JP3732084B2 - 溶融亜鉛メッキ設備のメッキポット - Google Patents
溶融亜鉛メッキ設備のメッキポット Download PDFInfo
- Publication number
- JP3732084B2 JP3732084B2 JP2000315733A JP2000315733A JP3732084B2 JP 3732084 B2 JP3732084 B2 JP 3732084B2 JP 2000315733 A JP2000315733 A JP 2000315733A JP 2000315733 A JP2000315733 A JP 2000315733A JP 3732084 B2 JP3732084 B2 JP 3732084B2
- Authority
- JP
- Japan
- Prior art keywords
- ceramic fiber
- pot
- plating pot
- hot dip
- dip galvanizing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Coating With Molten Metal (AREA)
Description
【発明の属する技術分野】
本発明は、溶融メッキ設備のメッキポットに内張りするライニング材に関するものである。
【0002】
【従来の技術】
一般的に溶融亜鉛メッキ設備では、連続焼鈍炉で焼鈍された鋼帯を、連続焼鈍炉の出側に配置したメッキ設備に設けられたメッキポットの溶融亜鉛浴中に浸漬して、鋼帯の表面に溶融亜鉛を付着させてメッキを行っている。図6は従来のメッキポットの縦断面図である。メッキポット21と図示していない連続焼鈍炉とは、スナウト5を介して連結されており、連続焼鈍炉において焼鈍された鋼帯6はスナウト5を介してメッキポット21内に進入し、シンクロール4にて転向した後メッキポット21上に引き上げられ、この間に亜鉛メッキが施される。溶融亜鉛メッキポット21内の溶融亜鉛7は、一定温度に保持管理されている。そしてメッキポット21は、溶融亜鉛温度に耐えうるように、鉄皮3に断熱煉瓦9をはり、その上に耐火材として耐火煉瓦8をライニングした構成となっている。
【0003】
【発明が解決しようとする課題】
このように、メッキポット21においては、溶融亜鉛7の温度に耐えうるように耐火煉瓦8がライニングされているが耐火煉瓦8の場合、以下のような問題があった。
まず、メッキポット21を長期に渉って使用した場合、耐火煉瓦8と耐火煉瓦8との間のめじ(モルタル)から亜鉛が浸食してくる。この浸食により、耐熱性の低い断熱煉瓦9にクラックが入るという問題があった。また、この溶融亜鉛7の浸食により特にメッキポット底部においては、亜鉛よりも比重の低い耐火煉瓦8が浮上してしまうという問題もあった。
【0004】
更に、この耐火煉瓦8にモルタルを塗りながらライニングしていく作業は、誰にでも容易にできる作業ではない。煉瓦のサイズは決まっているため、適切な厚みにモルタルを塗りながら煉瓦をライニングしていなければ、徐々に寸法が合わなくなってしまう。従って、この作業には職人による特殊技術が必要であるが、年々職人も少なくなってきている。当然ながら施工には長時間を要していた。それに加え、ライニングした後、モルタルを乾燥させるための時間も必要となる。その他、耐火煉瓦8は重量が大きいため、鉄皮3には、溶融亜鉛に加え、耐火煉瓦の重量に耐えうるだけの充分な強度が必要であり、鉄皮3の厚みが大きくなっていた。従って、メッキポット全体の重量もかさみ、据え付け時の台車などの設備投資が大であった。
【0005】
このようなめじからの亜鉛浸食を防止するために、耐火煉瓦の替わりにキャスタブルを耐火材としてライニングしたメッキポットもある。キャスタブルの場合、めじがないため溶融亜鉛が浸食するという問題はクリアされるものの、ライニング作業が、型枠取付け、キャスタブル混練後流し込みというものになるため、メッキポット側面部にライニングする作業が非常に行いにくく時間を要していた。またライニング後の乾燥時間も必要とする。さらにキャスタブルの場合も耐火煉瓦8と同様に重量が大きいため、鉄皮3の厚みが大きく、メッキポット全体の重量がかさんでいた。
【0006】
また、近年、耐火煉瓦に代わってセラミックスを採用したメッキポットが主流を占めてきている。これは耐火煉瓦に比べ施工性がよく、耐久性があり、耐火材として取り扱いが容易であるためである。しかしセラミックスは高価であるため、当業者間では安価なメッキポットの要求がされている。
以上のような問題に鑑み、本発明は、特殊技術を必要とせず、短時間でライニング可能であり、更に重量も軽く、セラミックスに比べて廉価である溶融亜鉛メッキポットを提供することを目的とする。
【0007】
【課題を解決するための手段】
鋼帯を溶融亜鉛メッキポットに浸漬して鋼帯の表面にメッキを施す溶融亜鉛メッキ設備のメッキポットにおいて、該メッキポットの耐火材として、250〜350kg/cm 3 に圧縮成形されているセラミックファイバーブロックを内張りしたことを特徴とする。
【0008】
【発明の実施の形態】
図面に基づき、本発明の説明を行う。図1は本発明の溶融亜鉛メッキポットの縦断面図である。尚、従来技術と同じものについては同じ番号を付している。
本発明の溶融亜鉛メッキポット21は、鉄皮3の内側にファイバーブランケット2をはり、さらに耐火材としてセラミックファイバーブロック1を内張りした2層構造となっている。このセラミックファイバーブロック1は耐熱性という面では、溶融亜鉛の温度に耐えうるものであれば問題ない。
【0009】
従来、セラミックファイバーといえば、煉瓦に比べて比重が小さく断熱効果が高いため、熱処理炉などの耐火材としては一般的に使用されている。しかしながら溶融亜鉛メッキポットへの採用までは考えられなかった。これは一般的にはセラミックファイバーは密度が小さいため、ファイバー間に溶融亜鉛が浸透し、鉄皮に浸食することが懸念されたからである。本発明は、この問題を解決するため種々検討を行い、本発明に至ったものである。即ち、セラミックファイバーをブロック化し、このブロック化する際に圧縮成形させたものを採用した。
【0010】
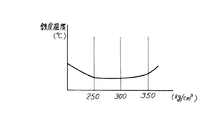
図2はセラミックファイバーブランケットの圧縮密度とメッキポットの鉄皮温度との関係を示したグラフである。図において、縦軸はメッキポットの鉄皮3の温度、横軸はセラミックファイバーブランケットの圧縮密度を示している。これからもわかるように、セラミックファイバーの圧縮密度が、250kg/cm3 よりも小さい場合、セラミックファイバーの間から溶融亜鉛が浸透するため鉄皮温度が上昇する。逆に、圧縮密度が350kg/cm3 より大きい場合は熱伝導率が高くなるため、同じく鉄皮温度が上昇する。従って、セラミックファイバーブロック1は250〜350kg/cm3 の範囲に圧縮しておくとよい。
【0011】
次にセラミックファイバーブロックのライニング施工方法について説明する。図3はセラミックファイバーブロック1のライニング施工方法を示したものである。本実施例では、セラミックファイバーをブロック化して使用している。ライニングされる前のセラミックファイバーブロック1は、図3に示すように、アコーデオン状に折り畳まれたセラミックファイバーブランケットをカードボード11でくるみ、さらにPPバンド10で縦横巻き締めて構成されている。このようなブロック状に加工するに際して、このセラミックファイバーブロックを250〜350kg/cm3 の範囲に圧縮成形しておく。
【0012】
また、鉄皮3にはセラミックファイバーブロックを係止するためのボルト14が所定のピッチで溶接されている。鉄皮3の上には、ファイバーブランケット2が内張りされ、ボルト14はこのファイバーブランケット2を貫通している。セラミックファイバーブロック1を内張りする際は、まずボルト14にガイドパイプ15を挿着し、このガイドパイプ15とセラミックファイバーブロック1のセンター穴17との位置合わせを行い、ガイドパイプ15に沿ってセラミックファイバーブロック1を挿着する。セラミックファイバーブロック1のセンター穴17がボルト14の位置まで到達したら、ガイドパイプ15を外し、ボックスレンチ13によりボルト14にナット12を取付け、メッキポット内にセラミックファイバーブロックを固定する。
【0013】
図4はメッキポット内面の部分斜視図、図5は底部セラミックファイバーブロックの部分拡大図である。セラミックファイバーブロック1を敷きつめる際は、図に示すように、メッキポット底部18、側部19,20において、セラミックファイバー1の折り山部16が、メッキポット21内表面になるよう敷きつめる。そうすることで、より確実にセラミックファイバーブロック1の浮き上がりを防止することができる。また基本的に、メッキポット21内表面において、隣り合ったセラミックファイバーブロック1の折り山の向き(折り山の縦横)が異なるように千鳥格子状に並べていくことで、セラミックファイバーの膨張を均等にすることができる。但し、メッキポット側部19,20の上方にライニングしたセラミックファイバーブロック1については、ファイバーの浮き上がりを防止するために、メッキポット21内側の表面に見える折り山部16が縦方向になるように配置する。
【0014】
このようにしてセラミックファイバーブロック1を敷きつめた後、PPバンド10を切断しカードボード11を取り外すと、圧縮成形されたセラミックファイバーブロック1は互いに開こうとするため、セラミックファイバーブロック1同士の隙間が均等に圧縮され、セラミックファイバーブロック1間の隙間がなくなる。以上のような手順で耐火材としてセラミックファイバーブロック1をライニングしたメッキポット21は、耐熱の面でも強度の面でも溶融亜鉛に充分耐えうるものとなる。このようなメッキポット21において、鋼帯6は、スナウト5を介して溶融亜鉛メッキポット内に進入し、シンクロール4を介して、メッキポット21外に引き上げられ、鋼帯6に亜鉛がメッキされる。
【0015】
ここでは、溶融亜鉛メッキポットに適用した例を説明したが、亜鉛のインゴットをあらかじめ溶解するためのメルティングポットに適用することも勿論可能である。その他、このメルティングポットから溶融亜鉛メッキポットに溶融した亜鉛を移動させる際に使用する樋等にも使用することも可能である。一般的にこの樋は、耐火煉瓦でライニングされているが、亜鉛が耐火煉瓦表面で冷却されて凝固し、徐々にこれが蓄積されるため、溶融亜鉛の移動時、亜鉛が流れにくい。また、樋にできるだけ亜鉛が固まらないよう、常に耐火煉瓦を保温しておく必要がある。
【0016】
このような樋においても本発明と同様に、圧縮加工したセラミックファイバーブロックに溝部を形成しこのブロックをつなぎ合わせた耐火材を樋本体に固定して樋を形成すると、このセラミックファイバーブロックは保温せずともその表面に亜鉛が固着しないため、溶融亜鉛がスムーズに流れる。当然保温するための電力燃料も不要である。このように、本発明は溶融亜鉛用の容器であればどこにでも適用することが可能である。
【0017】
【発明の効果】
以上述べたように、本発明においては、鋼帯にメッキを施す溶融メッキ設備のメッキポット内の耐火材として、圧縮成形したセラミックファイバーブロックを用いているため、耐火煉瓦のようにモルタルを塗ったときのめじがない。従って、めじからの溶融亜鉛の浸食がないため、鉄皮の温度が上昇することもない。また、耐火煉瓦のように底部のセラミックファイバーブロックが浮き上がってくることもない。また、ボルトとナットによる簡単な取付方法であるため、ライニング時に特殊技術を必要としない。さらに乾燥工程も必要ない。従って、耐火煉瓦やキャスタブルをライニングする場合に比べ、3割程度施工時間を短縮することが可能となった。
【0018】
その他、耐火煉瓦やキャスタブルに比べて熱伝導率が低いため、溶融亜鉛の温度低下が小さい。従って、溶融亜鉛を保温する際に利用している誘導加熱装置に必要な電力を低減することができる。また耐火材の厚みも小さくすることができる。更に、耐火煉瓦やキャスタブルに比べると、重量も1/20以下であるため、鉄皮強度も小さくてすみ、メッキポットの重量を小さくすることが可能となる。従って、据え付け時の台車等、設備投資を低く抑えることができる。寿命も耐火煉瓦と同等以上であり、セラミックスに比べても、材料費が廉価である。
【図面の簡単な説明】
【図1】本発明の溶融亜鉛メッキポットの縦断面図。
【図2】セラミックファイバーブランケットの圧縮密度と溶融亜鉛メッキポットの鉄皮との関係を示したグラフ。
【図3】本発明のセラミックファイバーブロックのライニング施工説明図。
【図4】メッキポット内面の部分斜視図。
【図5】メッキポット底部セラミックファイバーブロックの部分拡大図。
【図6】従来の溶融亜鉛メッキポットの縦断面図である。
【符号の説明】
1 セラミックファイバーブロック
2 ファイバーブランケット
3 鉄皮
4 シンクロール
5 スナウト
6 鋼帯
7 溶融亜鉛
8 耐火煉瓦
9 断熱煉瓦
10 PPバンド
11 カードボード
12 ナット
13 ボックスレンチ
14 ボルト
15 ガイドパイプ
16 折り山部
17 センター穴
18 メッキポット底部
19 メッキポット側部
20 メッキポット側部
21 メッキポット
Claims (1)
- 鋼帯を溶融亜鉛メッキポットに浸漬して鋼帯の表面にメッキを施す溶融亜鉛メッキ設備のメッキポットにおいて、該メッキポットの耐火材として、250〜350kg/cm 3 に圧縮成形されているセラミックファイバーブロックを内張りしたことを特徴とする溶融亜鉛メッキ設備のメッキポット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000315733A JP3732084B2 (ja) | 2000-10-16 | 2000-10-16 | 溶融亜鉛メッキ設備のメッキポット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000315733A JP3732084B2 (ja) | 2000-10-16 | 2000-10-16 | 溶融亜鉛メッキ設備のメッキポット |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002121658A JP2002121658A (ja) | 2002-04-26 |
| JP3732084B2 true JP3732084B2 (ja) | 2006-01-05 |
Family
ID=18794787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000315733A Expired - Fee Related JP3732084B2 (ja) | 2000-10-16 | 2000-10-16 | 溶融亜鉛メッキ設備のメッキポット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3732084B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4546116B2 (ja) * | 2004-03-08 | 2010-09-15 | 新日本製鐵株式会社 | 鋼板のフラッタリング抑制装置 |
| JP2012219922A (ja) * | 2011-04-08 | 2012-11-12 | Nippon Steel Engineering Co Ltd | 溶融金属の移送配管と移送システム |
-
2000
- 2000-10-16 JP JP2000315733A patent/JP3732084B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002121658A (ja) | 2002-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112012013775B1 (pt) | Estrutura de contenção de metal em fusão | |
| JP3732084B2 (ja) | 溶融亜鉛メッキ設備のメッキポット | |
| SK142395A3 (en) | Device for feeding molten metal, particularly cast iron, to a casting machine, and casting installation incorporating same | |
| CN201390766Y (zh) | 一种特大型链轮门门叶及整体门槽退火热处理装置 | |
| CN102179491B (zh) | 一种连铸中间包盖用吹氩预制件 | |
| US3887721A (en) | Metallic coating method | |
| CN214425310U (zh) | 一种高稳定性耐高温的不锈钢铸件 | |
| CN109628704B (zh) | 一种rh真空精炼炉及其砌筑方法 | |
| CN115235242B (zh) | 一种铝熔炼双室炉除渣平台防熔渣及铝液渗透方法 | |
| JPS59104253A (ja) | ツインベルトキヤスタ−給湯装置用樋 | |
| JPS6310480Y2 (ja) | ||
| CN107166957B (zh) | 一种电磁感应保温炉 | |
| RU2786560C1 (ru) | Нагреваемый желоб для транспортировки расплавленных металлов | |
| CN213327770U (zh) | 降低镀锌熔锌槽氧化锌灰产生量和能耗的隔离保温设备 | |
| CN103212701B (zh) | 一种多层隔热保温型浇包及其使用方法 | |
| JPH0141191Y2 (ja) | ||
| CN201997699U (zh) | 一种连铸中间包盖用吹氩预制件 | |
| RU211577U1 (ru) | Печь для магниетермического получения губчатого титана | |
| RU214151U1 (ru) | Промежуточный ковш | |
| CN222165662U (zh) | 一种金属冶炼用安全耐用型的加热炉 | |
| CN217370439U (zh) | 一种中间包烘烤器烧嘴保温盖 | |
| RU2038424C1 (ru) | Способ подготовки блюмса к монтажу в катодной секции алюминиевого электролизера | |
| US4311508A (en) | Float glass forming chamber with cast roof | |
| JPS6154506B2 (ja) | ||
| JPS5829546A (ja) | 偏析のない大型鋼塊の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050628 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050811 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051011 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313122 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313121 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20061215 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081021 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091021 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101021 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111021 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121021 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131021 Year of fee payment: 8 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131021 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131021 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131021 Year of fee payment: 8 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131021 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |