JP3636101B2 - 金型装置 - Google Patents
金型装置 Download PDFInfo
- Publication number
- JP3636101B2 JP3636101B2 JP2001189535A JP2001189535A JP3636101B2 JP 3636101 B2 JP3636101 B2 JP 3636101B2 JP 2001189535 A JP2001189535 A JP 2001189535A JP 2001189535 A JP2001189535 A JP 2001189535A JP 3636101 B2 JP3636101 B2 JP 3636101B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- cavity surface
- back side
- movable
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、金属や樹脂の成形体を成形する金型装置に関するものであり、特に、高温材料を成形する金型装置に関する。
【0002】
【従来の技術】
ダイカスト鋳造、金型鋳造や低圧鋳造、あるいは樹脂射出成形等、金型のあわせ面に形成されるキャビティに溶融材料を注入して冷却固化させて所定の成形体を成形する金型においては、溶融材料により加熱されて高温になる金型を冷却して、金型温度を適正に維持することは製品の品質及び生産性を向上させるために重要である。ここで、ダイカスト鋳造、金型鋳造や低圧鋳造、あるいは樹脂射出成形における成形工程は、大きく分けて、材料の溶融工程、射出充填工程、冷却工程、成形体取出工程の4つの工程に分けられる。
【0003】
溶融工程を経て溶融された溶融材料を金型装置に充填工程中は、溶融材料の流動性を確保するために、金型温度は高いほうが望ましい。また、成形体取出工程における金型表面の転写性など、成形体の品質向上のためにも、金型温度は高い方が有利である。しかし、例えば、溶融材料の温度が600〜700°Cのアルミ合金ダイカストでは、金型温度があまり高すぎると、溶融アルミ合金が金型に溶着するという問題が生じる。また、充填完了後の冷却工程においては、当然のことながら、金型温度は低い方が冷却固化までの時間、すなわち、取出可能になるまでの時間が短縮されるため、生産性が高くなる。
【0004】
このため、従来から金型の冷却性能を確保すべく開発が進められている。例えば、金型を冷却する方法として金型の内部に冷却孔を設け、その冷却孔に冷却液を流通させることによって内部から金型を冷却する内冷法(特開昭62−238056号公報)や、固定側型と可動側型とからなる金型のキャビティ面から押し出しピン、二次加圧ピンによって成形体を突き出した後、スプレーガンが固定側型と可動側型との間に差し込まれ、空気噴射に続く離型剤のスプレーによって固定側型、可動側型、押し出しピン、二次加圧ピンの冷却およびそれらに対する離型剤の塗布が行われている外冷法(特開昭64−53751号公報)が知られている。
【0005】
また、図9は従来のブロー成形用の金型装置を模式的に示す断面図であり、これと同様な金型装置は、例えば、特開平9−136325号公報に記載されている。図において、対を成す金型本体の片方である金型本体1のキャビティ面2の背面側に密閉されたチャンバー3を設け、パイプ4がチャンバー3を貫通している。パイプ4はバルブを介して、冷却液を送入するポンプ5と、蒸気を送入するボイラー6とに切替え可能に接続され、複数の吐出口4aからチャンバー3内に所定量の水あるいは蒸気を満遍なく噴射するように構成されている。さらに、チャンバー3には排水と脱気を兼用するドレン部7が設けられ、パイプ8およびバルブを介して真空ポンプ9に接続されている。
【0006】
次に、上記のように構成された金型装置の動作を説明する。ブロー成形時において、金型本体1を冷却するには、ポンプ5にて送った冷却水を吐出口4aからチャンバー3内に噴射すると同時に、真空ポンプ9を動作させてチャンバー3内を所定の圧力に減圧している。
また、金型本体1を加熱するには、ボイラー6から送られる高温の蒸気を吐出口4aからチャンバー3内に噴射している。
【0007】
このように、ブロー成形用の金型装置では、金型温度を水の融点付近に管理することが重要であり、そのために、冷却水と蒸気を使い分けて制御している。
【0008】
【発明が解決しようとする課題】
前述の特開昭62−238056号公報に記載の内冷法では、金型内部の入れ子部材や押出し部材等の配置を優先的に行う必要があるため、冷却孔の形成には限界がある。例えば、肉厚の薄い入れ子部材には冷却孔を形成するのが困難であり、押出し部材が設けられた箇所には冷却孔を形成することが不可能である。また、金型に孔を形成する関係上、金型の強度を低下させるという問題が生じるため、あまり多数の冷却孔を形成することはできない。そのため、冷却効果の確保には限界がある。
【0009】
また、前述の特開昭64−53751号公報に記載の外冷法では、スプレーガンに対向するキャビティ面にはスプレーガンから空気噴射に続く離型剤が直接当たるために冷却効果が期待できるものの、スプレーガンに対向していないキャビティ面やスプレーガンに対向していても掘り込みが深いキャビティ面などには離型剤が吹き付けにくく、冷却効果をあまり期待できない。さらに、溶融金属を上記の外冷法で成形するダイカストにおいては、例えば、約20゜Cの離型剤を約200〜300゜Cの金型のキャビティ面に直接吹き付けるため、金型への熱的衝撃が大きく、金型の熱疲労を促進させ、金型のキャビティ面にヒートチェックやクラックを生じやすくなるという金型寿命に関わる問題を含んでいる。
【0010】
さらに、前述の特開平9−136325号公報に記載の金型装置では、ブロー成形時に金型本体1のキャビティ面2の背面側に設けられたチャンバー3に冷却液を送入するため、チャンバー3内を減圧する真空ポンプ9がなければ、冷却液の気化を利用した冷却の効果を期待することは出来ない。また、チャンバー3内の密封保持のため、成形体をキャビティ面2から離型するためのチャンバー内外を貫通して移動する押出し部材を配置することができない。
【0011】
次に、ダイカストによる成形において、金型のキャビティ面から成形体を離脱(離型)させる押出し部材を必須とする理由を説明する。工作機械や産業用ロボットは、その駆動用等に利用されるパワーモジュール等の発熱を逃がすために、アルミ合金等で形成されるベース板上に薄肉のフィンを供えたヒートシンクを用いる場合がある。このヒートシンクは、例えば、金型を用いたダイカスト法によって成形される。前記のベース板上にフィンを備えたヒートシンクのダイカストによる成形では、その形状ゆえ、フィンの部分は可動側型で成形され、押出し装置によって駆動される押出し部材を用いてフィン先端を押出すことによって金型から離型される。
【0012】
ヒートシンクの放熱特性を向上させるにはフィンの密度を高める必要があり、そのためにはフィン部分の金型が通常のダイカスト成形体に比べて高温になってしまうことが明らかとなった。金型が高温になると、フィン先端の温度が高い状態で押出されるため、材料強度の不足から押出し部材によってフィン先端が押し潰されて金型に凝着され、成形体が金型から離型できないという問題があった。また、成形体が冷却されるまで金型から離型することを待つと、生産性が大幅に劣化するという問題があった。
【0013】
本発明は、上述のような課題を解決するためになされたもので、金型が高温になる場合でも、金型の冷却効果を改善することができる金型装置を提供することを目的とする。
【0016】
また、この発明の請求項1に係る金型装置においては、可動側型と第1の取付具との間に開口部を設けてキャビティ面の背面側の空間部を一部開放したものである。
【0017】
また、この発明の請求項2に係る金型装置においては、冷却媒体噴出手段を可動側型の内部を通過した後に空間部内にキャビティ面の背面側に対向して設けたものである。
【0018】
また、この発明の請求項3に係る金型装置においては、可動側型のキャビティ面の背面側に、段差形状部を設けたものである。
【0021】
また、この発明の請求項4に係る金型装置においては、可動側型のキャビティ面の背面側に複数の溝部を構成したものである。
【0022】
また、この発明の請求項5に係る金型装置においては、冷却媒体噴出手段を可動側型のキャビティの背面側および押出し部材に対向するように設けたものである。
【0023】
また、この発明の請求項6に係る金型装置においては、可動側型のキャビティ面の単位体積あたりの表面積の比が0.5を超えるキャビティ面を設けたものである。
【0024】
【発明の実施の形態】
実施の形態1.
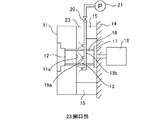
図1は本発明の実施の形態1の金型装置を模式的に示す断面図である。図1において、鉄系材料からなり、固定側型(図示せず)と共に金型を構成する可動側型11には、固定側型とのあわせ面にキャビティが設けられ、このキャビティに成形される成形体(図示せず)の形状に沿ってキャビティ面12が形成されている。このキャビティ面12の背面側11aには空間部13が形成され、この空間部13を囲うように可動側型11を金型装置台座14に取り付けるための可動側型用取付具15が設けられている。キャビティ面に成形される成形体(図示せず)をキャビティ面12より離脱(離型)させるための押出し部材16が押出し部材用取付具17を介して押出し部材16を押出す油圧シリンダ18に取り付けられている。
【0025】
取付具15を通過した後に空間部13に挿入されて可動側型11のキャビティ面12に対向する位置で空間部13内に設けられた複数個の噴出ノズル19aを有するパイプ19bが、バルブ20を介して冷却液を送入するポンプ21に接続されている。噴出ノズル19aは可動側型11のキャビティ面12の背面側11aに、キャビティ面12の投影面積と同等の領域に均一に冷却液を吹き付けられるように構成している。
【0026】
なお、可動側型11と取付具15とを一体構成として、可動側型11を金型装置台座14に直接取り付けるようにしてもよい。しかし、押出し部材16等を配置する関係上、可動側型11と取付具15とを一体とした可動側型11は、その製作過程において材料の除去部分が多くなり、無駄が多いため、上記のように、可動側型11と取付具15とは別体にする方が好ましい。
【0027】
次に、上記のように構成された金型装置の動作を説明する。ダイカスト鋳造、金型鋳造や低圧鋳造、あるいは樹脂射出成形における成形工程は、大きく分けて、材料の溶融工程、射出充填工程、冷却工程、成形体取出工程の4つの工程に分けられている。溶融工程で溶融された溶融材料を金型本体のあわせ面に形成されるキャビティに注入する射出充填工程において、キャビティに充填された溶融材料により加熱されて高温、例えば、300℃に高温化した可動側型11を冷却するには、ポンプ21によって送給された冷却液、例えば、水を、バルブ20、パイプ19bを介して噴出ノズル19aから可動側型11のキャビティ面12の背面側11aに所定の量だけ噴出する。
【0028】
このとき、金型本体の熱容量や可動側型11に形成されたキャビティ面12の形状、すなわち成形体の形状、可動側型11の温度等によって供給される冷却液の量が設定され、かつ、冷却液が噴出ノズル19aからキャビティ面12の背面側11aにキャビティ面12の投影面積と同等の領域に均一に冷却液を吹き付けられるようになっている。また、その冷却液が効率よく気化するように、例えば、金型温度が300℃であれば毎分2〜3リットルの冷却液を金型に吹き付けるよう供給量が設定されている。
【0029】
このように構成された実施の形態1による金型装置においては、冷却液の気化熱を有効利用するものであって、冷却液が噴出ノズル19aからキャビティ面12の背面側11aにキャビティ面12の投影面積と同等の領域に均一に吹き付けられることにより、金型が高温になる場合でも、温度むらのない急速な冷却ができる。
【0030】
なお、噴出ノズル19aの個数は、キャビティ面12の背面側11aにキャビティ面12の投影面積と同等の領域に均一に冷却液を吹き付けられる場合、1個でもよく、上記と同様な作用効果を奏する。
【0031】
また、前記の金型装置内に設けられた冷却孔に冷却液を流通させて金型を冷却する内冷法に比べて、キャビティの投影面積と同程度に広く伝熱面積を確保できる関係上、使用する冷却液量を少なく抑える、すなわち、熱交換率を高めることが出来る。
【0032】
さらに、キャビティに充填された溶融材料により加熱されて高温化した金型のキャビティ面に、成形体の離型後、噴出ノズル等により冷却液を直接吹き付ける外冷法に比べて、射出充填直後からキャビティ面12の背面側に冷却液を吹き付けて金型本体を冷却できることから、金型の温度上昇を抑えることができ、キャビティ面12の熱的衝撃を小さくできることも明らかになった。これによって、金型本体の熱疲労に関わるヒートチェックやクラックの発生を抑制でき、金型本体の寿命を延ばすことが可能になる。具体的には、外冷法ではキャビティ面に冷却液を直接吹き付けて冷却していた場合、ヒートクラックは約1万回の製品製造で発生していたが、本発明の実施の形態1に示す金型装置のように、キャビティ面12の背面側から冷却する方式とすることによって、約10万回の製品製造にも耐えるようになった。
【0033】
また、特開平9−136325号公報に記載のブロー成形の金型装置においては、金型本体1にチャンバー3を設け、また、低い金型温度を想定しているので、冷却液の気化を利用した冷却の効果を確保するためにチャンバー3内を減圧する真空ポンプ9が必要となる。この場合、チャンバー3内の密封保持のため、成形体をキャビティ面2から離型するためのチャンバー内外を貫通して移動する押出し部材を配置することができない。
【0034】
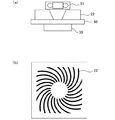
これに対し、本発明の実施の形態1の金型装置では、可動側型11のキャビティ面12の背面側に設けた空間部13に冷却液を供給できるので、冷却液の気化熱を利用した冷却が可能となる。さらに、ブロー成形の金型装置において必要としたチャンバー3およびチャンバー3内の密封に保持することも不要となるので、成形の押出し部材16を配置することが可能となる。このため、図2に示すようなフィン間の詰まったヒートシンクを製造することが可能となり、製品の生産性および金型寿命が向上し、製品コストが削減できる。
【0035】
具体的に説明すると、図2(a)は、本発明にかかる金型装置によって製造可能となったヒートシンクを模式的に示す側面図であり、図2(b)は、説明の便宜のため、ヒートシンクに対向して設けられているファンを取り外した状態を模式的に示す平面図である。図2(a)、図2(b)において、ヒートシンクは、ベース板50に、湾曲した薄肉で高アスペクト、例えば薄さ1mm、高さ30mmのフィン22が峡ピッチ、例えば平均4mm程度で配置されて構成されており、ファン51がフィン22に対向して設けられており、ベース板50に対してフィン22の反対側にはパワーモジュール55が直接もしくは熱伝導性グリース(図示せず)を介して固着されている。
【0036】
ファン51から吹き出された気流は、フィン22に向かって流れ、ベース板50からフィン22に伝わったパワーモジュール55より発生した熱量が、フィン22間を通り抜ける気流に奪われる。このような薄肉で高アスペクトのヒートシンクと一般的なヒートシンクとの金型の温度上昇に及ぼす相違点は、可動側型のキャビティ部において、少なくとも成形品の薄肉・高アスペクト部に対応する部分の単位体積に対するキャビティ面の表面積の比(表面積/単位体積)にあることが分かった。すなわち、一般的な成形品ではその比は1/5から1/4程度以下であり、キャビティ表面から伝わる熱によって金型は温度上昇はするものの、伝熱表面積が小さいため、通常の金型装置を使用しても問題は発生しなかった。
【0037】
しかし、図2に示す例では、可動側型のキャビティ面の単位体積当たりの表面積の比は0.5であり、この比が0.5以上になると、溶融アルミの溶融アルミの熱が金型に急速に伝わるため、特にフィン間の薄肉部の金型が急激に上昇し、一時的にアルミの融点に近い高温になる。さらに加えて、このような成形品では押出し部材16が各フィンに複数配置されているため、金型内の高温となるフィン近傍領域には冷却路を設けることができない。これに対して、キャビティ面12の背面側11aからの冷却により、金型を効率的に冷却することができる。その結果、成形したヒートシンクを金型から離型した後に噴出ノズルにより冷却液をキャビティ面12に直接吹き付けて冷却すると、キャビティ面12の熱的衝撃が大きく、約1万回の製品製造でヒートクラックの発生が避けられないのに対し、キャビティ面12の背面側11aから冷却することにより、金型の温度上昇を抑え、金型の熱疲労を抑制し、約10万回の製品製造にも耐えることができる。
【0038】
このように、押出し部材のために冷却水路を設けることが不可能である製品にとって、本発明の実施の形態1のような構成により、金型が高温になる場合でも、金型の冷却効果を改善することができる金型装置を提供することができる。また、生産性を向上させ、金型寿命も10倍と大幅に改善することができ、ダイカスト成形による上記フィンの工業的価値を高めることが可能となる。
【0039】
実施の形態2.
図3は本発明の実施の形態2の金型装置を模式的に示す断面図である。実施の形態2の金型装置と実施の形態1の金型装置との異なる点は、可動側型11と可動側型用取付具15の上部との間に開口部23を設けてキャビティ面12の背面側11aの空間部13を一部開放しており、この開放された開口部23を通過した後に空間部13に直接パイプ19bを挿入している点である。図3において、図1と同じ符号は同一または相当を示し、その説明を省略する。
【0040】
また、溶融工程で溶融された溶融材料をキャビティに注入する射出充填工程において、キャビティに充填された溶融材料により加熱されて高温化した可動側型11を冷却するには、ポンプ21によって送給された冷却液を、バルブ20、パイプ19bを介して噴出ノズル19aから可動側型11のキャビティ面12の背面側11aに、キャビティ面12の投影面積と同等の領域に均一に冷却液を所定の量だけ噴出している。
【0041】
この実施の形態2による金型装置においては、冷却液の気化熱を有効利用するものであって、ポンプ21から供給される冷却液は、噴出ノズル19aからキャビティ面12の背面側11aに吹き付けられる。このため、噴出された冷却液が沸騰点温度に到達し、発生した蒸気は取付具15の上部に設けられた開口部23から外部に放出されるので、蒸気が再び可動側型11に付着し凝縮することを防止できる。その結果、可動側型11の急速な冷却が可能となる。
【0042】
なお、ここでは取付具15の上部に開口部23設けて開放した例を説明したが、開口部23位置は取付具15の上部に限ることはなく、蒸気を逃がすことができれば何処でもよい。ただし、取付具15の上部に開口部23を開放した場合は、軽くなった蒸気が逃げ易くなる。
【0043】
実施の形態3.
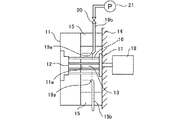
図4は本発明の実施の形態3の金型装置を模式的に示す断面図である。実施の形態3の金型装置と実施の形態1の金型装置との異なる点は、鉄系材料からなる可動側型31のキャビティ面12に対向する位置で空間部13内に設けられた噴出ノズル19aを有するパイプ19bが可動側型31内部を通過するように設けられている点である。図4において、図1と同じ符号は同一または相当を示し、その説明を省略する。
【0044】
また、溶融工程で溶融された溶融材料をキャビティに注入する射出充填工程において、キャビティに充填された溶融材料により加熱されて高温化した可動側型31を冷却するには、ポンプ21によって送給された冷却液を、バルブ20、パイプ19bを介して噴出ノズル19aから可動側型31のキャビティ12の背面側31aにキャビティ面12の投影面積と同等の領域に均一に冷却液を所定の量だけ噴出している。
【0045】
この実施の形態3による金型装置においては、冷却液の気化熱を有効利用するものであって、ポンプ21から供給される冷却液は、可動側型31の内部を通過するパイプ19bを通過する間に高温化した可動側型31によって昇温された後に、噴出ノズル19aからキャビティ面12の背面側31aに吹き付けられる。その結果、噴出された冷却液が沸騰点温度に到達するまでの時間が短くなるため、沸騰熱伝達の効果を有効に利用できる。
【0046】
パイプ19bが可動側型31の内部を通過しない場合、噴出ノズル19aから出てきた冷却液、例えば、水の温度は約20℃であり、100℃に達するまでは可動側型31の表面を熱交換しながら重力方向に流れる。この場合、水が沸騰点温度に至る前に可動側型31の面に次から次へと冷却液の膜を形成し、効率的な熱交換を妨げるという問題がある。しかし、この実施の形態3のようにパイプ19bが可動側型31の内部を通過する場合、可動側型31の内部を通過してきた冷却水は沸騰直前の例えば90℃に加熱されており、可動側型11の表面に接触した瞬間に蒸発し、可動側型31から気化熱を奪うことができ、可動側型31の急速な冷却が可能となる。
【0047】
実施の形態4.
図5は本発明の実施の形態4の金型装置を模式的に示す断面図である。実施の形態4の金型装置と実施の形態1の金型装置との異なる点は、鉄系材料からなる可動側型41のキャビティ面12の背面側41aに、段差形状部41bを設けている点である。図5において、図1と同じ符号は同一または相当を示し、その説明を省略する。
【0048】
また、溶融工程で溶融された溶融材料をキャビティに注入する射出充填工程において、キャビティに充填された溶融材料により加熱されて高温化した可動側型41を冷却するには、ポンプ21によって送給された冷却液を、バルブ20、パイプ19bを介して噴出ノズル19aから可動側型41のキャビティ12の背面側41aに設けた段差形状部41bの領域に均一に冷却液を所定の量だけ噴出している。
【0049】
段差形状部41bを形成する効果は3点ある。第1点目として、可動側型41のキャビティ12の背面側に段差形状部41bを形成することによって、熱交換面積が増大する。例えば、背面側全面に幅10mm深さ10mmの段差を有する溝を形成することによって、表面積は2倍となり、これに伴って冷却能力は2倍となる。
【0050】
また、第2点目として、冷却液、例えば、水を効率よく蒸発させることができるという効果を有する。すなわち、キャビティ面の背面側に段差形状部が形成されていない場合、200℃程度に加熱された可動側型に対して冷却水をノズルから噴霧状に吹き付けたとしても、すべての水をうまく蒸発させることは困難であり、生産時の安定性を考慮すると過剰の冷却水を供給する必要がある。この場合、蒸発しきれない冷却水が可動側型のキャビティ面の背面側を流れ、空間部13の下部から排水される。例えば、可動側型11の温度が200℃で、面積0.5平方メートルに3リットル/分の水を流した場合、その約70%が蒸発しないまま排出されるのに対して、表面に段差形状部41bを特に水平方向に形成することによって、瞬時に蒸発できない水も段差形状部41bに滞留して蒸発するようになり、より少ない水量で冷却ができる。
【0051】
さらに、第3点目として、可動側型41には製品形状に対応して温度分布が発生するが、可動側型41の温度が製品の位置たとえば中心と端とで大きく異なると、温度の低いところに製品不良、例えば、溶融されたアルミがすぐに凝固してしまうために発生する充填不良や湯じわが発生する場合がある。これに対して、段差形状部41bを略水平方向に形成した場合、十分冷却した面に吹き付けられた冷却水は、蒸発せずに段差形状部41bを伝って高速で移動し、高温部で蒸発する。その結果、供給冷却水量のほとんどすべてを蒸発させることが可能となり、高速に冷却でき、また、可動側型41の温度の均一化すなわち、製品の安定製造が可能となる。
【0052】
なお、段差形状部41bとしては、表面積を増大することができればよく、また、より好ましくは冷却液の滞留時間が長くなるよう、すなわち重力方向に対して交差するように段差が形成されていればよく、強度的に金型が耐えられる形状であれば問題ない。例えば、段差間がテーパ状や円弧状になっていたり、段差形状の一部あるいは全体が斜めに形成されていてもよい。
【0053】
実施の形態5.
図6は本発明の実施の形態5の金型装置を模式的に示す断面図である。実施の形態5の金型装置と実施の形態1の金型装置との異なる点は、可動側型51のキャビティ12側を鉄系材料からなる第1の可動側型51aで構成し、背面側51cを第1の可動側型51aと熱伝導率が異なる材料、例えば、銅系材料からなる第2の可動側型51bで構成し、例えば、第2の可動側型51bを第1の可動側型51aにねじで固定している点である。図6において、図1と同じ符号は同一または相当を示し、その説明を省略する。
【0054】
また、溶融工程で溶融された溶融材料をキャビティに注入する射出充填工程において、キャビティに充填された溶融材料により加熱されて高温化した可動側型51を冷却するには、ポンプ21によって送給された冷却液を、バルブ20、パイプ19bを介して噴出ノズル19aから第1の可動側型51aと第2の可動側型51bとからなる可動側型51のキャビティ面12の背面側51cにキャビティ面12の投影面積と同等の領域に均一に冷却液を所定の量だけ噴出している。
【0055】
例えば、キャビティ側の温度を成形品質確保のために200℃とし、背面側の温度を気化熱が有効利用できる100℃に保つよう制御すると、温度差は100℃となる。一方、金型としての強度を確保する上で可動側型の厚さは50mm程度以上必要となる。このような場合、熱輸送量を増加させるには高熱伝導率の材料を用いれば良いが、アルミニウムや銅材料では成形時の応力に耐えることができない、材料と成形体が反応するという不具合がある。また、高強度材料であるタングステン合金では高価で、加工性が悪いなどの不具合がある。
【0056】
しかし、鉄系材料からなる第1の可動側型51aと銅系材料からなる第2の可動側型51bとからなる可動側型51のキャビティ面12の背面側51cに冷却液を噴出することにより、上記のような不具合を解消できると共に、熱輸送量を増加させて急速に冷却することが可能となる。
【0057】
なお、固着する界面に熱抵抗が存在すると冷却効果が低下するので、少なくとも一方の金型に銀や錫などの軟質金属をコーティングすることが好ましい。
【0058】
また、押し出し部材16と接するように銅系の第2の可動側型51bを用いると、熱歪によって押し出し不可能となる場合もあるので、押し出し部材16と接する第1の可動側型51aはキャビティ側と同等の熱特性を有する鉄系材料を用いることが好ましい。
【0059】
実施の形態6.
図7は本発明の実施の形態6の金型装置を模式的に示す断面図である。実施の形態6の金型装置と実施の形態1の金型装置との異なる点は、鉄系材料からなる可動側型61のキャビティ面12の背面側61aにキャビティ面12の投影面積と同等の領域に複数個の溝部61bが設けられている点である。図6において、図1と同じ符号は同一または相当を示し、その説明を省略する。
【0060】
また、溶融工程で溶融された溶融材料をキャビティに注入する射出充填工程において、キャビティに充填された溶融材料により加熱されて高温化した可動側型61を冷却するには、ポンプ21によって送給された冷却液を、バルブ20、パイプ19bを介して噴出ノズル19aから可動側型61のキャビティ面12の背面側61aに設けられた溝部61bに、均一に冷却液を所定の量だけ噴出している。
【0061】
例えば、キャビティ面12の温度を成形品質確保のために200℃とし、背面側の温度を気化熱が有効利用できる100℃に保つように制御すると、温度差は100℃となる。一方、金型としての強度を確保する上で可動側型の厚さは50mm程度以上必要となる。このような場合、熱輸送量を増加させるには、背面側に複数個の溝部61bを形成し、例えば、背面側に深さ20mmの溝部61bを設けることによって、よりキャビティ面12に近い所を100℃程度まで冷却することができる。すなわち、このような溝部61bを設けることにより、可動側型61の温度を確保した上で、気化熱による急速放熱を利用しつつ可動側型61内の温度勾配を大きくでき、熱輸送量を増加させることが可能となる。
【0062】
また、可動側型61のキャビティ面12から背面側61aまでの距離が50mm程度の場合、高温の材料が注入され、その熱が背面に伝わるまで数十秒を必要としており、この数十秒の時間は、製品を製造するタクト時間が一般的に1分程度であるので、1分毎の加熱・冷却の繰り返しに対して、瞬時に反応できる時間ではない。このため、製品製造上のトラブルが発生して製造タクト時間が変わった場合においても、冷却液量の変更を行うと金型温度が逆に不安定になってしまうという問題があった。これに対してこの実施の形態6の金型装置では、溝部61bを設けることにより、可動側型61の温度を確保した上で、気化熱による急速放熱を利用しつつ可動側型61内の温度勾配を大きくでき、熱輸送量を増加させることが可能となる。この結果、応答時間が早くなり、冷却液量を制御することによって可動側型11の温度を管理することが容易となる。
【0063】
溝の形状としては、可動側型61が製造時の発生応力に耐えられるよう、複数個の溝部61cを形成することが必要であり、特に可動側型61の温度分布に対応して、温度の高いところは密に、温度の低いところは疎に形成すればよい。
【0064】
実施の形態7.
図8は本発明の実施の形態7の金型装置を模式的に示す断面図である。実施の形態7の金型装置と実施の形態1の金型装置との異なる点は、冷却液噴出ノズル19aが、可動側型11のキャビティ12の背面側11aおよび押出し部材16に対向するように設けられている点である。図8において、図1と同じ符号は同一または相当を示し、その説明を省略する。
【0065】
また、溶融工程で溶融された溶融材料をキャビティに注入する射出充填工程において、キャビティに充填された溶融材料により加熱されて高温化した可動側型11を冷却するには、ポンプ21によって送給された冷却液を、バルブ20、パイプ19bを介して噴出ノズル19aから可動側型11のキャビティ面12の背面側11aおよび複数個の押出し部材16に、直接に冷却液を所定の量だけ噴出している。
【0066】
押出し部材16は製品をキャビティ面12から離型するために用いるが、離型力が基準値を超えると押出し部材16が破損する場合がある。この現象は、一般の製品では基本的には見られないが、例えば、図2のような複雑形状の特に多数のフィンを立設した高性能のヒートシンク製品を製造する場合に発生することがある。この原因は、押出し部材16と製品が接触する個所において、製品が十分冷却していない状態で押出すと、製品が変形することによって離型力が急激に上昇するためである。
【0067】
これを防止するには、押出し部材16を積極的に冷却し、製品の押出し部材と接触している個所を冷却することが必要である。この実施の形態7よれば、冷却液噴出ノズル19aが、可動側型11のキャビティ面12の背面側11aおよび押出し部材16に対向するように設けられているため、背面側11aおよび押出し部材16に、直接に冷却液を吹き付けることができ、押出し部材16が特に冷却され、上記問題を解決することが可能となる。
【0068】
【発明の効果】
この発明は、以上説明したように構成されているので以下に示すような効果を奏する。
【0071】
この発明の請求項1に係る金型装置によれば、可動側型と第1の取付具との間に開口部を設けてキャビティ面の背面側の空間部を一部開放することにより、冷却媒体噴出手段からキャビティ面の背面側に吹き付けられた冷却媒体が沸騰点温度に到達し、発生した蒸気が開口部から外部に放出されるので、蒸気が再び可動側型に付着し凝縮することを防止でき、このため、可動側型の急速な冷却が可能となる。
【0072】
また、この発明の請求項2に係る金型装置によれば、冷却媒体噴出手段を可動側型の内部を通過した後に空間部内にキャビティ面の背面側に対向して設けることにより、冷却媒体が可動側型の内部を通過する間に高温化した可動側型によって昇温された後に、冷却媒体噴出手段からキャビティ面の背面側に吹き付けられる結果、噴出された冷却媒体が沸騰点温度に到達するまでの時間が短くなるため、沸騰熱伝達の効果を有効に利用できるので、金型の急速な冷却が可能となる。
【0073】
また、この発明の請求項3に係る金型装置によれば、可動側型のキャビティ面の背面側に、水平方向に形成されている段差形状部を設けることにより、熱交換を行う面積が増大でき、また、キャビティ面の背面側に段差形状部に吹き付けられた冷却媒体のうち、瞬時に蒸発できない冷却媒体も段差形状部に滞留して蒸発するようになり、冷却液の気化熱を有効に利用できるので、より少ない水量で冷却が可能となる。さらに、十分冷却した面に吹き付けられた冷却媒体は蒸発せずに段差形状部を伝って移動し、高温部で蒸発させることが可能となるので、高速に冷却でき、また、可動側型の温度の均一化が可能となる。
【0076】
また、この発明の請求項4に係る金型装置によれば、可動側型のキャビティ面の背面側に複数の溝部を構成することにより、キャビティ面に近い部分を冷却することができ、その結果、可動側型内の温度勾配を大きくすることによって熱輸送量を増加させることが可能となるので、可動側型の急速な冷却ができる。
【0077】
また、この発明の請求項5に係る金型装置によれば、冷却媒体噴出手段を可動側型のキャビティの背面側および押出し部材に対向するように設けることにより、背面側および押出し部材を積極的に冷却でき、その結果、成形体の押出し部材と接触している部分を十分に冷却することが可能となるので、押出し部材が成形体を変形させることによる離型力の急増を抑制できる。
【0078】
また、この発明の請求項6に係る金型装置によれば、可動側型のキャビティ面の単位体積当たりの表面積の比が0.5を超えるキャビティ面を設けることにより、金型温度の上昇が急速、増大するが、キャビティ面の背面側からの冷却により、金型を効率的に冷却することができる本冷却手段の適用が有効となるので、金型の冷却効果を改善することができ、また、金型寿命を延ばすことが可能となる。
【図面の簡単な説明】
【図1】 本発明の実施の形態1にかかる金型装置の断面模式図である。
【図2】 本発明にかかる金型装置にて成形される成形体の一例を示す図である。
【図3】 本発明の実施の形態2にかかる金型装置の断面模式図である。
【図4】 本発明の実施の形態3にかかる金型装置の断面模式図である。
【図5】 本発明の実施の形態4にかかる金型装置の断面模式図である。
【図6】 本発明の実施の形態5にかかる金型装置の断面模式図である。
【図7】 本発明の実施の形態6にかかる金型装置の断面模式図である。
【図8】 本発明の実施の形態7にかかる金型装置の断面模式図である。
【図9】 従来の他の金型装置を示す図である。
【符号の説明】
11,31,41,51,61 可動側型
11a,31a,41a,51c,61a 背面側
12 キャビティ面
13 空間部
14 金型装置台座
15 可動側型用取付具
16 押出し部材
17 押出し部材用取付具
19a,19b 冷却媒体噴出手段
23 開口部
41b 段差形状部
51a 第1の可動側型
51b 第2の可動側型
61b 溝部
Claims (6)
- 金型装置台座に第1の取付具を介して取り付けられ、固定側型と共に金型を構成する可動側型、
上記可動側型に形成されるキャビティ面、
上記キャビティ面の背面側に形成され、上記金型装置台座と上記第1の取付具とに囲まれた空間部、
上記空間部内に上記キャビティ面の背面側に対向して設けられ、上記キャビティ面の背面側へ冷却媒体を吹き付ける冷却媒体噴出手段、および
上記金型装置台座に第2の取付具を介して取り付けられ、上記キャビティ面に成形される成形体を上記キャビティ面の背面側から押出して上記キャビティ面から離脱させる押出し部材を備え、
上記可動側型と上記第1の取付具との間に開口部を設けてキャビティ面の背面側の空間部を一部開放したこと
を特徴とする金型装置。 - 金型装置台座に第1の取付具を介して取り付けられ、固定側型と共に金型を構成する可動側型、
上記可動側型に形成されるキャビティ面、
上記キャビティ面の背面側に形成され、上記金型装置台座と上記第1の取付具とに囲まれた空間部、
上記空間部内に上記キャビティ面の背面側に対向して設けられ、上記キャビティ面の背面側へ冷却媒体を吹き付ける冷却媒体噴出手段、および
上記金型装置台座に第2の取付具を介して取り付けられ、上記キャビティ面に成形される成形体を上記キャビティ面の背面側から押出して上記キャビティ面から離脱させる押出し部材を備え、
上記冷却媒体噴出手段を上記可動側型の内部を通過した後に上記空間部内にキャビティ面の背面側に対向して設け
たことを特徴とする金型装置。 - 固定側型と共に金型を構成する可動側型、
上記可動側型に形成されるキャビティ面、
上記キャビティ面の背面側へ冷却媒体を吹き付ける冷却媒体噴出手段、および
上記キャビティ面に成形される成形体を上記キャビティ面の背面側から押出して上記キャビティ面から離脱させる押出し部材を備え、
上記可動側型のキャビティ面の背面側に、段差形状部を設けた
たことを特徴とする金型装置。 - 固定側型と共に金型を構成する可動側型、
上記可動側型に形成されるキャビティ面、
上記キャビティ面の背面側へ冷却媒体を吹き付ける冷却媒体噴出手段、および
上記キャビティ面に成形される成形体を上記キャビティ面の背面側から押出して上記キャビティ面から離脱させる押出し部材を備え、
上記可動側型のキャビティ面の背面側に複数の溝部を構成したことを特徴とする金型装置。 - 固定側型と共に金型を構成する可動側型、
上記可動側型に形成されるキャビティ面、
上記キャビティ面の背面側へ冷却媒体を吹き付ける冷却媒体噴出手段、および
上記キャビティ面に成形される成形体を上記キャビティ面の背面側から押出して上記キャビティ面から離脱させる押出し部材を備え、
上記冷却媒体噴出手段を上記可動側型のキャビティの背面側および上記押出し部材に対向するように設けたことを特徴とする金型装置。 - 固定側型と共に金型を構成する可動側型、
上記可動側型に形成されるキャビティ面、
上記キャビティ面の背面側へ冷却媒体を吹き付ける冷却媒体噴出手段、および
上記キャビティ面に成形される成形体を上記キャビティ面の背面側から押出して上記キャビティ面から離脱させる押出し部材を備え、
上記可動側型に形成されるキャビティ部において単位体積に対する表面積の比が0.5を超えるキャビティ面を設けたことを特徴とする金型装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001189535A JP3636101B2 (ja) | 2001-06-22 | 2001-06-22 | 金型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001189535A JP3636101B2 (ja) | 2001-06-22 | 2001-06-22 | 金型装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003001378A JP2003001378A (ja) | 2003-01-07 |
| JP3636101B2 true JP3636101B2 (ja) | 2005-04-06 |
Family
ID=19028440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001189535A Expired - Fee Related JP3636101B2 (ja) | 2001-06-22 | 2001-06-22 | 金型装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3636101B2 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015512808A (ja) | 2012-02-24 | 2015-04-30 | ザ プロクター アンド ギャンブルカンパニー | 簡素化された冷却システムを有する射出成形金型 |
| US20130295219A1 (en) * | 2012-05-02 | 2013-11-07 | Ralph Edwin Neufarth | Injection Mold Having a Simplified Evaporative Cooling System or a Simplified Cooling System with Exotic Cooling Fluids |
| CN102794434A (zh) * | 2012-08-14 | 2012-11-28 | 北京润菲利德科技有限公司 | 超低压气控伺服系统 |
| GB201312441D0 (en) | 2013-07-11 | 2013-08-28 | Surface Generation Ltd | Mould Tool |
| DE102015118901A1 (de) * | 2015-11-04 | 2017-05-04 | Uwe Richter | Verfahren der konturnahen flächenhaften Temperierung von segmentierten schalenförmigen Formwerkzeugen |
| CN108673858A (zh) * | 2018-06-28 | 2018-10-19 | 滁州质顶机电科技有限公司 | 一种汽车注塑成型模具 |
| CN112170763B (zh) * | 2020-09-25 | 2022-06-14 | 深圳市源鑫实业发展有限公司 | 一种用于铸造超高温金属件铸造模具 |
| CN112172039B (zh) * | 2020-10-09 | 2024-08-02 | 宝利根南通精密模塑有限公司 | 一种新型防变形汽车注塑件精密模具 |
| CN112659518A (zh) * | 2020-12-21 | 2021-04-16 | 闭祖灿 | 一种塑料挤出成形机循环水冷机构 |
| CN112974764B (zh) * | 2021-02-07 | 2022-08-30 | 深圳市新联兴精密压铸有限公司 | 一种耐用型手机中板成型模具 |
| CN113020566B (zh) * | 2021-02-26 | 2022-08-02 | 广东铸和精密五金制品有限公司 | 一种易于快速制冷降温的铝合金的压铸模具 |
| CN113276369A (zh) * | 2021-07-12 | 2021-08-20 | 深圳市鸿运沅电子有限公司 | 一种耳机壳体注塑模具及其注塑工艺 |
| CN116638807B (zh) * | 2023-05-31 | 2024-04-26 | 东莞市华优鞋业有限公司 | 一种基于气缸的橡胶鞋底成型装置及其使用方法 |
| CN116713428B (zh) * | 2023-06-14 | 2025-09-09 | 浙江辛子精工机械有限公司 | 一种高速锻防水冷工装 |
-
2001
- 2001-06-22 JP JP2001189535A patent/JP3636101B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003001378A (ja) | 2003-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3636101B2 (ja) | 金型装置 | |
| JP2504099B2 (ja) | ダイカスト方法およびダイカスト装置 | |
| US6505670B2 (en) | Method for injection molding metallic materials | |
| CA2119566C (en) | Casting process | |
| JP2009029137A (ja) | ホットメルトインクペレットを製造する鋳型 | |
| JP5380347B2 (ja) | 射出成形装置のガス抜き構造 | |
| JP5035086B2 (ja) | 粗材冷却装置および方法 | |
| CN218171223U (zh) | 一种具有快速冷却结构的模具 | |
| EP1254731A1 (en) | Die casting method, die-cast article, and die casting machine | |
| JP2001259821A (ja) | 非晶質合金成型品の製造装置、製造用金型及び製法 | |
| JP2003231165A (ja) | 金 型 | |
| US20160038999A1 (en) | Isothermal shot tube assembly | |
| CN109175260A (zh) | 一种浇口加压轮毂铸造模具及其铸造方法 | |
| JP5562581B2 (ja) | 樹脂部品の成形方法及び成形金型 | |
| EP0279674B1 (en) | Cooling system for glass molding equipment | |
| KR100891953B1 (ko) | 다이캐스팅 방법 | |
| JPH07116817A (ja) | 鋳造方法および装置 | |
| JP2000334555A (ja) | ダイカスト用スリーブ | |
| KR20160046950A (ko) | 다이캐스팅 방법 | |
| CN223733813U (zh) | 一种可快速冷却的压铸机压射冲头 | |
| CN222492105U (zh) | 一种大尺寸薄壁件压铸模具 | |
| TWI767622B (zh) | 大工件鍛造模具的定溫裝置 | |
| CN100503085C (zh) | 发动机凸轮轴的铸造模具 | |
| JP2009096024A (ja) | 成形品離型方法及びモールド金型 | |
| JPH07179899A (ja) | 石鹸の型打ち装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040622 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20040714 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040820 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040914 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041110 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20041124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041227 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080114 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090114 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100114 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100114 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110114 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120114 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130114 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130114 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |