JP3677523B2 - 繊維集合体の成形方法 - Google Patents
繊維集合体の成形方法 Download PDFInfo
- Publication number
- JP3677523B2 JP3677523B2 JP20597197A JP20597197A JP3677523B2 JP 3677523 B2 JP3677523 B2 JP 3677523B2 JP 20597197 A JP20597197 A JP 20597197A JP 20597197 A JP20597197 A JP 20597197A JP 3677523 B2 JP3677523 B2 JP 3677523B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber assembly
- fiber
- mold cavity
- filler
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 title claims description 98
- 238000000034 method Methods 0.000 title claims description 33
- 239000000945 filler Substances 0.000 claims description 20
- 239000011230 binding agent Substances 0.000 claims description 17
- 238000000465 moulding Methods 0.000 claims description 14
- 238000007664 blowing Methods 0.000 claims description 11
- 239000011159 matrix material Substances 0.000 claims description 10
- 230000006835 compression Effects 0.000 claims description 8
- 238000007906 compression Methods 0.000 claims description 8
- 238000002844 melting Methods 0.000 claims description 8
- 230000008018 melting Effects 0.000 claims description 8
- 238000003856 thermoforming Methods 0.000 claims description 5
- 229920000742 Cotton Polymers 0.000 description 37
- 239000000463 material Substances 0.000 description 5
- -1 polyethylene terephthalate Polymers 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- MFTOTGTWLFEWMF-UHFFFAOYSA-N 1,4-dimethylcyclohexane;terephthalic acid Chemical compound CC1CCC(C)CC1.OC(=O)C1=CC=C(C(O)=O)C=C1 MFTOTGTWLFEWMF-UHFFFAOYSA-N 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000874 polytetramethylene terephthalate Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000002341 toxic gas Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images




Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Nonwoven Fabrics (AREA)
Description
【発明の属する技術分野】
本発明は、合成繊維の捲縮短繊維からなるマトリックス中に該捲縮短繊維より低い融点を有するバインダー繊維が分散混入された繊維集合体(以下、「綿」と略称することもある。)を金型キャビティ内へ空気流に随伴させて充填するための繊維集合体の型詰め方法に関する。
【0002】
【従来の技術】
一般に、自動車、航空機等の複雑な形状を有するシート用クッション材として安価なウレタンフォームが多用されてきた。しかしながら、ウレタンフォームは、燃焼時に有毒ガスを発生する。また、リサイクル使用が困難であるといった問題を有する。このため、これに代わる成形素材が切望されてきた。
【0003】
このような問題から、近年、ウレタンフォームを代替するための素材として、繊維集合体から得られる成形品が注目されている。ここで、該繊維集合体は、合成繊維の短繊維からなるマトリックス中に該短繊維より低い融点を有するバインダー繊維が分散混入されたものである。そして、この繊維集合体の成形品が、上記の諸問題を解決することができる素材として注目されている。この成形品は、開繊された繊維集合体を空気流に随伴させて金型キャビティ内へ充填し、これを熱成形することで得られる。つまり、繊維集合体中に含まれるバインダー繊維によって繊維集合体中の繊維同士をその交差点において熱融着させて形成されたものである。
【0004】
このような成形方式としては、開繊された小片の綿の塊として空気流と共に成形金型内へ輸送する方式(以下、「空気吹込み法」と略称する。)が、例えば特開昭62−152407号公報、特公平1−27727号公報等に提案されている。しかしながら、該空気吹込み法は、綿を金型キャビティへ充填するに際して、細かな充填制御が難しいという問題を有している。この結果、嵩密度、品質等の物性が各部分毎に異なる成形品を得ることが極めて難しいという問題がある。
【0005】
本発明者の一人は、先に特開平9ー85759号公報において、予めリサイクル品や安価な材料からなる充填材を金型キャビティ内にセットしておき、この状態で空気吹込み法によって綿を充填する方法を提案した。しかしながら、この方法では、例えば金属棒のような棒状の部品を成形品(例えば、自動車のシートに用いられるクッション構造体)に組み込む際には、図5(a)及び(b)に示すような問題が生じる。つまり、前記の金属棒等の成形部品Gを金型キャビティ内に予めセットし、このような状態で綿Fをキャビティに吹き込むと、成形部品Gの上流部は良好に充填されるのに対して、その後流部には成形部品Gが障害となって、図 (a)に示すような空洞Vが生じる。また、キャビティに充填された綿Fをその嵩密度を所望の値に制御するために、金型Mによって綿Fを圧縮した場合には、圧縮した綿Fの移動に伴い、図 (b)で示すような空洞が発生する。このような空洞の発生は、成形品の品質を著しく低下させることは言うまでもない。
【0006】
【発明が解決しようとする課題】
本発明が目的とするところは、上記の諸問題に鑑み、空気吹込み法を採用しながらも、成形品の各部分に要求される特性や仕様に合わせてきめ細かな成形制御を可能とすると共に、金型キャビティ内に綿を吹き込んでもキャビティ内に予めセットされた部品や仮成形品が障害となってキャビティ内に空洞等の充填斑が発生することのない繊維集合体の成形方法を提供することにある。
【0007】
【課題を解決するための手段】
ここに、本発明によれば、(請求項1)マトリックス短繊維中に該短繊維より低融点を有するバインダー繊維が分散混入された繊維集合体の金型キャビティへの型詰めを空気吹込みによって行うプロセスを採用すると共に、該繊維集合体と成形部品及び/又は充填材とを金型キャビティ内に充填した後、該繊維集合体を所定の嵩密度にまで圧縮して熱成形後に所望の成形品を得る繊維集合体の成形方法において、前記の圧縮操作に合わせて、金型キャビティ内に装着された前記の成形部品及び/又は充填材も同時に所定の量だけ圧縮方向へ移動させること、又は繊維集合体の金型キャビティへの吹込み時に前記の成形部品及び/又は充填材の後流部に生じる繊維集合体の未充填部分に補助充填材を予め装着することを特徴とする繊維集合体の成形方法、(請求項2)請求項1記載の充填材が、予め所定の形状に熱成形されたマトリックス短繊維中に該短繊維より低い融点を有するバインダー繊維が分散混入された繊維集合体からなる仮成形品である請求項1記載の繊維集合体の成形方法、(請求項3)棒状の成形部品を金型キャビティに装着するに際して、繊維集合体が金型キャビティ内に充填された後であって、かつ該繊維集合体の熱成形が開始される前に金型キャビティ内に充填された繊維集合体中へ該棒状の成形部品を挿入して装着する請求項1又は2記載の繊維集合体の成形方法、及び(請求項4)金型キャビティ内に繊維集合体を一旦充填した後、金型を開け、吹込まれた繊維集合体上に充填材を載置し、金型を閉じて繊維集合体を所定の嵩密度にまで圧縮する請求項2記載の繊維集合体の成形方法が提供される。
【0008】
【発明の実施の形態】
本発明の繊維集合体のマトリックスを構成する合成繊維の捲縮短繊維の素材には、特に制限はない。しかしながら、例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリヘキサメチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリ1,4-ジメチルシクロヘキサンテレフタレート、ポリピバラクトン、またはこれらの共重合エステルからなる短繊維、及至これらの繊維の混繊維集合体、または上記のポリマー成分の中の2種類以上からなる複合繊維(コンジュゲート繊維)等が好適である。また、短繊維の断面形状は、円形、扁平、異形または中空のいずれであっても良い。さらに、この場合の合成繊維の短繊維に付与する捲縮としては、顕在捲縮であることが好ましい。この顕在捲縮は、クリンパー等による機械的な方法、紡糸時の異方冷却による方法、サイドバイサイド型あるいは偏心シースコア型複合繊維の加熱による方法等で得ることができる。
【0009】
一方、バインダー繊維としては、例えばポリウレタン系エラストマーやポリエステル系エラストマー繊維、特にこれらポリマーが繊維表面の一部に露出した複合繊維を好適に使用することができる。なお、該バインダー繊維は成形する製品の要求性能に合わせて適当な量が前記のマトリックス繊維中に分散・混入されている。
【0010】
以下、図面を参照しながら、本発明の実施の態様について詳細に説明する。
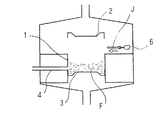
図1は本発明の方法を実施するための装置を模式的に例示した側断面図である。該図において、1は成形型枠、2は通気性を有する上金型、3は通気性を有する下金型、4は繊維集合体の移送ダクト、5は移動装置、Cは金型キャビティ、Fは繊維集合体、及びGは成形部品をそれぞれ示す。なお、該図からも明らかなとおり、金型キャビティCは、成形型枠1、上金型2、及び下金型3によって囲まれた空間によって形成される。また、成形部品Gに関し、該図には一個しか装着されていないが、複数個を装着してもよいことは言うまでもない。更に、該成形部品Gは、充填材であってもよいことも言うまでもない。ただし、本発明においては、「成形部品G」なる表現は、「成形部品」と「充填材」の両者を含むものとする。また、本発明で言う「充填材」は、空気吹込み法による成形品の安価なリサイクル品であっても、新たに熱成形された高品質の仮成形品であってもよい。
【0011】
以上のように構成された装置において、成形部品Gは金型キャビティ内に装着され、移動装置5と連結しており、予め金型キャビティ内に人手或はロボット等の自動機械によって装着される。このように金型キャビティC内に成形部品Gを装着した状態で、空気流を搬送流として綿が移送ダクト4を介して、金型キャビティCに空気吹込みによって充填される。その後、上金型2及び/又は下金型3を綿Fの圧縮方向へ移動させ、キャビティ内に充填された綿Fを圧縮する。このとき、該圧縮操作に合わせて、金型キャビティC内に装着された成形部品Gも同時に所定の量だけ圧縮方向へ移動装置5により移動させる。もし、このような成形部品Gの移動を行わなければ、図5-(b)に記載したような空洞Vが成形部品Gの後に形成され、充填斑となることは言うまでもない。ここで、該移動装置5は、綿Fの圧縮方向へ成形部品Gを移動することができるものであれば特に制限することはなく、例えば、流体圧力を利用したパワー・シリンダー、ラックとピニオンとを利用した駆動装置等、公知の装置を使用できる。
【0012】
つぎに、綿Fの金型キャビティCへの吹込み充填時において成形部品Gが障害となって生じる充填斑に関して、図2を参照して詳細に説明する。該図において綿Fの吹込み方向は矢印で表わした方向であって、G′は補助充填材を示す。なお、その他の符号は、図1の場合と同様である。該図から明らかな通り、綿Fの金型キャビティCへの吹込み時に、成形部品Gの後流部に生じる空洞(綿の未充填部であって、図5-(a)における符号Vで示した部分)を解消するために、綿Fの未充填部分に補助充填材G′を装着してある。
【0013】
以上に述べたようにして金型キャビティCに斑なく充填された綿Fは、圧縮された状態で図1で示した矢印方向にその内部を貫流する熱風によってバインダー繊維が溶融させた後に冷却させて固化させることによって、その交差部において、綿中の繊維同士を結合させる。このとき、「充填材」としては、予め所定の形状に熱成形されたマトリックス短繊維中に該短繊維より低い融点を有するバインダー繊維が分散混入された綿からなる仮成形品であることが肝要である。何故ならば、該仮成形品を使用することによって、仮成形品の一部構成するバインダー成分と綿F中のバインダー繊維とによって、綿Fと該仮成形品とを良好に結合することができるからである。
【0014】
図3及び図4は、本発明の他の実施態様を例示した側断面図であって、ロボット・ハンド6、仮成形品J、及び棒状の成形部品K以外は、図1と同様のものを示すものとする。
【0015】
先ず、図3は金型キャビティC内に綿Fを一旦充填した後、上金型2を開け、ロボット・ハンド6を該図の矢印方向へ移動させて、吹込まれた綿F上に充填材Jを載置し、その後、上金型2を閉じて綿Fを所定の嵩密度にまで圧縮する態様を示したものである。このとき、予め所定の形状に熱成形されたマトリックス短繊維中に該短繊維より低い融点を有するバインダー繊維が分散混入された綿からなる仮成形品Jであることが肝要である。これは、該仮成形品Jを使用することによって、仮成形品Jの一部構成するバインダー成分と綿F中のバインダー繊維とによって、綿Fと該仮成形品Jとを良好に結合することができると言う理由によることは前述した通りである。
【0016】
最後に、図4の実施態様について説明すると、棒状の成形部品Kを金型キャビティCに装着するに際して、綿Fが金型キャビティC内に充填された後であって、かつ綿Fの熱成形が開始される前に金型キャビティC内に充填された綿F中へ該棒状の成形部品Kを挿入して装着するものである。このようにすることで、未だ綿F中の繊維同士がバインダー繊維によって結合されていない状態で棒状の成形部品Kを挿入することができる。つまり、熱成形によって綿F中の繊維同士が強固に結合してしまった場合と比較すると、綿中の繊維同士が未結合であるため、棒状の成形部品を極めて容易かつ円滑に綿中へ挿入させることができる。
【0017】
【発明の効果】
以上に述べたように本発明によれば、空気吹込み法を採用しながらも、成形品の各部分に要求される特性や仕様に合わせてきめ細かな成形制御を可能とすると共に、金型キャビティ内に綿を吹き込んでもキャビティ内に予めセットされた部品や仮成形品が障害となってキャビティ内に空洞等の充填斑が発生することのない繊維集合体の成形方法を提供できるという極めて顕著な効果を奏する。
【図面の簡単な説明】
【図1】本発明の方法の実施の態様を模式的に例示した側面断面図である。
【図2】本発明の補助充填材の設置方法をを模式的に例示した説明図である。
【図3】本発明の方法の他の実施態様を模式的に例示した側面断面図である。
【図4】本発明の方法のもう一つの実施態様を模式的に例示した側面断面図である。
【図5】従来の方法によって生じる問題を説明するための金型キャビティの断面図である。
【符号の説明】
1 成形型枠
2 上金型
3 下金型
4 移送ダクト
5 移動装置
C 金型キャビティ
F 繊維集合体(綿)
G 成形部品
Claims (4)
- マトリックス短繊維中に該短繊維より低融点を有するバインダー繊維が分散混入された繊維集合体の金型キャビティへの型詰めを空気吹込みによって行うプロセスを採用すると共に、該繊維集合体と成形部品及び/又は充填材とを金型キャビティ内に充填した後、該繊維集合体を所定の嵩密度にまで圧縮して熱成形後に所望の成形品を得る繊維集合体の成形方法において、前記の圧縮操作に合わせて、金型キャビティ内に装着された前記の成形部品及び/又は充填材も同時に所定の量だけ圧縮方向へ移動させること、又は繊維集合体の金型キャビティへの吹込み時に前記の成形部品及び/又は充填材の後流部に生じる繊維集合体の未充填部分に補助充填材を予め装着することを特徴とする繊維集合体の成形方法。
- 請求項1記載の充填材が、予め所定の形状に熱成形されたマトリックス短繊維中に該短繊維より低い融点を有するバインダー繊維が分散混入された繊維集合体からなる仮成形品である請求項1記載の繊維集合体の成形方法。
- 棒状の成形部品を金型キャビティに装着するに際して、繊維集合体が金型キャビティ内に充填された後であって、かつ該繊維集合体の熱成形が開始される前に金型キャビティ内に充填された繊維集合体中へ該棒状の成形部品を挿入して装着する請求項1又は請求項2記載の繊維集合体の成形方法。
- 金型キャビティ内に繊維集合体を一旦充填した後、金型を開け、吹込まれた繊維集合体上に充填材を載置し、金型を閉じて繊維集合体を所定の嵩密度にまで圧縮する請求項2記載の繊維集合体の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20597197A JP3677523B2 (ja) | 1997-07-31 | 1997-07-31 | 繊維集合体の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20597197A JP3677523B2 (ja) | 1997-07-31 | 1997-07-31 | 繊維集合体の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1150367A JPH1150367A (ja) | 1999-02-23 |
| JP3677523B2 true JP3677523B2 (ja) | 2005-08-03 |
Family
ID=16515756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP20597197A Expired - Fee Related JP3677523B2 (ja) | 1997-07-31 | 1997-07-31 | 繊維集合体の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3677523B2 (ja) |
-
1997
- 1997-07-31 JP JP20597197A patent/JP3677523B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1150367A (ja) | 1999-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3697474B2 (ja) | 繊維集合体の型詰め方法 | |
| KR100300469B1 (ko) | 섬유집합체의성형방법 | |
| CN100556674C (zh) | 由纤维增强热塑性材料制备结构件的方法、设备以及所制备的结构件 | |
| JP2013502332A (ja) | 構成部品を製造する射出成形法 | |
| US6576172B1 (en) | Method of manufacturing sound-proof products | |
| JP4019046B2 (ja) | 繊維集合体の成形方法及び成形装置 | |
| JP3677523B2 (ja) | 繊維集合体の成形方法 | |
| US6497775B2 (en) | Method and apparatus for manufacturing a vehicle cross car beam or other structural, functional articles out of multiple materials with optimum material utilization | |
| JPH11277558A (ja) | 繊維集合体の成形方法 | |
| JP3733411B2 (ja) | クッション材の成形方法 | |
| JP3945899B2 (ja) | 繊維集合体の成形方法 | |
| JPH1149316A (ja) | クッション構造体の成形方法 | |
| JPH0984972A (ja) | 繊維集合体の型詰め方法及びその装置 | |
| JP4010578B2 (ja) | 繊維集合体の型詰め方法 | |
| US20050266254A1 (en) | Plastic injection molding with gas assisted metal moldings therein | |
| JP3696354B2 (ja) | 繊維集合体の成形方法 | |
| JPH10280265A (ja) | 繊維集合体によるクッション成形品 | |
| JPH11314239A (ja) | 繊維集合体の成形方法 | |
| JPH0985759A (ja) | 繊維集合体の成形方法 | |
| JPH0984973A (ja) | 繊維集合体の熱成形方法 | |
| JP2002011797A (ja) | 繊維強化熱可塑性樹脂軽量成形体 | |
| JPH04173115A (ja) | 車両用繊維強化樹脂製パネルの製造方法 | |
| US20030038402A1 (en) | Method and apparatus for producing a multipurpose panel with structural, functional, and energy absorbing features | |
| JP3711373B2 (ja) | 中空体およびその製造方法 | |
| KR100438037B1 (ko) | 사출성형을 이용한 시트백 프레임의 제조 공정 및 이공정으로 만들어진 시트백 프레임 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041117 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20041018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050111 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050315 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20050407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050407 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050407 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080520 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090520 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090520 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100520 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100520 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110520 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110520 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120520 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130520 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130520 Year of fee payment: 8 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140520 Year of fee payment: 9 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |