JP3680211B2 - 被成形物の製造装置 - Google Patents
被成形物の製造装置 Download PDFInfo
- Publication number
- JP3680211B2 JP3680211B2 JP2002100923A JP2002100923A JP3680211B2 JP 3680211 B2 JP3680211 B2 JP 3680211B2 JP 2002100923 A JP2002100923 A JP 2002100923A JP 2002100923 A JP2002100923 A JP 2002100923A JP 3680211 B2 JP3680211 B2 JP 3680211B2
- Authority
- JP
- Japan
- Prior art keywords
- press machine
- conveyor
- carry
- molding
- cold press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Press Drives And Press Lines (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
【発明が属する技術分野】
この発明は、熱可塑性原料を含む被成形物の製造装置に関する。
【0002】
【従来の技術】
従来、樹脂などの熱可塑性原料を含む被成形物は、ホットプレス機により加熱および加圧されて成形されていた。
従来の被成形物の製造装置として、被成形物を載置した送り板の多数を多段式のホットプレス機へ送り込み、被成形物を加熱および加圧して成形する製造装置が知られていた(例えば、特公平8−32378号公報を参照)。
また、別の従来の被成形物の製造装置として、ホットプレス機とコールドプレス機を連設した製造装置が知られていた(例えば、特開2001−239536号公報を参照)。
前者の従来装置は、多段式のホットプレス機に多数の熱板が備えられ、熱板の間に被成形物を載置した送り板を挿入し、熱板を上下から被成形物に向けて接近させ、送り板とともに被成形物を加熱および加圧するものであった。
後者の従来装置は、熱板を備えたホットプレス機により被成形物を加熱および加圧し、次いで、冷却板を備えたコールドプレス機により成形された被成形物を冷却するものであった。
とくに、後者の従来装置は、ホットプレス機により加熱および成形して被成形物を成形し、熱板の温度を制御することにより、成形直後の溶けた被成形物を再び結晶化させものであった。
ところで、両者のホットプレス機に備えられた熱板は、被成形物を加熱および加圧するものであるが、この熱板内に熱媒体用の流路を設けることにより、流路内に熱媒体を通して熱板を加熱させ、熱板から受ける熱と熱板自体の加圧により被成形物中の熱可塑性原料を溶かしながら成形するというものであった。
【0003】
【発明が解決しようとする課題】
従来の製造装置(前者)では、熱板に被成形物を直接接触させるから、被成形物の一部が溶けて熱板に付着するという問題があった。
また、被成形物の下側にのみ送り板を介在させて、被成形物を加熱および加圧するといった成形方法も一部で採用されたが、依然として熱板が被成形物の上側に直接接触するため、被成形物の上側が溶けて熱板に付着するという不具合が残っていた。
その上、被成形物の下側にのみ送り板を介在させて、被成形物を加熱および加圧する成形方法では、送り板を介在させた被成形物の下側と、送り板が介在されていない露出された被成形物の上側では、熱板の加熱による温度分布の差異を回避できないので、被成形物の均質化を図ることができないほか、冷却の際に冷却のムラが生じ易く被成形物に反りが発生するなどのおそれがあった。
【0004】
一方、最近では、ホットプレス機に装着される熱板の製作コスト低減化を図るため、亜鉛合金などの低融点金属を材料とする鋳込みにより熱板を製作することが試みられている。
しかしながら、低融点金属により製作された熱板は、熱の繰り返し応力に弱い(クリープ特性)という欠点があった。
このため、従来の製造装置(後者)では、被成形物を溶かすための温度と被成形物を固化させる温度との範囲で、ホットプレス機の熱板を温度制御するため、両温度の差が大き過ぎ、低融点金属の鋳込みにより製作された熱板を採用することができない問題があった。
【0005】
この発明の目的は、ホットプレス機による加熱および加圧による被成形物の成形の際に、被成形物中の熱可塑性原料が溶けて熱板に付着することがなく、被成形物の均質化を向上させ、変形のおそれのない被成形物を得ることのほか、低融点金属により製作された熱板をホットプレス機に採用することができる被成形物の製造方法およびその製造装置の提供にある。
【0006】
【課題を解決しようとするための手段および作用効果】
上記の目的を達成するため、請求項1記載の被成形物の製造装置は、被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
送込手段18の積込機構36は、搬入コンベア12の下流側端において、搬入コンベア12の両側に一対の支柱40、40がそれぞれ設けられ、
この支柱40、40には、上端および下端付近にそれぞれ回転軸42、44が水平に設けられており、上端側の回転軸42に上部スプロケット46が設けられ、下端側の回転軸44に下部スプロケット48が設けられ、
上部スプロケット46と下部スプロケット48には、無端チェーン50が懸装され、この無端チェーン50が支柱40の上下に方向に循環するものであり、
搬入コンベア12に臨む支柱40の内側は無端チェーン50が下方から上方へ向かい、支柱40の外側は無端チェーン50が上方から下方へ向かうように図られ、
無端チェーン50には、多数の昇降片52が取り付けられており、この昇降片52にはピン54が水平に張設され、ピン54の先端には転動自在の支持ローラ56が取り付けられ、
無端チェーン50が走行すると、この支持ローラ56を備えたピン54により、搬入コンベア12上において、素地体Waの下に位置する金属板Paの両側から順番に掬い上げ、送込手段18に素地体Waを金属板Pa、Pbと共に順次積み込むことができることを特徴とするものである。
したがって、無端チェーン50が走行すると、この支持ローラ56を備えたピン54により、搬入コンベア12上において、素地体Waの下に位置する金属板Paの両側から順番に掬い上げ、送込手段18に素地体Waを金属板Pa、Pbと共に順次積み込むことができる。
【0007】
請求項2記載の被成形物の製造装置は、被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
送込手段18の一括送込機構38は、積込機構36の搬入コンベア12の上流側に隣接して備えられており、搬入コンベア12の搬送方向に一致するように進退自在の可動枠体66が設けられており、可動枠体66の進行方向側に、積込機構36に積み込まれた素地体Waの金属板Pa、Pbを押圧する押付体68が取り付けられ、
該可動枠体66がホットプレス機20に水平に接続された長手部材70に吊持され、可動枠体66に設けられた進退用モータ72の駆動により、可動枠体66の進退が実現され、フレームに固定されたラック体74に噛み合うピニオン歯車76が可動枠体66に設けられ、ピニオン歯車76が進退用モータ72の回転力を受けてラック体74上を走行することを特徴とするものである。
したがって、金属板Pa、Pbが介在された素地体Waがたとえば、10セット積み込まれると送込手段18の一括送込機構38が作動し、送込手段18からホットプレス機20へ金属板Pa、Pbが介在された素地体Waが10セット送り込むことができる。
【0008】
請求項3記載の被成形物の製造装置は、被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
受渡手段22は、ホットプレス機20とコールドプレス機24との間に設けられて、互いに対向する一対の枠体94が備えられており、この枠体94に転動自在な受渡ローラ96を多数個備え、
受渡ローラ96は、ホットプレス機20からコールドプレス機24へ成形体Wbが金属板Pa、Pbと共に受け渡されるとき、一方へ向けて回転されるものであり、
受渡ローラ96の一端に従動スプロケット98が設けられているほか、案内スプロケット100および回転用モータ102が枠体94に設けられ、
これらのスプロケット98、100には、無端チェーン104が懸装され、回転用モータ102の駆動により受渡ローラ96が回転されるものとなり、受渡ローラ96は、受け渡される成形体Wbの数および搬送位置に対応するように設置されてなることを特徴とするものである。
したがって、金属板Pa、Pbを介在した成形体Wbが、ホットプレス機20からコールドプレス機24へ向けて搬送されるとき、ホットプレス機20とコールドプレス機24との間に設けられた受渡手段22に支持され、受渡手段22の作動により、金属板Pa、Pbを介在した成形体Wbが、コールドプレス機24へ受け渡される。
【0009】
請求項4記載の被成形物の製造装置は、被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
取出手段26の一括取出機構118は、コールドプレス機24の下流側に備えられており、搬送方向に一致するように進退自在の可動枠体122が設けられ、
可動枠体122がコールドプレス機24に接続された長手部材124に吊持されており、可動枠体122に設けられた進退用モータ126の駆動により、可動枠体122の進退を実現し、フレームに固定されたラック体128に噛み合うピニオン歯車130が可動枠体122に設けられ、ピニオン歯車130が進退用モータ126の回転力を受けてラック体128上を走行し、
可動枠体122のコールドプレス機24側に、コールドプレス機24内の成形体Wbの係止孔Hを備えた金属板Paを引き出すための引出具136が取り付けられ、
引出具136は可動枠体122に対して昇降自在の昇降体138、昇降体138の昇降用駆動原である昇降用エアシリンダ140、昇降体138から水平に張設されたアーム142、アーム142の先端に下方へ向けて固定された引出ピン144から構成されてなることを特徴とするものである。
したがって、可動枠体122が進行したとき、引出具136の昇降体138の上昇により、引出ピン144がコールドプレス機24内の成形体Wbの下の金属板Paの係止孔Hに臨み、昇降体138の下降により引出ピン144を金属板Paの係止孔Hに係止させ、可動枠体122を後退させることにより、金属板Pa、Pbと共に成形体Wbをコールドプレス機24から取り出すことができる。
【0010】
請求項5記載の被成形物の製造装置は、被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
搬送補助機構168が設けられ、搬送補助機構168にはホットプレス機20の両側に基台172、172が設けられており、基台172に対して進退自在な移動枠体174が夫々設けられ、
移動枠体174には進退用モータ176が備えられているほか、ホットプレス機20に臨むとともに、移動枠体174に対して昇降自在の昇降体178が設けられ、
昇降体178にはホットプレス機20の熱板82の上面よりやや上側に臨むように回転自在の搬送ローラ180が設けられているほか、昇降体178の昇降用モータ182と、搬送ローラ180を駆動する搬送ローラ用モータ184が備えられ、
送込手段18による金属板Pa、Pbを介在させた素地体Wbのホットプレス機20への送り込み時には、移動枠体174が前進し、昇降体178により上昇された搬送ローラ180がホットプレス機20の熱板82の上面よりやや上側に臨ませ、送込手段18により送り込まれた素地体Wbの下の金属板Paが搬送ローラ180により支持されるとともに、搬送ローラの回転により搬送が促進されることを特徴とするものである。
したがって、送込手段18よる金属板Pa、Pbを介在させた素地体Wbのホットプレス機20への送り込み時には、移動枠体174が前進し、昇降体178により上昇された搬送ローラ180がホットプレス機20の熱板82の上面よりやや上側に臨むから、送込手段18により送り込まれた素地体Wbの下の金属板Paが搬送ローラ180により支持されるとともに、搬送ローラの回転により搬送が促進されることになる。
このとき、搬送ローラ180により金属板Pa、Pbを介在させた素地体Waは熱板82と接触しないが、ホットプレス機20内において所定の位置に素地体Waが金属板Pa、Pbと共に達したときに、昇降体を下降させると金属板Pa、Pbを介在させた素地体Waを熱板82上に載置することができる。
ホットプレス機20の加熱および加圧の前に移動枠体174が後退するから、搬送ローラ180がホットプレス機20に干渉することはない。
成形後の成形体Wbの受け渡し時においても、搬送補助機構168が同様に作動し、金属板Pa、Pbを介在させた成形体Wbのコールドプレス機24へ受け渡しを円滑に実施することができる。
【0011】
請求項6記載の被成形物の製造装置は、被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
搬送補助機構170が設けられ、搬送補助機構170にはコールドプレス機24の両側に基台172、172が設けられており、基台172に対して進退自在な移動枠体174が夫々設けられ、
移動枠体174には進退用モータ176が備えられているほか、コールドプレス機24に臨むとともに、移動枠体174に対して昇降自在の昇降体178が設けられ、
昇降体178にはコールドプレス機24の冷却板108の上面よりやや上側に臨むように回転自在の搬送ローラ180が設けられているほか、昇降体178の昇降用モータ182と、搬送ローラ180を駆動する搬送ローラ用モータ184が備えられ、
受渡手段22による金属板Pa、Pbを介在させた素地体Wbのコールドプレス機24への受け渡し時には、移動枠体174が前進し、昇降体178により上昇された搬送ローラ180がコールドプレス機24の冷却板108の上面よりやや上側に臨ませ、受渡手段22により受け渡された素地体Wbの下の金属板Paが搬送ローラ180により支持されるとともに、搬送ローラの回転により搬送が促進されることを特徴とするものである。
したがって、 請求項6記載の被成形物の製造装置の搬送補助機構170は、
コールドプレス機24に設けられてなる点で、請求項5記載のホットプレス機20に設けられた発明と相違するものの、搬送補助機構170は、金属板Pa、Pbを介在させた成形体Wbのコールドプレス機24への受け渡し時と、金属板Pa、Pbを介在させた成形体Wbのコールドプレス機24からの取り出し時に作動されることにより、請求項5記載の発明と共通の作用効果を奏する。
【0018】
【発明の実施の形態】
この発明の実施の形態にかかる被成形物の製造方法およびその製造装置について、図面を参照して説明する。
なお、本各発明は、下記の実施の形態に限定されるものではなく、各発明の趣旨の範囲内で種々の変更が可能である。
この実施の形態の被成形物は、繊維状あるいはチップ状の熱可塑性の樹脂と粉砕された故紙とを原料とする複合ボードであり、この複合ボードの製造方法およびその製造装置を説明する。
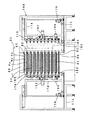
図1は実施の形態に係る被成形物の製造工程を示すフロー図、図2は成形前の被成形物および金属板を示す斜視図、図3は実施の形態に係る被成形物の製造装置を示す概略平面図、図4は実施の形態に係る被成形物の製造装置を示す概略側面図、図5は実施の形態に係る被成形物の製造装置の要部を示す側面図、図6は同装置の要部を示す平面図、図7は同装置が備える送込手段の要部の側面図、図8は同装置が備える送込手段の要部の正面図、図9は同装置が備える受渡手段の要部の側面図、図10は同装置が備える受渡手段の要部の正面図、図11は同装置が備える取出手段の要部の側面図、図12は同装置が備える取出手段の一括取出機構の要部を示す拡大側面図、図13は同装置が備える取出手段の一括取出機構の要部を示す拡大平面図、図14はホットプレス機が備える搬送補助機構の正面図である。
【0019】
まず、この発明の実施の形態に係る被成形物の製造工程の概要について説明する。
この実施の形態に係る被成形物の製造工程は、図1に示されるように、「金属板(下)搬送」、「被成形物供給」、「金属板(上)載置」、「被成形物送込」、「加熱・加圧」、「被成形物受渡」、「冷却・加圧」、「被成形物取出」、「分離(被成形物、金属板)」、「被成形物裁断」といった手順により構成されている。
そして、ここでは、「被成形物送込」を送込工程A、「加熱・加圧」を成形工程B、「被成形物受渡」を受渡工程C、「冷却・加圧」を冷却工程D、「被成形物取出」を取出工程E、「分離(被成形物、金属板)」を分離工程Fとしている。
【0020】
送込工程Aは、被成形物を成形工程へ送り込むことを主たる目的としており、成形工程Bは後述するホットプレス機20により被成形物Wを加熱および加圧して所望の被成形物Wを成形することを目的としている。
そして、受渡工程Cは成形工程Bにおいて成形された被成形物Wを冷却工程Dへ受け渡すことを目的としており、冷却工程Dは後述するコールドプレス機24により成形された被成形物Wを冷却することを主たる目的としている。
次の取出工程Eは、冷却された被成形物Wをコールドプレス機24から取り出すことを主たる目的としている。
最後の分離工程Fは、後述する金属板Pa、Pb、被成形物Wを互いに分離させることを目的とするものである。
【0021】
これらの工程を具体的に実現する製造装置10の詳細は後述するが、この実施の形態に係る製造工程では、図2に示されるように、被成形物Wの上下に金属板をそれぞれ介在させ、送込工程Aから取出工程Eに至る各工程において、被成形物Wを金属板Pa、Pbと共に一貫して取り扱う点に最大の特徴がある。
被成形物Wが未成形あるいは成形済みのいずれの場合でも、方形状の被成形物Wの上下に金属板Pa、Pbが介在されている。
この金属板Pa、Pbは、熱伝導度の高いアルミニウム製またはステンレス製としており、成形後の被成形物Wの平面寸法より一回り大きいサイズとしている。
被成形物Wの下の金属板Paは、搬送方向側の端部中央付近に係止孔Hが設けられており、この係止孔Hは、後述する製造装置10の取出手段26による被成形物Wの取り出しを容易とするためのものである。
被成形物Wの上の金属板Pbは、基本的に被成形物Wの上の金属板Paと同じであるが、係止孔Hは設けられていない。
なお、この実施の形態では、被成形物Wを熱可塑性原料である樹脂と粉砕された故紙を主体とする複合ボードとし、加熱および加圧により成形されるものであるから、成形前の被成形物Wa(以下、説明の便宜上「素地体Wa」という)は厚く、成形済みの被成形物では被成形物Wb(以下、説明の便宜上「成形体Wb」という)が薄くなっている。
【0022】
次に、この実施の形態に係る被成形物の製造装置10について説明する。
この発明の実施の形態に係る製造装置10は、搬入コンベア12、供給コンベア14、金属板移載機16、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28、移送コンベア30、返送コンベア32、成形体移載機34などから主に構成されている。
被成形物の製造装置10の全体のレイアウトは図3に示されるように、被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設されたものである。
そして、搬入コンベア12および搬出コンベア28と平行に返送コンベア32が設けられており、返送コンベア32の始端と搬出コンベア28の終端は移送コンベア30により接続され、返送コンベア32の終端と搬入コンベア12の始端は別の移送コンベア30により接続されている。
さらに、返送コンベア32の傍らには後述する定尺裁断機37が設けられ、定尺裁断機37に隣接して製品段積機39が設けられている。
搬入コンベア12と返送コンベア32を往復移動するように、金属板移載機16が設けられているほか、金属板移載機16の軌道の延長上に成形体移載機34が設けられ、この成形体移載機34は返送コンベア32と定尺裁断機37との間を往復移動するように設けられている。
【0023】
(搬入コンベア12、供給コンベア14)
図3に示されるように、金属板Paを送込手段18へ向けて搬送する搬入コンベア12が設けられており、図4に示されるように、搬送される金属板Pa上に素地体Waを搬入コンベア12へ供給するため、供給コンベア14が搬入コンベア12の上流側の上方に臨ませてある。
この実施の形態では、供給コンベア14上の素地体Waは所定量に裁断されており、供給コンベア14により、この供給コンベア14上の素地体Waを搬入コンベア12上の金属板Paに載置することができるように図られている。
なお、搬入コンベア12の下流側端は後述する送込手段18に臨んでいる。
【0024】
(金属板移載機16)
図3および図4に示されるように、搬入コンベア12および供給コンベア14の下流側には、金属板Pa上に載置された素地体Wa上に別の金属板Pbを載置させるための金属板移載機16が設けられている。
金属板移載機16は、吸着式の把持具(図示せず)を備えたものであり、金属板Pbの上面をその把持具が吸着し、搬入コンベア12上の素地体Waの上方において吸着を開放して、金属板Pbを素地体Waの上面に載置するものとなっている。
この金属板移載機16による金属板Pbの移載により、搬入コンベア12上において、上下に金属板Pa、Pbが介在された素地体Waを完成するものとしている。
この実施の形態の金属板移載機16は、分離手段の一部を構成するものであり、後述する返送コンベア32上の成形体Wbに介在された金属板Pa、Pbのうち、上側の金属板Pbを分離し、この金属板Pbを搬入コンベア12へ移載することのできる機能も併せて備えているものである。
【0025】
(送込手段18)
図4に示されるように、金属板移載機16の下流側へ搬入コンベア12が延長されており、搬入コンベア12の下流端には、送込手段18が設けられている。金属板Pa、Pbが介在された素地体Waは搬入コンベア12により搬送されるものである。
送込手段18は、図5および図6に示されるように、この素地体Waを金属板Pa、Pbと共に送込手段18へ順次に積み込む積込機構36を備えるほか、積込機構36により送込手段18に積み込まれた複数個の素地体Waを金属板Pa、Pbと共にホットプレス機20へ送り込む一括送込機構38を備えている。
【0026】
(送込手段18の積込機構36)
送込手段18の積込機構36の詳細について説明すると、図7および図8に示されるように、積込機構36は搬入コンベア12の下流側端において、搬入コンベア12の両側に一対の支柱40、40がそれぞれ設けられている。
この支柱40、40には、上端および下端付近にそれぞれ回転軸42、44が水平に設けられており、上端側の回転軸42に上部スプロケット46が設けられ、下端側の回転軸44に下部スプロケット48が設けられている。
そして、上部スプロケット46と下部スプロケット48には、無端チェーン50が懸装され、この無端チェーン50が支柱40の上下に方向に循環するものとなっている。
搬入コンベア12に臨む支柱40の内側は無端チェーン50が下方から上方へ向かい、支柱40の外側は無端チェーン50が上方から下方へ向かうように図られている。
無端チェーン50には、多数の昇降片52が取り付けられており、この昇降片52にはピン54が水平に張設され、ピン54の先端には転動自在の支持ローラ56が取り付けられている。
したがって、無端チェーン50が走行すると、この支持ローラ56を備えたピン54により、搬入コンベア12上において、素地体Waの下に位置する金属板Paの両側から順番に掬い上げ、送込手段18に素地体Waを金属板Pa、Pbと共に順次積み込むことができるものとなっている。
この実施の形態の積込機構36は、金属板Pa、Pbを介在させた素地体Waを10セットまで順次積み込むことができるように図られている。
この積込機構36の支柱40、40の上方間には、横架部材58が取り付けられており、横架部材58の一側に昇降用モータ60が固定されている。
2つの支柱40、40の間には、上部スプロケット46、46に昇降用モータ60の回転力を伝達する駆動軸62が設けられており、昇降用モータ60の回転力は、横架部材58に設けられた減速機64を通じて、支柱40の上部スプロケット46、46に伝達されるものとなっている。
この昇降用モータ60は、搬入コンベア12への金属板Pa、Pbを介在させた素地体Waの搬送と同期して作動するものとなっている。
【0027】
(送込手段18の一括送込機構38)
次に、送込手段18の一括送込機構38について説明する。
一括送込機構38は、積込機構36により積み込まれた素地体Waを金属板Pa、Pbと共に、ホットプレス機20へ一括して送り込むためのものであり図7に示されるように、積込機構36の搬入コンベア12の上流側に隣接して備えられており、搬入コンベア12の搬送方向に一致するように進退自在の可動枠体66が設けられており、可動枠体66の進行方向側に、積込機構36に積み込まれた素地体Waの金属板Pa、Pbを押圧する押付体68が取り付けられている。この実施の形態では、可動枠体66がホットプレス機20に水平に接続された長手部材70に吊持されている。
可動枠体66に設けられた進退用モータ72の駆動により、可動枠体66の進退を実現しているが、具体的には、図示しないフレームに固定されたラック体74に噛み合うピニオン歯車76が可動枠体66に設けられ、ピニオン歯車76が進退用モータ72の回転力を受けてラック体74上を走行する。
なお、押付体68の前面には金属板Pa、Pbとの接触時に衝撃を和らげるための緩衝部材78が取り付けられているほか、下流側の支柱40、40の前方には金属板Pa、Pbを介在させた素地体Waの送り込みの際に下の金属板Paを受承し、送り込みしやすくするための補助ローラ80が設けられている。
可動枠体66が進行したとき、可動枠体66の大部分が先に説明した積込機構36の支柱間40、40に位置し、可動枠体66に取り付けられている押付体68はホットプレス機20を臨む位置に達することになる。
このように、送込手段18により、金属板Pa、Pbを介在させた素地体Waの送込手段18への積み込みと、積み込まれた素地体Waを金属板Pa、Pbとともにホットプレス機20へ送り込むことができるものとなっている。
【0028】
(ホットプレス機20)
次に、ホットプレス機20について説明する。
ホットプレス機は、金属板Pa、Pbを介在させた素地体Waを加熱および加圧して成形し、成形体Wbを得るためのものである。
図5または図7に示されるように、この実施の形態のホットプレス機20には、一度の成形で10枚の成形体Wbを得ることができるように、11枚の熱板82が多段状に設けられている。
熱板82は、プレス機本体84のベッド86に備えられた熱板82を除き、プレス機本体84に備えられたラム88の昇降により昇降自在となっている。
また、図示しないリンク機構により、ラム88が昇降制御されても、各熱板82が互いに一定の間隔で接近および隔離自在となるように図られている。
この熱板82内には、熱媒体を循環させるための流路が設けられており、各熱板82は配管を介して熱板82に熱媒体を供給する熱媒体供給源90に接続されている。
この実施の形態のホットプレス20機は、熱板82への熱媒体の温度を制御して熱板82の温度を制御する温度制御機構92が備えられている。
ホットプレス機20による成形過程において、例えば素地体Waの加圧前の熱板82の温度と成形開始後の熱板の温度を200℃とするように、温度制御機構92により熱板82の温度が制御されるものとなっている。
したがって、素地体Waの温度は、成形時において200℃まで上昇し、成形された成形体Wbがホットプレス機20から後述する受渡手段22により受け渡された時点でも成形体Wbは180℃以上の温度を維持することになる。
このように、熱板82の温度は一定の範囲で高温を維持することができることから、亜鉛合金の鋳込みにより製作された熱板を採用することができる。
亜鉛合金の鋳込みにより製作された熱板は、熱の繰り返し応力に弱いとされるが、一定の範囲で高温を維持されることから、熱の繰り返し応力の影響を小さくすることができる。
なお、ホットプレス機20に設けられた温度制御機構92は、電気的に熱媒体供給源90に接続されており、熱板82の温度測定と格納されている制御プログラムなどにより、熱媒体供給源90側での熱媒体の温度制御を行うことができるものとなっている。
【0029】
(受渡手段22)
次に、受渡手段22について説明する。
受渡手段22は、ホットプレス機20から後述するコールドプレス機24へ成形体Wbを金属板Pa、Pbと共に受け渡すためのものである。
受渡手段22は、図9に示されるように、ホットプレス機20とコールドプレス機24との間に設けられている。
受渡手段22には、互いに対向する一対の枠体94が備えられており、この枠体94に転動自在な受渡ローラ96を多数個備えている。
受渡ローラ96は、ホットプレス機20からコールドプレス機24へ成形体Wbが金属板Pa、Pbと共に受け渡されるとき、一方へ向けて回転されるものである。
これらの受渡ローラ96を回転させるために、図10に示されるように、受渡ローラ96の一端に従動スプロケット98が設けられているほか、案内スプロケット100および回転用モータ102が枠体94に設けられている。
これらのスプロケット98、100には、無端チェーン104が懸装されているから、回転用モータ102の駆動により受渡ローラ96が回転されるものとなっている。
なお、受渡ローラ96は、受け渡される成形体Wbの数および搬送位置に対応するように設置されているほか、枠体94に設けられたガイド106により成形体Wbの幅方向の妄動抑制を図っている。
【0030】
(コールドプレス機24)
次に、コールドプレス機24について説明する。
コールドプレス機24は、図3ないし図6に示されるように、受渡手段22の下流側に設置されており、ホットプレス機20と基本的構造は同じであるが、ホットプレス機20の熱板82に替えて、冷却板108が備えられている。
コールドプレス機24は、金属板Pa、Pbを介在させた成形体Wbを加圧および冷却するためのものである。
この実施の形態のコールドプレス機24は、一度の作動で10枚の成形体Wbを冷却することができるように、図5および図9に示されるように、11枚の冷却板108が多段状に設けられている。
冷却板108は、プレス機本体110のベッド112に備えられた冷却板108を除き、プレス機本体110に備えられたラム114の昇降により昇降自在となっている。
また、図示しないリンク機構により、ラム114が昇降制御されても、各冷却板108が互いに一定の間隔で接近および隔離自在となるように図られている。この冷却板108内には、冷却用の熱媒体を循環させるための流路が設けられており、各冷却板108は配管を介して冷却板108に熱媒体を供給する熱媒体供給源116に接続されている。
この実施の形態のコールドプレス機24では、冷却板108への熱媒体の温度を制御して冷却板108の温度を制御するが、図4に示されるように、先に述べたホットプレス機20の熱板82の温度を制御する温度制御機構92により制御されるものとなっている。
コールドプレス機24による冷却過程において、例えば、成形体Wbの冷却前の冷却板108の温度を20℃とするように、温度制御機構92が制御されるものとなっている。
したがって、冷却前の成形体Wbの温度は180℃以上であるが、コールドプレス機24の冷却によりその温度を少なくとも80℃まで急激に下降させることができる。
【0031】
(取出手段26)
次に、取出手段26について説明する。
取出手段26はコールドプレス機24の下流側に設けられており、図3ないし図6、図11に示されるように、取出手段26は、コールドプレス機24より冷却された複数個の成形体Wbを金属板Pa、Pbと共に一括してコールドプレス機24から取り出す一括取出機構118を備えるほか、一括取出機構118により取出手段26に取り出された複数個の成形体Wbを金属板Pa、Pbと共に搬出コンベア28へ順次積み降ろす積降機構120を備えている。
【0032】
(取出手段26の一括取出機構118)
取出手段26の一括取出機構118について説明すると、一括取出機構118は、コールドプレス機24により冷却された成形体Wbを金属板Pa、Pbと共にコールドプレス機24から一括して取り出すためのものであり、図11に示されるように、コールドプレス機24の下流側に備えられており、搬送方向に一致するように進退自在の可動枠体122が設けられている。
この実施の形態では、可動枠体122がコールドプレス機24に接続された長手部材124に吊持されており、可動枠体122に設けられた進退用モータ126の駆動により、可動枠体122の進退を実現しているが、具体的には、図示しないフレームに固定されたラック体128に噛み合うピニオン歯車130が可動枠体122に設けられ、ピニオン歯車130が進退用モータ126の回転力を受けてラック体128上を走行する。
可動枠体122のコールドプレス機24側に当接体132が設けられ、当接体132のコールドプレス機24側には、緩衝部材134が取り付けられ、コールドプレス機24からの成形体Wbの金属板Paが当接体132に衝撃を受けることなく当接されるように図られている。
可動枠体122のコールドプレス機24側に、図12および図13に示されるように、コールドプレス機24内の成形体Wbの金属板Paを引き出すための引出具136が取り付けられている。
引出具136は、図12に示されるように、可動枠体122に対して昇降自在の昇降体138、昇降体138の昇降用駆動原である昇降用エアシリンダ140、昇降体138から水平に張設されたアーム142、アーム142の先端に下方へ向けて固定された引出ピン144から構成されている。
そして、可動枠体122が進行したとき、引出具136の昇降体138の上昇により、引出ピン144がコールドプレス機24内の成形体Wbの下の金属板Paの係止孔Hに臨み、昇降体138の下降により引出ピン144を金属板Paの係止孔Hに係止させ、可動枠体122を後退させることにより、金属板Pa、Pbと共に成形体Wbをコールドプレス機24から取り出すことができるように図られている。
【0033】
(取出手段26の積降機構120)
送込手段26の積降機構120の詳細について説明する。
図11に示されるように、積降機構120は先に述べた送込手段18の積込機構36と基本的に同一である。
積降機構120は、一括取出機構118とコールドプレス機120の間に設けられており、搬出コンベア28の上流側において、搬出コンベア28の両側に一対の支柱146、146がそれぞれ設けられている。
この支柱146、146には、上端および下端付近にそれぞれ回転軸148、150が水平に設けられており、上端側の回転軸148に上部スプロケット152が設けられ、下端側の回転軸150に下部スプロケット154が設けられている。
そして、上部スプロケット152と下部スプロケット154には、無端チェーン156が懸装され、この無端チェーン156が支柱146の上下に方向に循環するものとなっている。
搬出コンベア28に臨む支柱146の内側は無端チェーン156が上方から下方へ向かい、支柱146の外側は無端チェーン156が下方から上方へ向かうように図られている。
無端チェーン156には、多数の昇降片158が取り付けられており、この昇降片158にはピン160が水平に張設され、ピン160の先端には転動自在の支持ローラ162が取り付けられている。
したがって、無端チェーン156が走行すると、この支持ローラ162を備えたピン160により夫々支持されている成形体Wbが金属板Pa、Pbと共に搬送コンベア28上へ順次積み降ろされるものとなっている。
この実施の形態の積降機構120は、金属板Pa、Pbを介在させた成形体Wbを10セットまで順次積み降ろすと、一括取出機構118によりコールドプレス機24からの成形体Wbを金属板Pa、Pb共に新たに一旦支持することができるように図られている。
この積降機構120の支柱146、146の上方間には、横架部材164が取り付けられており、横架部材164の一側に昇降用モータ(図示せず)が固定されている。
2つの支柱146、146の間には、上部スプロケット152、152に昇降用モータの回転力を伝達する駆動軸(図示せず)が設けられており、昇降用モータの回転力は、横架部材164に設けられた減速機166を通じて、支柱146の上部スプロケット152、152に伝達されるものとなっている。
なお、昇降用モータは、搬出コンベア28への金属板Pa、Pbを介在させた成形Wbの搬送と同期して作動するものとなっている。
【0034】
(搬出コンベア28)
搬出コンベア28は金属板を介在させた成形体Wbを順次搬送させるためのものであり、搬入コンベア12と基本的に同じ構造である。
図3に示されるように、搬出コンベア28の終端の一方には移送コンベア30が接続されており、後述する返送コンベアへ金属板Pa、Pbを介在させた成形体Wbを順次移送することができるように図られている。
【0035】
(搬送補助機構168、170)
次に、ホットプレス機20およびコールドプレス機24に設けられている搬送補助機構168、170について説明する。
搬送補助機構168、170は、素地体Waあるいは成形体Wbを金属板Pa、Pbと共に両プレス機20、24内での搬送をより円滑に行うためのものである。
そして、搬送補助機構168は、金属板Pa、Pbを介在させた素地体Wbのホットプレス機20への送り込み時と、金属板Pa、Pbを介在させた成形体Wbのコールドプレス機24への受け渡し時に作動されるものである。
一方、搬送補助機構170は、金属板Pa、Pbを介在させた成形体Wbのコールドプレス機24への受け渡し時と、金属板Pa、Pbを介在させた成形体Wbのコールドプレス機24からの取り出し時に作動されるものとなっている。
ここではホットプレス機20に設けられた搬送補助機構168について説明し、コールドプレス機24に設けられた搬送補助機構170はその説明を援用する。
図14に示されるように、搬送補助機構168にはホットプレス機20の両側に基台172、172が設けられており、基台172に対して進退自在な移動枠体174が夫々設けられている。
移動枠体174には進退用モータ176が備えられているほか、ホットプレス機20に臨むとともに、移動枠体174に対して昇降自在の昇降体178が設けられている。
昇降体178にはホットプレス機20の熱板82の上面よりやや上側に臨むように回転自在の搬送ローラ180が設けられているほか、昇降体178の昇降用モータ182と、搬送ローラ180を駆動する搬送ローラ用モータ184が備えられている。
したがって、送込手段18よる金属板Pa、Pbを介在させた素地体Wbのホットプレス機20への送り込み時には、移動枠体174が前進し、昇降体178により上昇された搬送ローラ180がホットプレス機20の熱板82の上面よりやや上側に臨むから、送込手段18により送り込まれた素地体Wbの下の金属板Paが搬送ローラ180により支持されるとともに、搬送ローラの回転により搬送が促進されることになる。
このとき、搬送ローラ180により金属板Pa、Pbを介在させた素地体Waは熱板82と接触しないが、ホットプレス機20内において所定の位置に素地体Waが金属板Pa、Pbと共に達したときに、昇降体を下降させると金属板Pa、Pbを介在させた素地体Waを熱板82上に載置することができる。
ホットプレス機20の加熱および加圧の前に移動枠体174が後退するから、搬送ローラ180がホットプレス機20に干渉することはない。
成形後の成形体Wbの受け渡し時においても、搬送補助機構168が同様に作動し、金属板Pa、Pbを介在させた成形体Wbのコールドプレス機24へ受け渡しを円滑に実施することができるものとなっている。
【0036】
(返送コンベア32)
返送コンベア32は金属板Pa、Pbが介在された成形体Wbを金属板移載機16および後述する成形体移載機34へ向けて搬送するほか、金属板移載機16および成形体移載機34により、上の金属板Pbおよび成形体Wbが分離された下の金属板Paを搬入コンベア12へ向けて循環させる機能を有するもので、構造は搬入コンベア12および搬出コンベア28と同じである。
図3に示されるように、返送コンベア32の始端は搬出コンベア28と接続された移送コンベア30に接続され、返送コンベア32の終端は搬入コンベア12と接続された別の移送コンベア30と接続されている。
そして返送コンベア32の中間には、金属板移載機16により上の金属板Pbを成形体Wbから分離するほか、成形体移載機34により成形体Wbを下の金属板Paから分離する分離位置Sが設けられている。
この成形体移載機34は、先に説明した金属板移載機16と共に分離手段を構成するものである。
【0037】
(成形体移載機34)
成形体移載機34は上の金属板Pbが分離された成形体Wbを下の金属板Paから分離させるためのものであり、図示しない吸着把持具により成形体Wbを把持し、返送コンベア32の傍らに設けられた定尺裁断機37に移載するものである。
【0038】
(定尺裁断機37、製品段積機39)
定尺裁断機37は、成形体移載機34より移載された成形体Wbの周囲を所定の寸法に裁断するためのものであり、この実施の形態では1800mm×900mmに成形体Wbを裁断し、製品を得ることができるように図られている。
製品段積機39は定尺裁断機37により製品(裁断された成形体Wb)を所定の枚数まで積み重ねるためのものである。
【0039】
次に、この発明の実施の形態に係る製造装置10よる被成形物Wの製造工程について説明する。
まず、搬送コンベア12により下の金属板Paのみが下流側へ向けて搬送される。
ついで、搬送コンベア12の上方に位置する供給コンベア14により、所定量の素地体Waを下の金属板Pa上に載置させる。
素地体Waを載置した金属板Paはさらに搬送されるが、金属板移載機16の下方に達するときに搬送を停止させ、金属板移載機16により上の金属板Pbを素地体Wa上に載置させる。
この時点で金属板Pa、Pbが介在された素地体Waが形成されることになる。
金属板Pa、Pbが上下に介在された素地体Waは搬送コンベア12により搬送されるが、送込手段18の積込機構36により上下方向に10枚設けられた送込手段18に積み込まれる。
金属板Pa、Pbが介在された素地体Waは搬送コンベア12により順次搬送されるが、積込機構36により、送込手段18に10セットが積み込まれる。
【0040】
金属板Pa、Pbが介在された素地体Waが10セット積み込まれると送込手段18の一括送込機構38が作動し、送込手段18からホットプレス機20へ金属板Pa、Pbが介在された素地体Waが10セット送り込まれる。
このとき、予めホットプレス機20の熱板82内に、素地体Wa中の熱可塑性樹脂を溶かすのに適当な約200℃に加熱された熱媒体を熱媒体供給源90から配管を通じて供給し、熱板82を加熱させておく。
この金属板Pa、Pbが介在された素地体Waの送り込み時には、ホットプレス機20に設けられた搬送補助機構168が作動して金属板Pa、Pbが介在された素地体Waの送り込みをより円滑に補助する。
金属板を介在した素地体Waがホットプレス機20に送り込まれた直後では金属板Pa、Pbを介在した素地体Waは、搬送補助機構168により支持された状態であるから、熱板82と接触しない。
しかし、加熱された熱板82からの熱が上下の金属板Pa、Pbに作用し、金属板Pa、Pb自体が加熱されるから、上下の金属板Pa、Pbを通じて上下から素地体Waを加熱させ、熱板82の加圧および加圧時の加熱に先立って素地体Waの温度が上昇する。
また、熱伝導性の良い金属板Pa、Pbを通じて加熱させるから、上下の金属板Pa、Pbを通じて受ける素地体Waの熱分布も均一となり、事後の熱板82の加圧時の加熱による温度上昇および熱分布も均一となりやすい。
【0041】
金属板Pa、Pbを介在した素地体Waのホットプレス機20への送込みが完了するとともに、搬送補助機構168の作動が終了するから、金属板Pa、Pbを介在した素地体Waは熱板82上に載置される。
金属板Pa、Pbを介在した素地体Waが熱板82に載置されると、直ちにラム88が下降して上下の各熱板82により素地体Waが金属板Pa、Pbと共に加熱および加圧される。
このとき、金属板Pa、Pbの間に挟まれている素地体Waは、熱板82からの熱をさらに受け、その温度が上昇し、一方、熱板82による加圧と相俟って素地体Wa中の熱可塑性樹脂は溶融して素地体Wa中の粉砕された故紙と密着結合する。
そして、ラム88が上昇したとき、熱板82により加熱および加圧された素地体Waは大幅に圧搾されて成形体Wbに変化するが、素地体Waの成形が完了して得られた成形体Wbの厚さは大幅に薄くなる。
成形が完了すると、次に、搬送補助機構168が作動して金属板Pa、Pbを介在した成形体Wbを熱板82上から支持して上昇させるが、次の成形に備えるため、ホットプレス機20の熱板82の温度は高温を維持するように、熱媒体を熱板82内に連続的に循環させておく。
【0042】
金属板Pa、Pbを介在した成形体Wbが搬送補助機構168に支持されると、次に成形される金属板Pa、Pbを介した素地体Waがホットプレス機20へ送り込まれるから、次の成形が予定される素地体Waの下の金属板Paがホットプレス機20内の成形体Wbの下の金属板Paに当接し、金属板Pa、Pbを介在した成形体Wbが、いわば、「玉突き」の状態でホットプレス機20からコールドプレス機24へ向けて搬送される。
金属板Pa、Pbを介在した成形体Wbが、ホットプレス機20からコールドプレス機24へ向けて搬送されるとき、ホットプレス機20とコールドプレス機24との間に設けられた受渡手段22に支持され、受渡手段22の作動により、金属板Pa、Pbを介在した成形体Wbが、コールドプレス機24へ受け渡される。
なお、受渡手段22に金属板Pa、Pbを介在した成形体Wbが受け渡されたとき、成形体Wbの温度は自然放置により180℃となっている。
予めコールドプレス機24の冷却板108内に、素地体Wa中の溶融した熱可塑性樹脂を固化するのに適当な約20℃の冷却用の熱媒体を熱媒体供給源116から配管を通じて供給し、冷却板108を冷却しておく。
この金属板Pa、Pbが介在された成形体Wbの受け渡し時には、コールドプレス機24に設けられた搬送補助機構170を作動させ、金属板Pa、Pbが介在された成形体Wbの受け渡しをより円滑に補助する。
金属板Pa、Pbを介在した成形体Waがコールドプレス機24に送り込まれた直後では金属板Pa、Pbを介在した成形体Wbは、搬送補助機構170により支持されているから、冷却板108と接触しない。
このため、上下の金属板Pa、Pbと成形体Wbは若干温度が低下しているものの、成形体Wbの樹脂成分は半溶融の状態にある。
【0043】
次に、金属板Pa、Pbを介在した成形体Wbのコールドどプレス機24への受け渡しが完了するとともに、搬送補助機構170の作動が終了するから、金属板Pa、Pbを介在した成形体Wbは冷却板108上に載置される。
金属板Pa、Pbを介在した成形体Wbが冷却板108上に載置されると、直ちにラム114が下降して各冷却板108により成形体Wbを金属板Pa、Pbと共に冷却および加圧する。
このとき、金属板Pa、Pbの間に挟まれている成形体Wbは、金属板Pa、Pbを通じて冷却板82からの急激に冷却されてその温度が下降し、一方、冷却板108による加圧と相俟って成形体Waの半溶融の樹脂成分は急冷固化される。
このため、冷却された成形体Wbの金属板Pa、Pbとの接触面は平滑であって、美麗な緻密面に仕上がるほか、成形体Wbや金属板Pa、Pbの反りなどの変形が抑制される。
そのほか急激な冷却による緻密面の形成により、事後の分離工程における金属板Pa、Pbの分離が容易となる。
そして、ラム114が上昇したとき、冷却板108により冷却および加圧された成形体Waの温度は約20℃となり、完全に固化した状態にある。
【0044】
冷却が完了すると、次に、搬送補助機構170が作動して金属板Pa、Pbを介在した成形体Wbを冷却板108上から支持して上昇させるが、次の冷却に備えるため、コールドプレス機24の冷却板108は冷却された状態を維持するように、冷却用の熱媒体を冷却板108内に連続的に循環させておく。
金属板Pa、Pbを介在した成形体Wbが搬送補助機構170に支持されると、次に、取出手段26の一括取出機構118が作動する。
一括取出機構118の可動枠体122がコールドプレス機24へ向けて進行するとともに、可動枠体122に設けられた引出具136の昇降体138が上昇する。
可動枠体122の進行により、可動枠体122に設けられた当接体132の緩衝部材134が成形体Wbの下の金属板Paの前端に当接する。
次いで、引出具136の昇降体138を下降させることにより、引出具136の引出ピン144を下の金属板Paの係止孔Hに装入する。
引出ピン144の装入とともに可動枠体122を後退させ、引出ピン144の移動により、成形体Wbを金属板Pa、Pbと共に取出手段26へ一括して取り出す。
取り出された成形体Wbは金属板Pa、Pbとともに取出手段26の積降機構120に一旦預けられるが、積降機構120の作動により下方に位置する成形体Wbが金属板Pa、Pbとともに搬出コンベア28へ順次積み降ろされる。
【0045】
搬出コンベア28へ積み降ろされた成形体Wbは、金属板Pa、Pbと共に移送コンベア30を通じて返送コンベア32へ順次搬送される。
返送コンベア32へ搬送された成形体Wbは、金属板Pa、Pbと共に分離位置Sへ向けて搬送され、分離位置Sに達するとその搬送が停止される。
分離位置Sにおいては、金属板移載機16が金属板Pa、Pbを介在した成形体Wbの上方へ臨み、吸着把持具により成形体Wbの上の金属板Pbが吸着されし成形体Wbから分離される。
金属板移載機16に吸着された上の金属板Pbは搬入コンベア12へ移載され、搬入コンベア12上で待機している素地体Waの上に載置される。
上の金属板Pbの分離が完了すると、次に、成形体移載機34が分離位置Sの成形体Wbの上方へ臨み、吸着把持具により成形体Wbを吸着し、下の金属板Paから成形体Wbを分離する。
分離された成形体Wbは、成形体移載機34により定尺裁断機37へ移載され、所定の寸法に裁断されて製品となり、製品は製品段積機39へ移される。
一方、成形体Wbが分離された後、分離位置Sにおいて止まっている下の金属板Paは、返送コンベア32によりさらに搬送され、別の移送コンベア30により搬入コンベア12へ復帰し、次の素地体Waの供給に備えることになる。
この実施の形態ではホットプレス機20の熱板82の温度を200℃になるように加熱させたが、素地体Wa中の熱可塑性樹脂の種類に応じて温度を変えることを妨げるものではない。
また、コールドプレス機24の冷却板108の温度を同趣旨により任意に変更することができる。
【図面の簡単な説明】
【図1】 実施の形態に係る被成形物の製造工程を示すフロー図である。
【図2】 成形前の被成形物および金属板を示す斜視図である。
【図3】 実施の形態に係る被成形物の製造装置を示す概略平面図である。
【図4】 実施の形態に係る被成形物の製造装置を示す概略側面図である。
【図5】 実施の形態に係る被成形物の製造装置の要部を示す側面図である。
【図6】 同装置の要部を示す平面図である。
【図7】 同装置が備える送込手段の要部の側面図である。
【図8】 同装置が備える送込手段の要部の正面図である。
【図9】 同装置が備える受渡手段の要部の側面図である。
【図10】 同装置が備える受渡手段の要部の正面図である。
【図11】 同装置が備える取出手段の要部の側面図である。
【図12】 同装置が備える取出手段の一括取出機構の要部を示す拡大側面図である。
【図13】 同装置が備える取出手段の一括取出機構の要部を示す拡大平面図である。
【図14】 ホットプレス機が備える搬送補助機構の正面図である。
【符号の説明】
10 被成形物の製造装置
12 搬入コンベア
14 供給コンベア
16 金属板移載機
18 送込手段
20 ホットプレス機
22 受渡手段
24 コールドプレス機
26 取出手段
28 搬出コンベア
30 移送コンベア
32 返送コンベア
34 成形体移載機
36 積込機構
37 定尺裁断機
38 一括送込機構
39 製品段積機
40 支柱
42 回転軸(上)
44 回転軸(下)
46 上部スプロケット
48 下部スプロケット
50 無端チェーン
52 昇降片
54 ピン
56 支持ローラ
58 横架部材
60 昇降用モータ
62 駆動軸
64 減速機
66 可動枠体
68 押付体
70 長手部材
72 進退用モータ
74 ラック体
76 ピニオン歯車
78 緩衝部材
80 補助ローラ
82 熱板
84 プレス機本体
86 ベッド
88 ラム
90 熱媒体供給源
92 温度制御機構
94 枠体
96 受渡ローラ
98 従動スプロケット
100 案内スプロケット
102 回転用モータ
104 無端チェーン
106 ガイド
108 冷却板
110 プレス機本体
112 ベッド
114 ラム
116 熱媒体供給源
118 一括取出機構
120 積降機構
122 可動枠体
124 長手部材
126 進退用モータ
128 ラック体
130 ピニオン歯車
132 当接体
134 緩衝部材
136 引出具
138 昇降体
140 昇降用エアシリンダ
142 アーム
144 引出ピン
146 支柱
148 回転軸(上)
150 回転軸(下)
152 上部スプロケット
154 下部スプロケット
156 無端チェーン
158 昇降片
160 ピン
162 支持ピン
164 横架部材
166 減速機
168 搬送補助機構
170 搬送補助機構
172 基台
174 移動枠体
176 駆動モータ
178 昇降体
180 搬送ローラ
182 昇降用モータ
184 搬送ローラ用モータ
A 送込工程
B 成形工程
C 受渡工程
D 冷却工程
E 取出工程
F 分離工程
W 被成形物(Wa 素地体、Wb 成形体)
Pa 下の金属板
Pb 上の金属板
S 分離位置
Claims (6)
- 被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
送込手段18の積込機構36は、搬入コンベア12の下流側端において、搬入コンベア12の両側に一対の支柱40、40がそれぞれ設けられ、
この支柱40、40には、上端および下端付近にそれぞれ回転軸42、44が水平に設けられており、上端側の回転軸42に上部スプロケット46が設けられ、下端側の回転軸44に下部スプロケット48が設けられ、
上部スプロケット46と下部スプロケット48には、無端チェーン50が懸装され、この無端チェーン50が支柱40の上下に方向に循環するものであり、
搬入コンベア12に臨む支柱40の内側は無端チェーン50が下方から上方へ向かい、支柱40の外側は無端チェーン50が上方から下方へ向かうように図られ、
無端チェーン50には、多数の昇降片52が取り付けられており、この昇降片52にはピン54が水平に張設され、ピン54の先端には転動自在の支持ローラ56が取り付けられ、
無端チェーン50が走行すると、この支持ローラ56を備えたピン54により、搬入コンベア12上において、素地体Waの下に位置する金属板Paの両側から順番に掬い上げ、送込手段18に素地体Waを金属板Pa、Pbと共に順次積み込むことができることを特徴とする被成形物の製造装置。 - 被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
送込手段18の一括送込機構38は、積込機構36の搬入コンベア12の上流側に隣接して備えられており、搬入コンベア12の搬送方向に一致するように進退自在の可動枠体66が設けられており、可動枠体66の進行方向側に、積込機構36に積み込まれた素地体Waの金属板Pa、Pbを押圧する押付体68が取り付けられ、
該可動枠体66がホットプレス機20に水平に接続された長手部材70に吊持され、可動枠体66に設けられた進退用モータ72の駆動により、可動枠体66の進退が実現され、フレームに固定されたラック体74に噛み合うピニオン歯車76が可動枠体66に設けられ、ピニオン歯車76が進退用モータ72の回転力を受けてラック体74上を走行することを特徴とする被成形物の製造装置。 - 被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
受渡手段22は、ホットプレス機20とコールドプレス機24との間に設けられて、互いに対向する一対の枠体94が備えられており、この枠体94に転動自在な受渡ローラ96を多数個備え、
受渡ローラ96は、ホットプレス機20からコールドプレス機24へ成形体Wbが金属板Pa、Pbと共に受け渡されるとき、一方へ向けて回転されるものであり、
受渡ローラ96の一端に従動スプロケット98が設けられているほか、案内スプロケット100および回転用モータ102が枠体94に設けられ、
これらのスプロケット98、100には、無端チェーン104が懸装され、回転用モータ102の駆動により受渡ローラ96が回転されるものとなり、受渡ローラ96は、受け渡される成形体Wbの数および搬送位置に対応するように設置されてなることを特徴とする被成形物の製造装置。 - 被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
取出手段26の一括取出機構118は、コールドプレス機24の下流側に備えられてお り、搬送方向に一致するように進退自在の可動枠体122が設けられ、
可動枠体122がコールドプレス機24に接続された長手部材124に吊持されており、可動枠体122に設けられた進退用モータ126の駆動により、可動枠体122の進退を実現し、フレームに固定されたラック体128に噛み合うピニオン歯車130が可動枠体122に設けられ、ピニオン歯車130が進退用モータ126の回転力を受けてラック体128上を走行し、
可動枠体122のコールドプレス機24側に、コールドプレス機24内の成形体Wbの金属板Paを引き出すための引出具136が取り付けられ、
引出具136は可動枠体122に対して昇降自在の昇降体138、昇降体138の昇降用駆動原である昇降用エアシリンダ140、昇降体138から水平に張設されたアーム142、アーム142の先端に下方へ向けて固定された引出ピン144から構成されてなることを特徴とする被成形物の製造装置。 - 被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
搬送補助機構168が設けられ、搬送補助機構168にはホットプレス機20の両側に基台172、172が設けられており、基台172に対して進退自在な移動枠体174が夫々設けられ、
移動枠体174には進退用モータ176が備えられているほか、ホットプレス機20に臨むとともに、移動枠体174に対して昇降自在の昇降体178が設けられ、
昇降体178にはホットプレス機20の熱板82の上面よりやや上側に臨むように回転自在の搬送ローラ180が設けられているほか、昇降体178の昇降用モータ182と、搬送ローラ180を駆動する搬送ローラ用モータ184が備えられ、
送込手段18による金属板Pa、Pbを介在させた素地体Wbのホットプレス機20への送り込み時には、移動枠体174が前進し、昇降体178により上昇された搬送ローラ180がホットプレス機20の熱板82の上面よりやや上側に臨ませ、送込手段18により送り込まれた素地体Wbの下の金属板Paが搬送ローラ180により支持されるとともに、搬送ローラの回転により搬送が促進されることを特徴とする被成形物の製造装置。 - 被成形物の搬送方向の上流側から下流側へ向けて、搬入コンベア12、送込手段18、ホットプレス機20、受渡手段22、コールドプレス機24、取出手段26、搬出コンベア28が連設された被成形物の製造装置において、
搬送補助機構170が設けられ、搬送補助機構170にはコールドプレス機24の両側に基台172、172が設けられており、基台172に対して進退自在な移動枠体174が夫々設けられ、
移動枠体174には進退用モータ176が備えられているほか、コールドプレス機24に臨むとともに、移動枠体174に対して昇降自在の昇降体178が設けられ、
昇降体178にはコールドプレス機24の冷却板108の上面よりやや上側に臨むように回転自在の搬送ローラ180が設けられているほか、昇降体178の昇降用モータ182と、搬送ローラ180を駆動する搬送ローラ用モータ184が備えられ、
受渡手段22による金属板Pa、Pbを介在させた素地体Wbのコールドプレス機24への受け渡し時には、移動枠体174が前進し、昇降体178により上昇された搬送ローラ180がコールドプレス機24の冷却板108の上面よりやや上側に臨ませ、受渡手段22により受け渡された素地体Wbの下の金属板Paが搬送ローラ180により支持されるとともに、搬送ローラの回転により搬送が促進されることを特徴とする被成形物の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002100923A JP3680211B2 (ja) | 2002-04-03 | 2002-04-03 | 被成形物の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002100923A JP3680211B2 (ja) | 2002-04-03 | 2002-04-03 | 被成形物の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003291167A JP2003291167A (ja) | 2003-10-14 |
| JP3680211B2 true JP3680211B2 (ja) | 2005-08-10 |
Family
ID=29241566
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002100923A Expired - Fee Related JP3680211B2 (ja) | 2002-04-03 | 2002-04-03 | 被成形物の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3680211B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111422541B (zh) * | 2020-03-30 | 2024-02-20 | 山东森工机械制造有限公司 | 可移动式装卸板机及装卸方法 |
| CN112356460A (zh) * | 2020-10-21 | 2021-02-12 | 上海沥高科技股份有限公司 | 一种热塑性复合材料用平板压机及其使用方法 |
| CN112590350B (zh) * | 2020-12-28 | 2024-11-29 | 上海秋林机械有限公司 | 多工作区层叠式热压机 |
-
2002
- 2002-04-03 JP JP2002100923A patent/JP3680211B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003291167A (ja) | 2003-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5866398B2 (ja) | 成形システム及び成形品の製造方法 | |
| CN110549623A (zh) | 一种用于流水线生产用3d打印机的载物平台装置 | |
| CN108454075A (zh) | 双胆并行压空吸塑成型机 | |
| CN110961543B (zh) | 高强钢板冲压热成型生产线综合运送料设备 | |
| KR101638458B1 (ko) | 소재 공급 및 가공품 배출시스템 | |
| JP3680211B2 (ja) | 被成形物の製造装置 | |
| CN110039700A (zh) | 一种模具的自动化放料设备 | |
| CN105411104B (zh) | 一种鞋子前衬/后套加工机器及其加工工艺 | |
| CN109987826A (zh) | 玻璃模具移载设备及包括其的玻璃加工系统 | |
| JP2000062017A (ja) | 合成樹脂シートを成形して裁断する成形品の製造装置 | |
| CN111113963B (zh) | 一种用于隐形眼镜干片提取的设备及方法 | |
| JP3900316B2 (ja) | プレス成形品の取外し方法、及びその取外し装置 | |
| JP4018029B2 (ja) | 金型板 | |
| CN211807788U (zh) | 一种高效加热输送装置 | |
| JP3222399B2 (ja) | 樹脂シートの積層成形装置 | |
| CN205233633U (zh) | 一种鞋子前衬/后套加工机器 | |
| JP3066121B2 (ja) | 光学素子の成形装置 | |
| JP6037384B2 (ja) | 繊維複合成形品のプレス成形システムおよび繊維複合成形品のプレス成形方法 | |
| CN115674539B (zh) | 一种碳纤维前叉生产线 | |
| JPS63188420A (ja) | 材料の高温・低温抽出可能な冷却設備 | |
| JP2905135B2 (ja) | 熱可塑性樹脂シートの成形装置 | |
| CN105848853A (zh) | 中空体的制造方法和制造设备 | |
| KR102782534B1 (ko) | 순환구조와 생산성을 향상시킨 자동차용 계기판 커버 제조장치 | |
| JP3809232B2 (ja) | 被成形品整列供給機構を備えた樹脂モールド装置 | |
| CN118977402A (zh) | 一种纤维门板生产系统和生产方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050428 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |