、これらを閉状態にすることによりワイヤ挿通路62を形成するようにしてもよい。
【0057】
このように深い溝54Aa´を有する構成とすることにより、該U字溝54Aa´内にワイヤ14を容易にセットすることができる。その際、図示のように、上記U字溝54Aa´の上端両側の肩部に面取り部54Acを形成しておけば、上記セッティングをさらに容易に行うことができる。また、図示のように、上記リブ54Bbを後方へ延長して形成すれば、凹溝54Ba´にワイヤ14に対するガイド機能をも持たせることができる。
【0058】
なお、この構成を後部ワイヤ支持部材56に採用する場合には、前部ワイヤ支持部材54における構成と前後対称な構造にすればよい。
【0059】
また、上記実施例においては、後部ワイヤ支持部材56に6本の変形抑制ロッド64の基端部がすべて固定された構成となっているが、両ワイヤ支持部材54および56に分散配置するようにしてもよい。例えば、図15に示すように、上側3本の変形抑制ロッド64の基端部が前部ワイヤ支持部材54の押え部54Bに固定されるとともに、下側3本の変形抑制ロッド64の基端部が後部ワイヤ支持部材56の本体部56Aに固定された構成とすることができる。
【0060】
さらに、上記実施例においては、各変形抑制ロッド64の長さは、両ワイヤ支持部材54および56の間隔が最大になったときの間隔寸法の3分の2程度の長さに設定されているが、これに代えて、最大間隔寸法より長い寸法に設定し、変形抑制ロッド64の先端が前部ワイヤ支持部材54に形成されたロッド挿通孔54Abに挿通させるようにしてもよい。
【0061】
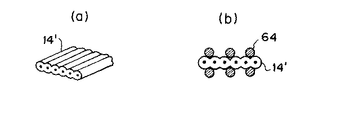
また、上記実施例においては、離間した1対のワイヤ14を備えたワイヤハーネス組付体10を組み付ける装置について説明したが、同軸ケーブルのように単一のワイヤの場合にも、同様の構成に同様の作用効果を得ることができる。さらに、図16(a)に示すように、多くのワイヤ14が並列配置されたフラットケーブル14´の場合にも、図16(b)に示すような変形抑制ロッド64の配置を採用することにより、上記実施例と同様の作用効果を得ることができる。
【図面の簡単な説明】
【図1】本願発明に係るワイヤガイド装置の一実施例を含むワイヤハーネス組付体製造装置を示す斜視図
【図2】上記ワイヤハーネス組付体製造装置により製造されるワイヤハーネス組付体の構成を示す斜視図(a)およびその組付方法を示す断面図(b)
【図3】上記実施例における搬送ユニットの具体的構成を示す平面図
【図4】図3のIV−IV線断面図
【図5】図3のV方向矢視図
【図6】図4のVI部拡大図
【図7】図1のワークセットステージAでの動作を示す説明図
【図8】図1の先端カットステージBでの動作を示す説明図
【図9】図1の挿入ステージCでのワイヤ挿入動作を示す説明図
【図10】図1の挿入ステージCでのコンタクト挿入圧接動作を示す説明図
【図11】図1の先端カットおよび導通チェックステージDでの動作を示す説明図
【図12】図1の排出ステージEでの動作を示す説明図
【図13】図11(b)の導通チェックの具体的方法を示す図
【図14】上記実施例のワイヤ支持部材の変形例を示す図
【図15】上記実施例の変形抑制ロッドの変形例を示す図
【図16】フラットケーブルを備えたワイヤハーネス組付体の場合における変形抑制ロッドの配置を示す図
【図17】従来のワイヤガイド装置を用いたワイヤ挿入作業の様子を示す斜視図
【図18】上記従来例における問題点を示す図
【図19】上記従来例により製造されたワイヤハーネス組付体の例を示す斜視図
【符号の説明】
10 ワイヤハーネス組付体
12 コンタクト
14 ワイヤ
16 ハウジング
16a 前壁部
16b 後壁部
18 コンタクト挿入穴
20a、20b ワイヤ挿入孔
22 ワーク
40 ワイヤハーネス組付体製造装置
42 搬送ユニット
52 ユニットベース
54 前部ワイヤ支持部材
54A、56A 本体部
54B、56B 押え部
54Aa、54Ba 凹溝
54Ab、54Bb ロッド挿入孔
54Ac、54Bc 凹部
56 後部ワイヤ支持部材
58 シリンダ(ワイヤ挿通機構の一部)
60 スライドシャフト(ワイヤ挿通機構の一部)
64 変形抑制ロッド
66 圧縮ばね
80 挿入ガイド
80A、80B ブロック
82 ハウジングガイド
84 ガイドパイプ(筒状ガイド部材)
84a 筒状部
86 ガイド孔
92 シリンダ
A ワークセットステージ
B 先端カットステージ
C 挿入ステージ
D 先端カットおよび導通チェックステージ
E 排出ステージ
【産業上の利用分野】
本願発明は、ワイヤハーネス組付体を製造する工程において、ハウジングのワイヤ挿通孔にワイヤを挿通する際、該ワイヤを案内するために用いられるワイヤガイド装置に関するものである。
【0002】
【従来の技術】
ワイヤハーネス組付体の一般的構成として、図2(a)に示すように、1対のコンタクト12と、ワーク22に接続された1対のワイヤ14とが、ハウジング16内において接続された構成のものが知られている。
【0003】
このワイヤハーネス組付体10においては、ハウジング16に上記1対のコンタクト12を挿入するためのコンタクト挿入穴18が1対形成されており、また、上記ハウジング16における各コンタクト挿入穴18前後の前壁部16aおよび後壁部16bには、各ワイヤ14を挿通するためのワイヤ挿入孔20aおよび20b(20bについては図2(b)参照)が互いに軸線略同一で貫通形成されている。そして、図2(b)に示すように、上記各ワイヤ14をハウジング16の前方からワイヤ挿入孔20aを通してワイヤ挿入孔20bを貫通する位置まで挿通した後、上記各コンタクト12を各コンタクト挿入穴18に挿入し、これをワイヤ14に圧接することにより、上記ワイヤハーネス組付体10が製造されるようになっている。
【0004】
従来、上記ワイヤハーネス組付体10の製造工程におけるワイヤ挿通作業は、図17に示すようなガイドブロック30を用いた手作業で行われていた。
【0005】
すなわち、図示のように、このガイドブロック30の上面部には、断面凹状で後方に向けて断面が小さくなるテーパ状の1対のガイド溝32が、1対のワイヤ挿入孔20aと等ピッチで形成されている。そして、このガイドブロック30を、その各ガイド溝32と各ワイヤ挿通孔20aとを位置合わせした状態でハウジング16の前面に当接させ、この状態で、オペレータが1対のワイヤ14を指で掴んでこれらをワイヤ挿通孔20aを通してワイヤ挿入孔20bを貫通する位置まで挿通することにより、ワイヤ挿通作業が行われるようになっている。その際、上記各ガイド溝32がワイヤ14を案内する機能を果たすこととなるので、ワイヤ挿通作業を円滑に行うことが可能となる。
【0006】
なお、上記ワイヤ挿通作業が完了すると、シリンダ装置34により各コンタクト12は各コンタクト挿入穴18に挿入されて各ワイヤ14に圧接され、これにより、各コンタクト12は、各ワイヤ14の被覆材を破ってその中心の導線と接触し、これと導通するようになっている。
【0007】
ところで、上記ワイヤハーネス組付体10は、図2(b)に示すように、上記前後1対のワイヤ挿通孔20aおよび20bのうち、前壁部16aに形成されたワイヤ挿通孔20aの内径に対し、後壁部16bに形成されたワイヤ挿通孔20bの内径が多少大きめに形成されている。そして、これにより、ワイヤ挿通時、ワイヤ14の挿入方向が多少曲がっていても、ワイヤ14を後壁部16bの前面に当接させることなく最後まで挿通させることができるようにして、ワイヤ挿通作業の円滑化を図るようになっている。
【0008】
【発明が解決しようとする課題】
しかしながら、上記ワーク22が、例えば携帯電話に組み込まれる小型モータ等のように小さいものである場合には、これに接続されるワイヤハーネス組付体10も小型のものとなり、そのワイヤ14も極めて線径が細いもの(例えば0.4mm程度)となる。
【0009】
このような細いワイヤは、外力が加わると容易に曲がってしまうので、従来のようにワイヤ挿通作業を手作業で行う場合には、ワイヤ先端部に変形を発生させることなく挿通作業を行うことは容易でない。すなわち、図18(a)に示すように、ワイヤ挿通孔20aへの挿入は上記ガイド溝32により容易にできても、上記のような変形が発生していると、ワイヤ挿通孔20bへの挿入の際、ワイヤ14が後壁部16bの前面に当接しやすくなる。そして、このような当接が発生すると、その後たとえコンタクト12をコンタクト挿入穴18に挿入してもワイヤ14との導通が図れず不良品となってしまう、という問題がある。
【0010】
なお、図18(b)に示すように、ワイヤ14の先端部を斜めにカットすれば上記当接は多少発生しにくくなるが、上記問題の抜本的解決を図ることはできない。
【0011】
また、1対のワイヤ14を備えたワイヤハーネス組付体10においては、上記のような導通不良が発生しないまでも、上記挿入不良により、図19に示すように、1対のワイヤ14のうち挿入不良が発生したワイヤの長さがもう一方のワイヤに対して長くなってしまい、その結果撓みが発生してしまう、という問題がある。なお、図19(a)はワーク22がモータである場合の例、図19(b)はワーク22が他のコネクタハウジングである場合の例を示すものである。
【0012】
本願発明は、このような事情に鑑みてなされたものであって、導通不良等を発生させることなくワイヤ挿通作業を自動で行うことができるワイヤガイド装置を提供することを目的とするものである。
【0013】
【課題を解決するための手段】
本願発明は、ワイヤ挿通時、ワイヤ先端部の変形発生を未然にあるいは事後的に抑制する構造を備えたワイヤガイド装置を採用することにより、上記目的達成を図るようにしたものである。
【0014】
すなわち、本願発明は、所定間隔をおいて配された前壁部および後壁部を有し、これら各壁部に互いに軸線略同一のワイヤ挿通孔が貫通形成されたハウジングと、前記両ワイヤ挿通孔に挿通されたワイヤと、前記両壁部間に挿入され前記ワイヤに圧接されたコンタクトと、を備えたワイヤハーネス組付体を製造する工程において、前記両ワイヤ挿通孔に前記ワイヤを前方から挿通する際、該ワイヤを案内するために用いられるワイヤガイド装置を前提とした上で、
本願第1の発明は、請求項1に記載したように、
前記前壁部の前方において互いに前後に所定間隔をおいて配され、各々前記両ワイヤ挿通孔と軸線略同一のワイヤ挿通路が形成された前部ワイヤ支持部材および後部ワイヤ支持部材と、
前記ワイヤが前記両ワイヤ支持部材の前記ワイヤ挿通路に配された状態で、該ワイヤを前記前部ワイヤ支持部材と共に、前記両ワイヤ挿通孔の軸線方向後方へ移動させるワイヤ挿通機構と、
前記両ワイヤ支持部材相互間において前記両ワイヤ挿通孔の軸線の延長線の周囲近傍を該延長線と平行に延びるように配され、一端部が前記両ワイヤ支持部材のうちいずれか一方に固定された複数の変形抑制ロッドと、を備えてなることを特徴とするものであり、
本願第2の発明は、請求項2に記載したように、
内径が前記ワイヤの外径より大きく、外径が前記後壁部の前記ワイヤ挿通孔の内径より小さい筒状部、が前端部に形成された筒状ガイド部材と、
この筒状ガイド部材を、前記ワイヤ挿通の際、前記後壁部の後方から該後壁部の前記ワイヤ挿通孔を通して前記前壁部後面近傍まで挿入する筒状ガイド部材挿入機構と、を備えてなることを特徴とするものである。
【0015】
上記本願第1の発明において、「複数の変形抑制ロッド」は、ワイヤが両ワイヤ支持部材のワイヤ挿通路に配された状態からワイヤ挿通機構によるワイヤの軸線方向後方移動が完了するまでの間に発生し得るワイヤ先端部の変形を、該ワイヤとの当接作用により所定量以上大きくなるのを防止できるものであれば、変形抑制ロッドの本数、配置等、および各変形抑制ロッドの長さ、断面形状等は特に限定されるものではない。
【0016】
上記本願第2の発明において、「筒状ガイド部材」は、前端部に筒状部が形成されているものであれば、特定の構成に限定されるものではなく、例えば、実施例に示したように筒状部が前端部にのみ形成されているものであってもよいし、あるいは筒状ガイド部材の後端部まで貫通形成されたものものであってもよく、また、筒状部の断面形状についても、内径がワイヤ外径より大きく、外径が後壁部のワイヤ挿通孔内径より小さい、という条件を満たすものであれば、特定形状に限定されるものではない。
【0017】
【発明の作用効果】
ハウジングの前後1対のワイヤ挿通孔にワイヤを完全に挿通させるためには、ワイヤ挿通作業の際、ワイヤ先端部に変形が発生するのを最小限に抑えることが肝要である。
【0018】
この点、本願第1の発明においては、前部ワイヤ支持部材と後部ワイヤ支持部材との間に、一端部が両ワイヤ支持部材のうちいずれか一方に固定された複数の変形抑制ロッドが、両ワイヤ挿通孔の軸線の延長線の周囲近傍を該延長線と平行に延びるように配されているので、駆動機構によりワイヤを前部ワイヤ支持部材と共に後方へ移動させれば、ワイヤ先端部を変形させることなく略直線状態に維持した状態でワイヤ挿通作業を行うことができる。したがって、ハウジング前壁部のワイヤ挿通孔への挿入を容易に行うことができるのはもちろんのこと、ハウジング後壁部のワイヤ挿通孔への挿入の際にも、ワイヤを後壁部前面に当接させることなく容易に挿入することができる。こうして、ハウジングの両ワイヤ挿通孔にワイヤを完全に挿通させることができるので、その後、コンタクトをコンタクト挿入穴に挿入圧接することにより、コンタクトとワイヤとの導通を確実に図ることができる。
【0019】
また、本願第2の発明においては、内径がワイヤ外径より大きく外径が後壁部のワイヤ挿通孔内径より小さい筒状部が前端部に形成された筒状ガイド部材を備えており、ワイヤ挿通の際、この筒状ガイド部材を挿入機構によりハウジング後壁部の後方からそのワイヤ挿通孔を通してハウジング前壁部後面近傍まで挿入するようになっているので、ワイヤをハウジング前壁部挿通後ハウジング後壁部のワイヤ挿通孔へ挿入する際、ワイヤ先端部の変形によりワイヤ挿入方向がたとえ曲がっていたとしても、ワイヤを筒状ガイド部材の筒状部内面に当接させてワイヤ後壁部前面には当接させないようにすることができる。したがって、以後この筒状部にワイヤ先端部を案内させて、これをハウジング後壁部のワイヤ挿通孔へ容易に挿入することができる。こうして、ハウジングの両ワイヤ挿通孔にワイヤを完全に挿通させることができるので、その後、コンタクトをコンタクト挿入穴に挿入することにより、コンタクトとワイヤとの導通を確実に図ることができる。
【0020】
このように、本願発明によれば、導通不良等を発生させることなくワイヤ挿通作業を自動で行うことができる。
【0021】
【実施例】
以下、図面を参照しながら本願発明の実施例について説明する。
【0022】
図1は、本願発明に係るワイヤガイド装置の一実施例を含むワイヤハーネス組付体製造装置を示す斜視図である。
【0023】
図示のように、このワイヤハーネス組付体製造装置40は、無限軌道上に所定間隔で配された複数の搬送ユニット42を、5つのステージ(すなわち、ワークセットステージA→先端カットステージB→挿入ステージC→先端カットおよび導通チェックステージD→排出ステージE)に順次停止させながら上記無限軌道に沿って間欠送りするとともに、上記各ステージにおいて図2(a)に示すワイヤハーネス組付体10(これの構成については「従来の技術」の欄ですでに説明した)を段階的に組み付けていくようになっている。
【0024】
上記ワイヤハーネス組付体10の構成要素のうち、ワイヤ14は、ワーク22(本実施例においては携帯電話用小型モータ)に一端部が接続された状態で、オペレータによりワークセットステージAにおいて搬送ユニット42上に供給されるようになっており、コンタクト12は、コンタクトリール44から連鎖状コンタクト12′として、挿入ステージCにおけるワーク対応位置に自動供給されるようになっており、ハウジング16は、ハウジング供給手段46により挿入ステージCにおけるワーク対応位置に自動供給されるようになっている。
【0025】
上記ワイヤハーネス組付体製造装置40は、操作パネル48においてオペレータによる操作が行われるようになっており、その操作状態は、表示燈50により表示されるようになっている。
【0026】
次に、上記搬送ユニット42の具体的構成について、図3〜6に基づいて説明する。ここに、図3は搬送ユニット42の平面図、図4は図3のIV−IV線断面図、図5は図3のV方向矢視図、図6は図4のVI部拡大図である。
【0027】
図3〜5に示すように、搬送ユニット42は、無限軌道上に設けられたユニットベース52と、このユニットベース52の右端部(間欠送り方向に向かって右側の端部のこと、以下、間欠送り方向に向かって右方を「後方」、左方を「前方」という)に固定された前部ワイヤ支持部材54と、この前部ワイヤ支持部材54の後方に所定間隔をおいて配された後部ワイヤ支持部材56とを備えている。
【0028】
上記後部ワイヤ支持部材56は、ユニットベース52に取り付けられた1対のシリンダ58により駆動される1対のスライドシャフト60を介して、前部ワイヤ支持部材54と前後方向に往復動可能に連結されている。そして、ユニットベース52の上面に、ワーク22が、1対のワイヤ14を後方に向けて突出させた状態で載置されるようになっている。また、ユニットベース52の上面には、ワーク22の両側4箇所および前方1箇所に、ワーク22を位置付めするための位置付めピン挿入用の穴52a、52bが形成されている。そして、ワーク22の後端部は、位置付め部材62との当接により図示の位置に位置決めされるようになっている。
【0029】
上記両ワイヤ支持部材54、56は、本体部54A、56Aと、この本体部54A、56Aに、回動軸54C、56Cを介して、回動可能に支持された押え部54B、56Bとを備えている。これら本体部54A、56Aと押え部54B、56Bとの分割面は、ユニットベース52上面に載置されたワーク22のワイヤ14が突出する位置と同一高さに設定されている。
【0030】
本体部54A、56Aの上記分割面には突起54D、56Dが設けられており、押え部54B、56Bには、突起54D、56Dが挿通される長孔54E、56Eが形成されている。これら突起54D、56Dと長孔54E、56Eとの係合により、本体部54A、56Aと押え部54B、56Bとが重ね合わされた閉状態での両者の位置決めを図るようになっている。
【0031】
上記本体部54A、56Aには、押え部54B、56Bを閉状態で保持するよう、これと係合する係合レバー54F、56Fが回動可能に支持されている。また、本体部54A、56Aには、その分割面に面して圧縮ばね54G、56Gが設けられていて、押え部54B、56Bを常時開方向へ付勢するようになっている。これにより、押え部54B、56Bに係合された係合レバー54F、56Fを外すと、圧縮ばね54G、56Gの弾発力により押え部54B、56Bが自動的に開くようになっている。
【0032】
上記係合レバー54F、56F自体も、圧縮ばね54H、56Hにより常時係合方向へ付勢されている。これら係合レバー54F、56Fの係合解除は、該係合レバー54F、56Fの下端部を、シリンダ駆動されるプッシュロッド等により本体部54A、56Aに向けて押圧することにより行われるようになっている。また、開状態にある押え部54B、56Bを閉じる動作は、押え部54B、56Bのレバー部54Ba、56Baを、手動操作あるいはシリンダ駆動されるプッシュロッド等により閉方向に向けて押圧することにより行われるようになっている。
【0033】
図6に示すように、前部ワイヤ支持部材54の本体部54Aおよび押え部54Bには、その分割面に面するようにして、断面半円状の1対の凹溝54Aaおよび凹溝54Baが、互いに向き合った位置で前後方向に延びるようにして形成されている。そして、ユニットベース52の上面にワーク22を載置する際、前部ワイヤ支持部材54を開状態にして本体部54Aの凹溝54Aaにワイヤ14を載置し、その後、前部ワイヤ支持部材54を閉状態にすることにより、凹溝54Aaと凹溝54Baとで、1対のワイヤ14を挿通支持する円筒状のワイヤ挿通路62を形成するようになっている。後部ワイヤ支持部材56についてもこれと全く同様の構成になっている。
【0034】
上記後部ワイヤ支持部材56の前面における、本体部56Aの凹溝56Aa近傍部位4箇所および押え部56Bの凹溝56Ba近傍部位2箇所には、前方へ向けて突出する変形抑制ロッド64の基端部が固定されている。これら6本の変形抑制ロッド64は、両ワイヤ支持部材54および56の間隔が最大になったとき(図示の状態)の間隔寸法の3分に2程度の長さに設定されている。一方、変形抑制ロッド64の長さをこのように設定した場合には、両ワイヤ支持部材54および56の間隔が最小になったときには変形抑制ロッド64の長さより間隔寸法が短くなる。このため、前部ワイヤ支持部材54には、変形抑制ロッド64との当接干渉を防止するためのロッド挿入孔54Ab、54Bbが形成されている。
【0035】
また、上記各変形抑制ロッド64には圧縮ばね66が冠挿されている。これら各圧縮ばね66の前端部は、前部ワイヤ支持部材54の後面に座ぐり形成された凹部54Ac、54Bc内において該後面に当接し、各圧縮ばね66の後端部は、後部ワイヤ支持部材56の前面に座ぐり形成された凹部56Ac、56Bc内において該前面に当接するようになっている。
【0036】
次に、上記ワイヤハーネス組付体製造装置40におけるワイヤハーネス組付体10の製造工程を、図7〜10に基づいて説明する。なお、これらの図においては、説明の簡単のため、搬送ユニット42の構成を図3〜6に示した構成に対して多少デフォルメして示している。
【0037】
まず、ワークセットステージAでは、図7(a)に示すように、両ワイヤ支持部材54、56を互いに近付け、かつ、その本体部54A、56Aと押え部54B、56Bとを開いた状態で、ユニットベース52の上面にワーク22を載置固定するとともに本体部54A、56Aの凹溝54Aa、56Aaにワイヤ14を載置した後、図7(b)に示すように、両ワイヤ支持部材54を閉状態にする。その後、図7(c)に示すように、シリンダ94の駆動により、後部ワイヤ支持部材56を前部ワイヤ支持部材54から引き離す。これにより、ワイヤ14は、後部ワイヤ支持部材56のワイヤ挿通路62内において該後部ワイヤ支持部材56にしごかれて、直線状に延ばされる。
【0038】
次に、先端カットステージBでは、図8に示すように、該先端カットステージBに設置されたカッタユニット68により、ワイヤ14先端の余分な部分をカットする。すなわち、後部ワイヤ支持部材56にその後方からその後面に上下1対のカットブレード70、72を押し当て、マシンベース74に直接あるいはブラケットを介して取り付けられたシリンダ76、78を駆動して両カットブレード70、72を上下動させることにより、後部ワイヤ支持部材56から後方へはみ出したワイヤ14の先端部分をカットし、ワイヤ14の全長を規定寸法に揃える。
【0039】
次に、挿入ステージCでは、ワイヤ挿入動作およびコンタクト挿入圧接動作が行われる。
【0040】
上記ワイヤ挿入動作は、まず、図9(a)に示すように、後部ワイヤ支持部材56にその後方からその後面に挿入ガイド80が押し当てられる。その際、この挿入ガイド80の後方側に、該挿入ガイド80とハウジングガイド82とにより位置決め支持された状態でハウジング16が配され、さらに、このハウジング16の後方に、ガイドパイプ84(筒状ガイド部材)が配される。
【0041】
上記挿入ガイド80には、ワイヤ挿通路62と軸線同一で、かつ、その後半部の内径寸法が前壁部16aのワイヤ挿入孔20aの内径よりやや大きく形成され、その前半部が前方に向かってテーパ状に広がったガイド孔86が前後方向に貫通形成されている。この挿入ガイド80は、ガイド孔86の軸線を境に上下に分割された2つのブロック80A、80Bからなっている。これらブロック80A、80Bは、図9(b)に示すように、マシンベース74に直接あるいはブラケットを介して取り付けられたシリンダ88、90により上下動するようになっており、図示の状態では閉じている。また、ハウジング16は、その前壁部16aおよび後壁部16bに形成されたワイヤ挿入孔20aおよび20bが、後部ワイヤ支持部材56のワイヤ挿通路62と軸線同一となるようにハウジングガイド82に位置決め支持されるようになっている。
【0042】
上記ガイドパイプ84の前端部には所定深さを有する筒状部84aが形成されている。この筒状部84aは、その内径がワイヤ14の外径より大きく(前壁部16aのワイヤ挿入孔20aの内径と略等しい)、その外径が後壁部16bのワイヤ挿通孔20bの内径より小さい寸法値に設定されており、かつ、その内周部前端縁には、前方に向けて広がったテーパ部84bが形成されている。そして、図9(b)に示すように、上記ガイドパイプ84は、マシンベース74にブラケットを介して取り付けられたシリンダ92により、ワイヤ挿通路62と軸線同一軌道を前後に往復動するようになっている。
【0043】
図9(b)に示すように、シリンダ92の駆動により、ガイドパイプ84を、後壁部16bの後方からそのワイヤ挿通孔20bを通して前壁部16aの後面に接触するまで挿入した後、図9(c)に示すように、シリンダ58(シリンダ94に比して大きなパワーを有している)を駆動することにより、ワイヤ14を前部ワイヤ支持部材54と共に後方へ移動させ、ワイヤ14の先端部を、挿入ガイド80のガイド孔86および前壁部16aのワイヤ挿入孔20aを通して、ガイドパイプ84の筒状部84aの底部近傍まで挿入する。
【0044】
次に、上記コンタクト挿入圧接動作は、まず、図10(a)に示すように、コンタクト12を、ハウジング16のコンタクト挿入穴18の上方近傍に供給するとともに、ガイドパイプ84を、後壁部16bのワイヤ挿通孔20bから後方へワイヤ14の先端部から外れる位置まで後退させる。そして、図10(b)に示すように、コンタクト12を、その上方に配されたクランプシリンダ96の平行チャック98で前後から挟んで把持した後、マシンベース74にブラケットを介して取り付けられたシリンダ100により、クランプシリンダ96を降下させ、これにより、コンタクト12をコンタクト挿入穴18に挿入してワイヤ14に圧接する。その後、図10(c)に示すように、平行チャック98によるコンタクト把持を解除して、クランプシリンダ96を上方へ退却させる。そして、挿入ガイド80の上下2つのブロック80A、80Bを上下に開く。
【0045】
次に、先端カットおよび導通チェックステージDでは、まず、図11(a)に示すように、該ステージDに設置されたカッタユニット102により、ハウジング16から後方へはみ出したワイヤ14先端の余分な部分をカットする。これによりワイヤハーネス組付体10の組付けが完了する。上記カッタユニット102は、マシンベース74に直接あるいはブラケットを介して取り付けられたシリンダ104、106を駆動して上下1対のカットブレード108、110をハウジング16の後面に沿って上下動させるようになっている。
【0046】
その後、図11(b)に示すように、コンタクト12およびカットブレード110(カットしたワイヤ14の先端面においてその導線と接触している)に導通チェック回路112を接続し、その表示燈の点灯により、コンタクト12とワイヤ14の導線とが導通していることをチェックする。この導通チェックは、図13(a)に示すように、カットブレード110を各ワイヤ14毎に独立させて設けることにより、1対のワイヤ14の各々について行うようにする。これにより、いずれのワイヤ14に導通不良が発生したのかをチェックすることができる。なお、このような導通チェック方法に代えて、図13(b)に示すように、1対のコンタクト12に導通チェック回路112を接続して導通チェックを行う簡易な方法を採用することも可能である。
【0047】
次に、排出ステージEでは、図12に示すように、両ワイヤ支持部材54、56の押え部54B、56Bを本体部54A、56Aから上昇させて、組付けおよび導通チェックが完了したワイヤハーネス組付体10を、ユニットベース52の上面から取出し可能とする。これにより、ワイヤハーネス組付体10は、図1に示す排出シュート114から外部に排出される。
【0048】
次に、本実施例の効果について説明する。
【0049】
ハウジング16に形成された前後1対の壁部16a、16bのワイヤ挿通孔20a、20bにワイヤ14を完全に挿通させるためには、ワイヤ挿通作業の際、ワイヤ14の先端部に変形が発生するのを最小限に抑えることが肝要である。
【0050】
この点、本実施例においては、前部ワイヤ支持部材54と後部ワイヤ支持部材56との間に、後端部が後部ワイヤ支持部材56に固定された6本の変形抑制ロッド64が、両ワイヤ挿通孔20a、20bの軸線の延長線の周囲近傍を該延長線と平行に延びるように配されているので、シリンダ58によりワイヤ14を前部ワイヤ支持部材54と共に後方へ移動させれば、ワイヤ14の先端部を変形させることなく略直線状態に維持した状態でワイヤ挿通作業を行うことができる。
【0051】
したがって、ハウジング前壁部16aのワイヤ挿通孔20aへのワイヤ挿入を容易に行うことができるのはもちろんのこと、ハウジング後壁部16bのワイヤ挿通孔20bへのワイヤ挿入の際にも、ワイヤ14を後壁部16b前面に当接させることなく容易に挿入することができる。こうして、ハウジング16の両ワイヤ挿通孔20a、20bにワイヤ14を完全に挿通させることができるので、その後、コンタクト12をコンタクト挿入穴18に挿入し、ワイヤ14に圧接することにより、コンタクト12とワイヤ14との導通を確実に図ることができる。
【0052】
しかも、本実施例においては、各変形抑制ロッド64に圧縮ばね66が冠挿されているが、これら圧縮ばね66は、両ワイヤ支持部材54および56の対向面に座ぐり形成された凹部54Ac、54Bcおよび56Ac、56Bc内において遊びの分だけその半径方向に変位可能となるので、これら圧縮ばね66によりワイヤ14を弾力的に支持することができる。そして、これにより、外径寸法が多少異なるワイヤについても上記ワイヤ挿入を円滑に行うことができる。
【0053】
また、本実施例においては、内径がワイヤ14の外径より大きく外径が後壁部16bのワイヤ挿通孔20bの内径より小さい筒状部84aが前端部に形成されたガイドパイプ84を備えており、ワイヤ挿通の際、このガイドパイプ84をシリンダ92によりハウジング後壁部16bの後方からそのワイヤ挿通孔20bを通してハウジング前壁部16a後面近傍まで挿入するようになっているので、ワイヤ14をワイヤ挿通孔20a挿通後ワイヤ挿通孔20bに挿入する際、ワイヤ14の先端部の変形等によりワイヤ挿入方向がたとえ曲がっていたとしても、ワイヤ14をガイドパイプ84の筒状部84a内面に当接させてワイヤ後壁部16b前面には当接させないようにすることができる。したがって、以後この筒状部84aにワイヤ14の先端部を案内させて、これをハウジング後壁部16bのワイヤ挿通孔20aへ容易に挿入することができる。こうして、ハウジングの両ワイヤ挿通孔20a、20bにワイヤ14を完全に挿通させることができるので、その後、コンタクト12をコンタクト挿入穴18に挿入することにより、コンタクト12とワイヤ14との導通を確実に図ることができる。
【0054】
このように、本実施例によれば、導通不良を発生させることなくワイヤ挿通作業を自動で行うことができる。
【0055】
また、本実施例においては、ワークセットステージAにおいて、1対のワイヤ14を後部ワイヤ支持部材56によりそのワイヤ挿通路62内でしごいて、両ワイヤ14を直線状に延ばすようになっているので、組み付けられたワイヤハーネス組付体10の両ワイヤ14の長さを揃えることができる。
【0056】
上記実施例においては、前部ワイヤ支持部材54に形成されたワイヤ挿通路62が、本体部54Aの凹溝54Aaと押え部54Bの凹溝54Baとを閉状態にすることにより形成されるようになっているが、図14に示すように、本体部54Aに深いU字溝54Aa´を形成するとともに、押え部54Bに深い溝54Aa´内へ挿入されるリブ54Bbを一体形成してその先端に凹溝54Ba´を形成し、これらを閉状態にすることによりワイヤ挿通路62を形成するようにしてもよい。
【0057】
このように深い溝54Aa´を有する構成とすることにより、該U字溝54Aa´内にワイヤ14を容易にセットすることができる。その際、図示のように、上記U字溝54Aa´の上端両側の肩部に面取り部54Acを形成しておけば、上記セッティングをさらに容易に行うことができる。また、図示のように、上記リブ54Bbを後方へ延長して形成すれば、凹溝54Ba´にワイヤ14に対するガイド機能をも持たせることができる。
【0058】
なお、この構成を後部ワイヤ支持部材56に採用する場合には、前部ワイヤ支持部材54における構成と前後対称な構造にすればよい。
【0059】
また、上記実施例においては、後部ワイヤ支持部材56に6本の変形抑制ロッド64の基端部がすべて固定された構成となっているが、両ワイヤ支持部材54および56に分散配置するようにしてもよい。例えば、図15に示すように、上側3本の変形抑制ロッド64の基端部が前部ワイヤ支持部材54の押え部54Bに固定されるとともに、下側3本の変形抑制ロッド64の基端部が後部ワイヤ支持部材56の本体部56Aに固定された構成とすることができる。
【0060】
さらに、上記実施例においては、各変形抑制ロッド64の長さは、両ワイヤ支持部材54および56の間隔が最大になったときの間隔寸法の3分の2程度の長さに設定されているが、これに代えて、最大間隔寸法より長い寸法に設定し、変形抑制ロッド64の先端が前部ワイヤ支持部材54に形成されたロッド挿通孔54Abに挿通させるようにしてもよい。
【0061】
また、上記実施例においては、離間した1対のワイヤ14を備えたワイヤハーネス組付体10を組み付ける装置について説明したが、同軸ケーブルのように単一のワイヤの場合にも、同様の構成に同様の作用効果を得ることができる。さらに、図16(a)に示すように、多くのワイヤ14が並列配置されたフラットケーブル14´の場合にも、図16(b)に示すような変形抑制ロッド64の配置を採用することにより、上記実施例と同様の作用効果を得ることができる。
【図面の簡単な説明】
【図1】本願発明に係るワイヤガイド装置の一実施例を含むワイヤハーネス組付体製造装置を示す斜視図
【図2】上記ワイヤハーネス組付体製造装置により製造されるワイヤハーネス組付体の構成を示す斜視図(a)およびその組付方法を示す断面図(b)
【図3】上記実施例における搬送ユニットの具体的構成を示す平面図
【図4】図3のIV−IV線断面図
【図5】図3のV方向矢視図
【図6】図4のVI部拡大図
【図7】図1のワークセットステージAでの動作を示す説明図
【図8】図1の先端カットステージBでの動作を示す説明図
【図9】図1の挿入ステージCでのワイヤ挿入動作を示す説明図
【図10】図1の挿入ステージCでのコンタクト挿入圧接動作を示す説明図
【図11】図1の先端カットおよび導通チェックステージDでの動作を示す説明図
【図12】図1の排出ステージEでの動作を示す説明図
【図13】図11(b)の導通チェックの具体的方法を示す図
【図14】上記実施例のワイヤ支持部材の変形例を示す図
【図15】上記実施例の変形抑制ロッドの変形例を示す図
【図16】フラットケーブルを備えたワイヤハーネス組付体の場合における変形抑制ロッドの配置を示す図
【図17】従来のワイヤガイド装置を用いたワイヤ挿入作業の様子を示す斜視図
【図18】上記従来例における問題点を示す図
【図19】上記従来例により製造されたワイヤハーネス組付体の例を示す斜視図
【符号の説明】
10 ワイヤハーネス組付体
12 コンタクト
14 ワイヤ
16 ハウジング
16a 前壁部
16b 後壁部
18 コンタクト挿入穴
20a、20b ワイヤ挿入孔
22 ワーク
40 ワイヤハーネス組付体製造装置
42 搬送ユニット
52 ユニットベース
54 前部ワイヤ支持部材
54A、56A 本体部
54B、56B 押え部
54Aa、54Ba 凹溝
54Ab、54Bb ロッド挿入孔
54Ac、54Bc 凹部
56 後部ワイヤ支持部材
58 シリンダ(ワイヤ挿通機構の一部)
60 スライドシャフト(ワイヤ挿通機構の一部)
64 変形抑制ロッド
66 圧縮ばね
80 挿入ガイド
80A、80B ブロック
82 ハウジングガイド
84 ガイドパイプ(筒状ガイド部材)
84a 筒状部
86 ガイド孔
92 シリンダ
A ワークセットステージ
B 先端カットステージ
C 挿入ステージ
D 先端カットおよび導通チェックステージ
E 排出ステージ
Claims (2)
- 所定間隔をおいて配された前壁部および後壁部を有し、これら各壁部に互いに軸線略同一のワイヤ挿通孔が貫通形成されたハウジングと、前記両ワイヤ挿通孔に挿通されたワイヤと、前記両壁部間に挿入され前記ワイヤに圧接されたコンタクトと、を備えたワイヤハーネス組付体を製造する工程において、前記両ワイヤ挿通孔に前記ワイヤを前方から挿通する際、該ワイヤを案内するために用いられるワイヤガイド装置であって、
前記前壁部の前方において互いに前後に所定間隔をおいて配され、各々前記両ワイヤ挿通孔と軸線略同一のワイヤ挿通路が形成された前部ワイヤ支持部材および後部ワイヤ支持部材と、
前記ワイヤが前記両ワイヤ支持部材の前記ワイヤ挿通路に配された状態で、該ワイヤを前記前部ワイヤ支持部材と共に、前記両ワイヤ挿通孔の軸線方向後方へ移動させるワイヤ挿通機構と、
前記両ワイヤ支持部材相互間において前記両ワイヤ挿通孔の軸線の延長線の周囲近傍を該延長線と平行に延びるように配され、一端部が前記両ワイヤ支持部材のうちいずれか一方に固定された複数の変形抑制ロッドと、を備えてなることを特徴とするワイヤガイド装置。 - 所定間隔をおいて配された前壁部および後壁部を有し、これら各壁部に互いに軸線略同一のワイヤ挿通孔が貫通形成されたハウジングと、前記両ワイヤ挿通孔に挿通されたワイヤと、前記両壁部間に挿入され前記ワイヤに圧接されたコンタクトと、を備えたワイヤハーネス組付体を製造する工程において、前記両ワイヤ挿通孔に前記ワイヤを前方から挿通する際、該ワイヤを案内するために用いられるワイヤガイド装置であって、
内径が前記ワイヤの外径より大きく、外径が前記後壁部の前記ワイヤ挿通孔の内径より小さい筒状部、が前端部に形成された筒状ガイド部材と、
この筒状ガイド部材を、前記ワイヤ挿通の際、前記後壁部の後方から該後壁部の前記ワイヤ挿通孔を通して前記前壁部後面近傍まで挿入する筒状ガイド部材挿入機構と、を備えてなることを特徴とするワイヤガイド装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02046695A JP3630751B2 (ja) | 1995-02-08 | 1995-02-08 | ワイヤガイド装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02046695A JP3630751B2 (ja) | 1995-02-08 | 1995-02-08 | ワイヤガイド装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08212851A JPH08212851A (ja) | 1996-08-20 |
| JP3630751B2 true JP3630751B2 (ja) | 2005-03-23 |
Family
ID=12027876
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP02046695A Expired - Fee Related JP3630751B2 (ja) | 1995-02-08 | 1995-02-08 | ワイヤガイド装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3630751B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008167592A (ja) * | 2006-12-28 | 2008-07-17 | Tyco Electronics Amp Kk | シール部材装着装置 |
| CN106697922B (zh) * | 2017-01-12 | 2023-03-31 | 厦门海普锐科技股份有限公司 | 送号码管装置及穿号码管设备 |
| CN109802275B (zh) * | 2018-02-09 | 2023-10-17 | 深圳市中海通机器人有限公司 | 刺芯线端子胶套自动装配系统 |
| KR102287388B1 (ko) * | 2021-03-22 | 2021-08-06 | 주식회사 자이온스 | 자동차 와이어 하네스 체결부품 조립 자동화 장치 |
| CN117895306B (zh) * | 2024-03-13 | 2024-05-10 | 潍坊智新电子股份有限公司 | 一种线束自动穿壳设备 |
-
1995
- 1995-02-08 JP JP02046695A patent/JP3630751B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08212851A (ja) | 1996-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0706242B1 (en) | Method and apparatus for manufacturing a wire crimping receptacle connector | |
| KR101689001B1 (ko) | 커넥터용 터미널 핀 커팅 및 삽입 장치 | |
| JP3630751B2 (ja) | ワイヤガイド装置 | |
| JPH0435849B2 (ja) | ||
| JP7429328B1 (ja) | 電線切断皮剥き装置、端処理電線製造装置、及び、端処理電線の製造方法 | |
| JP2852527B2 (ja) | ワイヤハーネスの製造方法および装置 | |
| JP3032256B2 (ja) | シールドピン自動組立装置 | |
| US3881246A (en) | Method and apparatus for facilitating the positioning of the free end sections of a plurality of leads in a plurality of grooves | |
| EP1039591B1 (en) | Pressure welding apparatus and pressure welding method | |
| CN113745926A (zh) | 一种摆动连杆机构及管状端子压接机 | |
| JP3111900B2 (ja) | ワイヤーハーネスの組立方法および装置 | |
| JP2004071237A (ja) | 電線の圧着装置 | |
| JPH10255947A (ja) | 電線圧接装置及び電線圧接方法 | |
| CN209785653U (zh) | 穿套管装置 | |
| JP2836726B2 (ja) | 電線圧接装置の電線押し下げ機構及び電線押し下げ方法 | |
| EP0365137A1 (en) | Method of making an electrical harness | |
| US6393689B1 (en) | System for fitting pins into a device such as, for example, a connector | |
| JP2007234290A (ja) | ロータリーカセット式圧着機 | |
| CN219602573U (zh) | 一种驱动机构及翻转插取对接装置 | |
| CN221530562U (zh) | 一种线缆切剥搓一体化装置 | |
| EP4412014A1 (en) | Core line alignment device for multi-core cable | |
| CN119008119B (zh) | 一种汽车拉线加工线束定位用穿线装置 | |
| JP2002025743A (ja) | ピン嵌め込みシステム | |
| JPS5914283A (ja) | コネクタ用圧接結線装置 | |
| FR2500253A3 (fr) | Dispositif d'alimentation et de faconnage de conducteurs electriques |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041215 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |