JP3677036B2 - 連続運動カートン詰めアセンブリ - Google Patents
連続運動カートン詰めアセンブリ Download PDFInfo
- Publication number
- JP3677036B2 JP3677036B2 JP51657693A JP51657693A JP3677036B2 JP 3677036 B2 JP3677036 B2 JP 3677036B2 JP 51657693 A JP51657693 A JP 51657693A JP 51657693 A JP51657693 A JP 51657693A JP 3677036 B2 JP3677036 B2 JP 3677036B2
- Authority
- JP
- Japan
- Prior art keywords
- carton
- article
- group
- assembly
- stuffing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/24—Enclosing bottles in wrappers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/40—Arranging and feeding articles in groups by reciprocating or oscillatory pushers
- B65B35/405—Arranging and feeding articles in groups by reciprocating or oscillatory pushers linked to endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/04—Arranging, assembling, feeding, or orientating the bottles prior to introduction into, or after removal from, containers
- B65B21/06—Forming groups of bottles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container Filling Or Packaging Operations (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Cartons (AREA)
Description
本発明はパッケージ業界のためのカートン詰めアセンブリおよび方法に関する。より詳細には、本発明は物品群を開いた状態のカートンスリーブ内に詰め込むための連続運動カートン詰めアセンブリに関する。
本発明のカートンアセンブリは異なるタイプ、スタイルおよび寸法の物品、すなわち缶およびボトルおよび広範な物品群をパッケージするよう、完全に調節自在になっている。カートン詰めアセンブリはこれら物品のパラメータの変化に合わせるよう、容易に調節自在であり、物品群を高速かつ確実にカートンスリーブへ詰め込むことができる。
過去、選択された物品群をカートンに連続的にパッケージするための種々の装置および方法が提案され、利用されている。
しかし、従来の各装置および方法は特異な態様で物品群のパッケージを行い、特定の機器を利用するものである。例えば、物品群は物品送り流路から連続的に選択されるか、または予め選択した態様で提供され、一部が開くか、部分的に組み立てられたカートン内に落下または挿入され、その後カートンを閉じていた。
この方法とは別に、個々の物品群の周囲でカートンブランクを折り畳み、カートンを製造する方法もあるが、この方法は一般に特定のカートン構造を必要とするだけでなく、カートン折り畳み装置とカートン製造装置とを協働させなければならない。これら従来のカートン詰め装置は、調節能力、出力能力および用途が限られており、それぞれの設計のために、維持が困難であり、コストがかかっていた。
従来のカートン詰めアセンブリとしては、本願出願人に譲渡された「垂直カートン詰めアセンブリおよび方法」を発明の名称とする米国特許第4,802,324号に開示されている、コンベア上を移動中の所定物品群にカートンを載せるようにしたアセンブリがある。
作動時、カートンの走行路の間に折り畳まれたカートンを載せ、カムレール/カムフォロワー構造体により、移動中の所定物品群上に降下させるようになっている。次に、カートンをラップ形状に折り畳んで閉じ、パッケージされた製品の流れを形成する。更に本願出願人に譲渡された米国特許第5,036,644号も、パッケージ用スリーブアセンブリを開示している。このアセンブリは平らなパッケージ用スリーブを所定の物品群上に直接移送し、その後、カートンをラップし、閉じるようになっている。この後者のアセンブリは、カム作動式フライトバー構造体を利用しており、このフライトバー構造体は物品移送コンベアに対してほぼ直角方向に移動し、物品群を選択すると共に次のラッピングおよび閉鎖のため、カートンスリーブ構造体を移送するようになっている。
従来技術では、種々の端部詰め込みパッケージング装置も提案されている。例えば、ランゲン外に付与された米国特許第3,778,959号は、端部詰め込み機を開示しており、この詰め込み機はコンベアに取り付けられた複数の横方向に延び、隔置されたフェンスすなわちフライトを利用し、送りコンテナスリップから諸定数のコンテナを、かき出し、すなわち捕捉するようになっている。フェンスすなわちフライトは、固定横方向ガイドレール構造体と協働し、コンテナを端部詰め込みシッパーパッケージ内に放出するように働く。
更に、カルバート外に付与された米国特許第4,237,673号は、開放端を通してコンテナスリーブに詰め込むための装置を開示している。この装置は、計量バーの走行路に対して鋭角に配置された固定ガイドと共に、複数の横方向の平行に隔置された計量バーを使用する。端部が開放されたスリーブタイプのコンテナが、計量バーの間で搬送され、計量されたパッケージが固定ガイドに沿って移動され、それぞれのパッケージの開放された端部に挿入される。
これら従来例は、カートンの端部に物品群を詰め込む装置を備えているが、これら装置には、自立し、安定にされた最終パッケージ製品を提供するための物品群の制御手段は存在しない。これら装置もパッケージ速度が限られており、種々の物品群配列およびカートンスリーブ寸法でパッケージすることに関して調節を行うことは困難である。ランゲン外に付与された米国特許第4,936,077号は、カートンへの移送中と隣接する製品群の列を互い違いにするよう、スプリング負荷押し込みヘッドと共に押し込み機構を利用することにより、上記米国特許第3,778,959号および第4,237,673号の装置の問題および限界のいくつかを克服したカートン詰め装置を開示している。この装置は、回転角方向に傾斜した放出平面に沿ってカムで作動する隔置された負荷分割ブレードを利用しており、これらブレードの間で押し込み機構が作動する。この装置は配列が変わる物品群を高速でパッケージするのに必要な制御量および調節能力に欠けている。
本発明は、物品の平行な送給流れから所定の物品群を選択すると共に、物品群と平行に、かつ同期して移動しているカートンスリーブの開放端に、物品群を移送する調節自在な連続運動開放詰めアセンブリを提供するものである。
本発明のカートン詰めアセンブリは、物品群移送構造体を含み、これら移送構造体は物品群をカートンの壁の間に密に置き、保持できるように、物品群の個々の列を移動させ、かつ確実な力で制御できるようにする。
本発明のカートン詰めアセンブリは、更に、物品流構造体、物品移送構造体およびカートンフライト調節構造体をも提供するものであり、これら構造体は種々の寸法および形状のパッケージ用カートンの開放端に移送するため、種々の物品および物品群を選択し、かつ制御できるよう、アセンブリを容易に調節できるようにしている。
発明の概要
本発明は、少なくとも一つの物品の流れを形成する物品送り手段と、前記物品送り手段と交差しており、所定のパターンの物品群の流れを形成し、移動するための物品群選択手段と、前記物品選択手段と同期し、これと平行に移動し、開放端が前記移動中の物品群に向いたカートンを提供するカートン供給手段と、カートンスリーブの開放端に物品群を進入するようになっている物品群移送手段とを備えた、開放カートンスリーブ内に物品群を詰め込むためのカートン詰めアセンブリを提供するものである。
本発明の目的は、高速で所定の製品群を連続かつ確実にカートン詰めする装置を提供することにある。
本発明の別の目的は、種々のタイプおよび寸法とカートン、製品および製品群に対して使用するよう、完全に調節自在な連続運動カートン詰め機を提供することにある。
本発明の特定の目的は、選択手段に対して傾斜している物品送りソースから、直線状に物品を選択する複数の固定フライトバーを有する物品選択手段を備えたカートン詰め機を提供することにある。
本発明の別の特徴は、作動的により薄い詰め込み寸法を有する、最初に入れ子状に製品群を詰め込むためのカム作動式ステップ状移送ヘッドを含む、横方向に往復動するアームアセンブリを有する物品移送手段を備えたカートン詰め機を提供することにある。
本発明の更に別の目的は、製品群をカートンにガイドするためのカム作動手段を有するカートン詰め機を提供することにある。
本発明の更に別の目的は、改良されたカートンフライト移送調節手段を有するカートン運搬手段を備えたカートン詰め機を提供することにある。
添付図面を参照することにより、下記の説明から本発明の上記およびそれ以外の利点が明らかとなろう。
【図面の簡単な説明】
図1は、本発明の連続運動カートン詰めアセンブリの頂部平面図である。
図2は、カートン詰めアセンブリのカートン供給および運搬機構を示すカートン詰めアセンブリの側面図である。
図3は、カートン詰めアセンブリの詳細な頂部平面図である。
図4は、図3の4−4線にほぼ沿ったカートン詰めアセンブリの詳細側面図である。
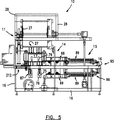
図5は、図4の左側から見たカートン詰めアセンブリの端面図である。
図6は、図3の6−6線にほぼ沿ったカートン詰めアセンブリの断面図である。
図7は、詰め込みアームアセンブリの頂部の図である。
図8は、一部を断面にした詰め込みアームアセンブリの端部部分の底部の図である。
図9は、図7の左側から見た詰め込みアームアセンブリの端面図である。
図10は、詰め込みアームアセンブリの右側から見た図6の詰め込みアームアセンブリの端面図である。
図11は、詰め込みアームアセンブリの頂部の図である。
図12は、図11に示した詰め込みアームアセンブリの側面図である。
図13は、詰め込みアームアセンブリと交差方向詰め込みカムアセンブリとの協働およびそれらの間の相対運動を示す交差方向詰め込み機構の一部の頂部の図である。
図14は、カム詰めアセンブリのカートンフライトラグの長手方向移送調節特徴を示す、図4の右側から見たカートン詰めアセンブリの端面図である。
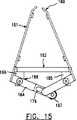
図15は、図4に示すじょうごアセンブリの側面図である。
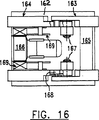
図16は、図15に示すじょうごアセンブリの底部の図である。
図17は、アームアセンブリの詰め込みヘッドの別の実施例の頂部平面図である。
好ましい実施例の説明
本発明の方法および装置は、連続した高速方法でカートンに物品を詰め込むためのものである。図面に示すように、本発明の装置10は、同期し、かつ連動するパッケージ装置と協働する連続高速パッケージ作業にとって、特に有効である。
装置10は簡略化された構造を有し、種々のタイプおよび寸法のカートンに種々のタイプ、寸法および量の物品すなわち製品を、確実、連続かつ高速でパッケージするように、調節自在となっている。例えば装置10は、後でより詳細に説明する調節機能を利用し、共通の6個、12個および24個入りカートンとなるよう、缶入りまたはボトル入り清涼飲料を詰め込むのに利用できる。
更に、例えばカートンに清涼飲料コンテナを詰め込む方法は、コンテナおよびカートンの双方の構造に対する業界の代表的な許容範囲内で迅速かつ確実に実行される。
最後に、装置10から出力される、詰め込みの完了したカートンは、高品質であり、直角度および硬さが最大で均一となっているので、貯蔵性および運搬性が改善できる。本発明の装置は、カートンの大きさに応じて、毎分250〜600個のカートンを高速処理できる。
次に図1および2を参照すると、連続運動カートン詰めアセンブリ10は、一般に少なくとも一つのカートン供給機構11と、カートン運搬機構すなわちコンベア12と、物品供給機構すなわちコンベア13と、物品選択および運搬機構すなわちコンベア14と、製品群移送すなわち交差方向詰め込み機構15とを備える。これら機構は、一体的なフレーム構造体16により支持されるように示されているが、これら機構が正しく整合されれば、本発明の要旨に従う限り、別個の支持構造体を利用することも可能である。
カートン供給機構11は、カートン運搬機構12にカートン17を供給するよう、カートン運搬機構12と並んで、このカートン運搬機構の入力端20に配置されるようになっている。カートン17はその後、装置10の出力端21に直線状に送られる。物品供給機構13も装置10の入力端20に配置されている。
物品群供給機構13の第1部分は、物品運搬機構14の前方にあり、これに空間的に並列に配置されており、第2部分は、物品運搬機構14の所定の第2セグメントと所定角度で合流し、この物品運搬機構14に製品または物品18の流れを供給するようになっている。これら合流し供給する機構13および14は、機構13内の個々の物品18をコンベア14上の所定の製品または物品群とするように、固定されたフライトバー装置により個々の物品18を計量するようになっている。
物品運搬機構14は、カートン運搬機構12と隣接して、平行に配置されている。更にこの物品運搬機構14は、カートン運搬機構12のほぼ開始点から(物品合流のための)第1部分を通って、第2部分まで直線状に延びており、第2部分はカートン運搬機構12の約3分の2の長さの点で終わっている。物品群19は、下流側に離間し、かつ計量された状態で下流側に運搬される。この場合、各群19はカートン運搬機構12上を走行中のカートン17と整合されている。
交差方向詰め込み機構15は、装置10の上流側端部10および下流側端部21に対して直線状に延び、かつ走行する物品運搬機構14の第2部分と隣接し、これと平行に配置されている。交差方向詰め込み機構15は、運搬機構14および12の長手方向軸に対して横方向または直角方向に延び、カートン運搬機構12上を進む整合したカートン17に物品運搬機構14上の製品群19を進入させ、カートン17に製品群19を詰め込む手段を有する。
上記機構12、13、14および15の各々は、エンドレスチェインまたはベルトを備えたコンベアタイプの構造体を有することが好ましく、エンドレスチェインまたはベルトは公知のように、回転自在なドライブおよびアイドラー端部手段の回りに配置され、装置10の入力(上流側)端部20および出力(下流側)端部21に対して長手方向に移動するようになっている。
更に各機構の運動は、例えば共通ドライブまたはギア手段により、互いに同期化されている。これら協働する機構12〜15の同期化された作動は、カートン供給機構11の作動と共に一つの直線状の流路内を進む個々の物品18の流れを選択し、かつ計量して、第2の平行な直線状の流路内を進む所定の群19とさせる連続的な装置および方法が得られ、上記所定の群19は、第3の平行な直線状の流路内を進むカートン17内へその後横方向に詰め込まれる。
図面に示す装置10は、清涼飲料用ボトルまたは缶のカートン詰め作業に利用されるが、他の種々の液体またはガスコンテナまたは固体状物体をパッケージするよう、本発明の範囲内で変形を行うことができる。
また、図面に示すように、基本装置10の構造内に種々の補助処理機構を内蔵することもできる。例えば清涼飲料カートン詰め装置10では、カートン運搬機構12の各側面にフラップタッカー30(その一方は詰め込んだコンテナを入れ子式に収容できる閉じたカートンの後方側面となるように、詰め込み領域の前方に位置させ、他方は開いた糊付けされていない端部フラップを通してカートン17に進入できるよう、詰め込み領域の後方に位置させる)が位置させる。カートン運搬機構12の下方と隣接して糊付け機構32、圧縮機構33および放出機構34を配置し、カートンフラップ固定方法を完了することもできる。かかる機構については、当業者には周知である。装置10に関連して、図示するように、クーポン設置機構31も使用される。
図3〜5を参照すると、カートン供給機構11は、本願出願人が特許権者となっている、米国特許第4,530,686号に開示されているような、ロータリータイプのカートン組み立て装置27であることが好ましい。このカートン組み立て装置27は、フレーム構造体28によりカートン運搬機構12の入力端より上方に支持されており、基本的には、パワーマガジン29から機構12の運搬表面まで平らなカートンブランクを移送すると同時に、各々が少なくとも一つのフラップにより境界が定められた両端の開いた4面形状となるように、ブランクを開ける。
重要なことは、部分的に組み立てられたカートン17は詰め込みのためカートン運搬機構の側面に対して両側が開くように、横向きに置かれることである。
別の実施例では、例えば6個入りカートン詰め作業の間、より高速でカートン17を供給するのに、一対のカートン供給機構を利用することもできる。
物品供給機構13は複数の入力された個々の物品18を装置10に供給する。この機構13は、公知のように、ドライブスプロケット/シャフトアセンブリ41およびアイドラースプロケット/シャフトアセンブリ42の回りに配置されたコンベア40を含んでいる。
このコンベア40は、図示するような複数の個々のトラックまたは通路から構成するか、またはそれとは異なり、一体的なより広い通路またはベルトから構成できる。コンベア40の上部の前進走行部上で運搬される物品18は、レーンセパレータ43により複数のシングルファイルパスに分離される。各レーンセパレータ43は、コンベア40上に吊り下げられたコンベア40上の一つ以上のコンテナ18の流れをガイドするのに十分な高さの直立壁として示されている。このレーンセパレータ43は、物品運搬機構14に対して傾斜した製品運搬レーンを形成している。
機構14の長手方向軸に対する約25度のアプローチ角は、本装置の実施例では最良の結果を与えることが判っている。コンベア40は、物品運搬コンベア14にわずかに離間しているので、この間で製品の移動が可能である。これとは異なり、デッドプレートを利用することも可能である。
各レーンセパレータ43は機構14の運搬通路の幅の約3分の1に等しい距離だけ、物品運搬機構14の通路内に延びるような、所定長さのターミナル部分44を有している。各ターミナル部分44は、物品運搬機構14の長手方向に運搬されるフライト構造体52(以下、更に説明する)が、傾斜した運搬レーンを通過できるように製造されている。フライト構造体52がレーンセパレータの端部部分44に係合し、これを通過する際、レーン内にある物品18と係合する。
フライトバー52、レーン端部44およびコンベア40および14によって加えられる力の組み合わせは、個々の物品18を、物品群運搬機構14上で完全に合流された物品群19となるようにし、計量するように働く。この結果生じる製品群19大きさ、配列および周辺の寸法は、送りレーン13の数、製品18の寸法およびフライトバー52の形状および間隔によって決まる。
例えば本実施例では、その結果生じる製品群19が各列4つの物品から成る3つの列となっている12個の物品から選択されるように、製品当たり4つのレーンがアクティブとなり、フライトバー52が離間される。一対のレーンは閉鎖手段(図示せず)によってブロックされる。レーンセパレータ43およびフライトバー52は、製品群のパラメータを完全に変えることができるように調節自在である。
物品供給機構13は、相補的な外部装置、例えば付加的送りコンベアに嵌合するよう、その送り端部13で終了している。これとは異なり、送りコンベアを装置10と一体的にすることもできる。
更に本実施例では、最初は装置10の他の要素と直線状に延び、その後、物品運搬機構14に対して傾斜した送りレーンを利用するが、例えば全体が傾斜した送りコンベアを設けることも可能である。最後に、現在の送り高さと、その高さよりも上の付加的高さの双方を備えた2段送りを利用することも、本発明の範囲内にある。かかる構造は製品群を積み重ねるものである。本装置の他の要素は、重ねられた製品群を取り扱い、運搬し、適当なカートンに詰め込むように変形しうる。
物品運搬機構14は、上記の物品供給機構13から物品群19を選択すると共に、これらを、装置10全体に対して直線状に下流側へ運搬する。物品群19の下流側への運搬は、カートン17への詰め込みを行うよう、下記のようにカートン運搬機構12および交差方向詰め込み機構15と同期されている。図6も参照すると分かるように、物品運搬機構14は、コンベアと、コンベアに固定され、この上で長手方向に運搬される複数のフライトバー52と、フライトバー52の間にてコンベアに配置された少なくとも一つのスライドプレート53を備えている。
コンベアは、所定の速度で走行し、ドライブスプロケット/シャフトアセンブリ55と、アイドラースプロケット/シャフトアセンブリ56と、一対の並列なエンドレスコンベアチェイン64とを含み、これらコンベアチェインはスプロケット/シャフトアセンブリ55および56に接続されると共に、この回りを回転し、長手方向に延びる前進走行部すなわち上部走行部68と、復帰走行部すなわち底部走行部69とを形成している。
アイドラーアセンブリ56は、物品供給機構13と物品運搬機構14とが合流する領域の直前に配置されており、コンベアの開始点をマークしている。ドライブスプロケット/シャフトアセンブリ55は、交差方向詰め込み機構15の端部と隣接し、コンベアの端部をマークしている。コンベアチェイン64の各々は、頂部および底部の長手方向に延びるチェインガイド66に支持されており、このガイドは次に直立コンベアサポート67を介して主要フレーム16に接続されている。フライトバー52の各々は頂部部材57と、底部部材58を含み、これら部材は、スペーサブロック59によって互いに接続されている。頂部部材57および底部部材58は、水平の配置され、互いに平行で、スペーサブロック59により互いに空間的に離間した平らなプレート構造体であることが好ましい。
頂部部材57および底部部材58のは、傾斜した前方端60および平らな後方端61を更に有する。前方端60は、フライトバー構造全体に対して前縁62から後縁63まで内側に傾斜し、フライトバー52が物品送りレーンに位置する個々の物品18を選択し、かつ、これらをわずかに離間した最も近い上流側物品18から選択できるようになっている。
各フライトバー52の間には少なくとも一つのスライドプレート53が配置され、このプレートはフライトチェイン64に接続されている。底部部材58を介してのフライトバー52およびスライドプレート53の双方は、接続ブラケットおよびボルト65によってフライトチェインに接続されている。スライドプレート53は低摩擦の頂部表面を備えた、薄く平らな構造体であり、この頂部表面は、物品群19を支持すると共に、この上での摺動運動を可能にしている。
フライトバー52の高さ(すなわち頂部部材57と底部部材58の分離距離)は、コンテナの大きさと形状によって決まる。例えば長いボトルの適性な選択および運搬を行うには、短い缶よりも長いフライトバー52の長さを必要とする。更に、その上にラベル等を貼りつけることは、適当なフライトバー52の高さを決定する上で重要なファクターである。
頂部部材57および底部部材58の幅は、形成される製品群19の所望の寸法によって決まる。例えばより大きい、すなわち幅の広い群を選択するには、薄いフライトバー52が必要となる。変更可能なフライトバーを用いるか、または新しいフライトバーと置換するかのいずれかにより、種々のコンテナおよび物品群パラメータに適合するように、フライトバー52の高さおよび幅は完全に調節自在とすることは、本発明の範囲内である。
更に、一体的フライトバー構造体を、図示するような2層型構造体と置換することもできる。
カートン運搬機構12は、上記のようなカートン供給機構11からカートン17を受け、これらカートンを装置10の全体に対して直線状に下流側に運搬する。カートン17の下流側への運搬はカートン17への詰め込みを行うよう、下記に示すように、物品運搬機構14および交差方向詰め込み機構15と同期されている。重要なことは、カートン運搬コンベア12は、異なるタイプおよび寸法のカートン17に適合するように調節自在となっていることである。
特に、図3、4、6および14を参照すると分かるように、カートン運搬機構12はフライトチェイン77に接続された複数のフライトラグ75および76を含み、フライトチェイン77はドライブ端82およびアイドラー端83に接続され、この回りを回転するようになっている。カートン17ごとのラグ17および76の数は変えることができる。
図6は、3つのラグ75および76を有する例を示し、図6は、3つのラグ75および76を有する実施例を示している。他の図は、カートン17当たり4つのラグ(2つは前方、2つは後方)を有する例を示す。
前方ラグ73は、制御および安定化のためカートン17の前方に位置し、後方ラグ76は、コンベア機構12上でカートンを前方に押圧している。これらラグ75および76はラグベース78を介してフライトチェイン77に取り付けられている。フライトチェイン77は、チェインガイド79によりコンベア12の頂部走行部すなわち前進走行部84および底部走行部すなわち復帰走行部85で支持されている。チェインガイド79はガイド支持体81により主フレーム16に接続されている。
コンベア12の底部走行部85に沿って、細長い、長手方向に延びる復帰ガイド86が位置しており、このガイドは、高速作動中の復帰を安定化するよう、各ラグ75および76内のノッチ87と嵌合している。
更に、各フライトチェイン77と物品運搬コンベア14のスライドプレート53の水平平面の高さとの間に、長手方向をなすスライドレール80が配置されている。このスライドレール80は、低摩擦の頂部表面を備えた、薄く、細長い、金属製のレールであることが好ましく、この頂部表面は、コンベア12上に各カートン17の底部を支持する。平行に並置されたチェイン77上のラグ75と76との幅方向、すなわち横方向の間隔は、当業者に知られているように、横方向ラグ調節機構212により可変である。
ラグフェーズとしても知られているラグ75と76との間の、直線状の、すなわち長手方向の間隔は、後に詳細に説明するような、コンベア12のドライブ端82に設けたラグフェーズ調節手段により調節自在である。更に、ラグフェーズ調節は従来のフェーズ可変器を使用することなく、更にそれに付随する欠点を生じることなく、達成できる。
移送、すなわち交差詰め込み機構15は、物品送りコンベア14上を進んでいる物品群19をカートン送りコンベア12上で進む整合したカートン17とするように、上記装置10の要素と同期している。
再度図6を参照すると、交差詰め込み機構15は、基本的には、複数の詰め込みアームアセンブリ89と、フライトチェインおよびガイドチューブアセンブリ91(これには詰め込みアームアセンブリ89が所定の間隔で取り付けられ、これに長手方向運動成分を与えるようになっている)と詰め込みアームアセンブリ89に所定の横方向の運動成分を与える制御カムアセンブリ90とを備えている。
フライトチェイン−ガイドチューブアセンブリ91は、前進走行部すなわち頂部走行部95と、復帰走行部すなわち底部走行部96を有する。このアセンブリ91は、ドライブおよびアイドラースプロケット/シャフトアセンブリ93および94と、一対の空間的に平行なフライトチェイン102および107を含み、これらチェインはスプロケット/シャフトアセンブリ93および94に接続され、これらの回りを回転する。
アイドラースプロケット/シャフトアセンブリ94は、製品群19が完全に合流する物品運搬コンベア14の領域と隣接して、その直前に配置されており、フライトチェインアセンブリ91の開始点をマークする。ドライブスプロケット/シャフトアセンブリ93は、物品運搬コンベアドライブアセンブリ55と隣接し、その下流側に配置され、フライトチェイン102および103はスプロケット/シャフトアセンブリ93により駆動される。フライトチェイン102および103は、垂直支持部材92を介してフレーム16にリンクされたチェインガイド104および105により、頂部走行部95および底部走行部96上で直線状となるに保持されている。
細長いガイドチューブ106の対は、フライトチェイン102および103に沿って所定間隔で配置されており、各ガイドチューブ106は、一端が外側フライトチェイン103に直接接続され、他端が内側フライトチェイン102に接続されている。そのため、これらガイドチューブは装置10の軸線および交差方向詰め込み装置15の下流側すなわち前進走行部に対して横方向に配列されている。
ガイドチューブ106は、詰め込みアームアセンブリ89のスライド可能な支持体となる摩擦の少ない外側表面を有している。わずかに離間したチューブ106の対は、アームアセンブリ89の横方向の運動の安定性を増している。支持体110を介してフレーム16にリンクされている長手方向を向くガイドレール109内で走行しているガイドブロック107(このブロックは、取り付けネジによりガイドチューブ106の内側端に接続されている)により、更に安定性が増している。
横方向に移動するアームアセンブリ89をガイドするように、各ガイドブロック107の頂部に、横方向リテーナー108が取り付けられている。チューブ106の連続する組(対)の間の間隔は、アームアセンブリ89がフライトバー52の間からカートン17内に製品群19を押すように整合状態となるよう、カートン運搬コンベア14のフライトバー52と、カートン運搬コンベア12のフライトラグ75のフライトバー52との間の間隔に対応している。
詰め込みアームアセンブリ89が、ガイドチューブ106に移動自在に取り付けられている。アームアセンブリ89は、交差方向詰め込み装置15により長手方向下流側に搬送されるが、その間同時に、下記のカム機構90の制御により横方向に往復動する。
図6〜11に示すように、各詰め込みアームアセンブリ89は、基本的には細長い直線状のベースプレート116と、このベースプレート116の一端に位置するステップ状詰め込みヘッド117と、ベースプレート116のほぼ端部に位置させたステップ状のヘッド117を附勢するための枢動手段115と、この枢動手段115をステップ状ヘッド117に接続する細長い接続バー121とを備えている。
ベースプレート116は水平方向に配列された剛性の平らな細長い構造体を有している。アームアセンブリ89の剛性および強度を増すように、直角方向に配列されたベースプレート116の頂部表面に、剛性強化バー122が接続されている。剛性バー122には、その強度を保持しながら重量を減らすように、複数のボアを設けることが好ましい。
ベースプレート116の内側に配列された端部は、フライトチェイン−ガイドチューブアセンブリ91のガイドブロック107の横方向リテーナー108により摺動自在に支持されている。ベースプレート116の底部の作動端115には、第1すなわち外側ブッシングブロック123が接続されている。この第1ブッシングブロック123は、ブッシングを含む一対の孔を有し、ガイドチューブ106がこの孔を摺動自在に貫通している。
同様に、ベースプレート116には第2すなわち内側ブッシングブロック124が接続されており、このブロックは第1ブッシングブロック123からわずかに離れてガイドチューブ106に接するようになっている。これらブッシングブロック123および124は、スプレッダバー125により接続されており、このバーはガイドチューブ106の間の空間に配列されている。
スプレッダバー125の底部には回転可能なカムフォロワー126が接続されており、長手方向に走行するカムフォロワー126は、スプレッダバー125の底部に接続されている。長手方向に走行するカムフォロワー126は、カムガイドアセンブリ90と協働し、上記アームアセンブリ89の部品をガイドブロック107の横方向リテーナー108を介してガイドチューブ106上で横方向に往復動させる。
詰め込みヘッド117は一つ以上の固定面部材118と、一つ以上の伸長可能な面部材119を有する。固定面部材118はバッキングプレート135に接続され、伸長可能な部材119はバッキングプレート135内の孔138を貫通し、垂直支持体136によって横方向に支持されている後方部分すなわちテール部分を有する。このテール部分は接続ロッド137を介して接続バー121に枢着されている。
図3も参照すると、各面部材118および119は、物品群19の一端に接触するよう位置し、かつ露出している個々のコンテナ、すなわち物品18に接触する。物品は列状に配列されているので、アームアセンブリ89が前方に移動する際、面部材118および119は部材運搬コンベア14から前方の物品列をカートン17内に押し込む。更に面部材118および119は、隣接する物品18の列も互い違いになり、すなわち直線状に並ばないようにステップ状または違い違いになるように示されている。このような構造では、隣接する列内の円筒状のコンテナは整合された時よりも互いに接近する。従って、入れ子式に収容された製品群19の幅は、直線状に並んだ群19の幅よりも狭い。製品群の進行の信頼性および速度を改善するため、カートン詰め込み中はこのような縮小された製品群19の幅を利用している。詰め込みの後にこのような入れ子式に収容された製品群の形状が下記のように変更され、フルに詰め込まれ、直角となったカートン17の無駄な空間は最小とされる。正常なカートンおよび清涼飲料水用コンテナの製造許容範囲に対しては、ステップ状の作動可能な詰め込みヘッド117によって得られる差動製品群の製造が特に有益である。また、直立し、フルに詰め込まれた直角のカートンは物品のずれおよび破損を最小としたまま、貯蔵および取り扱いを改善するよう、より安定している。これは特にガラス製の清涼飲料水用コンテナで好ましい。
更に、図3を参照すると、各アームアセンブリ89のアプローチの頂点位置には、伸長可能な面部材119が固定面部材118に対する格納位置から伸長位置(ここでは固定面部材118とほぼ面一となる)まで移動するようになっている。このような移動は、製品群19がカートン17内に完全に挿入される位置で生じる。製品群列を互いに整合させているのは、このような伸長動作であり、この結果製品群19は正常となる。
伸長可能な面部材119は、作動端115および接続バー121を介し、カムアセンブリ90によって制御される。カムアセンブリ90は同時に全アームアセンブリ89の横方向の往復動を制御する。
アームアセンブリ89の作動端115には、枢動アーム120が配置されている。重要なことは、この枢動アーム120はカムアセンブリ90と協働して(接続バー121を介して)詰め込みヘッド117を作動させることである。枢動アーム120は円筒形垂直部材127とバー状の水平部材128を有し、この水平部材は第1端が垂直部材127の頂部に接続されると共に、この部材に対して直角に配列されている。水平部材128の他端すなわち第2端が枢着点131を介して第2ブッシングブロック124に枢着されている。接続バー121の第1端部の近くが水平部材128の頂部に枢着されている。図7に最良に示すように、水平部材128はベースプレート強化材122内のスロット状の孔132(図10に示す)を貫通し、その内部で移動自在になっている。垂直部材127の底端部には回転自在なカムフォロワー129が配置されている。長手方向に移動するカムフォロワー129はカムアセンブリ90と協働し、枢動アーム120を点131を中心に枢動させ、よってアームアセンブリ89の長手方向軸線に対して接続バー121を移動させる。これにより詰め込みヘッド117の伸長可能な面部材119が作動する。
詰め込みヘッド117の構造は、種々の製品群19の構造に適合するように、可変である。本実施例では、ヘッド117は3×4すなわち12個入りパック構造に対して用いられるように構成されているが、ヘッド17は積み重ねられた2×6すなわち12個入りパック、6個入りパック、24個入りパックおよび種々のその他の製品群配列をカートン詰めできるよう変更できる。
このヘッド117の本質的な特徴は、コンテナ列を最初に詰め込みのため互い違いにできるよう、端部のコンテナに接触する面部材が、固定タイプの部材118と伸長可能なタイプの部材119とを交互にさせることにある。ヘッド117の変更は、面部材およびそれらのバッキングプレート135上の設置の形状を変えることにより行われる。
更に、ヘッド117の形状は、種々のコンテナの寸法、タイプおよび形状に合うように調節してもよい。更に、詰め込みヘッド117は図17に示すように二股にし、ウェッジ状の分割じょうごアセンブリ213と協働してフライト52により選択される予めグループ化されたパターンを更に分けるようにしてもよい。このようなヘッド117の形状を利用すると、装置10は従来のシステムの速度よりも約2倍のカートン詰め速度が得られる能力を有する。このようなツインヘッド式の例でカム動作式ステップ状面を設けるように、交差方向詰め込み装置15の他の部品についても変形が可能である。
詰め込み装置制御カムアセンブリ90は、全アームアセンブリ89とアームアセンブリの詰め込みヘッド117の伸長可能な面部材119の双方の横方向の往復動を制御する。
図3および13を参照すると、詰め込み装置制御カムアセンブリ90は交差方向詰め込み機構15全体に対してほぼ長手方向に配置されており、回転アームアセンブリ89に対応する頂部走行部すなわち前進走行部142および底部走行部すなわち復帰走行部143を有する。頂部走行部142は基本的には、内側に傾斜したアプローチセグメント144と、アプローチセグメント144の頂点に位置し方向を変えるアクティブセグメント145と、外側に傾斜したドエルセグメント146とを備えている。
アプローチセグメント144では、第1すなわちアームカムフォロワー126は、装置10に対して内側に押圧され、製品群19がカートン17に詰め込まれるまで、各アームアセンブリ89を製品群19に係合させながら移動させるように駆動する。この点で、カムフォロワー126はカムアセンブリ90の頂点位置に位置している。
図13に最良に示すように、第2すなわち伸長可能な部材カムフォロワー129は、アプローチセグメント144内で内側にもガイドされているが、第1カムフォロワー125と直線状に整合され、これと共に移動するので、これら2つの要素126と129との間には相対的な運動は生じない。
これと対照的に、各アームアセンブリ89がカムアセンブリ90の頂点145に達する際、第1カムフォロワー126は第2カムフォロワー129との直線状の整合状態からはずれるよう移動する。第2カムフォロワー129は、アームアセンブリ89を横方向には移動せず、その代わり、長手方向のみに推進される。しかし、空間的に後方の第2カムフォロワーは内側に傾斜したカムセグメント144のために、横方向の運動を続け、従って枢動アーム120を点131の回りに枢動させ、伸長可能な部材119を作動させる。
外側に傾斜したドウェルセグメント146では、枢動アーム120は完全に枢動するので、この結果伸長可能な部材119が完全に伸長する。このセグメント146にわたって、走行中カムローラー126および129は再度直線状に整合し、従って更なる相対運動は生じない。各アームアセンブリ89はカムローラー126の外側への運動により後退される。カムアセンブリ90の復帰走行部143では、アームアセンブリ89は前進走行部142まで長手方向に復帰され、横方向の運動は行わない。更に枢動アーム120は、復帰走行部143でアプローチセグメント144内の位置にリセットされる。
更に図13を参照すると、カムアセンブリ90の前進走行部142は、頂部走行部142の全長に沿って延びる連続内側レール147と、アプローチセグメント144の長さに沿って延び第2カムフォロワー129の径に等しい距離だけ内側レール147から離間する外側レール148を備える。第2フォロワー129はアームアセンブリ89に対する横方向の内側運動を行うように、内側レール17と外側レール148との間のカムパス路内に配置されている。
外側レールは、第1端が枢着点149に接続され、他端が解放機構(図示せず)例えば圧力解放シリンダおよびピストンに接続されるのがよい。この解放機構は、例えばアームアセンブリ89の停止により外側レール148に過度の力が加わると、解放機構が作動して外側レール148を解放し、レールが点149を中心に枢動するように、検出機構、例えばフォトアイまたは容量性近接センサーによって制御される。
図4、15および16を参照すると、物品運搬コンベア14とカートン運搬コンベア12との間には、製品群19のカートン17への進入を容易とするように、じょうごアセンブリ157が配置されている。このじょうごアセンブリ157は、基本的には装置10の他の要素に対応して所定間隔で長手方向に配列された回転フライトチェイン159に固定された複数のじょうご158を備えている。フライトチェイン159はじょうご158の作動を制御する作動カム表面170、停止カム表面171および解放カム表面172を含むベースによって支持されている。
チェイン159は、ドライブスプロケット/シャフト174およびアイドラースプロケット/シャフト175を中心に回転し、特にチェインガイド173によって支持されている。各じょうご158はベース152と第1ガイド160および第2ガイド161と、一対の第1アーム163と、一対の第2アーム164と、第1ブロック165および第2ブロック166を備えている。ベース162は低摩擦の頂部表面を備えた平らなプレートであり、この表面を横断して移動する製品群19の摺動支持体となっている。ベース162は、コンベア12と14との間のギャップを架橋するのに十分広く、かつ製品群19の幅に適合するよう十分長くなければならない。
ガイド160および161は、ベース162の長手方向の第1端部および第1端部に枢着された平らなプレートとなっている。ガイド160および161は、コンテナ18の高さに応じて決まる高さを有する。
第1アーム163および第2アーム164はそれぞれの第1ガイド160および第2ガイド161の底部に接続されており、これより直角に延びている。第1アーム163は更に、第1端がベース162の底部に配置された第1ブロック165に枢着されており、第2アーム164も第2端部がベース162の底部に配置された第2ブロック166に接続されている。
第1アーム163の両端にはロッド168があり、これらロッド168は第2アーム164の両端近くのスロット176に枢動自在に嵌合している。第2アーム164の各端部にはカムフォロワー167が配置されており、このような構造によりカム制御によって、ガイド160および161を枢動させるようになっている。
ガイド160および161が内側に傾斜するか、閉じるように、スプリング169が通常アーム163および164を下方に押圧している。このような閉じた状態では、ガイド160および161は、カートンの側端フラップ(ダストフラップ)間を摺動し、これがフライトチェイン159によって上方に運搬されると、作動可能な配列となるように位置している。
その後、アクティブなカム表面170がカムフォロワー169を上方に押圧し、これによりガイド160および161は垂直位置すなわち開放位置まで枢動される。このような配列では、カートンのフラップはわきに保持されており、製品群19はカートン17内にガイドされる。
この実施例では、このような特殊なカム作動式じょうごアセンブリ157を使用しているが、本発明の範囲内では、特定のカートン詰め用途に応じて別のじょうごアセンブリ態様を利用したり、またはじょうごアセンブリの変わりにデッドプレート構造体を用いてることもある。
図14を参照すると、カートン運搬コンベア12のドライブ端82は、主に装置内でカートン17を長手方向下流側に運ぶよう機能し、更に前方フライトラグ75と、後方フライトラグ76の間の長手方向分離距離すなわちフェーズを調節するための手段を提供している。このフェーズ調節は、装置10を種々のカートン形状に対して使用できるようにすることが好ましい。
ドライブ端82の部品は、主として第1すなわち頂部ドライブシャフト179と、第2すなわち底部ドライブシャフト180と、ギアボックス181と、第1すなわちヘッドシャフト179に取り付けられた複数のヘッドスプロケット182〜185を含んでいる。
フライトチェイン77に取り付けられたフライトラグ75および76は、それぞれのヘッドスプロケット182〜185の回転により、長手方向に移動させれれる。フライトラグ75および76は、ラグベース78を介してフライトチェイン77にリンクされている。スライドレール80は、カートン17の底部を支持するように、フライトチェイン77の間に配置されている。
第2ドライブシャフト180のすぐ上で、かつ平行なメインフレーム16に第1シャフトすなわちヘッドシャフト179が接続されている。フレーム16には第2ドライブシャフト180も接続されている。この第2ドライブシャフトは、主モータ(図示せず)に伝達可能に接続されたギアボックス181にも接続されている。
第2ドライブシャフト180からの回転力はドライブスプロケット199および196に接続されたドライブチェイン202を介して第1ドライブシャフト179に伝達される。ドライブスプロケット199は、テーパロックブッシング200を介して第2ドライブシャフト180に結合されている。ドライブスプロケット196は、クランププレート197およびドライブハブ198を介して第1ドライブシャフト179に解放自在に結合されている。チェイン202の張力はテイクアップ手段201により調節自在である。
前方ラグヘッドスプロケット182および183だけが、第1ドライブシャフト179に直接リンクされ、これらによって回転されるようになっている。後方ラグテールスプロケット184および185は、第1ドライブシャフト179を中心に、単に回転自在であり、その回転により駆動されるようにはなっていない。
第1前方ラグヘッドスプロケット182は、クランププレート193および固定ハブを介して、第1ドライブシャフト179に結合されている。第2前方ラグヘッドスプロケット183は、分割されドライブハブ191に結合されている。このような構造により、前方ラグスプロケット183およびそれに連動する要素を除き、図6に示すように、6個入りパックのカートン詰めを行うように、装置を改造できる。
第1後方ラグヘッドスプロケット184は、クランププレート188およびブッシング189を介して第1ドライブシャフト179を中心に回転できるようになっている。ドライブスプロケット186は、第2ドライブシャフト180からの回転力を伝達するためのドライブチェイン205に接するように位置させている。このドライブチェイン205はドライブスプロケット203を介して第2ドライブシャフト180に結合されており、ドライブスプロケット203は、クランプハブ204を介してシャフト180に取り付けられている。ドライブチェイン205の張力は、テイクアップ手段206により調節自在である。
第2後方ラグヘッドスプロケット185は、スプライン付きハブ190、ドライブハブ191およびスプライン付き調節ハブ192により、第1ドライブシャフト179を中心に回転できるようになっている。ドライブスプロケット187は、第2ドライブシャフト180からの回転力を伝達するためのドライブチェイン209に接している。
ドライブシャフト180にはドライブスプロケット207を介してドライブチェイン209が結合されており、ドライブスプロケット207は、スプライン付きハブ208を介してシャフト180に取り付けられている。チェインの張力調節はテイクアップ手段210によって行われる。
通常の運搬モードでは第2ドライブシャフト180からの回転力は、第1ドライブシャフト179への直接接続手段を介して、前方ラグ運搬部品の双方、更に上記スプロケットおよびドライブチェイン構造体により、第1ドライブシャフト179を中心に自由に回転している後方ラグ運搬部品に伝達される。この構造体は、対応する寸法を有しているので、後方運搬部品および後方運搬部品の回転速度は、一定の長手方向のフェーズが保持されるように同期化されている。ラグフェーズはまず最初に、第1ドライブシャフト179と、第2ドライブシャフト180をはずし、その後、第1ドライブシャフト179を回転させて、前方ラグ75を前進させることによって変えられる。
後方ラグ76は、第1ドライブシャフト79に対して自由に回転するので、このラグは、かかる回転中は静止したままである。ボルト213をドライブスプロケット196に対して、第1ドライブシャフト179をフリーとすることにより、第2ドライブシャフト180をはずす。第1ドライブシャフト179の回転は、六角形端部211により行われ、この端部は技術者が容易にアクセスできる装置10の領域にて、レンチ等と嵌合できるように露出している。
この機構により、装置を6個入りパック処理から24個入りパック処理へ、迅速かつ容易に改造できるように、中心装置のカートン間隔を、例えば15.2cm(6インチ)から30.5cm(12インチ)へ調節できるようになっている。
本発明の実施例では、多くの変更が可能であり、上記説明および添付図面は、単に説明のためのものであり、制限的なものではないと解されるべきである。
Claims (2)
- 開放されたカートンスリーブに物品群を詰 め込むためのカートン詰めアセンブリにおいて、
(a)物品の少なくとも一つの流れを形成する物品送り 手段と、
(b)所定パターンの物品群の長手方向の流れを形成 し、移動させるための、前記物品送り手段と交差した物 品選択手段と、
(c)開放された端部が前記移動中の物品群に向いたカ ートンを形成するよう、前記物品選択手段と同期し、平 行に移動する、カートン形成手段と、
(d)カートンスリーブの開放された端部内に物品群を 進入させるようになっている物品群移送手段とを備え、 前記物品群移送手段は前記カートン形成手段と平行に同 期して移動するガイド支持手段と、横方向に移動自在な 可動押し込み機構と、走行路中の所定位置に前記押し込 み機構を移動させる作動手段とを備え、前記作動手段は カムトラック/カムフォロワーアセンブリを備え、前記 押し込み機構は前記走行路に対して所定回数作動可能な カム可動ヘッド部材と、前記可動ヘッド部材に接続さ れ、前記カムトラック/カムフォロワーアセンブリによ り作動されるカムフォロワーを有する枢着自在な部材を 含み、前記ヘッド部材は、カムにより作動される伸長可 能な面部分を有するカートン詰めアセンブリ。 - 開放されたカートンスリーブに物品群を詰 め込むためのカートン詰めアセンブリにおいて、
(a)物品の少なくとも一つの長手方向の流れを形成す る物品送り手段と、
(b)所定パターンの物品群の長手方向の流れを形成 し、移動させるための、前記物品送り手段と交差した物 品選択手段と、
(c)開放された端部が前記移動中の物品群に向いたカ ートンを形成するよう、前記物品選択手段と同期し、平 行に長手方向に移動するカートン形成手段と、
(d)カートンスリーブの開放された端部内に物品群を 進入させるようになっている物品群移送手段と、
(e)前記カートン形成手段と、前記物品群移動手段と の間で移動自在であり、カム作動可能な対向する直角方 向に配置されたプレート部材を有する物品じょうご手段 とを備え、前記物品じょうご手段はカートン内へ前記物 品群をガイドすると共に、前記物品群移送手段が作動自 在な際のカートンフラップ位置を制御するようになって いるカートン詰めアセンブリ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US856,450 | 1992-03-24 | ||
| US07/856,450 US5241806A (en) | 1992-03-24 | 1992-03-24 | Continuous motion cartoner assembly |
| PCT/US1993/001975 WO1993018971A1 (en) | 1992-03-24 | 1993-03-02 | Continuous motion cartoner assembly |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH07507753A JPH07507753A (ja) | 1995-08-31 |
| JP3677036B2 true JP3677036B2 (ja) | 2005-07-27 |
Family
ID=25323663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP51657693A Expired - Fee Related JP3677036B2 (ja) | 1992-03-24 | 1993-03-02 | 連続運動カートン詰めアセンブリ |
Country Status (19)
| Country | Link |
|---|---|
| US (3) | US5241806A (ja) |
| EP (1) | EP0631555B1 (ja) |
| JP (1) | JP3677036B2 (ja) |
| KR (1) | KR950700845A (ja) |
| AR (1) | AR247362A1 (ja) |
| AT (1) | ATE161496T1 (ja) |
| AU (2) | AU676830B2 (ja) |
| BR (1) | BR9306135A (ja) |
| CA (1) | CA2126078C (ja) |
| DE (1) | DE69315987T2 (ja) |
| ES (1) | ES2110601T3 (ja) |
| FI (1) | FI944292A0 (ja) |
| GR (1) | GR3025833T3 (ja) |
| MX (1) | MX9301639A (ja) |
| MY (1) | MY108971A (ja) |
| NO (1) | NO943108L (ja) |
| NZ (1) | NZ251088A (ja) |
| WO (2) | WO1993018971A1 (ja) |
| ZA (1) | ZA931905B (ja) |
Families Citing this family (74)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5241806A (en) * | 1992-03-24 | 1993-09-07 | Riverwood International Corporation | Continuous motion cartoner assembly |
| US5328021A (en) * | 1993-01-19 | 1994-07-12 | The Mead Corporation | Adjustable flight bars for packaging machine |
| TW221401B (en) * | 1993-03-01 | 1994-03-01 | Riverwood Int Corp | Stacked article cartoning apparatus |
| TW210324B (en) * | 1993-03-25 | 1993-08-01 | Riverwood Int Corp | Stacked article packaging method |
| US5546734A (en) * | 1993-09-02 | 1996-08-20 | Riverhood International Corporation | Packaging machine and method of packaging articles |
| ZA947021B (en) * | 1993-09-17 | 1995-05-02 | Riverwood Int Corp | Method of forming a stacked article group |
| US5360099A (en) * | 1993-11-02 | 1994-11-01 | The Mead Corporation | Adjustable flight bar system |
| US5477655A (en) * | 1994-03-01 | 1995-12-26 | Riverwood International Corporation | Auto-priming cartoner infeed |
| AU2304495A (en) * | 1994-04-15 | 1995-11-10 | Thorsted Maskiner A/S | A method and a system for forming article filled carton packings |
| US5606848A (en) * | 1994-05-04 | 1997-03-04 | Riverwood International Corporation | Cartoner clean out system and method |
| US5638663A (en) * | 1994-05-31 | 1997-06-17 | The Mead Corporation | Overhead can guide |
| US5579895A (en) * | 1994-11-30 | 1996-12-03 | Davis Engineering Llc | Crosspush conveyor for carton loader |
| GB9506541D0 (en) * | 1995-03-30 | 1995-05-17 | Mead Corp | Packaging machine for beverage multi-packs |
| US5937620A (en) * | 1995-03-03 | 1999-08-17 | The Mead Corporation | Packaging machine for multi-packs |
| US5727365A (en) * | 1996-01-16 | 1998-03-17 | Riverwood International Corporation | Apparatus for packaging article groups |
| DE19610594A1 (de) * | 1996-03-18 | 1997-09-25 | Ferdinand Christ | Verfahren und Vorrichtung zum automatischen Bereitstellen von stückgutartigen Waren in, auf oder an einzelne Transporteinrichtungen |
| NZ331652A (en) | 1996-03-26 | 2000-03-27 | Riverwood Int Corp | Apparatus for loading stacked article groups into cartons in a continuous motion cartoner |
| NL1003035C2 (nl) * | 1996-05-06 | 1997-11-07 | Ebm Techniek Bv | Dragerinrichting voor het dragen van een aantal produkten, alsmede systeem voorzien van een dergelijke dragerinrichting. |
| BR9702131A (pt) * | 1996-06-07 | 1999-01-05 | Riverwood Int Corp | Processo e conjunto de mudança automática de cunhas seletoras de uma máquina de embalagem aparelho para a mudança das mesmas e máquina de embalagem tendo conjunto de mudança automática de cunhas seletoras |
| US5687553A (en) * | 1996-06-10 | 1997-11-18 | Riverwood International Corporation | Packaging machine with retractable bed plates |
| US5896728A (en) * | 1997-03-25 | 1999-04-27 | Riverwood International Corp. | Air jet apparatus for re-opening cartons |
| JP3710913B2 (ja) * | 1997-05-19 | 2005-10-26 | 富士写真フイルム株式会社 | 物品の包装システム |
| DE19731509A1 (de) * | 1997-07-22 | 1999-01-28 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von (Gebinde-)Packungen |
| DE19740984A1 (de) * | 1997-09-18 | 1999-03-25 | Kisters Maschinenbau Gmbh | Vorrichtung zur quer zur Transportrichtung erfolgenden Verschiebung von Produktzeilen innerhalb von von einer Abteileinheit auf einer Transportstrecke angeförderten Produktgruppen in Verpackungsmaschinen |
| US5894710A (en) * | 1997-12-04 | 1999-04-20 | Riverwood International Corporation | Package squaring device |
| US5904026A (en) * | 1997-12-12 | 1999-05-18 | Riverwood International Corporation | Adjustable height flight |
| US6213286B1 (en) | 1998-10-20 | 2001-04-10 | The Mead Corporation | Adjustable carton feeder |
| DE19848452A1 (de) * | 1998-10-21 | 2000-04-27 | Iwk Verpackungstechnik Gmbh | Vorrichtung zum Einschieben von Produkten in ein Verpackungsbehältnis |
| US6210281B1 (en) | 1998-10-21 | 2001-04-03 | The Mead Corporation | Phase-adjustment mechanism |
| US6711878B1 (en) | 1999-06-01 | 2004-03-30 | R. A. Jones & Co. Inc. | Cartoner with intermediate transfer |
| US7395915B2 (en) | 1999-10-20 | 2008-07-08 | Mead Westvaco Packaging Systems, Llc | Article transport, meterer and loader |
| US6308502B1 (en) | 1999-12-29 | 2001-10-30 | Riverwood International Corporation | Barrel cam loader arm assembly |
| GB0010968D0 (en) * | 2000-05-05 | 2000-06-28 | Langenpac Nv | Apparatus and a method for collating and cartonning product units |
| DE10027506A1 (de) * | 2000-06-06 | 2001-12-13 | Focke & Co | Verfahren und Vorrichtung zum Bilden und Verpacken von Gruppen einzelner Gegenstände |
| AU2001100627B4 (en) * | 2001-03-26 | 2002-01-10 | Machinery Developments Ltd | Apparatus for loading objects into bags |
| US6725629B2 (en) * | 2001-04-26 | 2004-04-27 | Triangle Package Machinery Company | Horizontal cartoner system and method for the use thereof |
| US6843360B2 (en) * | 2002-03-27 | 2005-01-18 | Douglas Machine, Inc. | Retractable transfer device metering apparatus and methods |
| US7000363B2 (en) * | 2002-05-29 | 2006-02-21 | Kimberly-Clark Worldwide, Inc. | System and process for loading containers with formed product |
| US6837360B2 (en) * | 2002-06-19 | 2005-01-04 | Douglas Machine, Inc. | Retractable transfer device metering and product arranging apparatus and methods |
| US6793064B2 (en) * | 2003-02-12 | 2004-09-21 | Douglas Machine, Inc. | Retractable transfer device metering and product arranging and loading apparatus and methods |
| US7089717B2 (en) * | 2003-05-05 | 2006-08-15 | Langen Packaging Inc. | Tray loader |
| US7073656B2 (en) * | 2004-10-21 | 2006-07-11 | Douglas Machine, Inc. | Method and apparatus for removing holes from nested product patterns |
| US7284359B2 (en) * | 2005-06-16 | 2007-10-23 | Poly-Clip System Corp. | Breech loader |
| WO2007102917A2 (en) * | 2005-12-16 | 2007-09-13 | Meadwestvaco Packaging Systems Llc | Packaging machine with adjustable lanes |
| PL2197761T3 (pl) * | 2007-08-31 | 2015-02-27 | Illinois Tool Works | Elastyczne nosidło |
| EP3053832B1 (en) | 2008-06-19 | 2017-12-06 | Graphic Packaging International, Inc. | Twin layer packaging machine |
| MX2011006867A (es) * | 2008-12-29 | 2011-07-19 | Graphic Packaging Nternational Inc | Maquina empaquetadora con cargabarriles de paso dividido en fase. |
| EP2634099A1 (en) * | 2009-04-09 | 2013-09-04 | Robert Bosch Gmbh | Continuous motion inline feeder |
| US8235201B2 (en) * | 2009-06-24 | 2012-08-07 | Illinois Tool Works Inc. | Flight bar assembly, apparatus and methods for nestable collation of objects |
| US8944240B2 (en) * | 2010-10-29 | 2015-02-03 | R. A. Jones & Co. | Phase and axial adjustable transport drive system |
| US10071828B2 (en) * | 2013-04-17 | 2018-09-11 | Graphic Packaging International, Llc | System and method for packaging of nested products |
| US10421572B2 (en) * | 2013-04-17 | 2019-09-24 | Graphic Packaging International, Llc | System and method for packaging of nested products |
| US9073703B2 (en) | 2013-05-20 | 2015-07-07 | Laitram, L.L.C. | Apparatus and methods for dynamically controlling the spacing of conveyed objects |
| US10358244B2 (en) | 2015-10-26 | 2019-07-23 | Triangle Package Machinery Co. | Rotatable sealing jaw assembly for a form, fill and seal machine |
| CN106586085B (zh) * | 2016-12-02 | 2019-02-15 | 芜湖市泰能电热器具有限公司 | 一种电热铝管自动包装机 |
| CN106697357A (zh) * | 2016-12-02 | 2017-05-24 | 芜湖市泰能电热器具有限公司 | 一种电热铝管装箱用输送装置 |
| CN106586054A (zh) * | 2016-12-19 | 2017-04-26 | 温州佳德包装机械有限公司 | 往复式多工位推料机构 |
| CN107089468A (zh) * | 2017-06-13 | 2017-08-25 | 东莞阿李自动化股份有限公司 | 测试拉带装置 |
| TWI638752B (zh) | 2017-08-11 | 2018-10-21 | 晶碩光學股份有限公司 | 水平式裝盒機自動投片驗片機構 |
| TWI629216B (zh) * | 2017-08-11 | 2018-07-11 | 晶碩光學股份有限公司 | 水平式裝盒機自動驗片機構 |
| CN108502261B (zh) * | 2018-04-26 | 2024-05-28 | 杭州中亚机械股份有限公司 | 一种装箱装置 |
| EP3849909B8 (en) | 2018-09-14 | 2025-06-11 | Graphic Packaging International, LLC | Method and system for arranging articles |
| ES3026232T3 (en) | 2018-10-16 | 2025-06-10 | Graphic Packaging Int Llc | Method and system for conveying articles |
| CN109573199B (zh) * | 2018-10-23 | 2021-03-09 | 武汉智能装备工业技术研究院有限公司 | 一种面向电商智能选箱装包生产流水线的控制方法及系统 |
| CN110834765A (zh) * | 2019-09-20 | 2020-02-25 | 广东信一科技有限公司 | 一种纸盒自动成型填料的包装流水线 |
| CN111717452B (zh) * | 2020-06-22 | 2024-03-15 | 深圳市利嘉自动化设备有限责任公司 | 一种包装设备 |
| US11794934B2 (en) | 2021-04-20 | 2023-10-24 | Bartelt Packaging Llc | Adjustable cartoner infeed bucket and associated cartoner |
| GB202107016D0 (en) | 2021-05-17 | 2021-06-30 | Farag Tawhid | Comb for spacing apart a series of aricles |
| WO2023067469A1 (en) * | 2021-10-19 | 2023-04-27 | Gripple Automation Limited | Boxing machine |
| CN113895687A (zh) * | 2021-10-26 | 2022-01-07 | 广州市万世德智能装备科技有限公司 | 一种牛卡纸全包机 |
| EP4630232A1 (en) | 2022-12-09 | 2025-10-15 | Graphic Packaging International, LLC | End flap engagement assembly for erecting cartons and related systems and methods |
| KR102828358B1 (ko) | 2023-03-14 | 2025-07-02 | (주)진성 테크템 | 파우치 포장된 병의 자동 박스 포장 장치 |
| US20240317508A1 (en) * | 2023-03-22 | 2024-09-26 | Innovation Associates, Inc. | Medication container probe sorting system and apparatus |
| US12595136B2 (en) * | 2023-03-22 | 2026-04-07 | Innovations Associates Inc. | Medication container singulator system and apparatus |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2756553A (en) * | 1951-04-16 | 1956-07-31 | Jl Ferguson Co | Apparatus for handling packages |
| US2972842A (en) * | 1956-10-12 | 1961-02-28 | Eugene B Hitchcock | Can packaging method and machine |
| US3060659A (en) * | 1959-07-30 | 1962-10-30 | St Regis Paper Co | Packaging method and apparatus |
| US3137981A (en) * | 1961-01-16 | 1964-06-23 | Lynch Corp | Multiple magazine for cartoning machine |
| US3269091A (en) * | 1962-09-19 | 1966-08-30 | Bartelt Engineering Co Inc | Cartoning machine |
| CH418956A (de) * | 1962-11-23 | 1966-08-15 | Kirsten Rolf | Maschine zum Kartonieren von Füllgut aller Art |
| US3778959A (en) * | 1972-06-21 | 1973-12-18 | Langen H J & Sons Ltd | End loaders |
| US3879920A (en) * | 1974-01-17 | 1975-04-29 | Langen H J & Sons Ltd | Machine for forming wrap-around shipper packages |
| US3956868A (en) * | 1974-11-06 | 1976-05-18 | Federal Paper Board Company, Inc. | Carton opening, filling and closing apparatus |
| US3990572A (en) * | 1975-12-19 | 1976-11-09 | The Mead Corporation | Packaging machine and method |
| SE403901B (sv) * | 1976-12-07 | 1978-09-11 | Sundpacma Ab | Metod och anordning for att under kontinuerlig rorelse forpacka godsenheter i s k wrap-around-forpackningar |
| US4211054A (en) * | 1978-09-05 | 1980-07-08 | Redington Inc. | Cartoner for elongated articles and components thereof |
| US4237673A (en) * | 1979-03-30 | 1980-12-09 | The Mead Corporation | Machine for loading container sleeves through their open ends |
| US4578927A (en) * | 1982-11-12 | 1986-04-01 | R. A. Jones & Co. Inc. | Pusher head diverter for a carton loader |
| US4509309A (en) * | 1983-08-08 | 1985-04-09 | H. J. Langen & Sons Limited | Load orienting receptacles for carton loading machines |
| US4571236A (en) * | 1983-12-05 | 1986-02-18 | R. A. Jones & Co. Inc. | Carton squaring mechanism |
| GB8601282D0 (en) * | 1986-01-20 | 1986-02-26 | Mead Corp | Packaging machine |
| US4693055A (en) * | 1986-05-09 | 1987-09-15 | Manville Corporation | Method and apparatus for feeding containers to a carrier sleeve |
| US4802324A (en) * | 1988-04-14 | 1989-02-07 | Minnesota Automation, Inc. | Vertical cartoning assembly and method |
| US4887414A (en) * | 1988-09-06 | 1989-12-19 | Manville Corporation | Article separating and loading apparatus |
| US4982551A (en) * | 1989-01-17 | 1991-01-08 | Nigrelli System, Inc. | Universal packer |
| US4936077A (en) * | 1989-05-25 | 1990-06-26 | H. J. Langen & Sons Limited | Carton loading machine |
| US5036644A (en) * | 1989-10-26 | 1991-08-06 | Minnesota Automation, Inc. | Packaging sleever assembly |
| US5052544A (en) * | 1989-12-29 | 1991-10-01 | Apv Douglas Machine Corporation | Tray loading machine |
| US5072573A (en) * | 1990-01-12 | 1991-12-17 | Tisma Machine Corporation | Apparatus with adjustable width trays for automatic packaging machines |
| US5131523A (en) * | 1991-05-06 | 1992-07-21 | Fmc Corporation | Slide transfer |
| US5241806A (en) * | 1992-03-24 | 1993-09-07 | Riverwood International Corporation | Continuous motion cartoner assembly |
-
1992
- 1992-03-24 US US07/856,450 patent/US5241806A/en not_active Expired - Lifetime
-
1993
- 1993-03-02 WO PCT/US1993/001975 patent/WO1993018971A1/en not_active Ceased
- 1993-03-02 CA CA002126078A patent/CA2126078C/en not_active Expired - Lifetime
- 1993-03-02 FI FI944292A patent/FI944292A0/fi not_active Application Discontinuation
- 1993-03-02 EP EP93907222A patent/EP0631555B1/en not_active Expired - Lifetime
- 1993-03-02 AU AU37902/93A patent/AU676830B2/en not_active Expired
- 1993-03-02 JP JP51657693A patent/JP3677036B2/ja not_active Expired - Fee Related
- 1993-03-02 BR BR9306135A patent/BR9306135A/pt not_active IP Right Cessation
- 1993-03-02 AT AT93907222T patent/ATE161496T1/de not_active IP Right Cessation
- 1993-03-02 ES ES93907222T patent/ES2110601T3/es not_active Expired - Lifetime
- 1993-03-02 DE DE69315987T patent/DE69315987T2/de not_active Expired - Lifetime
- 1993-03-02 NZ NZ251088A patent/NZ251088A/en not_active IP Right Cessation
- 1993-03-15 MY MYPI93000454A patent/MY108971A/en unknown
- 1993-03-17 ZA ZA931905A patent/ZA931905B/xx unknown
- 1993-03-23 AR AR93324563A patent/AR247362A1/es active
- 1993-03-24 WO PCT/US1993/002766 patent/WO1993018972A1/en not_active Ceased
- 1993-03-24 MX MX9301639A patent/MX9301639A/es not_active IP Right Cessation
- 1993-03-24 AU AU39337/93A patent/AU3933793A/en not_active Abandoned
- 1993-04-22 US US08/050,595 patent/US5369942A/en not_active Expired - Lifetime
- 1993-05-03 US US08/056,669 patent/US5347796A/en not_active Expired - Lifetime
-
1994
- 1994-08-23 NO NO943108A patent/NO943108L/no unknown
- 1994-09-23 KR KR1019940703322A patent/KR950700845A/ko not_active Abandoned
-
1998
- 1998-01-07 GR GR980400008T patent/GR3025833T3/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO1993018972A1 (en) | 1993-09-30 |
| US5369942A (en) | 1994-12-06 |
| FI944292A7 (fi) | 1994-09-16 |
| BR9306135A (pt) | 1998-06-23 |
| DE69315987D1 (de) | 1998-02-05 |
| EP0631555A1 (en) | 1995-01-04 |
| JPH07507753A (ja) | 1995-08-31 |
| NO943108L (no) | 1994-10-21 |
| FI944292L (fi) | 1994-09-16 |
| US5241806A (en) | 1993-09-07 |
| WO1993018971A1 (en) | 1993-09-30 |
| AU3790293A (en) | 1993-10-21 |
| GR3025833T3 (en) | 1998-04-30 |
| DE69315987T2 (de) | 1998-07-16 |
| AU676830B2 (en) | 1997-03-27 |
| US5347796A (en) | 1994-09-20 |
| NO943108D0 (no) | 1994-08-23 |
| ZA931905B (en) | 1993-10-06 |
| CA2126078A1 (en) | 1993-09-30 |
| AR247362A1 (es) | 1994-12-29 |
| KR950700845A (ko) | 1995-02-20 |
| MY108971A (en) | 1996-11-30 |
| FI944292A0 (fi) | 1994-09-16 |
| CA2126078C (en) | 1998-07-14 |
| EP0631555B1 (en) | 1997-12-29 |
| MX9301639A (es) | 1994-07-29 |
| AU3933793A (en) | 1993-10-21 |
| ATE161496T1 (de) | 1998-01-15 |
| NZ251088A (en) | 1996-03-26 |
| ES2110601T3 (es) | 1998-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3677036B2 (ja) | 連続運動カートン詰めアセンブリ | |
| AU675517B2 (en) | Stacked article cartoning apparatus | |
| KR100444887B1 (ko) | 멀티팩포장장치 | |
| US5692361A (en) | Stacked article packaging method | |
| AU725588B2 (en) | Apparatus for loading stacked article groups into cartons | |
| JP2003518470A (ja) | バレルカムローダーアームアセンブリ | |
| JP3798423B2 (ja) | 積み重ねられた物品グループを形成する方法 | |
| JP3347731B2 (ja) | カートン詰め装置における交差方向詰め込み装置 | |
| AU696341B2 (en) | Stacked article packaging method | |
| NZ280565A (en) | Carton supply means for cartoner machine: two pairs of endless chains with spaced carton flight lugs | |
| MXPA98007663A (en) | Apparatus for loading stacked articles groups in ca |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20041108 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20041117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050506 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |