JP3645453B2 - 中空形材押出ダイスおよびその設計方法 - Google Patents
中空形材押出ダイスおよびその設計方法 Download PDFInfo
- Publication number
- JP3645453B2 JP3645453B2 JP22190999A JP22190999A JP3645453B2 JP 3645453 B2 JP3645453 B2 JP 3645453B2 JP 22190999 A JP22190999 A JP 22190999A JP 22190999 A JP22190999 A JP 22190999A JP 3645453 B2 JP3645453 B2 JP 3645453B2
- Authority
- JP
- Japan
- Prior art keywords
- die
- entry port
- extrusion die
- hollow shape
- hollow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000001125 extrusion Methods 0.000 title claims description 65
- 238000000034 method Methods 0.000 title claims description 24
- 238000013461 design Methods 0.000 title claims description 20
- 239000000463 material Substances 0.000 claims description 38
- 238000009826 distribution Methods 0.000 claims description 25
- 238000003466 welding Methods 0.000 claims description 10
- 238000005304 joining Methods 0.000 claims description 3
- 239000011796 hollow space material Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 5
- 238000012937 correction Methods 0.000 description 4
- 230000010365 information processing Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 241000239290 Araneae Species 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images





Landscapes
- Extrusion Of Metal (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、溶着材料をダイス穴から押し出して中空形材を成形する中空形材押出ダイスおよびその設計方法に関するものである。
【0002】
【従来の技術】
押出成形加工は、金属や非金属等の押出材料からなるビレットをコンテナに収容した後、コンテナに設けられた押出ダイス方向に押圧し、押出ダイスのエントリーポート部でビレットを分流させながら押出材料を押出ダイス内に圧入する。そして、これらの押出材料を押出ダイス内のチャンバー部で再び合流させた後、ベアリング部のダイス穴から押し出すことによって、各種の断面形状の中空形材を一体的且つ連続的に成形するものである。
【0003】
この際、押出ダイスのエントリーポート部やチャンバー部、ベアリング部の関係が不適切であると、ベアリング部のダイス穴の形状が所望の断面形状に対応して形成されている場合でも、中空形材の断面形状に歪みが生じたり、押出方向に反りが生じたりする。そこで、従来においては、中空形材の断面形状を基にして各部が最適な関係となるように経験的に押出ダイスを設計して製作した後、この押出ダイスを用いて中空形材を成形する。そして、中空形材の状態を基にしてベアリング部を修正し、修正した押出ダイスにより再び中空形材を成形してベアリング部を修正するという作業を繰り返すことによって、押出ダイスを完成している。
【0004】
【発明が解決しようとする課題】
しかしながら、上記従来のように、押出ダイスの各部を経験的に設計して製作した後、中空形材の成形およびベアリング部の修正を繰り返すという試行錯誤により押出ダイスを完成する方法では、試行錯誤の開始点となる修正前の押出ダイスが経験に基づいて設計されるものであるため、中空形材の断面形状が未経験の形状であったり、設計者の経験に基づく判断が誤っていると、最終的な押出ダイスを得るまでに多くの試行錯誤が必要になる。さらに、押出ダイスの設計内容によっては試行錯誤の開始点が大きく外れる場合があり、この場合には、修正を繰り返しても所望の中空形材を得ることができないため、新たに押出ダイスを設計し直すことが必要になる。
【0005】
このように、従来の方法では、押出ダイスを完成するまでに多くの試行錯誤や再設計が必要になって生産コストや生産のリードタイムが増加するという問題がある。また、従来の方法で完成された押出ダイスでは、押出ダイス内の押出材料を強制的に補正することにより所望の断面形状の中空形材としているため、中空形材を高品質および高精度に成形することが困難であるという問題もある。
【0006】
尚、押出ダイスを修正する際に、押出ダイスに対する押出材料の出口側に対応するベアリング部と共に、押出ダイスに対する押出材料の入口側に対応するエントリーポート部を修正対象にすることによって、少ない回数の試行錯誤で押出ダイスを完成する方法も考えられる。ところが、エントリーポート部は、押出ダイスの強度に密接に関係し、ベアリング部の修正(加工)に比較して極めて困難な修正(加工)になるため、エントリーポート部を修正対象に含めることは現実的でない。
【0007】
そこで、本発明は、少ない回数のベアリング部の修正でもって中空形材を高品質および高精度に成形することができる中空形材押出ダイスおよびその設計方法を提供するものである。
【0008】
【課題を解決するための手段】
上記課題を解決するために、請求項1の発明は、溶着材料を複数のエントリーポートで分流し、これらエントリーポートを通過させて合流および溶着させた後にダイス穴から押し出して中空形材を成形する中空形材押出ダイスにおいて、前記中空形材の溶着部間の体積配分比と、次式関係により決定する前記エントリーポートの通過流量比Xiとが一致するように、前記エントリーポートがそれぞれ設定されていることを特徴としている。Xi=f(ri) * g(Si,Li,Hi) * h(Si,Hi)。ここで、前記エントリーポートの、開口面積をSi、周長をLi、深さをHi、ダイス中心Oに対する中心位置をri、位置流速比関数f(ri)と、形状流速比関数g(Si、Li、Hi)と、寸法流速比関数h(Si、Hi)とし、 " i " は、各エントリーポートを特定するための変数であり、i=1〜n(nは自然数)である。上記の構成によれば、溶着部間の体積配分に対応するように各エントリーポートの通過流量が設定されているため、エントリーポートで分流された後に合流および溶着した押出材料は、無理なねじれを伴うことなく均等にダイス穴から順次押し出される。従って、ダイス穴を押し出されて成形された中空形材は、高い寸法精度および押出直線性を有することになる。そして、このように良好な品質の中空形材を基にしてダイス穴を修正することになるため、僅かな回数の修正(試行錯誤)でもって極めて高品質の中空形材を高精度に成形することができる。
【0009】
請求項2の発明は、溶着材料を複数のエントリーポートで分流し、これらエントリーポートを通過させて合流および溶着させた後にダイス穴から押し出して中空形材を成形する中空形材押出ダイスの設計方法において、中空形材の溶着部位置を決定すると共に、該溶着部間の体積配分比を求め、前記体積配分比と下記式関係により決定する前記エントリーポートの通過流量比Xiとが一致するように、前記エントリーポートポート仕様をそれぞれ求めることを特徴としている。Xi=f(ri) * g(Si,Li,Hi) * h(Si,Hi)。ここで、前記エントリーポートの、開口面積をSi、周長をLi、深さをHi、 ダイス中心Oに対する中心位置をri、位置流速比関数f(ri)と、形状流速比関数g(Si、Li、Hi)と、寸法流速比関数h(Si、Hi)とし、 " i " は、各エントリーポートを特定するための変数であり、i=1〜n(nは自然数)である。上記の構成によれば、溶着部間の体積配分比と各エントリーポートの通過流量比とを一致させるという比較的に単純な計算処理によりエントリーポートのポート仕様を決定することができるため、目的とする中空形材押出ダイスを容易に得ることができる。また、各関数を用いて通過流量比を求める処理、通過流量比と体積配分比とを比較する処理、および両比が一致する設計特徴値を求める処理は、情報処理装置により容易に実行させることができることから、極めて短時間のうちにエントリーポートのポート仕様を求めることができる。
【0010】
【発明の実施の形態】
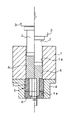
本発明の実施の形態を図1ないし図6に基づいて以下に説明する。本実施の形態に係る中空形材押出ダイスは、押出成形機に着脱可能に設けられている。押出成形機は、図4に示すように、ビレット6を収容する収容部1aを備えた円筒形状のコンテナ1と、コンテナ1の収容部1aに対して進退移動可能に設けられた棒状の押出具2と、押出具2を進退移動させると共にコンテナ1内のビレット6を矢符方向に所定の押圧力で押圧する加圧装置3とを有している。尚、ビレット6は、鉛やアルミニウム、マグネシウム、亜鉛、銅、ニッケル、鉄、チタン等の金属、これらの金属を組み合わせた合金、またはセラミック杯度や合成樹脂等の非金属材料の押出材料を円柱形状に形成したものである。
【0011】
上述のコンテナ1の先端面には、収容部1aの開口を囲むようにしてダイホルダ4が設けられている。ダイホルダ4には、両端面にかけて連通された保持部4aが形成されており、保持部4aには、ポートホールダイス方式の中空形材押出ダイス5が嵌合されている。中空形材押出ダイス5は、雄型7と雌型8とをビレット6側からこの順に有している。雄型7は、図1に示すように、複数のエントリーポート7a・7bを外周部に有している。これらのエントリーポート7aは、ビレット6側の一方面から雌型8側の他方面にかけて連通されており、ビレット6を開口面積に応じた通過量で分流させることにより押出材料を雌型8に導入する。さらに、雄型7は、雌型8方向に突設された雄側ベアリング7cを有している。雄側ベアリング7cは、雄型7の他方面における中央部に配置されており
、端面が長方形状に形成されている。
【0012】
上記のエントリーポート7a・7bは、中空形材9の溶着部9a・9a間の体積配分に対応するようにポート仕様(重心位置や開口面積等)がそれぞれ決定されている。具体的には、各エントリーポート7a・7bにおける押出材料の通過流量比が中空形材9の溶着部9a・9a間の体積配分比に対して一致するように、エントリーポート7a・7bのポート仕様(重心位置や開口面積等)が決定されている。尚、体積配分とは、溶着部9a・9a間の個別体積のことである。また、体積配分比とは、中空形材9の単位長さ当たりの全体積に対する溶着部9a・9a間の個別体積の比のことである。また、通過流量比とは、全エントリーポート7aを通過する全流量に対する各エントリーポート7aを通過する個別流量の比のことである。
【0013】
上記の雄型7は、雌型8の一方面に着脱可能に密嵌されている。雌型8は、雄型7の各エントリーポート7a・7bに連通され、エントリーポート7a・7bにより分流されたビレット6の押出材料を合流させるチャンバ8aと、上述の雄側ベアリング7cを内周側に位置させるように、他方面の中央部に形成された雌側ベアリング8bとを有している。雌側ベアリング8bは、雄側ベアリング7cの端面形状よりも僅かに大きな開口形状となるように形成されており、これらのベアリング7c・8bは、両者間の隙間により中空形材9の断面形状に一致した長方形状のダイス穴10を形成している。そして、ダイス穴10は、エントリーポート7a・7bで分流された押出材料が合流および溶着した部分を溶着部9aとして有した断面長方形状の中空形材9を成形する。
【0014】
上記の構成において、中空形材押出ダイスの設計方法およびその動作について説明する。
【0015】
先ず、図3に示すように、中空形材9の断面形状に基づいて溶着部9aの位置を決定する。即ち、断面長方形状の中空形材9を成形する場合には、中空形材9に各種の表面処理を施したときに溶着部9aが他の部分とは異なった光沢や色等の表面状態になるため、この表面状態が最も目立ち難い部分に位置するように、コーナー部を溶着部9aの位置として決定する。この後、中空形材9の単位長さ当たりの全体積を算出すると共に、溶着部9a・9a間の個別体積をそれぞれ算出し、全体積に対する各個別体積の比を算出することによって、各溶着部9a・9a間における体積配分比Viを求める。
【0016】
次に、図2に示すように、エントリーポート7a・7bのポート仕様を、開口面積、周長、深さおよび中心位置の設計特徴値とする。そして、開口面積をSi、周長をLi、深さをHi、ダイス中心Oに対する中心位置をriとする。尚、"i"は、各エントリーポート7a・7bを特定するための変数であり、4ポートのエントリーポート7a・7bが存在すれば、変数i=1〜4となる。そして、これらの設計特徴値Si・Li・Hi・riを用いて位置流速比関数f(ri)と、形状流速比関数g(Si、Li、Hi)と、寸法流速比関数h(Si、Hi)とを導き出して組み合わせることによって、各エントリーポート7a・7bの通過流量比Xiを示す関係式(1)とする。
【0017】
Xi=f(ri)・g(Si、Li、Hi)・h(Si、Hi) …(1)
【0018】
この後、上式(1)に任意の設計特徴値Si・Li・Hi・riを代入して通過流量比Xiを求め、この通過流量比Xiと上述の体積配分比Viとを比較する。両比Xi・Viが一致していなければ、特定或いは全ての設計特徴値Si・Li・Hi・riを変更し、新たな通過流量比Xiを求めて体積配分比Viと再比較する。そして、このような設計特徴値Si・Li・Hi・riの変更処理および比較処理をプログラム化し、パーソナルコンピュータ等の情報処理装置に実行させて繰り返すことによって、体積配分比Viに一致した通過流量比Xiとなる設計特徴値Si・Li・Hi・riを求める。
【0019】
上記のようにして設計特徴値Si・Li・Hi・riを求めると、図1に示すように、この設計特徴値Si・Li・Hi・riからなるポート仕様のエントリーポート7a・7bを備えた雄型7を作成する。また、中空形材9の断面形状に対応したダイス穴10となるように、雄型7の雄側ベアリング7bおよび雌型8の雌側ベアリング8bを形成する。そして、雄型7を雌型8に密嵌することによって、中空形材押出ダイス5を組み立てる。
【0020】
次に、図4に示すように、中空形材押出ダイス5をダイホルダ4の保持部4aに装着する。この後、加圧装置3を後退させることによりコンテナ1の収容部1aを開口し、収容部1aに押出材料からなるビレット6を挿入して押出温度まで加熱する。この後、加圧装置3を矢符方向に一定速度で進出させることによって、押出具2を介してビレット6を加圧する。ビレット6は、図1に示すように、端面が雄型7の一方面に押しつけられることによって、ビレット6を構成する押出材料を雄型7の各エントリーポート7a・7bに分流させながら雌型8方向に流動させる。各エントリーポート7a・7bの押出材料は、エントリーポート7aを通過した後に雌型8のチャンバ8aで合流して溶着する。
【0021】
合流した押出材料は、雄側ベアリング7bと雌側ベアリング8bとの隙間により形成されたダイス穴10を介して外部に押し出される。この際、各エントリーポート7a・7bの通過流量比が溶着部9a・9a間の体積配分比(通過流量比)に一致するように設定されているため、チャンバ8aで合流および溶着した押出材料は、無理なねじれを伴うことなくダイス穴10に流動し、ダイス穴10から順次押し出される。従って、ダイス穴10を押し出されて成形された中空形材9は、予め溶着部位置として決定されたコーナー部に溶着部9aを有することになると共に、高い寸法精度および押出直線性を有することになる。そして、このように良好な品質の中空形材9を基にして雄側ベアリング7bおよび雌側ベアリング8bを修正することになるため、僅かな回数の修正(試行錯誤)でもって極めて高品質の中空形材9を成形可能な中空形材押出ダイス5を得ることができる。
【0022】
尚、本実施形態においては、ポートホールダイス式の中空形材押出ダイス5およびその設計方法について説明しているが、本実施形態の中空形材押出ダイス5およびその設計方法は、ブリッジダイス方式やスパイダーダイス方式に適用することもできる。
【0023】
また、本実施形態の中空形材押出ダイス5およびその設計方法は、中空形材9の断面が長方形状である場合について説明しているが、これに限定されるものではなく、正方形状や台形状等の矩形状や、三角形状や五角形状等の多角形状、円形状や楕円形状の断面を有した中空形材9に適用することができる。さらに、二重や三重等の多重構造の中空形材9に適用することもできるし、各種断面形状の中空形材9を並列して成形する場合においても適用することができる。
【0024】
例えば図5に示すように、ダイス穴10をダイス中心Oに対して左右対称に並列配置すると共に、各ダイス穴10の四方向にエントリーポート7aを配置した中空形材押出ダイス5においても、本実施形態の設計方法を適用することができる。そして、このようにダイス穴10を並列配置した中空形材押出ダイスにおいて、本実施形態のように溶着部9a・9a間の体積配分に基づいてエントリーポート7a・7bを決定して作成された中空形材押出ダイスを用いて中空形材9を成形した場合と、従来の方法で中空形材押出ダイスを試行錯誤しながら修正して中空形材9を成形した場合とで、中空形材9の成形状態の良否を調べたところ、図6の結果が得られた。即ち、本実施形態の設計方法によれば、第1回目の成形時点で真円度偏差が極めて小さな中空形材9を成形可能な中空形材押出ダイスを得ることができるのに対し(図6の(6))、従来の方法では、中空形材押出ダイスを作成した後、ベアリング7b・8bの修正を5回繰り返しても中空形材9の真円度偏差を十分に小さくすることができないことが確認された(図6の(1)〜(5))。
【0025】
【発明の効果】
請求項1の発明は、溶着材料を複数のエントリーポートで分流し、これらエントリーポートを通過させて合流および溶着させた後にダイス穴から押し出して中空形材を成形する中空形材押出ダイスにおいて、前記中空形材の溶着部間の体積配分比と、次式関係により決定する前記エントリーポートの通過流量比Xiとが一致するように、前記エントリーポートがそれぞれ設定されていることを特徴としている。Xi=f(ri) * g(Si,Li,Hi) * h(Si,Hi)。ここで、前記エントリーポートの、開口面積をSi、周長をLi、深さをHi、ダイス中心Oに対する中心位置をri、位置流速比関数f(ri)と、形状流速比関数g(Si、Li、Hi)と、寸法流速比関数h(Si、Hi)とし、 " i " は、各エントリーポートを特定するための変数であり、i=1〜n(nは自然数)である。上記の構成によれば、溶着部間の体積配分に対応するように各エントリーポートの通過流量が設定されているため、エントリーポートで分流された後に合流および溶着した押出材料は、無理なねじれを伴うことなく均等にダイス穴から順次押し出される。従って、ダイス穴を押し出されて成形された中空形材は、高い寸法精度および押出直線性を有することになる。そして、このように良好な品質の中空形材を基にしてダイス穴を修正することになるため、僅かな回数の修正(試行錯誤)でもって極めて高品質の中空形材を高精度に成形することができるという効果を奏する。
【0026】
請求項2の発明は、溶着材料を複数のエントリーポートで分流し、これらエントリーポートを通過させて合流および溶着させた後にダイス穴から押し出して中空形材を成形する中空形材押出ダイスの設計方法において、中空形材の溶着部位置を決定すると共に、該溶着部間の体積配分比を求め、前記体積配分比と下記式関係により決定する前記エントリーポートの通過流量比Xiとが一致するように、前記エントリーポートポート仕様をそれぞれ求めることを特徴としている。Xi=f(ri) * g(Si,Li,Hi) * h(Si,Hi)。ここで、前記エントリーポートの、開口面積をSi、周長をLi、深さをHi、ダイス中心Oに対する中心位置をri、位置流速比関数f(ri)と、形状流速比関数g(Si、Li、Hi)と、寸法流速比関数h(Si、Hi)とし、 " i " は、各エントリーポートを特定するための変数であり、i=1〜n(nは自然数)である。上記の構成によれば、溶着部間の体積配分比と各エントリーポートの通過流量比とを一致させるという比較的に単純な計算処理によりエントリーポートのポート仕様を決定することができるため、目的とする中空形材押出ダイスを容易に得ることができるという効果を奏する。また、各関数を用いて通過流量比を求める処理、通過流量比と体積配分比とを比較する処理、および両比が一致する設計特徴値を求める処理は、情報処理装置により容易に実行させることができることから、極めて短時間のうちにエントリーポートのポート仕様を求めることができるという効果を奏する。
【図面の簡単な説明】
【図1】 中空形材押出ダイスにより中空形材を成形する状態を示す説明図である。
【図2】 エントリーポートの状態を示す説明図である。
【図3】 中空形材の要部斜視図である。
【図4】 押出成形機の動作状態を示す説明図である。
【図5】 エントリーポートの状態を示す説明図である。
【図6】 中空形材の押出長と真円度の関係を示すグラフである。
【符号の説明】
1 コンテナ
2 押出具
3 加圧装置
4 ダイホルダ
5 中空形材押出ダイス
6 ビレット
7 雄型
7a エントリーポート
7b エントリーポート
7c 雄側ベアリング
8 雌型
8a チャンバ
8b 雌側ベアリング
9 中空形材
9a 溶着部
10 ダイス穴
Claims (2)
- 溶着材料を複数のエントリーポートで分流し、これらエントリーポートを通過させて合流および溶着させた後にダイス穴から押し出して中空形材を成形する中空形材押出ダイスにおいて、
前記中空形材の溶着部間の体積配分比と、次式関係により決定する前記エントリーポートの通過流量比Xiとが一致するように、前記エントリーポートがそれぞれ設定されていることを特徴とする中空形材押出ダイス。
Xi=f(ri) * g(Si,Li,Hi) * h(Si,Hi)
ここで、前記エントリーポートの、開口面積をSi、周長をLi、深さをHi、ダイス中心Oに対する中心位置をri、位置流速比関数f(ri)と、形状流速比関数g(Si、Li、Hi)と、寸法流速比関数h(Si、Hi)とし、 " i " は、各エントリーポートを特定するための変数であり、i=1〜n(nは自然数)である。 - 溶着材料を複数のエントリーポートで分流し、これらエントリーポートを通過させて合流および溶着させた後にダイス穴から押し出して中空形材を成形する中空形材押出ダイスの設計方法において、
中空形材の溶着部位置を決定すると共に、該溶着部間の体積配分比を求め、
前記体積配分比と下記式関係により決定する前記エントリーポートの通過流量比Xiとが一致するように、前記エントリーポートポート仕様をそれぞれ求めることを特徴とする中空形材押出ダイスの設計方法。
Xi=f(ri) * g(Si,Li,Hi) * h(Si,Hi)
ここで、前記エントリーポートの、開口面積をSi、周長をLi、深さをHi、ダイス中心Oに対する中心位置をri、位置流速比関数f(ri)と、形状流速比関数g(Si、Li、Hi)と、寸法流速比関数h(Si、Hi)とし、 " i " は、各エントリーポートを特定するための変数であり、i=1〜n(nは自然数)である。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22190999A JP3645453B2 (ja) | 1999-08-05 | 1999-08-05 | 中空形材押出ダイスおよびその設計方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22190999A JP3645453B2 (ja) | 1999-08-05 | 1999-08-05 | 中空形材押出ダイスおよびその設計方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001047125A JP2001047125A (ja) | 2001-02-20 |
| JP3645453B2 true JP3645453B2 (ja) | 2005-05-11 |
Family
ID=16774068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP22190999A Expired - Lifetime JP3645453B2 (ja) | 1999-08-05 | 1999-08-05 | 中空形材押出ダイスおよびその設計方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3645453B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1745868A1 (en) | 2005-07-20 | 2007-01-24 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Extruded hollow aluminium alloy panel and method for producing the same |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4824499B2 (ja) * | 2006-08-03 | 2011-11-30 | 株式会社神戸製鋼所 | ダイスの設計方法、ダイス、中空パネルの製造方法及び中空パネル |
| JP5603686B2 (ja) * | 2010-07-12 | 2014-10-08 | 昭和電工株式会社 | 半中空形材製造用押出ダイス |
| JP5554171B2 (ja) * | 2010-07-20 | 2014-07-23 | 昭和電工株式会社 | 半中空形材製造用押出ダイス |
| CN103706661B (zh) * | 2013-12-27 | 2016-06-01 | 江阴市江顺模具有限公司 | 太阳能边框铝型材挤压模具 |
| CN107185989A (zh) * | 2017-07-31 | 2017-09-22 | 广州科技职业技术学院 | 嵌入保护式挤压模 |
| CN110394371A (zh) * | 2019-06-26 | 2019-11-01 | 李剑 | 一种等定径带挤压模具 |
| JP7772575B2 (ja) * | 2021-12-13 | 2025-11-18 | 西川ゴム工業株式会社 | 防音材製造用口金及びそれを使用した防音材の製造方法 |
-
1999
- 1999-08-05 JP JP22190999A patent/JP3645453B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1745868A1 (en) | 2005-07-20 | 2007-01-24 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Extruded hollow aluminium alloy panel and method for producing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001047125A (ja) | 2001-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101557894B (zh) | 烧结件表面压实方法 | |
| JP3645453B2 (ja) | 中空形材押出ダイスおよびその設計方法 | |
| US20180272432A1 (en) | Set of cutting inserts and methods of making a set of cutting inserts | |
| JP2000043095A5 (ja) | ||
| JP2012524667A (ja) | 切削工具及びかかる切削工具を作る方法 | |
| JP3698927B2 (ja) | 中空形材押出ダイスおよび薄肉中空形材 | |
| EP3488952B1 (en) | A method for manufacturing a tool head | |
| JP3668063B2 (ja) | 中空形材押出ダイスおよび中空形材 | |
| CN107570546A (zh) | 一种多功能挤压模具结构及方法 | |
| CN105710182B (zh) | 一种长筒件板材旋压成形方法 | |
| JP4938500B2 (ja) | 金属材料の押出成形用ダイス | |
| JP2001079610A (ja) | 中空形材押出ダイス及び中空押出形材 | |
| JPH0890135A (ja) | 継手金具及び該中間品の製造方法 | |
| HU218087B (hu) | Eljárás és présszerszám olyan tárgyak szemcsés anyagból egy lépésben történő sajtolására, amelyek a sajtolás irányával azonos irányú járattal és ebbe nyíló, legalább egy oldalirányú nyílással vannak ellátva, valamint a találmány szerinti eljárással és ... | |
| JP6032620B2 (ja) | 可変容量タービン機構におけるレバープレートの製造方法 | |
| CN108672634A (zh) | 曲柄辊锻制坯成形模具 | |
| CS231266B1 (en) | Forming claws for making of spiral parts from tubular half-products | |
| TW201742685A (zh) | 特殊扣件之成型方法 | |
| JP3494349B2 (ja) | ヘリカルギヤの製造方法 | |
| GB2135602A (en) | Method of making a ball stud | |
| JP2007234553A (ja) | 電極製造方法 | |
| TWI829041B (zh) | 拘束式鍛粗模具 | |
| CN219789086U (zh) | 一种双色成型的注塑模具 | |
| CN216506489U (zh) | 一种陶瓷件引流模具结构 | |
| CN121900311A (zh) | 一种圆管锥形模具的设计加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041005 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20041203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3645453 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090210 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100210 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100210 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110210 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120210 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130210 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140210 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |