JP3710143B2 - 記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法 - Google Patents
記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法 Download PDFInfo
- Publication number
- JP3710143B2 JP3710143B2 JP34361492A JP34361492A JP3710143B2 JP 3710143 B2 JP3710143 B2 JP 3710143B2 JP 34361492 A JP34361492 A JP 34361492A JP 34361492 A JP34361492 A JP 34361492A JP 3710143 B2 JP3710143 B2 JP 3710143B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- laminated
- storage case
- layer sheet
- recording medium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003860 storage Methods 0.000 title claims description 22
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 238000001125 extrusion Methods 0.000 title claims description 13
- 239000004744 fabric Substances 0.000 claims description 21
- 239000002994 raw material Substances 0.000 claims description 14
- 239000004743 Polypropylene Substances 0.000 claims description 10
- -1 polypropylene Polymers 0.000 claims description 10
- 229920001155 polypropylene Polymers 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 9
- 238000005096 rolling process Methods 0.000 claims description 9
- 239000004033 plastic Substances 0.000 claims description 6
- 229920003023 plastic Polymers 0.000 claims description 6
- 239000000853 adhesive Substances 0.000 claims description 4
- 230000001070 adhesive effect Effects 0.000 claims description 4
- 238000004080 punching Methods 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 36
- 238000000034 method Methods 0.000 description 20
- 230000000694 effects Effects 0.000 description 6
- 238000003475 lamination Methods 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- 238000012938 design process Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000013065 commercial product Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
Images



Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
Description
【0001】
【産業上の利用分野】
本発明は、記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法に関する。
【0002】
【従来の技術】
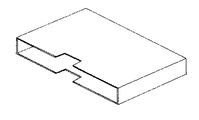
ビデオカセットの保護ケースとして用いられる収納ケース(図1)は、一般的には紙材の他、ポリプロピレン材があり、このポリプロピレン材はペレットを溶融し原料タンクより押出したのち、圧延ロールで単層で均一な厚みに仕上げられ、所定寸法に切断された原反を得る。そして別工程に於いてブランクス寸法に打ち抜き、かつ製函時の折り曲げ部分となる筋押しを入れ最終形状に仕上げられる。
一般に、収納ケースの外面に、内容の表示や、商標、製品番号、その他の情報、意匠等の処理は、押出工程中もしくはその後の別工程でなされる。
【0003】
【発明が解決しようとする課題】
ここで、意匠等の主な処理法の従来例を挙げると、図2のような、単層シート原反に所定の意匠を印刷する[タイプI]と、単層シート原反に印刷フィルムをラミネートする[タイプII]と、押出時に単層シート原反に彫刻により意匠を形成する[タイプIII]とがある。
【0004】
しかし、このような処理法では、それぞれに以下のような欠点がある。
タイプIでは、意匠を印刷する為に押出工程と別に印刷工程が必要となり、コストアップにつながる。又、原反を移動することになるのでキズ・変形等が発生しやすく、印刷層にキズ・変形等が生じると薄層であるため商品として致命的なものとなる。それから平面意匠であるため厚み方向の立体感が表現できない。
タイプIIでは、押出工程で印刷フィルムをラミネートするが、フィルム自体の製造バラツキと印刷工程(印刷・乾燥)に於けるバラツキがあり、かつラミネート段階でのポリプロピレンの収縮によって意匠精度の狂いが発生し易い。又、タイプIと同様に平面意匠であるため厚み方向の立体感が表現できない。
タイプIIIでは、押出工程で所定の意匠づけが可能であるが、シート原反が透明であると意匠が見えにくくなる。その為不透明材料を使用しているが、製造工程を経る間に表面にキズが入り易いことから意匠の特性を低下させている。
【0005】
そこで、本発明は、これらの欠点を解決する(つまり、1.コストアップにつながらないことと、2.原反の移動を無くすことと、3.厚み方向の立体感を出すことと、4.タイプIIのバラツキ及び意匠精度の狂いを生じないことと、5.意匠の特性の低下を防ぐこととを解決する)意匠処理法を含む製造方法とこの製造方法を用いて製造された収納ケースを提供する。
【0006】
【課題を解決するための手段】
本発明による収納ケース用シート原反は、押出成形により成形される二層の積層シートからなり、積層にする前の段階で一対の上下第一ロール(彫刻ロール)を用いて下層シートに意匠処理を行い、その後この下層シート上面に透明ないし半透明材料からなる上層シートを重ねて一対の上下第二ロールに通す。通過すると上下層シートは接着されて積層シートが得られ、それから、所定寸法の積層シート原反に切断する。
その後別工程で、所定の形状のブランクス寸法に打ち抜き、収納ケースの形に折り込まれ重畳側片で接着または融着されて所望の収納ケースが得られる。
【0007】
意匠処理を終えて積層シート原反を得るまでは押出工程のみであるから、印刷工程等の別工程が不要でコストアップを防止でき、原反の移動の必要も無いのでキズ・変形等が発生もなく、印刷フィルムや印刷工程とも無縁であるからバラツキ及び意匠精度の狂いも生じない。また、彫刻による下層シートの意匠を透明(ないし半透明)の上層シートで接着保護することで厚み方向の立体感を保持しつつ意匠特性の低下を防止している。こうして上記五つの欠点が解消される。
【0008】
【実施例】
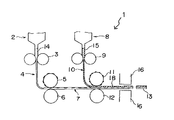
図3は、ビデオカセット用収納ケースを押出成形により成形するための積層シート原反13の製造装置1(もしくは、製造方法の流れ)の概略図である。この製造装置1は、主にポリプロピレン等の溶融プラスチック14及び15(溶融プラスチック15は透明ないし半透明とする)をそれぞれ収容した第一及び第二の原料タンク2及び8と、前記プラスチック14及び15をそれぞれ所定の厚さのシート4及び10に圧延するための一対のロール3及び9と、一対のロール3から圧延されたシート4に所望の意匠を施して下層シート7を得るための第一上方ロール5及び第一下方ロール6と、一対のロール9から圧延された透明(ないし半透明)上層シート10と意匠の施された下層シート7とを積層してシート18を得るための第二上方ロール11及び第二下方ロール12と、積層シート18を所定の寸法に切断して積層シート原反13を得るための抜き型16とから構成される。
別法として、第一上下ロール5及び6が、一対のロール3の機能をも果たすよう構成されてもよい。
【0009】
原料タンク2から押し出される有色のポリプロピレン材14は、一対のロール3によって所定の厚さのシート4に圧延され、次いで第一上方ロール5と第一下方ロール6の間を通される。この上下第一ロールから出てきた下層シート7は、所望の意匠処理(上下第一ロールを適当に変えて意匠、梨地、抜きの一つまたは組合せによる意匠が可能)が施されていて上下第二ロール11及び12へと送られる。図4は、上下第一ロール5及び6から出てきた下層シート7の状態を示す。この下層シート7は、このままで商品とすれば従来例におけるタイプIIIと同じであるが、本発明ではさらに次の処理を行う。
【0010】
また、原料タンク8から押し出される透明(ないし半透明)のポリプロピレン材15は、一対のロール9によって所定の厚さの透明(ないし半透明)上層シート10に圧延され、次いで第二上方ロール11と第二下方ロール12の間へ送られる。この時、第一ロール5及び6から送られてきた下層シート7に一対の圧延ロール9から出てきた透明(ないし半透明)上層シート10が重ねられて、上下第二ロール11及び12の間で圧延接着される。この段階で付加的な意匠が透明(ないし半透明)上層シート10の上部に施されてもよい。上下第二ロール11及び12から出てくると積層となったシート18が得られる。上下第一ロールと上下第二ロールは、同種または異種の意匠、寸法のロールを適宜選択して組み合わせることが可能である。
このように本発明は、射出成形とは全く異なるので射出成形での積層時の上層シート10による下層シート7の溶け、つぶれ、流れが発生せずに良好な意匠を維持したまま積層を成形できる(射出成形では、射出圧が高く樹脂も完全溶融しているのに対し、押出成形では射出圧が低く樹脂も半溶融である)。
それから、上下層のシートの原料は、同一でも相違してもよく、それらの色調も(ここの実施例では上層は透明ないし半透明としたが)同一でも相違してもよい。また上下層のシートの原料にアルミ粉、炭酸カルシウム等を添加してもよい。
【0011】
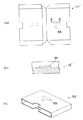
製造された積層シート18は、抜き型16により切断されて所定の寸法の積層シート原反13を得る。その後別工程で、図5(a)のような所定のブランクス17の形に打ち抜かれて、図5(d)に示すような収納ケース30の形に折り込まれ重畳側片で接着または融着されて所望の収納ケースを得る。
【0012】
以上の製造方法による本発明の収納ケースの一例において、図5(b)及び(c)は、図5(a)のA−A線における断面図である。この積層シート原反13は、付加的な意匠である小凹部32をもつ上層シート10と、意匠を示す大凹部34をもつ下層シート7とから接着構成されている。この上層シート10及び下層シート7の境界面には接着強度を高めるために小凹部32よりも小さい凹凸(図示なし)を設けてもよい。
他の例として、第二上方ロール11の凸部により上層シート10に貫通部33を設けて図5(c)のような積層シート原反13’としてもよく、あるいは図6(b)のように上記凹部34とは反対に下層シート7に凸部状意匠35を設けてこれに上層シート10を積層したシート原反13”としてもよい。なお、図5(c)の積層シート原反13’の貫通部33は下層シート7の材料と同一のものを充填するのが好ましい。
【0013】
【発明の効果】
意匠処理を終えて積層シート原反を得るまでは押出工程のみであるから、印刷工程等の別工程が不要でコストアップを防止でき、原反の移動の必要も無いのでキズ・変形等が発生もなく、印刷フィルムや印刷工程とも無縁であるからバラツキ及び意匠精度の狂いも発生しないようにした。また、彫刻による下層シートの意匠を透明(ないし半透明)の上層シートで接着保護することで厚み方向の立体感を保持しつつ意匠特性の低下を長く防ぐことが可能になった。
第一及び第二ロールの形状(意匠)と材料(透明、半透明、不透明着色)の組合せにより多種の意匠表現も可能になった。
さらに単純二層シートは、接着強度の問題から同一材料同士が基本であるが、本発明では材料グレート(ポリプロピレンで物性を変化させる)選定や、意匠性の向上(フレーク・アルミ粉等の添加物を入れる)等が可能になった。
【0014】
本発明の好ましい実施例と現在考えられるものを図示し説明してきたけれども、当業者であれば、本発明の技術思想から逸脱することなく種々の変更及び修正が可能であることは明白であろう。かかる変更及び修正は全て本発明の技術思想に包含されるべきものである。
【図面の簡単な説明】
【図1】従来の一般的なビデオカセットの収納ケースの斜視図。
【図2】従来のシート原反の断面図。
【図3】本発明によるシート原反製造装置の全体概略図。
【図4】本発明による下層シートの断面図。
【図5】(a)は本発明によるブランクス平面図であり、(b)及び(c)は(a)におけるA−A線の断面図であり、(d)は(a)のブランクスの組立図である。
【図6】(a)は本発明によるブランクス平面図であり、(b)は(a)におけるA−A線の断面図であり、(c)は(a)のブランクスの組立図である。
【符号の説明】
1 シート原反製造装置
2、8 原料タンク
3 第一圧延ロール
4 シート
5 第一上方ロール
6 第一下方ロール
7 下層シート
9 第二圧延ロール
10 上層シート
11 第二上方ロール
12 第二下方ロール
13、13’、13” 積層シート原反
14、15 原料
16 抜き型
17、17’ ブランクス
18 積層シート
30、30’ 収納ケース
32 付加意匠
33 貫通穴
34 凹状意匠
35 凸状意匠
【産業上の利用分野】
本発明は、記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法に関する。
【0002】
【従来の技術】
ビデオカセットの保護ケースとして用いられる収納ケース(図1)は、一般的には紙材の他、ポリプロピレン材があり、このポリプロピレン材はペレットを溶融し原料タンクより押出したのち、圧延ロールで単層で均一な厚みに仕上げられ、所定寸法に切断された原反を得る。そして別工程に於いてブランクス寸法に打ち抜き、かつ製函時の折り曲げ部分となる筋押しを入れ最終形状に仕上げられる。
一般に、収納ケースの外面に、内容の表示や、商標、製品番号、その他の情報、意匠等の処理は、押出工程中もしくはその後の別工程でなされる。
【0003】
【発明が解決しようとする課題】
ここで、意匠等の主な処理法の従来例を挙げると、図2のような、単層シート原反に所定の意匠を印刷する[タイプI]と、単層シート原反に印刷フィルムをラミネートする[タイプII]と、押出時に単層シート原反に彫刻により意匠を形成する[タイプIII]とがある。
【0004】
しかし、このような処理法では、それぞれに以下のような欠点がある。
タイプIでは、意匠を印刷する為に押出工程と別に印刷工程が必要となり、コストアップにつながる。又、原反を移動することになるのでキズ・変形等が発生しやすく、印刷層にキズ・変形等が生じると薄層であるため商品として致命的なものとなる。それから平面意匠であるため厚み方向の立体感が表現できない。
タイプIIでは、押出工程で印刷フィルムをラミネートするが、フィルム自体の製造バラツキと印刷工程(印刷・乾燥)に於けるバラツキがあり、かつラミネート段階でのポリプロピレンの収縮によって意匠精度の狂いが発生し易い。又、タイプIと同様に平面意匠であるため厚み方向の立体感が表現できない。
タイプIIIでは、押出工程で所定の意匠づけが可能であるが、シート原反が透明であると意匠が見えにくくなる。その為不透明材料を使用しているが、製造工程を経る間に表面にキズが入り易いことから意匠の特性を低下させている。
【0005】
そこで、本発明は、これらの欠点を解決する(つまり、1.コストアップにつながらないことと、2.原反の移動を無くすことと、3.厚み方向の立体感を出すことと、4.タイプIIのバラツキ及び意匠精度の狂いを生じないことと、5.意匠の特性の低下を防ぐこととを解決する)意匠処理法を含む製造方法とこの製造方法を用いて製造された収納ケースを提供する。
【0006】
【課題を解決するための手段】
本発明による収納ケース用シート原反は、押出成形により成形される二層の積層シートからなり、積層にする前の段階で一対の上下第一ロール(彫刻ロール)を用いて下層シートに意匠処理を行い、その後この下層シート上面に透明ないし半透明材料からなる上層シートを重ねて一対の上下第二ロールに通す。通過すると上下層シートは接着されて積層シートが得られ、それから、所定寸法の積層シート原反に切断する。
その後別工程で、所定の形状のブランクス寸法に打ち抜き、収納ケースの形に折り込まれ重畳側片で接着または融着されて所望の収納ケースが得られる。
【0007】
意匠処理を終えて積層シート原反を得るまでは押出工程のみであるから、印刷工程等の別工程が不要でコストアップを防止でき、原反の移動の必要も無いのでキズ・変形等が発生もなく、印刷フィルムや印刷工程とも無縁であるからバラツキ及び意匠精度の狂いも生じない。また、彫刻による下層シートの意匠を透明(ないし半透明)の上層シートで接着保護することで厚み方向の立体感を保持しつつ意匠特性の低下を防止している。こうして上記五つの欠点が解消される。
【0008】
【実施例】
図3は、ビデオカセット用収納ケースを押出成形により成形するための積層シート原反13の製造装置1(もしくは、製造方法の流れ)の概略図である。この製造装置1は、主にポリプロピレン等の溶融プラスチック14及び15(溶融プラスチック15は透明ないし半透明とする)をそれぞれ収容した第一及び第二の原料タンク2及び8と、前記プラスチック14及び15をそれぞれ所定の厚さのシート4及び10に圧延するための一対のロール3及び9と、一対のロール3から圧延されたシート4に所望の意匠を施して下層シート7を得るための第一上方ロール5及び第一下方ロール6と、一対のロール9から圧延された透明(ないし半透明)上層シート10と意匠の施された下層シート7とを積層してシート18を得るための第二上方ロール11及び第二下方ロール12と、積層シート18を所定の寸法に切断して積層シート原反13を得るための抜き型16とから構成される。
別法として、第一上下ロール5及び6が、一対のロール3の機能をも果たすよう構成されてもよい。
【0009】
原料タンク2から押し出される有色のポリプロピレン材14は、一対のロール3によって所定の厚さのシート4に圧延され、次いで第一上方ロール5と第一下方ロール6の間を通される。この上下第一ロールから出てきた下層シート7は、所望の意匠処理(上下第一ロールを適当に変えて意匠、梨地、抜きの一つまたは組合せによる意匠が可能)が施されていて上下第二ロール11及び12へと送られる。図4は、上下第一ロール5及び6から出てきた下層シート7の状態を示す。この下層シート7は、このままで商品とすれば従来例におけるタイプIIIと同じであるが、本発明ではさらに次の処理を行う。
【0010】
また、原料タンク8から押し出される透明(ないし半透明)のポリプロピレン材15は、一対のロール9によって所定の厚さの透明(ないし半透明)上層シート10に圧延され、次いで第二上方ロール11と第二下方ロール12の間へ送られる。この時、第一ロール5及び6から送られてきた下層シート7に一対の圧延ロール9から出てきた透明(ないし半透明)上層シート10が重ねられて、上下第二ロール11及び12の間で圧延接着される。この段階で付加的な意匠が透明(ないし半透明)上層シート10の上部に施されてもよい。上下第二ロール11及び12から出てくると積層となったシート18が得られる。上下第一ロールと上下第二ロールは、同種または異種の意匠、寸法のロールを適宜選択して組み合わせることが可能である。
このように本発明は、射出成形とは全く異なるので射出成形での積層時の上層シート10による下層シート7の溶け、つぶれ、流れが発生せずに良好な意匠を維持したまま積層を成形できる(射出成形では、射出圧が高く樹脂も完全溶融しているのに対し、押出成形では射出圧が低く樹脂も半溶融である)。
それから、上下層のシートの原料は、同一でも相違してもよく、それらの色調も(ここの実施例では上層は透明ないし半透明としたが)同一でも相違してもよい。また上下層のシートの原料にアルミ粉、炭酸カルシウム等を添加してもよい。
【0011】
製造された積層シート18は、抜き型16により切断されて所定の寸法の積層シート原反13を得る。その後別工程で、図5(a)のような所定のブランクス17の形に打ち抜かれて、図5(d)に示すような収納ケース30の形に折り込まれ重畳側片で接着または融着されて所望の収納ケースを得る。
【0012】
以上の製造方法による本発明の収納ケースの一例において、図5(b)及び(c)は、図5(a)のA−A線における断面図である。この積層シート原反13は、付加的な意匠である小凹部32をもつ上層シート10と、意匠を示す大凹部34をもつ下層シート7とから接着構成されている。この上層シート10及び下層シート7の境界面には接着強度を高めるために小凹部32よりも小さい凹凸(図示なし)を設けてもよい。
他の例として、第二上方ロール11の凸部により上層シート10に貫通部33を設けて図5(c)のような積層シート原反13’としてもよく、あるいは図6(b)のように上記凹部34とは反対に下層シート7に凸部状意匠35を設けてこれに上層シート10を積層したシート原反13”としてもよい。なお、図5(c)の積層シート原反13’の貫通部33は下層シート7の材料と同一のものを充填するのが好ましい。
【0013】
【発明の効果】
意匠処理を終えて積層シート原反を得るまでは押出工程のみであるから、印刷工程等の別工程が不要でコストアップを防止でき、原反の移動の必要も無いのでキズ・変形等が発生もなく、印刷フィルムや印刷工程とも無縁であるからバラツキ及び意匠精度の狂いも発生しないようにした。また、彫刻による下層シートの意匠を透明(ないし半透明)の上層シートで接着保護することで厚み方向の立体感を保持しつつ意匠特性の低下を長く防ぐことが可能になった。
第一及び第二ロールの形状(意匠)と材料(透明、半透明、不透明着色)の組合せにより多種の意匠表現も可能になった。
さらに単純二層シートは、接着強度の問題から同一材料同士が基本であるが、本発明では材料グレート(ポリプロピレンで物性を変化させる)選定や、意匠性の向上(フレーク・アルミ粉等の添加物を入れる)等が可能になった。
【0014】
本発明の好ましい実施例と現在考えられるものを図示し説明してきたけれども、当業者であれば、本発明の技術思想から逸脱することなく種々の変更及び修正が可能であることは明白であろう。かかる変更及び修正は全て本発明の技術思想に包含されるべきものである。
【図面の簡単な説明】
【図1】従来の一般的なビデオカセットの収納ケースの斜視図。
【図2】従来のシート原反の断面図。
【図3】本発明によるシート原反製造装置の全体概略図。
【図4】本発明による下層シートの断面図。
【図5】(a)は本発明によるブランクス平面図であり、(b)及び(c)は(a)におけるA−A線の断面図であり、(d)は(a)のブランクスの組立図である。
【図6】(a)は本発明によるブランクス平面図であり、(b)は(a)におけるA−A線の断面図であり、(c)は(a)のブランクスの組立図である。
【符号の説明】
1 シート原反製造装置
2、8 原料タンク
3 第一圧延ロール
4 シート
5 第一上方ロール
6 第一下方ロール
7 下層シート
9 第二圧延ロール
10 上層シート
11 第二上方ロール
12 第二下方ロール
13、13’、13” 積層シート原反
14、15 原料
16 抜き型
17、17’ ブランクス
18 積層シート
30、30’ 収納ケース
32 付加意匠
33 貫通穴
34 凹状意匠
35 凸状意匠
Claims (7)
- 押出成形により上層シートと下層シートから成る積層シート原反を製造する方法において、第一の一対の圧延ロール(3)が第一原料タンクから押し出されるポリプロピレン等の第一溶融プラスチックを所定の厚さのシートに圧延し、前記所定の厚さのシートの上層シートに接着される側の面に圧着する第一上方ロール(5)と前記所定の厚さのシートの積層シート原反の表面となるもう一方の側の面に圧着する第一下方ロール(6)との間に前記所定の厚さのシートを通すことにより、前記第一上方ロールの彫刻が前記所定の厚さのシートに意匠を施して所望の下層シートを得る第一段階、第二の一対の圧延ロール(9)が第二原料タンクから押し出されるポリプロピレン等の第二溶融プラスチックを所定の厚さのシートに圧延し、第二上方ロール(11)及び第二下方ロール(12)が前記第二の一対の圧延ロール(9)から圧延された上層シートと前記第一段階によって得られた前記下層シートとを積層して積層シートを得る第二段階、及び、抜き型が前記第二段階から送られた前記積層シートを所定寸法の積層シート原反に切断する第三段階から構成される積層シート原反の製造方法。
- 前記第二上方ロールが彫刻を備える、請求項1に記載の積層シート原反の製造方法。
- 前記第二原料タンクに収容されるポリプロピレン等の溶融プラスチックが透明ないし半透明である請求項1または2に記載の積層シート原反の製造方法。
- 請求項2に記載の製造方法により積層されたシート原反をブランクス加工した後組立てられた記録媒体用収納ケースにおいて、上下二層からなる積層シートの内上層シートに意匠部分となる小凹部または貫通穴を設けたことを特徴とする前記記録媒体用収納ケース。
- 請求項1または2に記載の製造方法により積層されたシート原反をブランクス加工した後組立てられた記録媒体用収納ケースにおいて、上下二層からなる積層シートの接着境界面で下層シートに凹もしくは凸の段差を設けて意匠部としたことを特徴とする前記記録媒体用収納ケース。
- 前記上層シートが透明ないし半透明材料である請求項5に記載の記録媒体用収納ケース。
- 前記上層及び下層シートの境界面には接着強度を高めるために小さい凹凸が形成されている請求項4、5または6に記載の記録媒体用収納ケース。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34361492A JP3710143B2 (ja) | 1992-12-01 | 1992-12-01 | 記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34361492A JP3710143B2 (ja) | 1992-12-01 | 1992-12-01 | 記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH06171691A JPH06171691A (ja) | 1994-06-21 |
| JP3710143B2 true JP3710143B2 (ja) | 2005-10-26 |
Family
ID=18362899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP34361492A Expired - Fee Related JP3710143B2 (ja) | 1992-12-01 | 1992-12-01 | 記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3710143B2 (ja) |
-
1992
- 1992-12-01 JP JP34361492A patent/JP3710143B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH06171691A (ja) | 1994-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5405008A (en) | Plastic case and method for making the same | |
| US4911298A (en) | Cassette storage container | |
| US5120589A (en) | Composite cards | |
| US5200253A (en) | Hologram forming sheet and process for producing the same | |
| US6808666B2 (en) | Zipper tape for a bag and method of producing the same | |
| US5863414A (en) | Plastic, flexible film and paperboard product-retention package | |
| US5364482A (en) | Composite cards | |
| US20040095648A1 (en) | Lenticular sleeves | |
| US5803260A (en) | Total plastic product-retention package | |
| FR2945371A1 (fr) | Procede de realisation d'une image multiple par impression a plat sur une face d'un support plan puis mise en relief et support ainsi obtenu | |
| JP3710143B2 (ja) | 記録媒体用収納ケースとその収納ケース用シート原反の押出成形による製造方法 | |
| JP2741848B2 (ja) | バリヤ性インモールドラベリング容器及びその製造方法 | |
| US4629638A (en) | Method for the manufacture of sheetlike or weblike material provided with markings becoming apparent in transmitted light | |
| JP3150230B2 (ja) | 深絞り容器底材、および深絞り容器底材の製造方法 | |
| US2677634A (en) | Method of making spectacle frames | |
| KR100558404B1 (ko) | 홀로그램을 이용한 입체감을 갖는 라벨 및 그의 제조방법 | |
| GB2143775A (en) | Process for producing plasticized identification cards | |
| JPS6073837A (ja) | ビデオカセット収納ケースの製造方法 | |
| JP4857953B2 (ja) | 紙カップ | |
| US20070281134A1 (en) | Coated rigid plastic packaging materials with holographic image applied at press speed | |
| JPS586689Y2 (ja) | 薬品包装用ラミネ−ト紙 | |
| JPS5922752A (ja) | 押出モ−ルデイングの製造方法 | |
| JPH0229327A (ja) | 絵文字付き貴金属複合板 | |
| JP2024033641A (ja) | 複合容器の製造方法及び複合容器用の紙複合原反 | |
| JPH065948U (ja) | ホログラム付液体容器用積層材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20030513 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050809 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |