JP3736207B2 - 樹脂封止型半導体装置の製造方法 - Google Patents
樹脂封止型半導体装置の製造方法 Download PDFInfo
- Publication number
- JP3736207B2 JP3736207B2 JP15900699A JP15900699A JP3736207B2 JP 3736207 B2 JP3736207 B2 JP 3736207B2 JP 15900699 A JP15900699 A JP 15900699A JP 15900699 A JP15900699 A JP 15900699A JP 3736207 B2 JP3736207 B2 JP 3736207B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating layer
- metal frame
- heat sink
- resin
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
- B29C45/14655—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components connected to or mounted on a carrier, e.g. lead frame
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Description
【発明の属する技術分野】
本発明は、パワー半導体モジュールを対象とした樹脂封止型半導体装置の製造方法に関する。
【0002】
【従来の技術】
IGBT(Insulated Gate Bipolar Transistor) などのパワー素子を実装した半導体装置では、パワー素子から発生する熱に対して高い放熱性を確保することが重要であることから、頭記したモールドタイプの樹脂封止型半導体装置ではパワー素子を実装した金属フレームの裏面側に絶縁層を介して金属製の放熱板をモールド樹脂に埋設し、この放熱板を機器側のヒートシンクへ伝熱的に取付けて使用するようにしている。
【0003】
ここで、前記した樹脂封止型半導体装置の従来構造を図4に示す。図において、1は例えばIGBTなどのパワー素子、2はパワー素子1を実装した金属フレーム(リードフレームなど)、3はボンディングワイヤ、4は金属フレーム2の裏面側に形成した熱伝導率の高い絶縁層(有機物,無機物)、5は絶縁層4を介して金属フレーム2の裏面に接着固定した金属製の放熱板、6は前記各部材の周域を封止するように成形したモールド樹脂であり、モールド樹脂6は放熱板5の底面(金属フレーム2と対峙する反対側の面)が外部に露出するようにして成形されている。
【0004】
また、かかる構成になる樹脂封止型半導体装置の製造方法として、図5に示す ように、工程Iで金属フレーム2の主面にパワー素子1を実装した後、次の工程IIで金属フレーム2の裏面,もしくは放熱板5の金属フレーム2と対峙する面に絶縁層4を形成し、続く工程III では絶縁層4を介して金属フレーム2と放熱板5との間を重ね合わせ接着した後、最後の工程IVで前記組立体の全体をトランスファー成形法,射出成形法などによりモールド樹脂6を成形する方法が、特開平10−261744号公報などで公知である。
【0005】
【発明が解決しようとする課題】
前記した従来の製造方法は、モールド樹脂の成形工程が1回で済みコストの低減化が図れる利点がある反面、次に記すような問題点がある。すなわち、
(1) 金属フレーム2と放熱板5を接着して一体化する工程では、双方の平面度,平行度を十分に考慮して絶縁層4の厚さを精度を確保する必要がある。ところで、液状樹脂を接着剤に用いる場合に、各部品の平面度,平行度に不揃いがあると接合面が密着せずにその界面に気泡が残留することがあり、この気泡がボイドとなって絶縁特性が悪化するほか,熱放散性も低下する。
【0006】
(2) モールド樹脂6の成形工程で、成形金型に回路組立体を入れて型締めした際に、金属フレーム2と放熱板5との位置関係の精度が十分に確保されていないと絶縁層4に不要な局部応力が加わり、これが原因で絶縁層4にクラックが発生したり、絶縁層4と金属フレーム2,放熱板5との間が剥離したりする。しかも、絶縁層4に発生するクラック,剥離は前記の気泡残留と同様に絶縁特性低下の要因となる。
【0007】
(3) また、一般に金属フレーム2は銅製,放熱板5はアルミ製であることから、その熱膨張係数の差に起因してモールド樹脂6の成形工程で加わる熱履歴により金属フレーム2と放熱板5との間に熱膨張差が生じる。そのために、金属フレーム2と放熱板5との間に挟まれた絶縁層4にも引っ張り剪断応力などが加わって接着面の剥離を引き起こすことがある。
【0008】
本発明は上記の点に鑑みなされたものであり、その目的は前記課題を解決し、製品の絶縁特性,熱放散性について高い信頼性が確保できるように改善を図った樹脂封止型半導体装置の製造方法を提供することにある。
【0009】
【課題を解決するための手段】
上記目的を達成するために、本発明によれば、パワー素子を実装した金属フレームと、該金属フレームのパワー素子実装面と反対側の面に絶縁層を介して対峙させた金属製の放熱板と、該放熱板の裏面を露出させて前記各部材の周域を封止したモールド樹脂とからなる樹脂封止型半導体装置の製造方法について、
(1)前記絶縁層の形成,放熱板の装着に先立ち、パワー素子を実装した金属フレームの裏面が露出する凹状スペースを残して金属フレームの周域にモールド樹脂を成形し、金属フレームの露出面に、ここに形成する絶縁層の層厚に相応した突起状の絶縁スペーサを設け絶縁層をモールド樹脂の凹状スペース内に露出する金属フレームの表面に形成し、その後に前記絶縁層を介して放熱板を接着固定する(請求項1)ものとする。
【0010】
また、パワー素子を実装した金属フレームと、該金属フレームのパワー素子実装面と反対側の裏面に絶縁層を介して対峙させた金属製の放熱板と、該放熱板の裏面を露出させて前記各部材の周域を封止したモールド樹脂とからなる樹脂封止型半導体装置の製造方法について、
(2)前記絶縁層の形成,放熱板の装着に先立ち、パワー素子を実装した金属フレームの裏面が露出する凹状スペースを残して金属フレームの周域にモールド樹脂を成形し、
放熱板の金属フレームとの対峙面に、ここに成層する絶縁層の層厚に相応した突起状の絶縁スペーサを設け、絶縁層を放熱板の金属フレームとの対峙面に形成し、モールド樹脂の 凹状スペース内に露出する金属フレームの表面に前記絶縁層を重ね合わせて接着する(請求項2)ものとする。
【0011】
【0012】
【0013】
(3)前項(1)または(2)において、絶縁層との接着を真空中で行って絶縁層の界面に絶縁特性低下の原因となる気泡(ボイド)の残留発生を防止するようにする(請求項3)。
【0014】
上記した製造方法によれば、パワー素子を実装した金属フレームに対し、絶縁層の形成,放熱板の装着を行う前にモールド樹脂の成形を先に行い、その後に絶縁層の形成,および絶縁層の硬化処理による金属フレーム,放熱板との接着を行うようにしたので、絶縁層にはモールド樹脂成形工程の熱履歴に起因する不当な応力が加わらず、これにより絶縁層のクラック,剥離の発生を確実に防いで絶縁特性,放熱性の面での信頼性が向上する。
【0015】
また、(1) , (2)項のように絶縁層の層厚に対応したスペーサを設けておくことで、金属フレームと放熱板との間に所要の絶縁耐力を確保する上で必要な層厚の絶縁層を均一に形成することができ、さらに(3)項のように絶縁層との接着工程を真空中で行うことにより、絶縁特性を低下させる原因となる気泡残留,ボイドの発生が確実に防げる。
【0016】
【発明の実施の形態】
以下、本発明の実施の形態を図示実施例に基づいて説明する。なお、各実施例の図中で図4,図5に対応する同一部材には同じ符号を付してその詳細な説明は省略する。
【0017】
〔実施例1〕
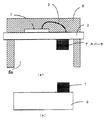
図1は本発明の請求項1,2に対応する実施例の製造工程を示すものである。この実施例においては、工程Iで金属フレーム2の上にパワー素子1を実装し、パワー素子1と金属フレーム2との間をボンディングワイヤ3で接続する。続く工程IIでは、工程Iの回路組立体に対しトランスファー成形法などによりモールド樹脂6を成形してパワー素子1,金属フレーム2の周域を樹脂封止する。また、この成形工程では、成形後のモールド樹脂6に図示のように金属フレーム2の裏面側に樹脂が回り込まずに金属フレーム2の裏面が裸のまま露出する凹状のスペース6aを残すような金型を用いる。次に、工程III で前記した凹状スペース6a内に露出している金属フレーム2の裏面に熱伝導性の高い絶縁層4を均一な厚さに成層する。なお、高熱伝導性の絶縁層4としては、樹脂系接着剤に例えばアルミナ粉を70〜90wt%分散させたものを使用することで対応できる。そして、最終工程IVでは、放熱板5をモールド樹脂6の開放端面側から凹状スペース6aに押し込み、工程III で形成した絶縁層4に重ね合わせた上で接着剤の硬化処理によって接着固定する。なお、工程IVで絶縁層4に放熱板5を接着, 硬化させる際に絶縁層4の界面に気泡が残留するのを防ぐために、接着工程を真空中で行うのがよい。
【0018】
また、絶縁層4を形成する工程での応用実施例として、金属フレーム2の裏面側に図3(a) で示す突起状の絶縁物スペーサ7をあらかじめ設けておくのがよい。このスペーサ7は、その高さを金属フレーム2の裏面に形成する絶縁層4の層厚に合わせて設定しておく。これにより、スペーサ7が放熱板5を接着する際のストッパとして機能し、金属フレーム2と放熱板5との間に所要絶縁耐力に必要な層厚の絶縁層4を均一厚さに形成することができる。なお、このスペーサ7は別に作製して金属フレーム2の裏面に貼り合わせるか、あるいはモールド樹脂6の成形時に同時成形することも可能である。
【0019】
〔実施例2〕
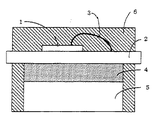
図2は本発明の請求項4に対応する実施例を示すものである。この実施例における工程I,IIは先記した実施例1の工程I,IIと同様であるが、絶縁層4は工程III にて放熱板5の金属フレーム2と対峙する面に形成する。この場合に絶縁層4としては実施例1と同様に接着剤にアルミナ粉を分散して熱伝導性を高めたものを用いるのがよい。そして、工程IVでモールド樹脂6の開放端面側から絶縁層4を形成した放熱板5を凹状スペース6aの中に押し込み、該凹状スペース内に露出している金属フレーム2の裏面に絶縁層4を押し当てた上で実施例1と同様に絶縁層4を硬化処理して金属フレーム2と放熱板5との間を接着固定する。
【0020】
また、放熱板5に絶縁層4を形成する際の応用実施例として、図3(b) のように突起状の絶縁物製スペーサ7を放熱板5の表面に設けておくことができる。これにより、先記実施例1で述べたスペーサ7(図3(a) 参照)と同様な機能を付与することができる。
【0021】
なお、実施例1では絶縁層4を金属フレーム2の裏面に形成し、実施例2では絶縁層4を放熱板5に形成する違いがあるが絶縁特性の効果面は同様であり、いずれの方法を選択するかは金属フレーム2,放熱板5の形状などの条件より、製造工程の作業性を考慮して決めるものとする。
【0022】
【発明の効果】
以上述べたように本発明によれば次記の効果を奏する。
(1) 回路組立体を樹脂封止するようにモールド樹脂を成形した後に、金属フレームと放熱板の間の絶縁層を形成,硬化させて金属フレームに放熱板を接着したことにより、絶縁層を形成した後にモールド樹脂を成形する従来方法と比べて絶縁層が樹脂モールド工程で加わる機械的応力,熱履歴の影響を受けることがなくなり、これにより絶縁層にクラック,剥離が生じるのを防いで良好な絶縁特性,および放熱性の面で高い信頼性を確保することができる。
【0023】
また、請求項3,5のように金属フレーム,あるいは放熱板に絶縁層の層厚に対応したスペーサを設けておくことで、金属フレームと放熱板との間に所要絶縁耐力を確保する上で必要な層厚の絶縁層を均一な厚さに形成することができ、さらに請求項6のように絶縁層との接着工程を真空中で行うことにより、絶縁特性低下の要因となる気泡,ボイドの発生,残留が確実に防げて絶縁性,放熱性をより一層高めることができる。
【図面の簡単な説明】
【図1】 本発明の実施例1に対応する製造方法の工程図
【図2】 本発明の実施例2に対応する製造方法の工程図
【図3】 本発明の応用実施例を示し、(a),(b) はそれぞれ図1,図2の実施例に採用するスペーサの取付け状態を表す図
【図4】 本発明の実施対象となる樹脂封止型半導体装置の組立構造図
【図5】 従来における半導体装置の製造方法の工程図
【符号の説明】
1 パワー素子
2 金属フレーム
3 ボンディングワイヤ
4 絶縁層
5 放熱板
6 モールド樹脂
7 スペーサ
Claims (3)
- パワー素子を実装した金属フレームと、該金属フレームのパワー素子実装面と反対側の裏面に絶縁層を介して対峙させた金属製の放熱板と、該放熱板の裏面を露出させて前記各部材の周域を封止したモールド樹脂とからなる樹脂封止型半導体装置の製造方法であって、
前記絶縁層の形成,放熱板の装着に先立ち、パワー素子を実装した金属フレームの裏面が露出する凹状スペースを残して金属フレームの周域にモールド樹脂を成形し、
金属フレームの露出面に、ここに形成する絶縁層の層厚に相応した突起状の絶縁スペーサを設け
絶縁層をモールド樹脂の凹状スペース内に露出する金属フレームの表面に形成し、
その後に前記絶縁層を介して放熱板を接着固定することを特徴とする樹脂封止型半導体装置の製造方法。 - パワー素子を実装した金属フレームと、該金属フレームのパワー素子実装面と反対側の裏面に絶縁層を介して対峙させた金属製の放熱板と、該放熱板の裏面を露出させて前記各部材の周域を封止したモールド樹脂とからなる樹脂封止型半導体装置の製造方法であって、
前記絶縁層の形成,放熱板の装着に先立ち、パワー素子を実装した金属フレームの裏面が露出する凹状スペースを残して金属フレームの周域にモールド樹脂を成形し、
放熱板の金属フレームとの対峙面に、ここに成層する絶縁層の層厚に相応した突起状の絶縁スペーサを設け、
絶縁層を放熱板の金属フレームとの対峙面に形成し、
モールド樹脂の凹状スペース内に露出する金属フレームの表面に前記絶縁層を重ね合わせて接着することを特徴とする樹脂封止型半導体装置の製造方法。 - 請求項1または2記載の製造方法において、絶縁層の接着を真空中で行うことを特徴とする樹脂封止型半導体装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15900699A JP3736207B2 (ja) | 1999-06-07 | 1999-06-07 | 樹脂封止型半導体装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15900699A JP3736207B2 (ja) | 1999-06-07 | 1999-06-07 | 樹脂封止型半導体装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000349204A JP2000349204A (ja) | 2000-12-15 |
| JP3736207B2 true JP3736207B2 (ja) | 2006-01-18 |
Family
ID=15684190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP15900699A Expired - Fee Related JP3736207B2 (ja) | 1999-06-07 | 1999-06-07 | 樹脂封止型半導体装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3736207B2 (ja) |
-
1999
- 1999-06-07 JP JP15900699A patent/JP3736207B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000349204A (ja) | 2000-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6225701B1 (en) | Semiconductor device provided with heat-sink and method of manufacturing the same | |
| JP3316714B2 (ja) | 半導体装置 | |
| JP2009302526A (ja) | 電子回路装置及びその製造方法 | |
| KR101398404B1 (ko) | 기계적으로 분리된 리드 부착물을 갖는 플라스틱오버몰딩된 패키지들 | |
| JPH10125826A (ja) | 半導体装置及びその製法 | |
| CN103295922B (zh) | 半导体器件的制造方法和半导体器件 | |
| CN111095537B (zh) | 半导体装置及具备该半导体装置的功率转换装置 | |
| JPH10163400A (ja) | 半導体装置及びそれに用いる2層リードフレーム | |
| EP0645812B1 (en) | Resin-sealed semiconductor device | |
| JP3440824B2 (ja) | 半導体装置 | |
| JP5444584B2 (ja) | 半導体装置及びその製造方法 | |
| JP4842177B2 (ja) | 回路基板及びパワーモジュール | |
| JP2011238644A (ja) | パワー半導体モジュールの製造方法 | |
| JPH06151657A (ja) | 半導体装置及びその製造方法 | |
| JP3736207B2 (ja) | 樹脂封止型半導体装置の製造方法 | |
| JPH06275742A (ja) | 樹脂封止型半導体装置 | |
| JP2956617B2 (ja) | 樹脂封止型半導体装置 | |
| JP2001267475A (ja) | 半導体装置の実装構造およびその実装方法 | |
| JPS5923550A (ja) | 樹脂封止半導体装置 | |
| JP7224545B1 (ja) | パワー半導体装置及びその製造方法 | |
| JP2003007933A (ja) | 樹脂封止型半導体装置 | |
| JPH0210858A (ja) | 樹脂封止型半導体装置 | |
| JP4249366B2 (ja) | 金属ベース回路基板と電子モジュールの製造方法 | |
| JPH0974160A (ja) | 半導体装置およびその製造方法 | |
| JPH1032303A (ja) | 樹脂封止型半導体装置およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20031225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050712 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051017 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091104 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |