JP3740433B2 - 集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機 - Google Patents
集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機 Download PDFInfo
- Publication number
- JP3740433B2 JP3740433B2 JP2002135719A JP2002135719A JP3740433B2 JP 3740433 B2 JP3740433 B2 JP 3740433B2 JP 2002135719 A JP2002135719 A JP 2002135719A JP 2002135719 A JP2002135719 A JP 2002135719A JP 3740433 B2 JP3740433 B2 JP 3740433B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- lead
- focusing
- terminal
- coils
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Synchronous Machinery (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Processing Of Terminals (AREA)
- Cable Accessories (AREA)
- Windings For Motors And Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
【発明の属する技術分野】
本発明は電気機器の複数本のリード線を束ねて取り出すに好適な集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機に関する。
【0002】
【従来の技術】
従来、電気機器のエナメル被覆リード線を複数本束ね、それを導体接合面側に燐入りろう材を施した接合端子を介して取り出す技術は例えば特開平2−137306号公報で知られている。この種技術は導出コイル組をろう材を介して接合端子に挟み込み、その接合端子を外部から電気加熱しながら圧接固定するものであった。
【0003】
また、特公平7−32555号公報には車両用交流発電機の固定子において、複数本の各相の中心側導出端子を接続金具を用いて一括結合する構造が示されており、その結合手段には溶接或いは半田付け等が用いられていることが開示されている。
【0004】
【発明が解決しようとする課題】
前記前者の従来技術では、導出コイル組をろう材を介して接合端子に挟み込み、その接合端子を外部から電気加熱しながら圧接固定するものであるため高い接合強度及び耐熱性をもち、かつ絶縁皮膜のまま一括接合ができる利点があるものの、導出コイルであるエナメル被覆導線は2本組のものしか考慮されておらず、3本以上の導出コイル組である場合は各々の導出コイルは必ずしも接合端子と結合せず、振動が加わると接合していないコイルが抜けるばかりでなく周囲の結合力も弱めてしまうことになり、必ずしも信頼性の高い接続端子とはならない。
【0005】
また、後者の従来技術では、複数本の各相の中心側導出端を接続金具を用いて一括し、溶接或いは半田付け等にて結合する構造が示されているが、導出端は単にまとめられて加熱接続されているだけであるため導出コイルが必ずしも接続金具に強固に固着されているとも限らず、また導出コイル同士も必ずしも固着されているとも限らない。従って、エンジンルームに装着される車両用交流発電機の中性点部に用いられた場合で、前記同様一ヶ所でも固着されない箇所が発生すれば振動等により結合剥離が助長し、導電不良から信頼性の低い製品となる。
【0006】
本発明の目的の一つは、結合力が安定し信頼性の高い集束端子と導出コイルの結合構造を提供するにある。
【0007】
本発明の目的の一つは、結合力が安定し信頼性の高い集束端子と導出コイルの結合構造を有する小型回転電機或いは車両用交流発電機を提供するにある。
【0008】
【課題を解決するための手段】
本発明一つは、少なくとも3本以上からなる複数本の導出コイルを束ねたコイル組と集束端子の結合構造であって、上記導出コイル組の各々導出コイルの全てはコイル周囲の一部が少なくとも前記集束端子に接触して接合されており、前記集束端子は、通電抵抗加熱を行うことにより、ろう材を介して、前記各々の導出コイルとの間で電気的及び機械的に結合されており、前記導出コイルのエナメル被覆のうち前記集束端子と前記ろう材を介して接触している部分の被覆は、炭化して前記集束端子の外側に排出されており、前記導出コイルと前記集束端子との間は冶金的接合で、該導出コイル間同士は圧接接合されていることを特徴とする集束端子と導出コイルの結合構造によって達成される。
【0009】
本発明の一つは、円周上に形成された複数のスロットに固定子コイルを巻装した固定子コアと、前記固定子コイルの少なくとも3本以上からなる複数本の導出コイルを束ねたコイル組を中継する集束端子とを備え、該集束端子を介して前記導出コイルを外部に取り出してなる回転電機であって、上記導出コイル組の各々導出コイルの全てはコイル周囲の一部が少なくとも前記集束端子に接触して接合されており、前記集束端子は、通電抵抗加熱を行うことにより、ろう材を介して、前記各々の導出コイルとの間で電気的及び機械的に結合されており、前記導出コイルのエナメル被覆のうち前記集束端子と前記ろう材を介して接触している部分の被覆は、炭化して前記集束端子の外側に排出されており、前記導出コイルと前記集束端子との間は冶金的接合で、該導出コイル間同士は圧接接合されていることを特徴とする小型回転電機によって達成される。
【0010】
本発明の一つは、円周上に形成された複数のスロットに3相の電機子コイルを巻装した電機子コアと、前記電機子コイルからの出力を直流に整流する整流装置と、該電機子コイルと前記整流装置間を電気的に接続する複数本の導出コイル組と、前記電機子コイルの中線点から引き出され前記整流装置の一端に接続される少なくとも3本以上からなる複数本の中性点導出コイルを束ねたコイル組とを備えてなる車両用交流発電機において、上記中性点側導出コイル組は集束端子を介して前記整流装置と結線されてなり、かつ各々導出コイルの全てはコイル周囲の一部が少なくとも前記集束端子に接触して接合されており、前記集束端子は、通電抵抗加熱を行うことにより、ろう材を介して、前記各々の導出コイルとの間で電気的及び機械的に結合されており、前記導出コイルのエナメル被覆のうち前記集束端子と前記ろう材を介して接触している部分の被覆は、炭化して前記集束端子の外側に排出されており、前記導出コイルと前記集束端子との間は冶金的接合で、該導出コイル間同士は圧接接合されていることを特徴とする車両用交流発電機によって達成される。
【0011】
本発明の好ましくは、集束された中性点導出コイル組は千鳥状に配列され、集束端子により縛り固定されることにより達成される。
【0012】
【発明の実施の形態】
本発明の一実施例を図1〜図10に示す車両用交流発電機に応用した場合で説明する。
【0013】
図2において3相交流発電機1はY結線された電機子コイル(固定子コイル)2を備え、該電機子コイルの各々導出コイルの出力端2a,2b,2c及び中性点端Nは、一端を接地し他端をバッテリ3に接続した全波整流器4に接続されている。
【0014】
図3に示す前記発電機の回転子5に巻装される界磁コイル6は前記バッテリ3の充電電圧の状況に応じて作動する電圧調整装置7により通電電流が制御され発電出力を調整している。チャージランプ8は発電機が無発電状態で点灯し、発電状態で消灯するように構成されている。
【0015】
前記電機子コイル2は図3に示すように円筒状の電機子鉄心(固定子コア)9の円周上に形成された複数のスロット10に巻装され、その巻線のU相,V相,W相の出力端2a,2b,2c及び中性点出力端Nは、全波整流器4のアノード側端子4a,4b,4c及び4Nにそれぞれ接続されている。ここで上記電機子コイル2の導出コイルは通常各相2本組で構成され直接前記アノード側端子4a,4b,4cに接続されるが、中性点の導出コイル2Nは2本組のものをU相,V相,W相と寄せ集め、1本の中性点出力端Nを含めて集束端子11により結束されている。
【0016】
次に図1に戻って中性点の6本の導出コイル2Nと中性点出力端Nと集束端子11の関係を説明するならば、導出コイル2Nは2段積みに配置され下段に3列,上段に中性点出力端Nを含んで4列配置され、上下のコイルは互いに重ならないように千鳥状に交互に配列されている。そしてこれら配列された導出コイルは銅系材料からなる集束端子12にて束ねられ、それぞれがろう材13を介してその集束端子12と電気的に且つ機械的に結合されていて、線間同士も互いに加圧接触している。
【0017】
次に上記構成の集束端子と導出コイルの結合方法について後述する。
【0018】
電機子コイル2の延長線である中性点導出コイル2Nは一般にエナメル被覆導線であるAIW線が用いられ、集束端子12にはAIW線の通電加熱の接合に好結果をもたらす銅合金端子が用いられる。
【0019】
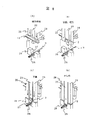
図5〜図10は集束端子と導出コイルの結合法である。電機子鉄心9のスロット10に巻装したままの電機子コイル2の導出コイルは通常U,V,W相出力端2a,2b,2cと中性点導出コイル2Nとも軸方向に延びているので、本実施例では両者の混在を避け、作業性を向上させるため中性点側導出コイルを図5 (A)に示すように電機子鉄心9の軸方向に対しほぼ垂直方向に予め曲げている。
【0020】
このように巻き線された中性点側導出コイル2Nはそれぞれの支持ピン20,20aを介して回動自在に整形ブレード21,21a配置した左右一対の束ねブロック22,22aのコイルガイド空間23,23aに配置される。そして前記整形ブレ−ド21,21aを電機子鉄心の外周方向に押し込むことによってそれぞれのコイルは前記電機子鉄心の周方向に沿って変形され、束ねブロック22,22a間に配置されたS字駒24に押し込まれる。ここで前記整形ブレード21,21aの押圧面は円弧に形成されていて、かつコイルガイド空間23,23aは軸方向に段違いに配置されてS字駒24の溝に対向している。
【0021】
従って、整形ブレード21,21aによって周方向に押し込まれた中性点導出コイル2Nは図6の(A),(B)から分かるように元部は整形ブレードの円弧面21bに沿って整形され、先端方向は平行面21cによって直角的に屈曲されてS字駒の溝に押し込まれ、段違いにして整列される。
【0022】
次に、図7の行程ではS字駒24を直角に起こして他の電機子コイル2のU,V,W相の出力端2a,2a,2cと同様の向きそろえ直し、組立の自動化に備える。このままの状態で、S字駒24を取り去ると中性点導出コイル2Nはばらばらになってしまうので次行程、図7(B)ではS字駒24をはめ込んだまま両側から整形歯25bを有する一対のチャック25,25aで中性点導出コイル 2Nを整列して密着させる。
【0023】
このようにして整列された導出コイルは次の行程、図8にて中性点出力端Nを交えて集束端子12にて加締め固定される。この行程は前記中性点導出コイル 2Nを中性点出力端Nと共に、台形溝27を有する受け型26の該溝底に配置した後に集束端子となる結束バンド27を供給する行程、図8(A)と、該供給された集束端子12をカッタ28で規定寸法に切断し、該カッタ28と押し型29と受け型30にて集束端子12をU字状に成形する行程、図8(B)と、前記集束端子12をカッタ28と押し型29とで周囲を拘束しながら、押し型29を下降させて前記受け型26の台形溝に押し込む行程、図8(C)と、さらに押し型を下降させ中性点導出コイル2Nと中性点出力端子Nを集束端子12で包み込み加締め固定する行程、図8(D)とからなる。
【0024】
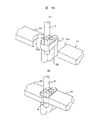
もちろん前記行程の最終工程は7本のコイルを2段積みにし、互い違いなる配置は変わらないように加工され、図9のように構成される。この時点ではエナメル被覆30及びろう材31が介在しているため、その分考慮してギャップgができる寸法にしてある。
【0025】
その後最終工程、図10に移り加圧面を平面32aとした電極32と、加圧面を集束端子の最終形状である凹面33aとした電極33とで前記集束端子を加圧し、通電を行う。この際の加圧,通電条件は端子内周面がコイル被膜の軟化温度以上になる様に設定する。ちなみに車両用交流発電機固定子に用いるステータコイルは耐熱電線被膜(AIW)線の炭化温度は約650℃である。これにより、通電加圧行程時に上記端子と接触している導出コイルNおよび2Nは外周1側面部分の被膜が炭化し、電極の加圧力により炭化したエナメル被膜30は集束端子12の外側に排出され、コイルは真線が露出することになる。その後導出コイル側面と接触している端子内周面が冶金的に接合される。また、端子内のコイル間同士は成形された端子の拘束力により圧接接合される。このように中性点導出コイル2N及び中性点端Nの接続は各コイル外周1側面と集束端子12の内周面との冶金的接合とコイル間の圧接の両者により確実に行われる。
【0026】
この方式によれば接合する前のコイルエナメル部の剥離が省かれるため確実に作業工数ならびに作業人員を低減することができる。また、車両用交流発電機固定子の中性点部の温度は実車走行時には約200℃付近まで上昇するため結合が半田つけの場合半田自身の耐熱性が低く信頼性に難が有ったが、本方式の場合結合が冶金的に行えるため耐熱性が著しく向上し、耐振性とともに信頼性が向上する。
【0027】
また、更に接合部の信頼性をアップさせるため集束端子内周面にリン銅ろうをはりつけこの面がコイル接触側になるようにすれば接合部は更に信頼性は向上できる。
【0029】
また、本発明はこれらの実施例にとどまることなく、3本以上のリード線を束ねて固定するものに有効で高い結合力が得られる。
【0030】
【発明の効果】
導出コイル組の各々導出コイルを、コイルの周囲の一部が少なくとも集束端子に接触して接合するようにしたので、結合力が安定し信頼性の高い集束端子と導出コイルの結合構造と、それを用いた小型回転電機及び車両用交流発電機が得られる。
【図面の簡単な説明】
【図1】本発明の集束端子と導出コイルの結合構造を示す縦断面図。
【図2】本発明を用いた車両用交流発電機の回路構成図。
【図3】同車両用交流発電機の縦断面図。
【図4】同車両用交流発電機の電機子鉄心と整流器の斜視図。
【図5】同本発明の実施例における導出コイル整形装置の平面図及び側面図。
【図6】同整形装置の整形状態の平面図及び側面図。
【図7】同整形装置の次行程における導出コイル整形整列装置の斜視図。
【図8】同整形装置の集束端子の供給,切断,整形,加締め行程を示す斜視図。
【図9】同前記行程で得られた集束端子の加締め完了断面図。
【図10】同集束端子通電加熱行程斜視図。
【符号の説明】
2…電機子コイル、2a,2b,2c…導出コイルの出力端、4…全波整流器、4a,4b,4c…アノード側端子、2N…中性点導出コイル、N…中性点出力端、11…集束端子。
Claims (5)
- 少なくとも3本以上からなる複数本の導出コイルを束ねたコイル組と集束端子の結合構造であって、
上記導出コイル組の各々導出コイルの全てはコイル周囲の一部が少なくとも前記集束端子に接触して接合されており、
前記集束端子は、通電抵抗加熱を行うことにより、ろう材を介して、前記各々の導出コイルとの間で電気的及び機械的に結合されており、
前記導出コイルのエナメル被覆のうち前記集束端子と前記ろう材を介して接触している部分の被覆は、炭化して前記集束端子の外側に排出されており、
前記導出コイルと前記集束端子との間は冶金的接合で、該導出コイル間同士は圧接接合されていることを特徴とする集束端子と導出コイルの結合構造。 - 円周上に形成された複数のスロットに固定子コイルを巻装した固定子コアと、前記固定子コイルの少なくとも3本以上からなる複数本の導出コイルを束ねたコイル組を中継する集束端子とを備え、該集束端子を介して前記導出コイルを外部に取り出してなる回転電機であって、
上記導出コイル組の各々導出コイルの全てはコイル周囲の一部が少なくとも前記集束端子に接触して接合されており、
前記集束端子は、通電抵抗加熱を行うことにより、ろう材を介して、前記各々の導出コイルとの間で電気的及び機械的に結合されており、
前記導出コイルのエナメル被覆のうち前記集束端子と前記ろう材を介して接触している部分の被覆は、炭化して前記集束端子の外側に排出されており、
前記導出コイルと前記集束端子との間は冶金的接合で、該導出コイル間同士は圧接接合されていることを特徴とする小型回転電機。 - 円周上に形成された複数のスロットに3相の電機子コイルを巻装した電機子コアと、前記電機子コイルからの出力を直流に整流する整流装置と、該電機子コイルと前記整流装置間を電気的に接続する複数本の導出コイル組と、前記電機子コイルの中線点から引き出され前記整流装置の一端に接続される少なくとも3本以上からなる複数本の中性点導出コイルを束ねたコイル組とを備えてなる車両用交流発電機において、
上記中性点側導出コイル組は集束端子を介して前記整流装置と結線されてなり、かつ各々導出コイルの全てはコイル周囲の一部が少なくとも前記集束端子に接触して接合されており、
前記集束端子は、通電抵抗加熱を行うことにより、ろう材を介して、前記各々の導出コイルとの間で電気的及び機械的に結合されており、
前記導出コイルのエナメル被覆のうち前記集束端子と前記ろう材を介して接触している部分の被覆は、炭化して前記集束端子の外側に排出されており、
前記導出コイルと前記集束端子との間は冶金的接合で、該導出コイル間同士は圧接接合されていることを特徴とする車両用交流発電機。 - 前記中性点導出コイル組は千鳥状に配列され、集束端子により固定されていることを特徴とした請求項3記載の車両用交流発電機。
- 前記中性点導出コイル組は渡り線を含んでいることを特徴とした請求項4記載の車両用交流発電機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002135719A JP3740433B2 (ja) | 2002-05-10 | 2002-05-10 | 集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002135719A JP3740433B2 (ja) | 2002-05-10 | 2002-05-10 | 集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP8153703A Division JPH104646A (ja) | 1996-06-14 | 1996-06-14 | 集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002369435A JP2002369435A (ja) | 2002-12-20 |
| JP2002369435A5 JP2002369435A5 (ja) | 2005-10-27 |
| JP3740433B2 true JP3740433B2 (ja) | 2006-02-01 |
Family
ID=19194457
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002135719A Expired - Lifetime JP3740433B2 (ja) | 2002-05-10 | 2002-05-10 | 集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3740433B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4489002B2 (ja) * | 2005-10-26 | 2010-06-23 | 三菱電機株式会社 | ハイブリッド励磁回転電機、及びハイブリッド励磁回転電機を備えた車両 |
| JP4921425B2 (ja) * | 2008-06-18 | 2012-04-25 | 日立オートモティブシステムズ株式会社 | 導線接続法ならびに接続端子、固定子および回転電機 |
-
2002
- 2002-05-10 JP JP2002135719A patent/JP3740433B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002369435A (ja) | 2002-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3578142B2 (ja) | 接続構造とその接続方法及びそれを用いた回転電機並びに交流発電機 | |
| US5508571A (en) | Neutral connection for wire wound stator | |
| US9225217B2 (en) | Electric power collection and distribution ring, electric motor and method of manufacturing electric motor | |
| CN103427571B (zh) | 连结马达的定子线圈的方法 | |
| JP3775317B2 (ja) | 回転電機の巻線の製造方法 | |
| JP5304058B2 (ja) | 集中巻線式ステータの製造方法、及び集中巻線式ステータ | |
| KR100516853B1 (ko) | 집속단자와도출코일의결합구조및그것을이용한소형회전전기와차량용교류발전기 | |
| JP2000069705A (ja) | 回転電機のステータ | |
| JP3740433B2 (ja) | 集束端子と導出コイルの結合構造及びそれを用いた小型回転電機と車両用交流発電機 | |
| JP4066834B2 (ja) | 回転電機の巻線の製造方法 | |
| CN108370189A (zh) | 定子、旋转电机以及定子的制造方法 | |
| JP6536933B2 (ja) | 端子金具付き電線の製造方法 | |
| JP2019118183A (ja) | 導電端子、導電端子の製造装置、及び導電端子を備えた回転電機 | |
| JP2007060743A (ja) | 絶縁被覆導線束への端子片の接続 | |
| JP2003164093A (ja) | モータリード線の接続方法及びそれを用いた3相モータの製造方法及びモータリード線の接続構造 | |
| JP4112292B2 (ja) | 固定子およびその製造方法 | |
| JP3698423B2 (ja) | ステータ用コイル接続ワイヤ、及びステータ | |
| US8978238B2 (en) | Apparatus and method for efficient stator windings termination | |
| JP2007005093A (ja) | 導体線束の端部接合方法 | |
| CN111886781A (zh) | 旋转电机的电连接装置 | |
| JP2003164121A (ja) | モータリード線の接続方法及びそれを用いた3相モータの製造方法及びモータリード線の接続構造 | |
| EP0632934A1 (en) | INDUCED. | |
| JP2003204646A (ja) | 中性点結合構造および中性点結合方法 | |
| JP2002369435A5 (ja) | ||
| JP2024067773A (ja) | 結線接続構造、ステータ、及び結線接続方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050713 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051107 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091111 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091111 Year of fee payment: 4 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091111 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111111 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111111 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121111 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121111 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131111 Year of fee payment: 8 |
|
| EXPY | Cancellation because of completion of term |