JP3662845B2 - 横孔付き筒状焼結部品の製造方法 - Google Patents
横孔付き筒状焼結部品の製造方法 Download PDFInfo
- Publication number
- JP3662845B2 JP3662845B2 JP2000396943A JP2000396943A JP3662845B2 JP 3662845 B2 JP3662845 B2 JP 3662845B2 JP 2000396943 A JP2000396943 A JP 2000396943A JP 2000396943 A JP2000396943 A JP 2000396943A JP 3662845 B2 JP3662845 B2 JP 3662845B2
- Authority
- JP
- Japan
- Prior art keywords
- horizontal hole
- manufacturing
- hole
- cylindrical
- sintered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000000463 material Substances 0.000 claims description 29
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 239000002994 raw material Substances 0.000 claims description 9
- 230000000149 penetrating effect Effects 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims 2
- 238000000034 method Methods 0.000 description 12
- 239000000843 powder Substances 0.000 description 6
- 238000000748 compression moulding Methods 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 238000004663 powder metallurgy Methods 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- 241001275902 Parabramis pekinensis Species 0.000 description 2
- 230000012447 hatching Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000010705 motor oil Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000009702 powder compression Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images



Landscapes
- Powder Metallurgy (AREA)
Description
【発明の属する技術分野】
この発明は主に粉末冶金製品の製造に関するものであり、特に円筒,角筒など中空の筒状で、その軸心に対して横方向に貫通する孔(以下横孔という)のある形状の焼結部品を製造する方法に関するものである。
【0002】
横孔のある筒状部品は種々の機械に用いられるが、円筒状のものの用途の一例として、内燃機関の過給機(ターボチャージャー)の軸受が挙げられる。ターボチャージャーは、基本的には回転軸の一端に排気ガスで駆動されるタービンを,他の一端には空気(または混合気)を圧縮してエンジンのシリンダーに送り込むコンプレッサーを具え、回転軸の中間を滑り軸受で支持する機構になっている。タービンは排気ガスによって高温になり、また作動時には極めて高速で回転するので、その軸受には通常の滑り軸受ではなく、図5に例示したような浮動式滑り軸受(floating bearing)が用いられている。
【0003】
即ち、円筒状の軸受10は側面に数個の通油孔11を具え、軸受内面と回転軸との間,および軸受外面とハウジングとの間の双方に一様な隙間を保った状態で遊嵌している。そして、これらの隙間に通油孔を介して潤滑油(エンジンオイル利用)を循環させることにより、軸受を油膜で浮動させている。また、タービンなどからの伝熱を考慮して、軸受の材質にはアルミニウム合金,青銅,黄銅などが通常用いられている。
【0004】
【従来の技術】
粉末冶金法では、目的製品と同一かまたは極めて近い形状の圧粉体を成形し、それを焼結することにより、僅かな後加工で所望の製品を得られることが特徴の一つとなっている。そして本件の場合、横孔(原料粉の圧縮成形方向に対して横方向に貫通する孔)のある筒状の圧粉体を得るためには粉末の圧縮方向に対して横方向から、横孔に対応する形状の中子をダイ内に出入させる必要がある。
【0005】
その場合、中子(ピン)のセットと粉末充填・圧縮成形との前後関係について種々の方式があり、例えば特公昭52−8551号公報,特開平 4−327398号公報には予めピンをセットした状態で粉末を充填する方法、実公昭51− 46415号公報,特開昭54− 91877号公報には粉末を充填した状態でピンを貫通させて圧縮成形する方法、特開昭58−141896号公報には粉末の充填〜圧縮成形後に、圧粉体にピンを貫通させて横孔を形成する方法が開示されている。
【0006】
【発明が解決しようとする課題】
しかしこれらの方式では、本来は上下方向に作動すれば足りる成形金型に、横方向に作動する部材を組み込むこととなるため金型の構造が複雑で高価になり、これを取り付けて成形する粉末プレスやダイセットもその機構,制御方式が複雑になるという問題がある。また、方式によっては横孔部分の圧粉密度が他の部分よりも低くなったり、横孔の近傍に潜在クラックを生じて製品の品質に影響するなどの問題もあった。そこでこの発明の課題は、圧粉体の段階で横孔を形成する代わりに、通常の粉末成形手段と(焼結後の)塑性加工との組み合わせによって所望の横孔を形成させることにある。
【0007】
【課題を解決するための手段】
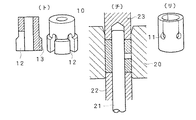
先ず、この発明を図1の(イ)に示す形状の部品、即ち横孔11を具える軸受10の場合について、概念的に説明する。この場合、第一段階として粉末冶金の通常の手段により同図(ロ)のように、横孔を形成する位置を起点として軸受の下端(正確には上下何れか一方の端面)に開口する縦溝12を具える形状の焼結体を作製する。この溝は上端が半円状で、その幅は目的とする横孔の径と等しくしてある。この様な、製品の一端から垂直に伸びる横幅が一様な縦溝は、二重のパンチを用いて容易に成形することができる。
【0008】
次いで、(ロ)図の焼結体に金型内で塑性加工を施して縦溝近傍の材料を変形流動させ、(ハ)図に示すように縦溝の部分をその両側から充填することにより横孔11を形成させる。但し、そのためには縦溝部分の充填用の材料が必要な訳で、その分の材料は、縦溝の近傍(円筒状焼結体の内周面か外周面)に予め付加しておく。その部材を充填代と呼ぶことにすると、この充填代については図1に表示するのは困難なので、以下に述べる実施態様において説明する。なお図1〜図4のそれぞれに含まれる図面(加工工程の各段階を示す部分図)には、全体を通じて一連の枝番を付けてある。
【0009】
【発明の実施の形態】
(実施例1) 目的とする製品は内径10mm,外径16mm,長さ40mmの中空円筒形で、その全長方向中央の側壁には直径3mmの孔が3箇所、円周を均分する位置に設けられている。図2はこの製品を製造する過程の一態様を説明するもので、先ず、(ニ)に示す形状の素形材を七三黄銅(Cu−30%Zn)の焼結合金(焼結密度7.3g/cm3 )で作製した。
【0010】
この素形材は、横孔に代えて各孔の位置から垂直下方に、素形材の端面に開く縦溝12を具えている。そしてその内周面は、円筒の上半分では製品所定の内径寸法になっているが、下半分、即ち横孔の中心に相当する箇所よりも下の部分はやや狭くして、縦溝12を埋める材料分として過不足ない量の、この場合は厚さ約0.9mmの充填代13を付加してある。この充填代13は、(ニ)の断面図の右側において、軸受内周面を下方に延長した仮想線(破線)より内側の部分である。
【0011】
次にこの素形材の姿勢を、その天地を逆に、即ち縦溝の開口部が上に来る向きに転換する。そしてその姿勢のまま、(ホ)に示すような金型を用いて塑性加工を施す。この金型はダイ20,コアロッド21および下パンチ22で形成され、ダイ20の型孔径は製品の外径に対応し、コアロッド21の太さは製品所定の内径寸法に対応している。
【0012】
この金型内に素形材を上パンチ23で圧入していくと、内側上部にある充填代13の部分はコアロッド21に拡径されて塑性変形し漸次上方や外周方向に移動しようとする。然し焼結体の外周はダイ20に,上端面は上パンチ23によって閉塞されているために、充填代の部分の材料は唯一開放されている縦溝12内に塑性流動して縦溝を充填する。充填された溝の部分を、(ホ)の断面図に破線のハッチングで示してある。なお金型の各部材の名称については、この明細書では粉末冶金の分野における金型用語を用いている。
【0013】
次に、この様にして塑性加工された焼結体を金型から押し出せば(ヘ)に示す製品が得られる。この製品は内径をコアロッド21に,外径をダイ20によって矯正され、且つ(ヘ)に示すように、所定の位置に横孔11が形成されている。この塑性加工で得られる横孔は、その形状が材料の流れに従って雨滴状になり、真円にはならない。然し、用途が流体の流通用などならば支障なく用いることができる。なお製品の用途によっては、両側から流れ込んで縦溝を埋める充填代の量を加減することにより、横孔に続く細い溝を残すことも可能である。
【0014】
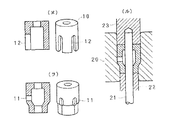
(実施例2) この実施例は、目的とする製品の形状,寸法および材質は実施例1の場合と同一であるが、縦溝12を埋めるための充填代13を実施例1では内周側に設けたのに対して、この実施例では外周側に設けた点が異なっている。図3はこの実施例における製造過程を説明するもので、先ず(ト)に示す形状の素形材を、七三黄銅の焼結合金(焼結密度7.3g/cm3 )で作製した。
【0015】
この素形材は、実施例1の場合と同じく横孔に代えて各孔の位置から垂直下方に、素形材の端面に開く縦溝12を具えている。そして内周面(軸受面)は製品所定の一様な内径寸法に作られ、またその外周面は、円筒の上半分では製品所定の外径寸法になっているが、下半分、即ち横孔の中心に相当する箇所よりも下の部分はやや太くして、縦溝12を埋める材料分として過不足ない量の、この場合は厚さ約0.5mmの充填代13を付加してある。この充填代13は、(ト)の断面図で軸受外周面を下方に延長した仮想線(破線)より外側の部分である。
【0016】
次に、この素形材の姿勢を、縦溝の開口部が上に来る向きに上・下反転する。そしてその姿勢のまま、(チ)に示す金型を用いて塑性加工を施す。即ち焼結体をダイ20,コアロッド21および下パンチ22で形成された金型内に上パンチ23で圧入していくと、外側上部の充填代13の部分はダイ20によって縮径されて塑性変形し、漸次上方や内周側に移動しようとする。然るに焼結体の内周はコアロッド21に,上端面は上パンチ23によって閉塞されているため、充填代の部分の材料は唯一開放されている縦溝12内に塑性流動して縦溝を充填する。充填された溝の部分を、(チ)図には破線のハッチングで示してある。
【0017】
次に、この様にして塑性加工された焼結体を金型から押し出せば(リ)に示す製品が得られる。この製品は内径をコアロッド21に,外径をダイ20によって矯正され、且つ(リ)に示すように、所定の位置に横孔11が形成されている。なお、この製品は実施例1で(ヘ)に示した製品と全く等しい。従って、横孔の形状などについての説明は重複するので省略する。
【0018】
(実施例3) この実施例では、内周の両端部が所定の内径寸法に形成されて回転軸を2点支持し、中間部はその径が両端部よりも大きくて“逃げ部”として機能し、且つ、その中間部の側壁に横孔のある焼結軸受を製造する態様について説明する。この実施例における製造過程は図4の通りで、図中の(ヌ)は、焼結合金で作られた塑性加工前の素形材の形状を示している。
【0019】
この素形材は、横孔に代えて各孔の位置から垂直下方に、素形材の端面に開く縦溝12を具える点は上述の実施例2の場合と同様であり、ただ、軸孔の形状が異なっている。即ちこの実施例では軸孔が段付き形状で、上端の小径部が所定の内径寸法に作られて軸受部として機能する。その下の大径部は、回転軸との間に適切な隙間を保って摺動に対する逃げ,或いは油溜まりとして機能し得るよう、軸受部より若干大きい内径寸法にしてある。素形材の外周は製品所定の外径寸法になっている。
【0020】
図4の(ル)はこの素形材に所要の塑性加工を施す金型の要部断面を示すもので、コアロッド21は製品の軸受部孔径(即ち素形材の小径部孔径)に対応する太さに作られ、ダイ20の型孔は上端面から所要の深さまでは製品の外周に対応する直径で、それより下部は絞られている。この金型内に素形材を上パンチ23で圧入していくと、初めの段階ではダイの型孔は素形材の外周に,コアロッドは素形材上端の小径部に滑合し、コアロッドの下側は遊んでいる。やがて素形材の下端がダイの絞り部に達し、さらに押し込まれると、素形材の下部は縦溝12を下から閉じ乍ら縮径されてゆき、その内周はコアロッド21によって製品所定の内径寸法に仕上げられる。素形材の下降は下パンチ22によって、縦溝12の上端に横孔11が残る位置で停止する。
【0021】
次に、この様にして塑性加工された焼結体を金型から押し出せば(ヲ)に示す製品が得られる。この製品では、所定の位置に横孔11が形成されていることは前記各実施例の場合と同様であるが、内径の中間に“逃げ部”を具えている点が新たな特徴となっている。即ち素形材の内周の大径部は、その下端部は絞り込まれて内周上端の小径部と共に2点支持の軸受部を形成するが、大径部の中間部分は変形せずにそのまま残り、そこが逃げ部となる訳である。因みに、この態様の場合は前2例と異なり縦溝12の周囲の部材が内・外径ともに縮径され、それに伴い溝幅も縮小しやがて閉じるので、前2例のような余分の材料を充填代として用意する必要は特にない。
【0022】
【発明の効果】
以上に詳述した通り、粉末冶金法と塑性加工法を併用するこの発明によれば、筒状でその側壁に横孔の明いた形状の焼結部品を容易に製造することができる。また、その様な部品の用途が軸受である場合は、回転軸を軸受の両端で支持してその中間に逃げ部がある2点支持型で、且つその中間部に横孔がある焼結軸受の製造方法としても有益なものである。
【図面の簡単な説明】
【図1】横孔付きの焼結円筒を製造する、この発明の原理を説明する図面である。
【図2】この発明による製造過程の一態様(実施例1)を説明する図面である。
【図3】この発明による製造過程の、他の態様(実施例2)を説明する図面である。
【図4】この発明による製造過程の、他の態様(実施例3)を説明する図面である。
【図5】この発明による製造過程の、他の態様(実施例3)を説明する図面である。
【符号の説明】
10…中空円筒(軸受), 11…横孔, 12…縦溝, 13…充填代,20…ダイ, 21…コアロッド, 22…下パンチ, 23…上パンチ。
Claims (4)
- 筒状の焼結部品で、その側壁に中心軸に対して横方向に貫通する孔(以下横孔という)のある形状の焼結部品を製造するにあたり、先ず横孔を形成する位置を起点として筒状部品の下端に開口する縦溝と、この溝を埋める材料分を充填代として具える形状の素形材(焼結体)を作製し、次いでこの素形材に塑性加工を施して材料の塑性流動により縦溝を、その上端の横孔形成位置を除いて充填することを特徴とする、横孔付き筒状焼結部品の製造方法。
- 充填代を設ける位置が側壁の横孔形成位置より下で、縦溝に隣接する素形材下部の内周側である、請求項1に記載の横孔付き筒状焼結部品の製造方法。
- 充填代を設ける位置が側壁の横孔形成位置より下で、縦溝に隣接する素形材下部の外周側である、請求項1に記載の横孔付き筒状焼結部品の製造方法。
- 筒状の焼結部品で、その側壁に中心軸に対して横方向に貫通する孔(以下横孔という)のある形状の焼結部品を製造するにあたり、先ず横孔を形成する位置を起点として筒状部品の下端に開口する縦溝を具え、且つ、当該筒状部品の内周(軸孔)が製品所定の内径寸法の小径部とその下部の大径部との段付き形状である素形材(焼結体)を作製し、次いで素形材の下部に塑性加工を施して内・外径を共に縮径させ、縦溝をその上端の横孔形成位置を除いて閉じるとともに軸孔の下端部を製品所定の内径寸法に仕上げることを特徴とする、両端支持型の横孔付き焼結軸受の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000396943A JP3662845B2 (ja) | 2000-12-27 | 2000-12-27 | 横孔付き筒状焼結部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000396943A JP3662845B2 (ja) | 2000-12-27 | 2000-12-27 | 横孔付き筒状焼結部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002194403A JP2002194403A (ja) | 2002-07-10 |
| JP3662845B2 true JP3662845B2 (ja) | 2005-06-22 |
Family
ID=18862150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000396943A Expired - Fee Related JP3662845B2 (ja) | 2000-12-27 | 2000-12-27 | 横孔付き筒状焼結部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3662845B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2528754A1 (en) * | 2003-06-10 | 2004-12-29 | Gkn Sinter Metals, Inc. | Method and apparatus for forming a hole or slot in powder metal components |
| AT520865B1 (de) * | 2018-02-14 | 2021-08-15 | Miba Sinter Austria Gmbh | Verfahren zum Herstellen eines Pleuels |
| CN111318711B (zh) * | 2018-12-17 | 2022-04-22 | 米巴精密零部件(中国)有限公司 | 用于在烧结构件中制造至少一个孔的方法 |
-
2000
- 2000-12-27 JP JP2000396943A patent/JP3662845B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002194403A (ja) | 2002-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8499456B2 (en) | Method for producing a housing for a fluid bearing apparatus | |
| JPH0610286B2 (ja) | カムシャフトの製造方法 | |
| JP3954695B2 (ja) | 動圧型多孔質含油軸受の製造方法 | |
| JP2011131228A (ja) | 中空エンジンバルブの弁傘部の製造方法及び中空エンジンバルブの弁傘部のプレス装置及び中空エンジンバルブ | |
| JP3662845B2 (ja) | 横孔付き筒状焼結部品の製造方法 | |
| US5282688A (en) | Sintered oil impregnated bearing and its manufacturing method | |
| JP4003147B2 (ja) | ロータの製造方法 | |
| EP1179685B1 (en) | Method of manufacturing an oil-impregnated sintered bearing | |
| JP3957868B2 (ja) | 圧粉体の成形方法 | |
| CN108188336B (zh) | 一种发动机活塞连杆精密热加工方法 | |
| JP2762037B2 (ja) | 内径中間空洞状軸受の製造方法 | |
| JP3585693B2 (ja) | 焼結含油軸受 | |
| JP2010031909A (ja) | 焼結軸受およびその製造方法 | |
| US1646371A (en) | Bearing and method of making same | |
| JP3405372B2 (ja) | 組立用カムロブの製造方法 | |
| JP3818626B2 (ja) | 焼結含油軸受の製造方法 | |
| CN110168241A (zh) | 烧结含油轴承及其制造方法 | |
| JP4282084B2 (ja) | 焼結部品の製造方法 | |
| JP2020143783A (ja) | インサート軸受及びその製造方法、インサート軸受に適した焼結軸受、インサート焼結部品及びその製造方法、インサート焼結部品に適した焼結部品 | |
| JP2740743B2 (ja) | 焼結含油軸受の製造方法 | |
| JP2016180496A (ja) | 軸受部材及びその製造方法 | |
| US1748038A (en) | Process of producing bearings | |
| JP3713559B2 (ja) | 内孔中間部拡径軸受の製造方法 | |
| JP4448472B2 (ja) | 複層筒状圧粉体の成形方法 | |
| JP2009148792A (ja) | コンロッドの製造方法及びコンロッド鍛造用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050324 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080401 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090401 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100401 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110401 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |