JP3717864B2 - ねじ座加工装置 - Google Patents
ねじ座加工装置 Download PDFInfo
- Publication number
- JP3717864B2 JP3717864B2 JP2002117146A JP2002117146A JP3717864B2 JP 3717864 B2 JP3717864 B2 JP 3717864B2 JP 2002117146 A JP2002117146 A JP 2002117146A JP 2002117146 A JP2002117146 A JP 2002117146A JP 3717864 B2 JP3717864 B2 JP 3717864B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- screw
- screw seat
- drill
- tap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Drilling And Boring (AREA)
Description
【産業上の利用分野】
この発明は、鉄道車両の構体などに内装材をボルトで取り付けるのに、構体の骨に穿孔されているボルト締結用のねじ孔に取り付けて使うねじ座を加工するねじ座加工装置に関するものである。
【0002】
【従来の技術】
一般に、鉄道車両の車両構体は、軟鋼やアルミニウム合金あるいはステンレスなどの材料が多く用いられている。
軟鋼あるいはステンレスなどの車両構体は、車体をできるだけ軽量化するために厚さ1.6mm〜2.3mmの骨材が使用されている。また、アルミニウム車両の構体では、厚さ3.0mm〜4.5mmの骨材が使われており、そして、これら車両構体の骨材には内装材がねじ止めされている。
ところが、軟鋼やステンレス車両などの車両構体の骨材は、上記のように厚さが非常に薄く、内装材をねじ止めするのにM4以上の止めねじでは必要な締結力を得ることができない。また、軟鋼やステンレス車両の骨材に比してアルミニウム車両の骨材の厚さが上述したように幾分厚くなったものであっても、それでもM6以上の止めねじでは必要な締結力を得ることができない。特に、アルミニウム合金は、材質が軟らかいことから内装材や内装部品及び電気品の取り付け部分には力が集中してかかるために強度が不足することや内装材等を取り替えるようなねじ孔箇所では摩耗によりねじ孔が馬鹿になり易く、止めねじによる締結力が失われるという問題がある。
そこで、従来は、上述の問題点を解消するために、車両構体の骨材に内装材を止めねじで取り付ける場合は、幅が30mm以上で、厚さが3.2mm以上の軟鉄鋼板または厚さ3mm以上のステンレス板で作られたねじ座を使用し、このねじ座に止めねじを螺入させて締め付けるようにしている。そして、所定の長さに加工したフラットバーに多数のねじ孔の位置をけがいて表示しておき、その位置にボール盤のドリルを合わせて孔を開け、その後、タップ加工してねじ孔を形成し、その後、フラットバーを適宜の間隔で切断して上記のねじ座を製作する。
ところが、上述のようにしてねじ座を大量に作るには、相当な手間や時間を要するので、製造能率が悪い。
【0003】
【解決しようとする課題】
この発明の課題は、上記問題点を解消するもので、板厚が薄い車両などの構体を構成する骨材に、内装材を止めねじで固定するためのねじ座を製作するについて、ねじ座製造の能率を向上させるために、ワークの供給からねじ孔加工までを、一貫して連続的に行えるねじ座加工装置を工夫することである。
【0004】
【問題を解決するために講じた手段】
上記課題を解決するために講じた手段は、所定の幅および長さに加工したワーク(フラットバーに相当するもの)に複数のねじ孔を穿孔しねじ加工する、ねじ座製作のためのねじ座加工装置を前提に、次の(イ)によって構成されるものである。
(イ)上記ねじ座加工装置を、加工テーブル上にワークを供給するワーク供給装置と、加工テーブル上に供給されたワークを横移動させて所定の位置に位置決めするワーク位置決め装置と、ワークを加工テーブルの長手方向に移動させるワーク送り装置と、ワークを加工テーブル上に固定するクランプ装置と、加工テーブルを跨いでいる門型フレームにドリルとタップとを入れ替え自在に設けたねじ孔加工装置とで構成すること。
【0005】
【作用】
所定の幅および長さに加工したワークをワーク供給装置から順次加工テーブル上に載せ、加工テーブル上に載せられたワークを位置決め装置によって押してストッパーとの間に挟み付けて位置決めを行う。このとき、ワークの幅に応じてストッパーに位置を予め調整して、ワークの長手方向中心線が所定位置に来るようにしてある。
加工テーブル上でのその横方向位置を位置決め装置によって決められたワークをストッパーに対してスライドさせながら、ワーク送り装置によって所定ストローク分だけ長手方向に間欠的に送り、その位置にクランプ装置で固定する。クランプ装置で固定されたワークの長手方向先端部分にドリルで孔加工する。その後、ワークを固定したままで、ドリルとタップとを入れ替えてドリルで穿孔された孔上にタップを移動させてねじ加工する。ねじ加工が終了してから、ワークを長手方向に所定ストローク分移動させ、ドリルとタップとを入れ替えて再びドリルで孔加工する。この動作を繰り返して一つのワークに多数のねじ孔を所定間隔で加工する。
多数のねじ孔が加工されたワークを適宜の切断装置で所定間隔で切断することによって、ねじ座が製作される。
ワークの加工テーブル上への供給、ワークの位置決め、孔加工はすべて自動的に制御することができ、また、ねじ座とねじ孔との多少の芯ずれはねじ座の使用目的からして問題ないので、ねじ孔加工後のワークの切断加工はラフであっても全く支障はない。したがって、上記切断加工を簡便な手段で迅速に行うことができる。
【0006】
【実施態様1】
実施態様1は、上記ワーク供給装置を、加工テーブルに横方向に切り欠いて設けた少なくとも2本以上のスリットに貫通させたワーク支持用ハンガーを備え、かつ、ラックギヤーを備えたリニアレールとラックギヤーに噛み合わせてリニアレールを昇降させるラックピニオンとで構成することである。
【0007】
【実施態様2】
実施態様2は、上記ワーク位置決め装置を、ハンガーから加工テーブル上に載せられたワークの片側側面に当接して移動させる駆動装置を備えたワーク送りブレードと、加工テーブル上に移動可能に設けられ、上記ワーク送りブレードとの間にワークを挟持してワークの位置決めをするストッパーとで構成することである。
【0008】
【実施態様3】
実施態様3は、上記ワーク送り装置を、加工テーブルの長手方向に切り欠いたスリットの下部に設けたボールスクリューと、このボールスクリューの駆動により加工テーブルの長手方向に移動するワーク把持用の爪を取り付けたスクリューナットとで構成することである。
【0009】
【実施態様4】
実施態様4は、上記クランプ装置を、ワーク固定板とこのワーク固定板の上下動をガイドするガイドバーと上記ワーク固定板を駆動する駆動装置とで構成することである。
【0010】
【実施態様5】
実施態様5は、上記加工テーブルを跨ぐ門型フレームを、左右の支持柱と、ドリルとタップを取り付けた移動部材を移動自在に支持する横梁とで構成することである。
【0011】
【実施態様6】
実施態様6は、上記ワーク送り装置でワークを間欠的に移動させ、クランプ装置で固定されたワークに対して移動部材を移動させて、ドリルによる孔加工とタップによるねじ加工とを交互に行うように、ワーク送り装置及び上記移動部材を制御することである。
【0012】
【実施態様7】
実施態様7は、ドリルとタップを移動部材に設け、当該移動部材を上記門型フレームの横梁に沿って水平方向に移動自在に設け、当該移動部材の水平方向移動によって、ドリルとタップとの入れ替えを行うことである。
【0013】
【実施態様8】
実施態様8は、ドリルとタップを旋回部材に設け、当該旋回部材を上記門型フレームの横梁に旋回自在に設け、当該旋回部材の旋回動作によって、ドリルとタップとの入れ替えを行うことである。
【0014】
【実施の形態】
次に、この発明の実施の形態について図1〜図5を参照して説明する。
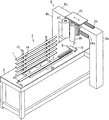
この実施の形態は、長さ850〜1300mm、幅30mm、厚さ3.2mmに加工した軟鋼のワークから多数のねじ座を加工するものである。このねじ座の加工装置は、図1に示すようにワーク1を加工する加工テーブル2、この加工テーブル2に設けたワーク供給装置3、加工テーブル2に供給されたワーク1を加工テーブル2の横(幅)方向にスライドさせて、ストッパー30に押し当ててワーク位置決めを行うワーク位置決め装置15(図2参照)、ワーク1を加工テーブル2の長手方向に移動させるワーク送り装置5(図2参照)、加工テーブル2の長手方向片側に加工テーブル2を跨いで配置した門型フレーム6にドリルとタップを備えたねじ加工装置(ドリル・タップ装置)をスライド自在に設け、上記各装置の動作を一元的にコントロールする制御装置(図示を省略)を備えている。
【0015】
図1、図2に示すように加工テーブル2に、横方向に2つの平行なスリット7,7が設けられている。そして、ワークを載せて置くハンガー14を有する左右一対のリニアレール13が加工テーブルの下方から上記スリット7,7を貫通して、加工テーブル2の上方に突出している。
また、上記リニアレール13の前方において加工テーブル2の長手方向に沿ってスリット7aが設けられていて、ワーク送り装置5の爪20の上端がスリット7aの上方に突出している。さらに、加工テーブル2上において、上記スリット7aの右端(図1において右側端)よりも右側に、ワーク1を固定するクランプ装置8が設けられている。
【0016】
上記ワーク供給装置3は、ワーク1を載せるハンガー14を有するリニアレール13と当該リニアレール13を昇降させる昇降機構とからなるものであり、リニアレール13の背面に設けたラックギヤー10とラックピニオン12とによって上記昇降機構が構成されており、上記ラックピニオン12はサーボモータ11によってチェーンを介して駆動される。
そしてニアレール13は間欠的に所定ストローク分だけ下降し、この一回の所定ストロークの度に、加工テーブル2の下方に沈むハンガー14に載せられたワーク1が加工テーブル2上に残されることになる。
【0017】
また、上記位置決め装置15は、図2に示すように、上記スリット7aと平行なワーク送りブレード4と、当該ワーク送りブレード4のエアーアクチュエータ16とからなり、ワーク送りブレード4は加工テーブル2の一対のスリット7b,7bによって摺動自在に案内されていて、エアーアクチュエータ16によって加工テーブル2の横方向に往復動される。
加工テーブル2上にスリット7aと平行なストッパー30が設けられており、当該ストッパー30はパルスモータ31、31aによって位置調整がなされる。なお、このストッパー30はスリット7c,7cによって加工テーブルの横方向に摺動自在に案内されている。
ワーク供給装置3によって加工テーブル2上に載せられたワーク1は、上記位置決め装置15のワーク送りブレード4によって加工テーブル2の横(幅)方向に押されて上記ストッパー30に押し当てられ、ストッパー30と上記ワーク送りブレード4によって挟圧されて位置決めされる。その位置の微調整はストッパー30をパルスモータ31によって移動させることによって行われる。
上記ワーク送り装置5は、図3に示すように、加工テーブル2の上記スリット7aに沿って移動する上記爪20と当該爪20の送り機構とからなるものであり、爪20の送り機構は、スリット7aと平行なボールスクリュー18とこのボールスクリュー18に螺合したスクリューナット19とからなり、上記ボールスクリュー18はサーボモータ17によって回転駆動される。ボールスクリュー18の回転によって上記爪20がスリット7aに沿って右側(図2における右側)に移動するにつれて、上記ワーク1が上記爪20によって押されて、上記位置決め装置15によって位置決めされた状態で右側に間欠的に移動される。
【0018】
上記クランプ装置8は、図4に示すようにワーク固定板21と、そのワーク固定板21を上下方向に案内する一対のガイドバー22と、ワーク固定板21を上下方向に移動させるエアーアクチュエータ23とで構成されるものである。ワーク1はワーク固定板21の下方にあって、ワーク固定板21で押さえられてクランプされる。
さらに、上記ドリル装置とタップ装置を装備した門型フレーム6は、図1に示すように支持柱6a,6bと横梁6cとで構成されるもので、この門型フレーム6の横梁6cの上面と側面にレール24,24aが設けられている。
【0019】
そして、このレール24,24aによって、移動部材25が加工テーブル2の横方向に移動自在に支持されている。また、この移動部材25の一方の側面にドリル26とタップ27が取付けられており、図2に示すように移動部材25の他方の側面にドリル26、タップ27の駆動モータ29,29aが取り付けられており、ドリル26、タップ27は駆動モータ29,29aによって伝動ベルトを介して駆動される。
この移動部材25の移動動作は、横梁6cに設けたアクチュエータ28を駆動することで行なわれる。
さらに、この横梁6cには、移動部材25の移動距離(位置)を決めるためのストッパー32,32aが設置されていて、このストッパー32,32aを調整することにより移動部材25の停止位置が調整される。
アクチュエータ28を最大限に引っ込めて移動部材25をアクチュエータ28側に移動させたとき、ドリル26がワークの所定の孔あけ位置に一致し、ストッパー32,32aに当接するまで移動部材25を押し出したとき、タップ27がドリルで穿孔した孔に一致する。したがって、アクチュエータ28を最大限に引っ込めた位置と、ストッパー32,32aに当たる位置の間で往復させることによってワーク1に対してドリル26とタップ27とが入れ替わり、これが繰り返されることになる。
【0020】
次に、上記ねじ座加工装置によるワークへのねじ孔加工手順について説明する。
ねじ座の製作加工は、ワークをワーク供給装置3のハンガー14に載せることから開始される。ワークが載せられたハンガー14は、門型フレーム6に設けられた制御盤9によってワーク供給装置3のサーボモータ11が制御されてラックピニオン12による昇降機構によってリニアレール13が1ストローク分だけ下降し、これによってリニアレール13の最下段のハンガー14に載せられているワークが当該ハンガー14から離れて加工テーブル2上に載せられる。
【0021】
次にエアーアクチュエータ16が動作してワーク送りブレード4によって、加工テーブル2に載せられたワークがストッパー30に当接するまで押され、ワーク送りブレード4とストッパー30とによって挟持されて、ストッパー30によって規定される所定位置に位置決めされる。
【0022】
次に、サーボモータ17によってボールスクリュー18を駆動して、爪20によって上記ワークの左端を押して所定ストロークだけ右側に移動させ、その右端をクランプ装置8のワーク固定板21でクランプする。
そして、このワークを固定した後に、アクチュエータ28を最大限に収縮させて移動部材25を移動させた位置で、ドリル26によってワークに孔あけ加工がなされる。
【0023】
その後、アクチュエータ28を伸張させて、移動部材25をストッパー32、32aに当接するまで移動させた位置で、タップ27によって上記孔にねじ立てがなされる。
このねじ立て後にワークに対するクランプ装置8によるクランプを解除して、ボールスクリュー18の動作によりワークを所定ストロークだけ右側に移動させて、再びクランプし、上記の手順で孔開け、ねじ立ての加工がなされる。
【0024】
そして、すべてのねじ孔加工が完了したワークが加工テーブル2から降ろされる。このとき、ボールスクリュー18によって爪20は元の位置まで戻されて、待機している。
再び、ワーク供給装置3を駆動することにより次のハンガー14に載せられたワークが、加工テーブル2上に載せられ、上記手順による作業が繰り返される。以上のようにして、ワーク供給装置3に載せられた全てのワークに対するねじ孔加工が終了する。
【0025】
そして、加工テーブル2の下方に降下したリニアレール13は再び加工テーブル2の上方に上昇され、リニアレール13のハンガー14が所定の位置に戻され、当該ハンガー14に再びワークが載せられる。
ねじ孔加工されたワークを、ねじ孔を一個乃至複数個有するように切断してねじ座を製作する。
【0026】
ワークを幅の異なるものに変更する場合は、ドリルによる孔開け位置がワークの幅方向中央になるように、移動部材25の移動動作位置を初期調整しなければならない。そのためには、移動部材25とアクチュエータ28との間隔を調整するとともに、ストッパー32,32aによる位置を調整すればよい。
上記実施例においては上記間隔調整機構として、移動部材25とアクチュエータ28のピストンロッドとの連結部にターンバックル33を介在させている。
また、移動部材25とアクチュエータ28のピストンロッドとの結合部にスペーサを介在させて上記間隔を調整することもできる。
【0027】
【発明の効果】
この発明のねじ座加工装置は、加工テーブルにワークを載せるワーク供給装置、載せられたワークをテーブル上の任意の位置に位置決めするワーク位置決め装置、位置決めされたワークを加工テーブルの長手方向に送るワークの送り装置、送られたワークをクランプするクランプ装置を設け、加工テーブルを跨ぐように門型フレームを設け、この門型フレームに入れ替え自在にドリル、タップを取り付けたことにより、ワークの加工テーブル上への供給、加工テーブル上のワークの位置決め、加工テーブルへの固定、ワークのドリルによる孔開け及びタップによるねじ加工を自動的に行うことができ、そのためにねじ孔加工の作業者による手間が大幅に削減され、その結果、ねじ座を能率的に製作することができ、その加工コストが低減される。
【図面の簡単な説明】
【図1】は、この発明のねじ座加工装置の実施例の斜視図である。
【図2】は、図1の平面図である。
【図3】は、図1の正面図である。
【図4】(a)は、図1の側面図であり、(b)は図(a)におけるA部拡大図である。
【図5】は、図1におけるワーク供給装置の拡大側面図である。
【符号の説明】
1:ワーク
2:加工テーブル
3:ワーク供給装置
4:ワーク送りブレード
5:ワーク送り装置
6:門型フレーム
6a,6b:支持柱
6c:横梁
7,7a,7b,7c:スリット
8:クランプ装置
9:制御盤
10:ラックギヤー
11:サーボモータ
12:ラックピニオン
13:リニアレール
14:ハンガー
15:ワーク位置決め装置
16:エアーアクチュエータ
17:サーボモータ
18:ボールスクリュー
19:スクリューナット
20:爪
21:ワーク固定板
22:ガイドバー
23:エアーアクチュエータ
24,24a:レール
25:移動部材
26:ドリル
27:タップ
28:アクチュエータ
29,29a:駆動モータ
30:ストッパー
31:パルスモータ
32,32a:ストッパー
33:ターンバックル
Claims (10)
- 所定の幅および長さに加工した細板状ワーク(フラットバーに相当するもの)に複数のねじ孔を一列に穿孔し、ねじ加工し、細板状ワークを切断してねじ座を製作するための、上記細板状ワークに対するねじ座加工装置であって、
順次降下する上下多段のハンガーを有し、各ハンガー上に細板状ワークを保持し、細板状ワークの細板状ワークを加工テーブル上に順次供給するワーク供給装置と、加工テーブル上に供給されたワークを横移動させて所定の位置に位置決めするワーク位置決め装置と、上記細板状ワークを加工テーブルの長手方向に間欠的に移動させるワーク送り装置と、上記細板状ワークを加工テーブル上で押さえて一時的に固定するクランプ装置と、加工テーブルを跨いでいる固定式の門型フレームに一対のドリルとタップとを加工テーブルの横方向に移動自在に設けてあって、ドリルとタップとを加工テーブルの横方向に移動させて細板状ワークに対してドリルとタップを入れ替えるようにしたねじ孔加工装置とを備えているねじ座加工装置。 - 上記ワーク供給装置が、加工テーブルに横方向に切り欠いて設けた少なくとも2本以上のスリットに貫通させたワーク支持用ハンガーを備え、かつ、ラックギヤーを備えたリニアレールと、ラックギヤーに噛み合わせてリニアレールを昇降させるラックピニオンとで構成されている請求項1のねじ座加工装置。
- 上記ワーク位置決め装置が、ハンガーから加工テーブル上に載せられたワークの片側側面に当接して移動させる駆動装置を備えたワーク送りブレードと、加工テーブル上に移動可能に設けられ、上記ワーク送りブレードとの間にワークを挟持してワークの位置決めをするストッパーとで構成されている請求項1のねじ座加工装置。
- 上記ワーク送り装置が、加工テーブルの長手方向に切り欠いたスリットの下部に設けたボールスクリューと、このボールスクリューの駆動により加工テーブルの長手方向に移動するワーク把持用の爪を取り付けたスクリューナットとで構成されている請求項1のねじ座加工装置。
- 上記クランプ装置が、ワーク固定板と、このワーク固定板の上下動をガイドするガイドバーと、上記ワーク固定板を駆動する駆動装置とで構成されている請求項1のねじ座加工装置。
- 上記加工テーブルを跨ぐ門型フレームが、左右の支持柱とドリルとタップを取り付けた移動部材を移動自在に支持する横梁とで構成されている請求項1のねじ座加工装置。
- 上記ワーク送り装置でワークを間欠的に移動させ、クランプ装置で固定されたワークに対して移動部材を移動させて、ドリルによる孔加工とタップによるねじ加工とを交互に行うように、ワーク送り装置及び上記移動部材を制御する請求項1のねじ座加工装置。
- ドリルとタップを移動部材に設け、当該移動部材を上記門型フレームの横梁に沿って水平方向に移動自在に設け、当該移動部材の水平方向移動によって、ドリルとタップとの入れ替えを行う請求項1のねじ座加工装置。
- ドリルとタップを旋回部材に設け、当該旋回部材を上記門型フレームの横梁に旋回自在に設け、当該旋回部材の旋回動作によって、ドリルとタップとの入れ替えを行う請求項1のねじ座加工装置。
- ワークをその長手方向に間欠的に送り、ドリルとタップとを入れ替えてドリル加工とタップ加工とを交互に行うことによって、多数のねじ孔を所定間隔で形成し、当該ねじ孔間の中間を切断してねじ座を製作するねじ座製作方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002117146A JP3717864B2 (ja) | 2002-04-19 | 2002-04-19 | ねじ座加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002117146A JP3717864B2 (ja) | 2002-04-19 | 2002-04-19 | ねじ座加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003311533A JP2003311533A (ja) | 2003-11-05 |
| JP3717864B2 true JP3717864B2 (ja) | 2005-11-16 |
Family
ID=29534442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002117146A Expired - Fee Related JP3717864B2 (ja) | 2002-04-19 | 2002-04-19 | ねじ座加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3717864B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100727431B1 (ko) * | 2006-02-28 | 2007-06-13 | 류호형 | 다축 와이드 탭핑기 |
| CN104148749B (zh) * | 2014-08-25 | 2016-08-17 | 张伟 | 可移动伺服控制数控攻丝机 |
| CN112605480B (zh) * | 2020-12-14 | 2022-01-14 | 东北石油大学 | 一种多根管接头螺纹加工装置及加工方法 |
| CN113894368A (zh) * | 2021-11-17 | 2022-01-07 | 芜湖兆合汽车零部件科技有限公司 | 高自动化螺母生产工艺 |
| CN115106785B (zh) * | 2022-07-29 | 2023-09-08 | 东北林业大学 | 一种建筑支撑件加工装置 |
| CN120551790B (zh) * | 2025-07-30 | 2026-03-31 | 江苏冠牛智能整体家居有限公司 | 一种生产门窗的钻攻两用装置 |
-
2002
- 2002-04-19 JP JP2002117146A patent/JP3717864B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003311533A (ja) | 2003-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0865846B1 (en) | Punching machine and punching method | |
| CN105082117B (zh) | 龙门式双臂桁架机器人及弧形板加工方法 | |
| US4185943A (en) | Drilling and tapping machining apparatus | |
| CN105108540B (zh) | 曲面板工装、钻孔设备及其钻孔方法 | |
| CN112222449B (zh) | 一种型材钻孔加工系统及方法 | |
| KR101843687B1 (ko) | 수평 드릴 머신 | |
| CN1701915B (zh) | 加工工件的机械用的进给装置及这种工件的加工方法 | |
| JP3717864B2 (ja) | ねじ座加工装置 | |
| JP3164863B2 (ja) | 形鋼の穴明け・切断装置 | |
| CN210648569U (zh) | 一种中心孔自动加工装置 | |
| CN106736557B (zh) | 一种异形活动角码加工装置 | |
| CN114523291A (zh) | 一种型材钻孔切断机 | |
| CN211638383U (zh) | 一种五金加工用打孔装置 | |
| CN207952686U (zh) | 一种汽车管件钻孔装置 | |
| CN206316761U (zh) | 一种异形活动角码加工装置 | |
| CN213440131U (zh) | 一种木料切割机的送料结构 | |
| CN111545796B (zh) | 一种便携式三维钻床 | |
| CN210476069U (zh) | 一种气动整形装置 | |
| CN108838692A (zh) | 长型材加工装置及其控制方法 | |
| CN209125309U (zh) | 一种连续同步加工设备 | |
| CN222001908U (zh) | 一种灵活的盲孔打孔装置 | |
| JP2008126435A (ja) | 走行丸鋸盤 | |
| CN207593126U (zh) | 一种密集书架底架焊接机器人夹具 | |
| CN217006309U (zh) | 一种用于滑轮结构中轮体的检测设备 | |
| CN217225757U (zh) | 型材打孔切割装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050601 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050831 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080909 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090909 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100909 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110909 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |