JP3779708B2 - 乾式バレル研磨用容器の製造方法 - Google Patents
乾式バレル研磨用容器の製造方法 Download PDFInfo
- Publication number
- JP3779708B2 JP3779708B2 JP2003333508A JP2003333508A JP3779708B2 JP 3779708 B2 JP3779708 B2 JP 3779708B2 JP 2003333508 A JP2003333508 A JP 2003333508A JP 2003333508 A JP2003333508 A JP 2003333508A JP 3779708 B2 JP3779708 B2 JP 3779708B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- barrel
- polishing
- polyurethane
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005498 polishing Methods 0.000 title claims description 43
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 238000009423 ventilation Methods 0.000 claims description 29
- 229920002635 polyurethane Polymers 0.000 claims description 23
- 239000004814 polyurethane Substances 0.000 claims description 23
- 229910000831 Steel Inorganic materials 0.000 claims description 18
- 239000010959 steel Substances 0.000 claims description 18
- 229920005749 polyurethane resin Polymers 0.000 claims description 11
- 238000000465 moulding Methods 0.000 claims description 7
- 238000007711 solidification Methods 0.000 claims description 2
- 230000008023 solidification Effects 0.000 claims description 2
- 239000000428 dust Substances 0.000 description 18
- 239000004575 stone Substances 0.000 description 13
- 238000005266 casting Methods 0.000 description 11
- 238000005192 partition Methods 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000005553 drilling Methods 0.000 description 4
- 239000013013 elastic material Substances 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 239000006172 buffering agent Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images











Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
本発明は成形後にスプリングバックなどのひずみが生じない注型成形によって容器全体を製作したので、通気部があっても肉厚は均一に保たれ、後から小孔付ピースを嵌合しても段差が生じない。
ポリウレタンピースはスチール製プレートを介して取付けがなされるようにしたため、取付けが簡単であるとともに、通気部回りの補強も併せて図られる、という効果が得られる。
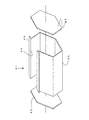
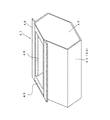
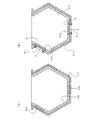
2…容器
3…蓋
25a…通気部
25b…通気部
Claims (2)
- 側面に外気の流通用通気部が形成された乾式バレル研磨用容器の製造方法であって、
開閉可能な金型と中子とを、その両間に前記容器の成形空間を保有しつつ対向させ、かつこの成形空間のうち前記通気部の対応箇所にはダミー型を配した後に、前記成形空間へ溶融ポリウレタン樹脂を流し込み、その固化後に前記金型と中子とを開放して成形品を取り出し、しかる後に前記ダミー型によって形成された開口部に対し別途成形され前記通気部となる小孔が貫通形成されたポリウレタンピースを、その内面を周囲と面一にした状態で嵌着することを特徴とする乾式バレル研磨用容器の製造方法。 - 前記金型における前記ダミー型と対向する箇所には、前記ポリウレタンピースを取付け可能なスチール製プレートが固着され、その状態で前記ポリウレタン樹脂が流し込まれることにより、前記プレートがインサートされた状態の成形品を得、しかる後に前記プレートを介して前記ポリウレタンピースの取付けがなされることを特徴とする請求項1記載の乾式バレル研磨用容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003333508A JP3779708B2 (ja) | 2003-09-25 | 2003-09-25 | 乾式バレル研磨用容器の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003333508A JP3779708B2 (ja) | 2003-09-25 | 2003-09-25 | 乾式バレル研磨用容器の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000225779A Division JP2002036095A (ja) | 2000-07-26 | 2000-07-26 | 乾式バレル研磨用バレル槽 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004042664A JP2004042664A (ja) | 2004-02-12 |
| JP3779708B2 true JP3779708B2 (ja) | 2006-05-31 |
Family
ID=31712766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003333508A Expired - Fee Related JP3779708B2 (ja) | 2003-09-25 | 2003-09-25 | 乾式バレル研磨用容器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3779708B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5049171B2 (ja) * | 2008-03-17 | 2012-10-17 | 株式会社チップトン | バレル研磨機 |
| KR102216707B1 (ko) | 2013-10-30 | 2021-02-17 | 신토고교 가부시키가이샤 | 원심 배럴기용의 배럴조, 그 제조 방법, 및 원심 배럴 연마기 |
-
2003
- 2003-09-25 JP JP2003333508A patent/JP3779708B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004042664A (ja) | 2004-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2002036095A (ja) | 乾式バレル研磨用バレル槽 | |
| JP3779708B2 (ja) | 乾式バレル研磨用容器の製造方法 | |
| US6860315B2 (en) | Green sand casting method and apparatus | |
| JP4422184B2 (ja) | ダイカスト鋳造用金型、ダイカスト鋳造用金型の製造方法およびダイカスト鋳造用金型を使用した鋳造方法 | |
| CN100458180C (zh) | 硬材料叶轮及其构造方法和装置 | |
| CN120606051A (zh) | 一种球铁支座铸造用模具及铸造工艺 | |
| CN213591734U (zh) | 一种快速充型无砂眼、缩松的铸件 | |
| CN112872329B (zh) | 压气机壳低压铸造模具 | |
| CN214684162U (zh) | 一种汽车电机端盖模具的嵌件锁紧装置 | |
| CN110561039A (zh) | 电子产品部件及其加工方法 | |
| JPH0857628A (ja) | アルミ鋳造品の中子除去前処理方法 | |
| CN213968919U (zh) | 一种真空实型铸造用翻箱落砂机构 | |
| CN216179131U (zh) | 一种硬质合金去毛刺后360度旋转吹气装置 | |
| CN213798288U (zh) | 一种新型维修盖板及其成型模具 | |
| JPS6146366A (ja) | 冷却マニホルド内蔵ダイカスト金型 | |
| CN220407078U (zh) | 摩托车金属配件铸造装置 | |
| CN219484170U (zh) | 一种铸件的落砂装置 | |
| CN218310824U (zh) | 一种防形变铸件铸造用浇铸装置 | |
| CN218329871U (zh) | 一种模具孔径检测装置 | |
| CN221362660U (zh) | 一种翻箱落砂装置 | |
| JP2001009563A (ja) | 金属成形金型およびその製法ならびに金属成形方法 | |
| CN213731208U (zh) | 一种安全型抛丸机 | |
| JP3159290B2 (ja) | 鋳型造型用型装置および上型製造法 | |
| JP3394345B2 (ja) | 鋳造金型 | |
| KR100714412B1 (ko) | 금형 연마용 사상공구 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20030926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060223 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060302 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3779708 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D04 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120310 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120310 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150310 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |