JP3750577B2 - 処理液の流速調整装置及び該流速調整装置を備えた表面処理装置 - Google Patents
処理液の流速調整装置及び該流速調整装置を備えた表面処理装置 Download PDFInfo
- Publication number
- JP3750577B2 JP3750577B2 JP2001268343A JP2001268343A JP3750577B2 JP 3750577 B2 JP3750577 B2 JP 3750577B2 JP 2001268343 A JP2001268343 A JP 2001268343A JP 2001268343 A JP2001268343 A JP 2001268343A JP 3750577 B2 JP3750577 B2 JP 3750577B2
- Authority
- JP
- Japan
- Prior art keywords
- flow rate
- main body
- processing liquid
- end side
- partition plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

























Landscapes
- Electroplating Methods And Accessories (AREA)
Description
【発明の属する技術分野】
本発明は、筒状部を有する中空体の内面に処理液を流通させて表面処理を施す表面処理装置に関する。更に詳しくは、内燃機関のシリンダブロック内に処理液を流してメッキや電解エッチング等の表面処理を施す表面処理装置に関する。
【0002】
【従来の技術】
通常、自動車のエンジンに用いられるアルミニウム合金製シリンダブロックのシリンダボア面には、ピストンの摺動に対する耐摩耗性を向上させるために、鋳鉄スリーブが挿入されている。しかし、この鋳鉄スリーブによってエンジンの重量が大きくなり、車両の燃費が低下するおそれがあった。そこで、近年はエンジンの軽量化や性能向上を図るため、ニッケルメッキ皮膜中にSiC等の硬いセラミックス粒子を共析させてシリンダボア面に複合メッキを施すことによって、前記鋳鉄スリーブを廃止したアルミニウム合金製シリンダブロックの開発が進められている。
なお、以下の記載においては、皮膜(ニッケルメッキ皮膜等)中に粒子(SiCの硬質セラミックス粒子等)が取り込まれることを「共析」と呼ぶ。
【0003】
このシリンダブロックのメッキにおいては、効率よくメッキを行うため、シリンダボア内に電極を配置し、該シリンダボア内にメッキ液を流しながらメッキ処理をする方法を採用している。
ここで、シリンダブロックは、その構造によって、直列4気筒やV型6気筒等に分類されている。この直列4気筒シリンダブロックのシリンダボア面にメッキ処理を施す場合や、V型6気筒シリンダブロックのシリンダボア面を片バンクずつメッキ処理する場合は、シリンダボアの軸線が鉛直方向になった状態のままメッキ処理を行うため、重力などの影響は受けず、メッキ皮膜中に共析した分散粒子の共析量は皮膜全体に亘って均一となる。
【0004】
しかし、V型シリンダブロック201を両バンクのシリンダ共に同時にメッキ処理する場合は、図25及び図26に示すように、シリンダボア面203のうち、車両搭載状態において傾斜した下方側に位置するメッキ皮膜205中の分散粒子207の共析量が大きくなるという問題があった。つまり、V型シリンダブロック201においては、図25に示すように、シリンダボア209が左右の斜め上方に向けて傾斜しているため、このシリンダボア209内をメッキ液が流れる場合、該メッキ液中のSiC等の分散粒子(硬質粒子)207は、特開平11−12790号公報に記載されているように、重力の影響によって傾斜した下方側のシリンダボア面203におけるメッキ皮膜205中(図26参照)により多く共析しやすかった。
【0005】
この問題を解決するため、特開平8−144082号公報では、V型シリンダブロックを片バンクのシリンダずつに分けて前処理とメッキ処理を施している。しかし、この方法では、同一のシリンダブロックを2回に分けて前処理及びメッキ処理をしなげればならず、作業工数が2倍かかるため、コストが高くなると共に、メッキラインも長くなるという問題があった。
【0006】
【発明が解決しようとする課題】
本発明は、前記課題を解決し、筒状のワークの内面に処理液を流しながら皮膜を形成する場合に、前記内面の片側とこの片側に対向する他方側とで、処理液の流速を変えることができる流速調整装置及び該流速調整装置を備えた表面処理装置を提供することを目的とする。
【0007】
本発明に係る処理液の流速調整装置は、前記目的を達成するため、一端側の蓋部に排出穴が穿設された有蓋筒状の本体を備えた処理液の流速調整装置であって、筒状のワークの開口面に前記本体の他端側を当接させ、前記ワーク内に流入させた処理液を、前記本体の内部を介して前記排出穴から排出させる際に、前記ワーク内部の被処理面の一部分における処理液の流速と、この一部分に対向する他の部分の被処理面における流速とに差異を設けるように構成している。
【0008】
さらに、本発明に係る処理液の流速調整装置では、前記本体の内部に、複数の挿通穴を有する隔壁板を設け、該隔壁板で本体内部を軸方向に分け隔てることによって、前記他端側に位置する第1の空間及び前記一端側に位置する第2の空間を形成している。
【0009】
前記隔壁板としては、例えば、メッキ処理用電極を取り付ける電極取付板などを用いることができる。
【0010】
本発明に係る処理液の流速調整装置の一態様では、前記第1の空間側における本体の側壁に処理液の流出口を設け、第1の空間内に流入した処理液を前記流出口から流出させることによって、前記流出口の側における被処理面の処理液の流速を、流出口に対向する側の被処理面における処理液の流速よりも速くしている。
【0011】
この流出口がいわゆるバイパス流路の役割を果たすため、簡単でかつ確実に被処理面における処理液の流速を速くすることができる。
【0012】
そして、本発明に係る処理液の流速調整装置の別の態様では、前記第1の空間側における本体の側壁の内面に、切欠きによって形成した凹部を設け、この凹部側における被処理面の処理液の流速を、凹部の対向側における被処理面の処理液の流速よりも速くすることができる。
【0013】
前記凹部によって、第1の空間における凹部側の流路面積が大きくなるため、結果的に、凹部側の被処理面における処理液の流速を速くすることができる。
【0014】
さらに、本発明に係る処理液の流速調整装置の更に別の態様では、前記隔壁板の挿通穴を周方向に間隔を隔てて複数設けると共に、これらの挿通穴の径を、前記隔壁板の径方向の片側と、この片側に対向する他方側とで差異を設けている。
【0015】
前記挿通穴の径を大きくした側の被処理面における処理液の流速が、他方側における被処理面の流速よりも速くなる。
【0016】
そして、本発明に係る処理液の流速調整装置の更に別の態様では、前記隔壁板の挿通穴を、周方向に間隔を隔てて複数設けると共に、これらの挿通穴の隣同士の間隔を、前記隔壁板の径方向の一方側と他方側とで差異を設けている。
【0017】
また、本発明に係る処理液の流速調整装置の更に別の態様では、前記隔壁板の挿通穴を周方向に間隔を隔てて複数設ける。
【0018】
また、これと共に、この態様では、これらの挿通穴よりも小さい径を有する流通穴を設けたマスキング板を、前記隔壁板に回転可能に取り付けている。
【0019】
そして、本発明に係る処理液の流速調整装置の更に別の態様では、前記隔壁板の挿通穴を周方向に間隔を隔てて複数設けると共に、隔壁板の径方向に摺動することによってこれらの挿通穴を塞ぐことができる遮蔽板を、前記隔壁板に摺動可能に取り付けている。
【0020】
なお、本発明に係る表面処理装置は、前述した流速調整装置を備えている。
【0021】
【発明の実施の形態】
以下に、本発明の実施の形態に係る表面処理装置について説明する。本発明は、筒状に形成されたワークの内面に処理液を流しながら表面処理を施す場合に、皮膜中の粒子を均一に分散させる表面処理装置である。本発明の実施の形態においては、V型シリンダブロックのシリンダボア面にメッキを施す表面処理を中心に説明をする。なお、本発明は、被処理面であるシリンダボア面が傾斜した状態で処理をする場合に限定されず、シリンダボア面が上下方向に沿った状態で処理をする場合にも適用することができる。
【0022】
本発明は、V型シリンダにおいて、傾斜したシリンダ内のメッキ液の流速をシリンダボアの各部位ごとに細かく調整することによって、即ち、傾斜したシリンダのシリンダボア内において下方側のシリンダボア面を流れるメッキ液の流速を上方側よりも速くすることができる。これによって、下方側のシリンダボア面における硬質粒子の過剰な共析を防止し、メッキ皮膜中の全体に亘ってSiCなどの硬質粒子を均一に分散して共析させる表面処理である。以下、第1から第8の実施の形態に分けて、図面を参照しながら説明する。なお、まず第1の実施の形態について詳細に説明をするが、第2の実施の形態以降については、重複する内容の説明は省略する。
【0023】
[第1の実施の形態]
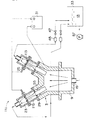
図1は、第1の実施の形態に係る表面処理装置1を用いて、ワークとなるV型シリンダブロック3をメッキ処理している状態を示す断面図である。
床面5上には、支持台7が配置されており、該支持台7の上部には下治具9が取り付けられている。これらの支持台7と下治具9の中央部には、貫通した穴11が形成されており、該穴11には、下治具9の内部にメッキ液13を流入させる流入口15が取り付けられている。また、この支持台7の上方には、流速調整装置17が設けられている。
【0024】
この流速調整装置17は、先端に伸縮可能なロッド19を有する上側治具固定装置21と、該ロッド19の端部に取り付けられ、蓋部を有する流出治具23と、該流出治具23の下端に固定した陽極取付板(隔壁板)25、上治具27及びパッキン29とを備えている。そして、整流器31の正極側は陽極取付板25に接続され、負極側はワーク3に接続されている。また、流出治具23から排出されたメッキ液13は液槽33に流入したのち、該液槽33から配管35を介してワーク3中に流入するように構成されている。
【0025】
ワークであるV型シリンダブロック3のシリンダボアは、左右両側の斜め上方に傾斜して形成されており、前記上治具27もこのシリンダボアに沿って傾斜して配設されている。この上治具27の上部には、挿通穴37が穿設された陽極取付板25が載置され、また、上治具27の側壁のうち外方側(傾斜した下方側)には、流出口39が形成されている。この流出口39は、細い筒状に形成されており、前記上治具27の側壁の途中から分岐したのち、配管35を介して液槽33に連結されている。この配管35には、合流点41前においてバルブ43が配設されており、また、合流点41以降の配管においても流量計45とバルブ47が配設されている。
【0026】
そして、上治具27、陽極取付板25及び流出治具23は液密状に一体化され、ロッド19を介して上側治具固定装置21に取り付けられているため、上下に自由に移動させることができる。
【0027】
さらに、ワークとなるV型シリンダブロック3は、ヘッド面49を上にした状態で下治具9の上に載置され、クランプ51によって固定されている。各気筒のシリンダ53内に陽極55が挿入され、絶縁性のパッキン29を介して上治具27及び流出治具23を上側治具固定装置21によって押圧することにより、V型シリンダブロック3は液密状にシールされている。
【0028】
前記構成を有する表面処理装置1を用いて処理を行う手順を簡単に説明する。SiCなどの粒子を含むメッキ液13は、液槽33からポンプ57により圧送され、下治具9の下側に設けられた流入口15から下治具9を通ってV型シリンダブロック3内に流入する。このV型シリンダブロック3内において、下治具9及びクランクケース部59がバッファの役目を果たすため、V型シリンダブロック3内に流入するメッキ液13の流れは均一化される。
【0029】
次いで、メッキ液13は左右両側のシリンダボア61に分かれて流入するが、上治具27には、下方側に流出口39が設けられているため、シリンダボア61内では下方側の方がメッキ液13の流速が速くなる。さらに、各気筒のシリンダ53内のメッキ液13の流速は、流量計45及びバルブ43,47により制御される。メッキ液13を流しながら、V型シリンダブロック3をマイナス、陽極55をプラスとして通電させることにより、シリンダボア面63にメッキ皮膜を形成させることができる。ここで、シリンダボア61内では下方側の方がメッキ液13の流速が速いため、下方側のシリンダボア面63におけるSiCなどの粒子の過剰な共析を防止することができる。さらに、流出口39への流速は、バルブ43で制御することにより、SiCなどの粒子を均一に共析させることができる。
【0030】
[第2の実施の形態]
前記第1の実施の形態においては、メッキ処理を施す形態について説明をしたが、第2の実施の形態においては、電解エッチング等の処理を行う場合について説明する。
図2に示すように、第2の実施の形態に係る表面処理装置71においては、上治具73の側壁のうち、上方側に流出口75を設けている。
前記電解エッチングとは、電極をシリンダボア61内に配置し、リン酸や硫酸などの電解液83を流しながらシリンダブロック3を陽極、電極77を陰極とし、シリンダボア面63を腐食除去したりする処理であり、処理中に多量のガス79が発生する。傾いたシリンダ53では、処理中に発生したガスは矢印81に示すように上方に流れるため、シリンダボア面63の上方側が電解エッチングされにくい。
【0031】
しかし、上治具73の上方側には流出口75を設けてあるため、上方側の電解液83の流れがスムーズになり、かつ、流出口75から、発生するガス79を効率良く抜くことによって、シリンダボア面63の処理を各部位について均一に行うことができる。
【0032】
[第3の実施の形態]
第3の実施の形態に係る表面処理装置91においては、図3に示すように、上治具93の内側面のうち、下方側の面に凹部95を形成しているため、電極97の上部97aから凹部95までの距離が下方側の方が大きく広がっている。また、電極取付板99に穿設された挿通穴37の大きさも、下方側の方を適宜大きめに形成している。従って、上治具93とシリンダボア61の下方側のメッキ液13の流速は、上方側よりも大きくなり、シリンダボア面63の下方側におけるSiCなどの粒子の過剰な分散を防ぎ、シリンダボア面63の皮膜全体に亘って均一に分散させることができる。
【0033】
[第4の実施の形態]
第4の実施の形態に係る表面処理装置101においては、図4に示すように、上治具103の上方側の側壁に凹部105を形成しているため、電極107の上部107aと凹部105との距離は、上方側の方が広がっている。また、電極取付板109の挿通穴37も、上方側の方が大きく形成されているため、電解液83をシリンダボア61内に流すときは、上治具103及びシリンダボア61の上方側の流速が大きくなる。
【0034】
前記構成を有する表面処理装置101によれば、電極107をシリンダボア61内に配置し、リン酸や硫酸などの電解液83を流しながらシリンダブロック3を陽極、電極107を陰極として電解エッチングなどを施す場合は、処理中に発生し上方に流れるガス79の抜けを良くできるので、シリンダボア61内の電解エッチングの処理をシリンダボア面63全体を均一に行うことができる。
【0035】
[第5の実施の形態]
第5の実施の形態に係る表面処理装置111においては、図5〜図10に示すように、陽極取付板25に設けた挿通穴の大きさ、形状及び配置を変えることによって、シリンダボア内の処理液の流速を調整している。
図5は、表面処理装置111全体を示す断面図であり、整流器31の正極が接続された陽極取付板25には図6及び図7に示すような挿通穴113が形成されている。これらの図から判るように、上方側の流出口113aは、下方側の流出口113bよりも小さく形成されているため、シリンダボア61の下方側の方がメッキ液13の流速が速くなる。
【0036】
また、図8に示すように、陽極取付板25の上方側に位置する挿通穴113に埋め栓117を施すことによっても、シリンダボア61の下方側におけるメッキ液13の流速を速くすることができる。
さらに、図9に示すように、上方側の挿通穴113aを小さくすると共に、下方側の流出口113bを連通させて一つの長い穴に拡大すれば、メッキ液13の流速の差を上方側と下方側とでより大きくすることができる。
なお、図10に示すように、挿通穴113を細長いスリット形状の穴に形成し、シリンダボア61内の上方側から下方側に向かって漸次的に間隔が密になるように複数個配列させている。穴の形状は、特に限定されず、楕円や台形などでも良い。
【0037】
以上、図7〜図10に示すような挿通穴113を有する陽極取付板25によって、メッキ液13中の粒子の沈降が抑制され、粒子が均一に分散したメッキ皮膜を得ることができる。これにより、V型シリンダブロック3のシリンダ53を両バンクとも同時にメッキすることが可能となるため、片バンクずつメッキする場合に比較して、メッキに要するコストを半分に削減できると共に、及びメッキラインの長さも半分に短縮することができる。
【0038】
[第6の実施の形態]
第6の実施の形態においては、図11〜図16に示すように、陽極取付板25に予め穿設した挿通穴113を回転式マスキング板123又はスライド式遮蔽板133で塞ぐことによって、シリンダボア61内のメッキ液13の流速を調整している。
【0039】
まず、図11〜図13は、扇形の回転式マスキング板123を示している。陽極取付板25には、図11と図12に示すように、同一径の円形を有する挿通穴113が同一間隔で穿設されており、この挿通穴113のうち、3つを塞ぐことができる大きさの扇形の回転式マスキング板123が陽極取付板25の中央部127を中心にピン129(図13参照)によって回転可能に取り付けられている。また、回転式マスキング123には、前記挿通穴113よりも小さな径を有する別の流出口131が穿設されているため、図13に示すように、シリンダボア61の下方側におけるメッキ液13の流速が上方側の流速よりも速くなる。前記マスキング板123は、特に限定されず、種々の形状と大きさとすることができる。
【0040】
さらに、図14〜図16に示すように、スライド式遮蔽板133を挿通穴113にそれぞれ個別に配設している。このスライド式遮蔽板133を陽極取付板25の径方向に出し入れすることによって、各々の流出口113を任意の大きさに塞ぐことができる。図14には、流出口113の5ケ所にスライド式遮蔽板133を配設しているが、その個数、大きさ、及び形状はこれに限定されるものではない。
【0041】
[第7の実施の形態]
第7の実施の形態においては、クランク軸受けジャーナル135が突出しているV型シリンダブロック137においてもジャーナル136の近傍におけるメッキ液13の流速を均一化させることができる。
図17〜図20に示すV型シリンダブロック137には、クランク軸受けジャーナル135が突出している。図20に示すように、このクランク軸受けジャーナル135の段部の近傍に陽極55の下端部55aが位置するため、ジャーナル135の近傍におけるメッキ液13の流速が遅くなり、メッキ液13中の分散粒子が偏析しやすくなるおそれがある。
【0042】
そこで、図19に示すように、陽極取付板25における挿通穴113を、クランク軸受けジャーナル135側に近づくにつれて徐々に大きくし、遠ざかるにつれて徐々に小さく形成している。これによって、ジャーナル側におけるメッキ液13の流れ抵抗を小さくし、ジャーナル135の反対側における流れ抵抗を増加させることで、シリンダボア61内における流速の均一性を図ることができる。
【0043】
[第8の実施の形態]
第8の実施の形態では、水平対向エンジンにおいて、エンジン搭載状態で下側となるシリンダボア面に硬質粒子をあえて多く分散させている。
水平対向エンジン等は、エンジン搭載時に鉛直下側となるシリンダボア面がピストン荷重により特に摩耗しやすいため、この鉛直下側のシリンダボア面において、SiC等の硬質粒子の共析量を上側よりも増加させる必要がある。
【0044】
本発明は、このような水平対向エンジンにも適用可能であり、例えば、図21〜図24に示すように、直列2気筒型のシリンダブロック141を垂直に立てた状態でメッキをする場合において、陽極取付板25に穿設した挿通穴の穴位置や大きさを適宜設定することによって、シリンダボア面63の円周方向における硬質粒子の共析量を増減させることができる。
【0045】
このように、エンジン搭載時に下側となるシリンダボア面63の硬質粒子143の共析量を増加させたシリンダブロック141を組み合わせて使用することで、ピストン荷重による下側における偏摩耗を防止することができる。
【0046】
【発明の効果】
本発明によれば、傾斜した被処理面に処理液中の粒子が均一に共析した皮膜を形成することができ、また、上下に延びる被処理面には、片側と他方側とで粒子の分散度合を変えた皮膜を形成することができる。
【図面の簡単な説明】
【図1】第1の実施の形態における表面処理装置を示す断面図である。
【図2】第2の実施の形態における表面処理装置の要部を示す断面図である。
【図3】第3の実施の形態における表面処理装置を示す断面図である。
【図4】第4の実施の形態における表面処理装置の要部を示す断面図である。
【図5】第5の実施の形態における表面処理装置を示す断面図である。
【図6】本図のうち、(a)は図5の陽極及び陽極取付板を示す斜視図であり、(b)は(a)の側面図である。
【図7】第5の実施の形態における陽極取付板を示す平面図である。
【図8】第5の実施の形態における別の陽極取付板を示す平面図である。
【図9】第5の実施の形態における更に別の陽極取付板を示す平面図である。
【図10】第5の実施の形態における更に別の陽極取付板を示す平面図である。
【図11】第6の実施の形態における陽極取付板を示す平面図である。
【図12】図11のマスキング板を回転させた状態の陽極取付板を示す平面図である。
【図13】図12のA−A線による断面図である。
【図14】第6の実施の形態における別の陽極取付板を示す平面図である。
【図15】図14のスライド式遮蔽板を移動させた状態の陽極取付板を示す平面図である。
【図16】図15のB−B線による断面図である。
【図17】第7の実施の形態を適用することができるシリンダブロックの平面図である。
【図18】図17のC−C線による断面図である。
【図19】第7の実施の形態における陽極取付板を示す平面図である。
【図20】第7の実施の形態に係る表面処理装置を用いて処理をしているシリンダブロックの断面図である。
【図21】第8の実施の形態に係る表面処理装置を用いて処理をしているシリンダブロックの断面図である。
【図22】本図のうち、(a)と(b)は、第8の実施の形態に係る表面処理装置に用いる陽極取付板を示す平面図である。
【図23】本図のうち、(a)と(b)は、第8の実施の形態に係る表面処理装置を用いて処理したシリンダブロックの断面図である。
【図24】図23のシリンダブロックを組み合わせて作製した水平対向エンジンの断面図である。
【図25】従来の処理方法を用いてシリンダボア面を表面処理したシリンダブロックの断面図である。
【図26】図25のシリンダブロックをD方向から見たメッキ被膜を示す概念図である。
【符号の説明】
1,71,91,101,111 表面処理装置
3,137,141 V型シリンダブロック
5 床面
7 支持台
9 下治具
11 穴
13 メッキ液
15 流入口
17 流速調整装置
19 ロッド
21 上側治具固定装置
23 流出治具
25 陽極取付板
27,73,93,103,115 上治具
29 パッキン
31 整流器
33 液槽
35 配管
37,113 挿通穴
39,75 流出口
41 合流点
43,47 バルブ
45 流量計
49 ヘッド面
51 クランプ
53 シリンダ
55 陽極
57 ポンプ
59 クランクケース部
61 シリンダボア
63 シリンダボア面
77,97,107 電極
79 ガス
81 ガス流れ
83 電解液
95,105 凹部
99 電極取付板
117 埋め栓
123 回転式マスキング板
127 中央部
129 ピン
131 流出口
133 スライド式遮蔽板
135 クランク軸受けジャーナル
143 硬質粒子
Claims (7)
- 一端側の蓋部に排出穴が穿設された有蓋筒状の本体を備えた処理液の流速調整装置であって、筒状のワークの開口面に前記本体の他端側を当接させ、前記ワーク内に流入させた処理液を、前記本体の内部を介して前記排出穴から排出させる際に、前記ワーク内部の被処理面の一部分における処理液の流速と、この一部分に対向する他の部分の被処理面における流速とに差異を設けるようにした処理液の流速調整装置であって、前記本体の内部に、複数の挿通穴を有する隔壁板を設け、該隔壁板で本体内部を軸方向に分け隔てることによって、前記他端側に位置する第1の空間及び前記一端側に位置する第2の空間を形成し、前記第1の空間側における本体の側壁に処理液の流出口を設け、第1の空間内に流入した処理液を前記流出口から流出させることによって、前記流出口の側における被処理面の処理液の流速を、流出口に対向する側の被処理面における処理液の流速よりも速くしたことを特徴とする処理液の流速調整装置。
- 一端側の蓋部に排出穴が穿設された有蓋筒状の本体を備えた処理液の流速調整装置であって、筒状のワークの開口面に前記本体の他端側を当接させ、前記ワーク内に流入させた処理液を、前記本体の内部を介して前記排出穴から排出させる際に、前記ワーク内部の被処理面の一部分における処理液の流速と、この一部分に対向する他の部分の被処理面における流速とに差異を設けるようにした処理液の流速調整装置であって、前記本体の内部に、複数の挿通穴を有する隔壁板を設け、該隔壁板で本体内部を軸方向に分け隔てることによって、前記他端側に位置する第1の空間及び前記一端側に位置する第2の空間を形成し、前記第1の空間側における本体の側壁の内面に、切欠きによって形成した凹部を設け、この凹部側における被処理面の処理液の流速を、凹部の対向側における被処理面の処理液の流速よりも速くしたことを特徴とする処理液の流速調整装置。
- 一端側の蓋部に排出穴が穿設された有蓋筒状の本体を備えた処理液の流速調整装置であって、筒状のワークの開口面に前記本体の他端側を当接させ、前記ワーク内に流入させた処理液を、前記本体の内部を介して前記排出穴から排出させる際に、前記ワーク内部の被処理面の一部分における処理液の流速と、この一部分に対向する他の部分の被処理面における流速とに差異を設けるようにした処理液の流速調整装置であって、前記本体の内部に、複数の挿通穴を有する隔壁板を設け、該隔壁板で本体内部を軸方向に分け隔てることによって、前記他端側に位置する第1の空間及び前記一端側に位置する第2の空間を形成し、前記隔壁板の挿通穴を周方向に間隔を隔てて複数設けると共に、これらの挿通穴の径を、前記隔壁板の径方向の片側と、この片側に対向する他方側とで差異を設けたことを特徴とする処理液の流速調整装置。
- 一端側の蓋部に排出穴が穿設された有蓋筒状の本体を備えた処理液の流速調整装置であって、筒状のワークの開口面に前記本体の他端側を当接させ、前記ワーク内に流入させた処理液を、前記本体の内部を介して前記排出穴から排出させる際に、前記ワーク内部の被処理面の一部分における処理液の流速と、この一部分に対向する他の部分の被処理面における流速とに差異を設けるようにした処理液の流速調整装置であって、前記本体の内部に、複数の挿通穴を有する隔壁板を設け、該隔壁板で本体内部を軸方向に分け隔てることによって、前記他端側に位置する第1の空間及び前記一端側に位置する第2の空間を形成し、前記隔壁板の挿通穴を、周方向に間隔を隔てて複数設けると共に、これらの挿通穴の隣同士の間隔を、前記隔壁板の径方向の一方側と他方側とで差異を設けたことを特徴とする処理液の流速調整装置。
- 一端側の蓋部に排出穴が穿設された有蓋筒状の本体を備えた処理液の流速調整装置であって、筒状のワークの開口面に前記本体の他端側を当接させ、前記ワーク内に流入させた処理液を、前記本体の内部を介して前記排出穴から排出させる際に、前記ワーク内部の被処理面の一部分における処理液の流速と、この一部分に対向する他の部分の被処理面における流速とに差異を設けるようにした処理液の流速調整装置であって、前記本体の内部に、複数の挿通穴を有する隔壁板を設け、該隔壁板で本体内部を軸方向に分け隔てることによって、前記他端側に位置する第1の空間及び前記一端側に位置する第2の空間を形成し、前記隔壁板の挿通穴を周方向に間隔を隔てて複数設けると共に、これらの挿通穴よりも小さい径を有する流通穴を設けたマスキング板を、前記隔壁板に回転可能に取り付けたことを特徴とする処理液の流速調整装置。
- 一端側の蓋部に排出穴が穿設された有蓋筒状の本体を備えた処理液の流速調整装置であって、筒状のワークの開口面に前記本体の他端側を当接させ、前記ワーク内に流入させた処理液を、前記本体の内部を介して前記排出穴から排出させる際に、前記ワーク内部の被処理面の一部分における処理液の流速と、この一部分に対向する他の部分の被処理面における流速とに差異を設けるようにした処理液の流速調整装置であって、前記本体の内部に、複数の挿通穴を有する隔壁板を設け、該隔壁板で本体内部を軸方向に分け隔てることによって、前記他端側に位置する第1の空間及び前記一端側に位置する第2の空間を形成し、前記隔壁板の挿通穴を周方向に間隔を隔てて複数設けると共に、隔壁板の径方向に摺動することによってこれらの挿通穴を塞ぐことができる遮蔽板を、前記隔壁板に摺動可能に取り付けたことを特徴とする処理液の流速調整装置。
- 前記請求項1〜6のいずれかに記載された流速調整装置を備えたことを特徴とする表面処理装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001268343A JP3750577B2 (ja) | 2001-09-05 | 2001-09-05 | 処理液の流速調整装置及び該流速調整装置を備えた表面処理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001268343A JP3750577B2 (ja) | 2001-09-05 | 2001-09-05 | 処理液の流速調整装置及び該流速調整装置を備えた表面処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003073892A JP2003073892A (ja) | 2003-03-12 |
| JP3750577B2 true JP3750577B2 (ja) | 2006-03-01 |
Family
ID=19094341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001268343A Expired - Fee Related JP3750577B2 (ja) | 2001-09-05 | 2001-09-05 | 処理液の流速調整装置及び該流速調整装置を備えた表面処理装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3750577B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101233732B1 (ko) * | 2012-07-11 | 2013-02-22 | 삼우금속공업 주식회사 | 도금 장치 및 이를 이용한 도금 방법 |
-
2001
- 2001-09-05 JP JP2001268343A patent/JP3750577B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003073892A (ja) | 2003-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3502689B2 (ja) | メッキシリンダブロック及びそのメッキ方法 | |
| EP0641872B1 (en) | Plating method, plating liquid and plated engine component | |
| EP0719917B1 (en) | Cylinder unit and method for forming the sliding surfaces thereof | |
| US20160160324A1 (en) | A rotary engine | |
| JP3750577B2 (ja) | 処理液の流速調整装置及び該流速調整装置を備えた表面処理装置 | |
| CN101652554A (zh) | 发动机 | |
| US20040089260A1 (en) | Cylinder for internal combustion engine and method of treating inner surface of the cylinder | |
| US10352352B2 (en) | Machining oval cores in crankshafts | |
| US11045869B1 (en) | Methods, assemblies, and apparatuses for forming a water jacket in a cast part of a marine engine | |
| US4664021A (en) | Treatment of pistons | |
| US8104175B2 (en) | Cylinder block manufacturing method for multi-cylinder engine | |
| EP0735248A2 (en) | Multiple valve internal combustion engine | |
| EP2407658B1 (en) | Multi-cylinder engine | |
| US10233862B1 (en) | Marine engines having a cylinder block with cylinder liner | |
| JP3496814B2 (ja) | シリンダブロックの表面処理装置、及び表面処理用マスキング装置 | |
| JP2000192287A (ja) | シリンダブロックの表面処理方法、マスキング方法及びこれらに用いる装置 | |
| JP6225971B2 (ja) | 多気筒エンジンのシリンダ本体構造 | |
| US1441468A (en) | Composite metal structure for internal-combustion engines and method of forming the same | |
| JP4305823B2 (ja) | 表面処理のマスキング方法および装置 | |
| JP2000192286A (ja) | シリンダブロックの表面処理用マスキング装置 | |
| JP3496813B2 (ja) | シリンダブロックの表面処理用マスキング装置 | |
| JPH08177610A (ja) | メッキシリンダブロック | |
| JP3602122B1 (ja) | 内燃エンジン用シリンダのめっき方法及びめっき装置 | |
| JP2012246831A (ja) | 内燃機関の冷却構造、シリンダブロック及びシリンダブロックの製造方法 | |
| JPH08277491A (ja) | めっき方法、めっき装置及び内面めっきエンジンシリンダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040709 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050405 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051128 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091216 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |