JP3765533B2 - ろう付け用複合材及びそれを用いたろう付け製品 - Google Patents
ろう付け用複合材及びそれを用いたろう付け製品 Download PDFInfo
- Publication number
- JP3765533B2 JP3765533B2 JP2001313656A JP2001313656A JP3765533B2 JP 3765533 B2 JP3765533 B2 JP 3765533B2 JP 2001313656 A JP2001313656 A JP 2001313656A JP 2001313656 A JP2001313656 A JP 2001313656A JP 3765533 B2 JP3765533 B2 JP 3765533B2
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- layer
- composite material
- composite
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は、ろう付け用複合材及びそれを用いたろう付け製品に係り、特に、熱交換器及び燃料電池用部材のろう付けに用いられる複合材及びそれを用いたろう付け製品に関するものである。
【0002】
【従来の技術】
自動車用オイルクーラの接合材としてステンレス基クラッド材が使用されている。これは、基材であるステンレス鋼板の片面又は両面に、ろう材としての機能を有するCu材がクラッドされている。
【0003】
また、ステンレス鋼や、Ni基又はCo基合金などからなる部材のろう付け材として、接合部の耐酸化性や耐食性に優れる各種Niろう材が、JIS規格により規定されている。
【0004】
さらに、熱交換器の接合に用いられるNiろう材として、粉末状のNiろう材に、Ni、Cr、又はNi−Cr合金の中から選択される金属粉末を4〜22wt%添加してなる粉末Niろう材が提案されている(特開2000−107883号公報参照)。
【0005】
また、基材であるステンレス鋼の表面にNi及びTiからなるろう付け層を有する、即ちNi/Ti/ステンレス鋼というろう付け層構造を有する自己ろう付け性複合材がある(特開平7−299592号公報参照)。
【0006】
【発明が解決しようとする課題】
しかしながら、従来のろう材又はろう付け用複合材を、高温・高腐食性のガス又は液体に晒される熱交換器(排ガス再循環装置(以下、EGR(Exhaust Gas Recirculation)と示す)用クーラ)の接合用ろう材として使用する場合、以下に示すような問題があった。
【0007】
(1) 前述したステンレス基クラッド材を自動車用オイルクーラの接合材として使用する場合、耐熱性、耐酸化性、及び耐食性については全く問題がないが、このステンレス基クラッド材をEGR用クーラの接合材として使用する場合、EGR用クーラ内は高温で、かつ、腐食性の高い排気ガスが循環されることから、ステンレス基クラッド材のろう材(Cu材)では、耐熱性、耐酸化性、及び耐食性が十分でないという問題があった。
【0008】
(2) 前述した各種Niろう材は粉末状であることから、各接合部に粉末Niろう材をそれぞれ塗布するという作業が必要になる。つまり、ろう付け作業に多大な労力を要するため、ろう付け製品の生産性が著しく低く、その結果、製造コストの上昇を招くという問題があった。
【0009】
(3) 前述した自己ろう付け性複合材は、耐熱性及び耐食性については十分な効果を発揮するものの、ろう付け時のろう材の濡れ性、湯流れ性が良好でないと共に、ろう付け層自体が脆いため、ろう付け後の製品の性能(強度、疲労特性)が大きく低下するという問題があった。具体的には、Ni層及びTi層はろう付けする際の熱処理によって溶融するが、NiとTiの組成によっては脆い金属間化合物が多く生成してしまい、靭性が低下してしまう(脆くなってしまう)。その結果、接合部の接合強度の低下、即ちろう付け製品の信頼性の低下が生じる。
【0010】
以上の事情を考慮して創案された本発明の一の目的は、ろう付け特性が良好で、かつ、ろう付け層の耐熱性、耐酸化性、耐食性、及び靭性が良好なろう付け用複合材を提供することにある。
【0011】
また、本発明の他の目的は、接合部の信頼性が良好で、製造コストが安価なろう付け製品を提供することにある。
【0012】
【課題を解決するための手段】
上記目的を達成すべく本発明に係るろう付け用複合材は、基材表面にろう付け層を形成してなるろう付け用複合材において、ステンレス鋼からなる上記基材表面に、Ti層及びPを0.02〜10wt%含有するNi−P合金のNi合金層の二層からなり、かつ、Ni濃度が1〜40wt%のろう付け層を形成したものである。また、基材表面にろう付け層を形成してなるろう付け用複合材において、ステンレス鋼からなる上記基材表面に、Ti層、Pを0.02〜10wt%含有するNi−P合金のNi合金層、及びFe−Ni合金のFe合金層の三層からなり、かつ、Ni濃度が1〜40wt%、Fe濃度が1〜40wt%のろう付け層を形成したものである。
【0013】
以上によれば、ろう付け特性が良好で、かつ、ろう付け層の耐熱性、耐酸化性、耐食性、及び靭性が良好なろう付け用複合材が得られる。
【0014】
一方、本発明に係るろう付け製品は、上記ろう付け用複合材を用いて接合したものである。
【0015】
以上によれば、接合部の信頼性が良好で、製造コストが安価なろう付け製品が得られる。
【0016】
【発明の実施の形態】
以下、本発明の好適一実施の形態を添付図面に基いて説明する。
【0017】
本発明者らは、ろう付け特性が良好であり、従来の自己ろう付け性複合材(Ni−Ti系ろう材)と同等の耐熱性、耐酸化性、及び耐食性を有し、かつ、ろう付け層の靭性が良好なTi−Ni系及びTi−Ni−Fe系のろう付け用複合材の構成について種々検討した結果、ろう付け層におけるTi,Ni及びTi,Ni,Feの組成比をそれぞれ規定することで、上記の特性を満足するろう付け用複合材を得ることができた。
【0018】
本発明に係るろう付用複合材の第1実施形態の断面図を図1に、図1の第1変形例及び第2変形例の断面図を、図2及び図3に示す。
【0019】
図1に示すように、第1実施形態のろう付用複合材10は、ステンレス鋼板からなる基材11の表面(図1中では上面のみ)に、基材11側から順に、Ti層12及びPを0.02〜10wt%含有するNi合金層13の二層からなり、かつ、Ni濃度が1〜40wt%のろう付け層15を形成したものである。ここで言う基材11の表面は、外部に露出する全ての面を示している。
【0020】
ここで、基材11の構成材は、Feを主成分とするFe基合金、好ましくはステンレス鋼が挙げられる。
【0021】
Ni合金層13を構成するNi合金としては、Ni−P合金が挙げられる。この合金を用いることで、ろう付け時の湯流れ性や濡れ性の改善を図ることができる。
【0022】
ろう付け層15の最外層(表面に露出している層)であるNi合金層13を、P、B、又はSiから選択される少なくとも一種を含有するNi合金で構成してもよい。Ni合金にこれらの元素を含有させると共に、これらの元素の含有量を調整することで、ろう材の融点、濡れ性、靭性、及び接合強度を調整することができる。特に、Ni合金に、Pを0.02〜10wt%含有させることで、ろう材の湯流れ性、濡れ性、及び耐食性を著しく改善することができる。Pの含有量を0.02〜10wt%と規定したのは、0.02wt%未満だと、湯流れ性の向上が期待できないという不都合が生じるためであり、逆に10wt%を超えると、ろう付け層が脆化し振動疲労特性及び接合強度が著しく低下するという不都合が生じるためであり、好ましい含有量は0.5〜8wt%である。
【0023】
ろう付け層15全体のNi濃度は、1〜40wt%が好ましく、より好ましくは15〜35wt%である。Ni濃度を1〜40wt%と規定したのは、Ni濃度が1wt%未満だと、ろう材(Ti−Ni系ろう材)の溶融点を低下させる効果及び靭性の改善効果が得られず、また、Ni濃度が40wt%を超えると、ろう材の濡れ性、湯流れ性が著しく低下するためである。
【0024】
また、図1に示した本実施形態のろう付用複合材10は、基材11の片面(図1中では上面)のみにろう付け層15を形成しているが、図2に示すように、基材11の両面(図2中では上・下面)にろう付け層15,15を形成し、ろう付け用複合材20としてもよい。これらの複合材10,20はクラッド材であるが、その形成方法は特に限定するものではなく、クラッド材形成のための慣用の方法が全て適用可能であり、例えば、板材の積層・圧延を繰り返して形成する方法、又は全板材を積層した後にまとめて圧延する方法等が挙げられる。
【0025】
図1、図2に示した複合材10,20は、板状の基材11の表面にろう付け層15(又は15,15)を形成しているが、図3に示すように、棒状又はワイヤ状の基材31の表面にろう付け層15を形成し、ろう付け用複合材30としてもよい。この場合のろう付け層15の形成は、メッキ法、押出法、造管法などによって行う。
【0026】
本実施の形態においては、基材11(又は31)側から、Ti層12、Ni合金層13の順に形成したろう付け層15の場合について説明を行ったが、ろう付け層15を構成する各層12,13の形成順序は特に限定するものではなく、基材11(又は31)側からNi合金層13、Ti層12の順に形成してもよい。
【0027】
次に、本実施の形態の作用について説明する。
【0028】
本実施の形態の複合材10,20,30(以下、複合材10〜30と示す)においては、ろう付け層15をTi層12とNi合金層13で構成し、かつ、ろう付け層15全体のNi濃度を1〜40wt%と規定しているため、Niろう材及びTiろう材が、ろう付け時の熱処理によって溶融する際、脆い金属間化合物が生成することは殆どなく、その結果、ろう付け層15の靭性が低下する(ろう付け層15が脆くなる)ことはない。よって、接合部の接合強度の低下、即ちろう付け製品の信頼性の低下が生じることはない。
【0029】
また、複合材10〜30は、基材11,31の表面にろう付け層15を一体に設けているため、ろう付けの際、従来の各種Niろう材のように、各接合部に粉末Niろう材をそれぞれ塗布するという作業を必要とせず、ろう付け作業に多大な労力を要することはない(ろう付け作業性が良好となる)。その結果、ろう付け製品の歩留まり・生産性が良好となり、延いては製造コストの低減を図ることができる。
【0030】
さらに、複合材10〜30は、Ni合金層13を構成するNi合金に、適宜、添加元素を加えることで、ろう付け層15の湯流れ性が良好となる。このため、複合材10〜30を、ろう付け接合部の形状が複雑なろう付け部材のろう付けに適用した場合、接合部においては、良好な接合面及び十分な接合強度を得ることができ、延いてはろう付け製品の接合部の信頼性が高まる。
【0031】
また、複合材10〜30においては、ろう付け層15をTi層12とNi合金層13で構成しているため、ろう付けの際、Tiろう材中にNiろう材のNi元素が混入する(溶け込む)。これによって、耐熱性及び耐食性に優れるものの、その融点の高さからろう材として機能させることが困難であったTiからなるTiろう材の融点を下げることができ、Tiろう材を用いたろう付けを1200℃近傍で行うことが可能となる。その結果、従来の自己ろう付け性複合材(Ni−Ti系ろう材)と同等の優れた耐熱性、耐酸化性、及び耐食性を有し、かつ、優れたろう付け性を有するTi基ろう付け部(接合部)を得ることができる。
【0032】
さらに、複合材10〜30を用いたろう付け製品は、複合材10〜30のろう付け層15と接合を行うろう付け部材(図示せず)を重ね合わせて加熱することで、または、接合を行う一組のろう付け部材の内、一方のろう付け部材を基材11(又は31)として複合材10〜30を形成し、この複合材10〜30と他方のろう付け部材を重ね合わせて加熱することで得られる。
【0033】
次に、本発明の他の実施の形態を添付図面に基いて説明する。
【0034】
本発明に係るろう付用複合材の第2実施形態の断面図を図4に、図4の第1変形例及び第2変形例の断面図を、図5及び図6に示す。尚、図1〜図3と同様の部材には同じ符号を付している。
【0035】
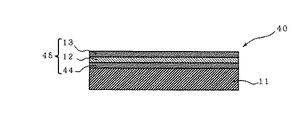
図4に示すように、第2実施形態のろう付用複合材40は、ステンレス鋼板からなる基材11の表面(図4中では上面のみ)に、基材11側から順に、Fe−NiのFe合金層44、Ti層12、及びPを0.02〜10wt%含有するNi合金層13の三層からなり、かつ、Ni濃度が1〜40wt%、Fe濃度が1〜40wt%のろう付け層45を形成したものである。ここで言う基材11の表面は、外部に露出する全ての面を示している。
【0036】
ここで、本実施の形態の複合材40における基材11、Ti層12、及びNi合金層13は、前実施の形態の複合材10〜30における基材11、Ti層12、及びNi合金層13と同じものであるため、新たな説明は省略する。
【0037】
Fe合金層44を構成するFe合金としては、ろう付け時のろうの濡れ性や湯流れ性の改善を図ることができ、かつ、ろう付け層45の耐熱性、耐酸化性、耐食性、及び靭性が良好となるFe−Ni合金、例えば、Fe−42wt%Ni等が挙げられる。
【0038】
ろう付け層45全体のFe濃度は、1〜40wt%が好ましく、より好ましくは10〜30wt%である。Fe濃度を1〜40wt%と規定したのは、Fe濃度が1wt%未満だと、ろう材(Ti−Ni−Fe系ろう材)の溶融点を低下させる効果及び靭性の改善効果が得られず、また、Fe濃度が40wt%を超えると、ろう材の濡れ性、湯流れ性が著しく低下し、かつ、ろう材の溶融点が著しく上昇するためである。
【0039】
また、図4に示した本実施形態のろう付用複合材40は、基材11の片面(図4中では上面)のみにろう付け層45を形成しているが、図5に示すように、基材11の両面(図5中では上・下面)にろう付け層45,45を形成し、ろう付け用複合材50としてもよい。これらの複合材40,50はクラッド材であるが、その形成方法は特に限定するものではなく、クラッド材形成のための慣用の方法が全て適用可能であり、例えば、板材の積層・圧延を繰り返して形成する方法、又は全板材を積層した後にまとめて圧延する方法等が挙げられる。
【0040】
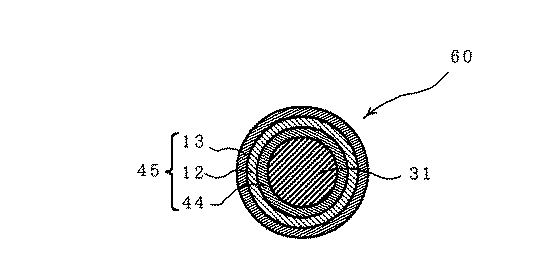
図4、図5に示した複合材40,50は、板状の基材11の表面にろう付け層45(又は45,45)を形成しているが、図6に示すように、棒状又はワイヤ状の基材31の表面にろう付け層45を形成し、ろう付け用複合材60としてもよい。この場合のろう付け層45の形成は、メッキ法、押出法、造管法などによって行う。
【0041】
本実施の形態においては、基材11(又は31)側から、Fe合金層44、Ti層12、及びNi合金層13の順に形成したろう付け層45の場合について説明を行ったが、ろう付け層45を構成する各層44,12,13の形成順序は特に限定するものではなく、考えられる全ての組み合わせで形成可能である。
【0042】
本実施の形態の複合材40,50,60(以下、複合材40〜60と示す)においても、前実施の形態の複合材10〜30と同様の作用効果が得られる。
【0043】
本実施の形態の複合材10〜60は、EGR用クーラなどの高温・高腐食性のガス又は液体に晒される熱交換器のみに、その用途を限定するものではなく、その他にも、例えば、燃料電池の改質器用クーラや、燃料電池部材などの各種用途にも適用可能である。特に、複合材30,60は、EGR用クーラや、燃料電池の改質器用クーラ等の熱交換器、燃料電池部材などの他にも、オイルクーラ、ラジエータ、二次電池部材などにも適用可能である。
【0044】
以上、本発明の実施の形態は、上述した実施の形態に限定されるものではなく、他にも種々のものが想定されることは言うまでもない。
【0045】
【実施例】
(参考例1)
SUS304(JIS規格)からなり、厚さ2.5mm、幅150mmのステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ0.5mmのTi条材、厚さ0.1mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−30wt%Niである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0046】
(参考例2)
参考例1と同じステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ0.35mmのFe条材、厚さ1.2mmのTi条材、及び厚さ0.1mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−10wt%Ni−30wt%Feである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0047】
(比較例1)
参考例1と同じステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ10.0mmのTi条材、厚さ0.03mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−0.5wt%Niである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0048】
(比較例2)
参考例1と同じステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ0.5mmのTi条材、厚さ0.38mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−60wt%Niである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0049】
(比較例3)
参考例1と同じステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ6.8mmのFe条材、厚さ1.5mmのTi条材、及び厚さ0.1mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−0.5wt%Ni−30wt%Feである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0050】
(比較例4)
参考例1と同じステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ0.56mmのFe条材、厚さ0.33mmのTi条材、及び厚さ1.0mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−60wt%Ni−30wt%Feである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0051】
(比較例5)
参考例1と同じステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ0.1mmのFe条材、厚さ35mmのTi条材、及び厚さ2.0mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−10wt%Ni−0.5wt%Feである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0052】
(比較例6)
参考例1と同じステンレス鋼条材の表面に、そのステンレス鋼条材側から順に厚さ0.7mmのFe条材、厚さ5.9mmのTi条材、及び厚さ1.0mmのNi条材を圧延法によりクラッドし、ろう付け層全体の組成がTi−10wt%Ni−60wt%Feである複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層全体の厚さが70μm(0.07mm)のろう付け用複合材を作製した。
【0053】
(従来例1)
参考例1と同じステンレス鋼条材の表面に、厚さ0.3mmのCu条材を圧延法によりクラッドして複合基材を作製した。その後、この複合基材に対して圧延を繰り返し行い、ろう付け層(Cu層)の厚さが70μmのろう付け用複合材を作製した。
【0054】
(従来例2)
参考例1と同じステンレス鋼条材の表面に、市販の粉末Niろう材(平均粒径35μm)を合成樹脂(ポリマー系樹脂)のバインダで溶いた混練物を塗布し、ろう付け用複合材を作製した。
【0055】
参考例1,2、比較例1、及び従来例1,2の複合材の層構造及びろう付け層全体の組成を表1に示す。
【0056】
【表1】
次に、各複合材を、真空炉で加熱してろう付け層を溶融させ、それらのろう付け性能(耐食性、ろう付け特性(ろう材の濡れ性、湯流れ性)、ろう付け層の靭性、ろう付け生産性(作業性)及びそれらの評価の総合評価)の評価を行った。ろう付け性能の評価結果を表2に示す。
【0058】
ここで、耐食性の評価は、塩素イオン、硝酸イオン、及び硫酸イオンを含んだ腐食性溶液中に、積層体又は各複合材を1000時間浸漬して腐食試験を行い、その後、積層体又は各複合材を溶液中から取出してろう付け部の組織観察を行い、腐食発生の有無を調べることによって行った。
【0059】
また、ろうの濡れ性の評価は、各複合材のろう付け層の表面にSUS304からなるステンレス鋼パイプを乗せ、1150℃に加熱してろう付けを行った後の、ろう付け部のフィレット(面取り)形状によって評価を行った。
【0060】
【表2】
表2に示すように、参考例1,2の複合材は、ろう付け層全体のNi又はNi,Feの組成を、規定範囲(1〜40wt%)内の適正な値としているため、ろう付け層の耐食性、ろう付け特性、ろう付け層の靭性、及びろう付け生産性がいずれも良好であり、総合評価は良好であった。
【0062】
これに対して、比較例1,3,5の複合材は、ろう付け層の耐食性及びろう付け生産性はいずれも良好であり、かつ、ろう付け特性も特に問題はない程度であった(やや良好)ものの、ろう付け層全体のNi又はNi,Feの組成が、規定範囲よりも低い0.5wt%であるため、ろう付け層に脆い金属間化合物が多量に生成しており、ろう付け層の靭性が低かった。このため、総合評価は不良であった。
【0063】
比較例2,4,6の複合材は、ろう付け層の耐食性、靭性、及びろう付け生産性はいずれも良好であるものの、ろう付け層全体のNi又はNi,Feの組成が、規定範囲よりも高い60wt%であるため、ろう材の濡れ性及び湯流れ性が良好でなかった。このため、総合評価は不良であった。
【0064】
従来例1の複合材は、ろう付け特性、ろう付け層の靭性、及びろう付け生産性はいずれも良好であったものの、ろう付け層がCuろう材のみで形成されるため、ろう付け層の耐食性が悪く、総合評価は不良であった。
【0065】
従来例2の複合材は、ろう付け層の耐食性、ろう付け特性、及びろう付け層の靭性はいずれも良好であったものの、ろう付け層のろう材が粉末Niろう材であるため、ろう付け生産性が悪く、総合評価は不良であった。
【0066】
以上より、参考例1,2の複合材は、ろう付け層の耐食性、ろう付け特性、ろう付け層の靭性、及びろう付け生産性がいずれも良好であることから、ろう付け性能及びろう付け層の信頼性に優れたろう付け用複合材であることがわかる。
【0067】
【発明の効果】
以上要するに本発明によれば、次のような優れた効果を発揮する。
(1) ろう付け特性が良好で、かつ、ろう付け層の耐熱性、耐酸化性、耐食性、及び靭性が良好なろう付け用複合材を得ることができる。
(2) 接合部の信頼性が良好で、製造コストが安価なろう付け製品を得ることができる。
【図面の簡単な説明】
【図1】 本発明に係るろう付用複合材の第1実施形態の断面図である。
【図2】 図1の第1変形例を示す断面図である。
【図3】 図1の第2変形例を示す断面図である。
【図4】 本発明に係るろう付用複合材の第2実施形態の断面図である。
【図5】 図4の第1変形例を示す断面図である。
【図6】 図4の第2変形例を示す断面図である。
【符号の説明】
10,20,30,40,50,60 ろう付け用複合材
11,31 基材
12 Ti層
13 Ni合金層
15,45 ろう付け層
44 Fe合金層
Claims (3)
- 基材表面にろう付け層を形成してなるろう付け用複合材において、ステンレス鋼からなる上記基材表面に、Ti層及びPを0.02〜10wt%含有するNi−P合金のNi合金層の二層からなり、かつ、Ni濃度が1〜40wt%のろう付け層を形成したことを特徴とするろう付け用複合材。
- 基材表面にろう付け層を形成してなるろう付け用複合材において、ステンレス鋼からなる上記基材表面に、Ti層、Pを0.02〜10wt%含有するNi−P合金のNi合金層、及びFe−Ni合金のFe合金層の三層からなり、かつ、Ni濃度が1〜40wt%、Fe濃度が1〜40wt%のろう付け層を形成したことを特徴とするろう付け用複合材。
- 請求項1又は2記載のろう付け用複合材を用いて接合したことを特徴とするろう付け用複合材を用いたろう付け製品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001313656A JP3765533B2 (ja) | 2001-10-11 | 2001-10-11 | ろう付け用複合材及びそれを用いたろう付け製品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001313656A JP3765533B2 (ja) | 2001-10-11 | 2001-10-11 | ろう付け用複合材及びそれを用いたろう付け製品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003117678A JP2003117678A (ja) | 2003-04-23 |
| JP3765533B2 true JP3765533B2 (ja) | 2006-04-12 |
Family
ID=19132093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001313656A Expired - Fee Related JP3765533B2 (ja) | 2001-10-11 | 2001-10-11 | ろう付け用複合材及びそれを用いたろう付け製品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3765533B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005296970A (ja) * | 2004-04-07 | 2005-10-27 | Hitachi Cable Ltd | ろう付加工用複合材のろう付方法及びろう付加工用複合材並びにろう付製品 |
| JP4492342B2 (ja) * | 2004-12-24 | 2010-06-30 | 日立電線株式会社 | ろう付け用クラッド材及びそれを用いたろう付け方法並びにろう付け製品 |
| JP4880219B2 (ja) * | 2004-12-27 | 2012-02-22 | 株式会社Neomaxマテリアル | ろう付け用複合材およびそれを用いてろう付け接合されたろう付け構造 |
| EP1864749B1 (en) | 2005-03-29 | 2014-01-22 | Neomax Materials Co., Ltd. | Brazing filler material, composite material for brazing and brazed structure joined by using those |
| JP2006334605A (ja) * | 2005-05-31 | 2006-12-14 | Hitachi Cable Ltd | ろう材及びそれを用いたろう付け製品 |
| JP4821503B2 (ja) * | 2006-08-24 | 2011-11-24 | 日立電線株式会社 | ろう付け用複合材及びそれを用いたろう付け製品 |
| JP4821520B2 (ja) * | 2006-08-31 | 2011-11-24 | 日立電線株式会社 | ろう付け用複合材及びそれを用いたろう付け製品 |
| JP2008055471A (ja) * | 2006-08-31 | 2008-03-13 | Hitachi Cable Ltd | ろう付け用複合材及びそれを用いたろう付け製品 |
| JP4939158B2 (ja) * | 2006-09-22 | 2012-05-23 | 株式会社Neomaxマテリアル | ろう材、ろう付け用複合材およびそれらを用いてろう付け接合されたろう付け構造 |
| JP5194895B2 (ja) * | 2008-03-07 | 2013-05-08 | 日立電線株式会社 | ろう付け加工用複合材およびろう付け製品 |
-
2001
- 2001-10-11 JP JP2001313656A patent/JP3765533B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003117678A (ja) | 2003-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5642061B2 (ja) | 鉄−クロム系鑞材 | |
| TWI409129B (zh) | 以鐵-鉻為主之銅焊填料金屬 | |
| JP4107553B2 (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP3765533B2 (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP5084260B2 (ja) | ろう材、ろう付け用複合材およびそれらを用いてろう付け接合されたろう付け構造 | |
| JPWO2000018537A1 (ja) | ステンレス鋼用ろう合金、そのろう合金によってろう接されたろう接構造物およびステンレス鋼用ろう材 | |
| JP3814179B2 (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP3915726B2 (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP3909015B2 (ja) | ろう付け用複合材及びそれを用いたろう付け方法並びにろう付け製品 | |
| JP2006334602A (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP2006334603A (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP4234918B2 (ja) | 熱交換器用ろう付け用複合材及びこれを用いた熱交換器 | |
| JP2003117679A (ja) | 複合ろう材及びろう付加工用複合材並びにろう付け方法 | |
| JP4196776B2 (ja) | ろう付け用複合材及びその製造方法 | |
| JP4507942B2 (ja) | ろう付け用クラッド材及びそれを用いたろう付け製品 | |
| JP2006334605A (ja) | ろう材及びそれを用いたろう付け製品 | |
| JP2005088071A (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP4239853B2 (ja) | ろう付け用複合材及びその製造方法並びにろう付け製品 | |
| JP4244112B2 (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP2003117685A (ja) | 複合ろう材及びろう付加工用複合材並びにろう付け製品 | |
| JP2005103610A (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP2003117683A (ja) | 複合ろう材及びろう付加工用複合材並びにろう付け製品 | |
| JP4821520B2 (ja) | ろう付け用複合材及びそれを用いたろう付け製品 | |
| JP4507943B2 (ja) | ろう付け用クラッド材及びそれを用いたろう付け製品 | |
| JP4821503B2 (ja) | ろう付け用複合材及びそれを用いたろう付け製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040709 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051004 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060120 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100203 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |