JP3788955B2 - 自動穿孔リベット接合方法および装置 - Google Patents
自動穿孔リベット接合方法および装置 Download PDFInfo
- Publication number
- JP3788955B2 JP3788955B2 JP2002174898A JP2002174898A JP3788955B2 JP 3788955 B2 JP3788955 B2 JP 3788955B2 JP 2002174898 A JP2002174898 A JP 2002174898A JP 2002174898 A JP2002174898 A JP 2002174898A JP 3788955 B2 JP3788955 B2 JP 3788955B2
- Authority
- JP
- Japan
- Prior art keywords
- rivet
- automatic
- leg
- die
- pressing pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Insertion Pins And Rivets (AREA)
Description
【発明の属する技術分野】
本発明は、複数の板材を自動穿孔リベットにより相互にカシメ付ける方法に関する。
【0002】
【従来の技術】
複数の板材を重ねてカシメ付ける方法として、自動穿孔リベットをダイとポンチにより被締結板材に打ち込む方法が知られている。
【0003】
この方法では、従来、図5(a)に示すように、回転軸81を中心に回転可能に軸支されたダイ8と、ダイ8の上方に配設されたポンチ9との間に、被締結板材としてのアッパパネルUPとロアパネルLPとを互いに重ね合わせて配置すると共に、ダイ8の回転軸81から離間した位置に穿設された、ダイ8上面から下面にかけてを貫通する打抜き孔82の軸線とポンチ9の軸線とを一致させる。
【0004】
そして、ダイ8の打抜き孔82とポンチ9との軸線上に自動穿孔リベットRを配置した後、図5(b)に示すように、ポンチ9により自動穿孔リベットRの頭部RHを押圧して、アッパパネルUPおよびロアパネルLPを自動穿孔リベットRの脚部RLで打ち抜く。この打ち抜きの際に打抜き孔82の下端開口部から脱落した打抜き片は、図示しない吸引手段で吸引する。
【0005】
次いで、ダイ5を下降させてロアパネルLPとダイ8とを離間させた後、ダイ8を回転軸81を中心に図5(a)中矢印YA方向に所定角度回転させ、ダイ8の打抜き孔82を、図5(a)に二点鎖線で示すように、自動穿孔リベットRの先端部から退避させる。この状態で、図5(c)に示すように、ダイ8を上昇させて、ダイ8の上面における打抜き孔82が開口していない部分で自動穿孔リベットRの先端を押圧して、自動穿孔リベットRの脚部RLを径方向に拡げて潰し加工するようになっている。
【0006】
【発明が解決しようとする課題】
しかし、従来の自動穿孔リベットによるカシメ付け方法においては、アッパパネルUPとロアパネルLPとを自動穿孔リベットRで打ち抜いた後にダイ8を回転させて、ダイ8の打抜き孔82を自動穿孔リベットRの先端部から退避させるようになっている。このため、打抜き孔82の他に、自動穿孔リベットRの脚部RLを潰し加工するための平坦な部分をダイ8の上面に設ける必要があり、その分ダイ8の上面の面積が大きくなる。また、ダイ8を回転させるためのスペースを必要とするため、その分広い作業スペースを必要とし、作業部位が制約されるものであった。
【0007】
また、従来の自動穿孔リベットによるカシメ付け方法は、自動穿孔リベットRの脚部RLを単に潰し加工することによりアッパパネルUPとロアパネルLPとを接合するものであるため、アッパパネルUPとロアパネルLPとを強固に締結するのに十分なものでなかった。特に、アッパパネルUPおよびロアパネルLPを打ち抜いた自動穿孔リベットRの脚部RLのロアパネルLPからの突き出し量が小さい場合には、潰し加工の際に自動穿孔リベットRの脚部RLを径方向に十分に拡げられず、アッパパネルUPとロアパネルLPとを強固に締結できないおそれがある。このため、従来の自動穿孔リベットRによるカシメ付け方法においては、アッパパネルUPおよびロアパネルLPの板厚に応じてリベットRの長さを細かく選択して、カシメ付けする必要があった。
【0008】
このように、従来の自動穿孔リベットによるカシメ付け方法では、被締結板材であるアッパパネルUPとロアパネルLPとの板厚が変わる毎に、用いるリベットを細かく選択する必要があり、また、カシメ付け作業を行うことができる部位も制限されるため、カシメ付け作業を効率よく行うことができないものであった。
【0009】
本発明は、前記実情に鑑みてなされたものであり、効率よくカシメ付け作業を行うことができる自動穿孔リベットの接合方法及び自動穿孔リベット接合装置を提供することを目的とする。
【0010】
【課題を解決するための手段】
前記課題を解決するための手段として、本発明の自動穿孔リベットの接合方法は、ダイとポンチとで被締結板材に対して自動穿孔リベットを打ち込み、前記自動穿孔リベットの脚部の潰し加工により、前記被締結板材を相互に接合する方法であって、前記ダイに前記自動穿孔リベットの脚部の中心部を押圧する脚部押圧ピンを配置すると共に、前記ポンチに自動穿孔リベットの頭部の中心部を押圧する頭部押圧ピンを配置し、前記頭部押圧ピンと前記脚部押圧ピンとの少なくとも一方の突き出し量を調整して、前記脚部押圧ピンを、前記被締結板材に打ち込まれた前記自動穿孔リベットの脚部を収容するための前記ダイに設けられた打抜き孔から突出させて、前記自動穿孔リベットの脚部の中心部を押圧させて、前記自動穿孔リベットの脚部の潰し加工を行うと共に前記頭部のかしめ加工を行って、前記被締結板材を相互に接合させることを特徴とする。なお、この自動穿孔リベットの接合方法では、前記打抜き孔に備えた排出孔から、前記被締結板材の打抜き片を排出させるようにすることが望ましい。
【0011】
この自動穿孔リベットの接合方法は、ポンチで自動穿孔リベットを押圧して、ダイとポンチとの間に配置された被締結板材に対して自動穿孔リベットを打ち込む。そして、被締結板材から突出した自動穿孔リベットの脚部を押圧して脚部を径方向に拡げて潰し加工することにより被締結板材を相互に接合するものである。この場合、この自動穿孔リベットの接合方法では、自動穿孔リベットの脚部の潰し加工と共に頭部のかしめ加工を行うようになっている。実施形態では、被締結板材から突出した自動穿孔リベットの脚部を押圧する際に自動穿孔リベットの頭部の中央部を押圧して、自動穿孔リベットの頭部を径方向に拡げて、頭部のかしめ加工を行うようになっている。
【0012】
このように、この自動穿孔リベットの接合方法では、自動穿孔リベットの脚部の潰し加工と共に頭部のかしめ加工を行うため、自動穿孔リベットの頭部と脚部とを径方向に十分に拡げて、被締結板材同士を強固に接合できる。また、被締結板材に打ち込まれた自動穿孔リベットの頭部から脚部にかけての径が拡がって被締結板材に食い込むため、自動穿孔リベットと被締結板材との密着性も高めることができる。このため、この自動穿孔リベットの接合方法によれば、被締結板材を強固に接合させることができる。また、自動穿孔リベットで被締結板材を打ち抜いた状態から、自動穿孔リベットの脚部の潰し加工と頭部のかしめ加工とを行うことにより、従来例のような、自動穿孔リベットにより被締結板材を打ち抜いてから自動穿孔リベットの脚部を潰し加工する際に、ダイを回転させるという工程を、省くことも可能である。
【0013】
一方、本発明の自動穿孔リベット接合装置は、ダイとポンチとで被締結板材に自動穿孔リベットを打ち込み、前記自動穿孔リベットの脚部の潰し加工により、前記被締結板材を相互に接合する自動穿孔リベット接合装置であって、前記ダイには前記自動穿孔リベットの脚部の中心部を押圧する脚部押圧ピンが装備され、前記ポンチには自動穿孔リベットの頭部の中心部を押圧する頭部押圧ピンが装備され、前記頭部押圧ピンと前記脚部押圧ピンとの少なくとも一方は、前記自動穿孔リベットを押圧する際の突き出し量を調整できるよう構成され、前記脚部押圧ピンは、前記被締結板材に打ち込まれた前記自動穿孔リベットの脚部を収容するための前記ダイに設けられた打抜き孔から突出して、前記自動穿孔リベットの脚部の中心部を押圧するよう構成されていることを特徴とする。なお、この自動穿孔リベット接合装置には、前記打抜き孔に、前記被締結板材の打抜き片を排出させる排出孔を備えることが望ましい。
【0014】
前記自動穿孔リベット接合装置においては、前記頭部押圧ピンと前記脚部押圧ピンとの少なくとも一方は、前記自動穿孔リベットを押圧する際の突き出し量を調整できるよう構成されている。
【0015】
自動穿孔リベットを用いて被締結板材を接合する場合、被締結板材を打ち抜いた自動穿孔リベットの脚部の被締結板材からの突き出し量が小さいと、潰し加工の際に自動穿孔リベットの脚部の径を十分に拡げられず、被締結板材を強固に締結できないおそれがある。しかし、この構成によれば、被締結板材の板厚に応じて脚部押圧ピンと脚部押圧ピンとの少なくとも一方の突き出し量を調整することにより、自動穿孔リベットの頭部又は脚部を被締結板材の板厚に応じた径に拡げることができ、また、被締結板材の板厚に応じた厚さに自動穿孔リベットを潰すことができる。このため、被締結板材の板厚が多少変化しても、これを許容して被締結部材を強固に締結できる。さらに、自動穿孔リベットで被締結板材を打ち抜いた状態から、頭部押圧ピン及び脚部押圧ピンにより自動穿孔リベットの頭部及び脚部の中心部を押圧することにより、従来例のような、自動穿孔リベットにより被締結板材を打ち抜いてから自動穿孔リベットの脚部を潰し加工する際に、ダイを回転させるという工程を、省くことも可能である。
【0016】
また、前記脚部押圧ピンは、前記被締結板材に打ち込まれた前記自動穿孔リベットの脚部を収容するための、前記ダイに設けられた打抜き孔から突出して、前記自動穿孔リベットの脚部の中心部を押圧するよう構成されている。
【0017】
この構成によっても、自動穿孔リベットの脚部の潰し加工と共に頭部のかしめ加工を行うため、自動穿孔リベットの頭部と脚部とを径方向に十分に拡げて、被締結板材同士を強固に接合できる。また、被締結板材に打ち込まれた自動穿孔リベットの頭部から脚部にかけての径が拡がって被締結板材に食い込むため、自動穿孔リベットと被締結板材との密着性も高めることができる。このため、被締結板材を強固に接合させることができる。また、従来例のような、自動穿孔リベットにより被締結板材を打ち抜いてから自動穿孔リベットの脚部を潰し加工する際に、ダイを回転させるという工程を、省くことも可能である。
【0018】
【発明の実施の形態】
以下、図面を参照して本発明に係る自動穿孔リベット接合装置の実施の形態を説明する。参照する図面において、図1は本発明の一実施形態に係る自動穿孔リベット接合装置の要部構成を説明する図、図2は自動穿孔リベット接合装置1によるアッパパネルUPおよびロアパネルLPのカシメ付け作業を説明する図である。
【0019】
自動穿孔リベット接合装置1は、図1及び図2に示すように、ダイ2とポンチ3とを備え、ダイ2上面に互いに重ね合わされて載置された、被締結板材であるアッパパネルUP及びロアパネルLPに対しポンチ3で自動穿孔リベットRを打ち込むと共に自動穿孔リベットRの脚部RLを潰し加工して、アッパパネルUPとロアパネルLPとを相互に接合するものである。
【0020】
ダイ2は、ポンチ3でアッパパネルUP及びロアパネルLPに打ち込まれた自動穿孔リベットRの脚部RLを収容するための収容孔21が上面に開口している。収容孔21の内側壁には、自動穿孔リベットRの脚部RLで打ち抜かれたアッパパネルUP及びロアパネルLPの打抜き片を排出するための排出孔22が連通しており、収容孔21内に脱落した打抜き片を、図示しない吸引手段の吸引で、排出孔22から外部に排出するようになっている。
【0021】
また、ダイ2は、アッパパネルUP及びロアパネルLPに打ち込まれた自動穿孔リベットRの脚部RLを潰し加工するための脚部押圧ピン23を装備している。脚部押圧ピン23は、収容孔21の上面開口部21Aの内径よりやや小さな外径の棒状体の先端部にテーパーを備える形状を呈しており、図示しない駆動手段により、収容孔21の上端開口面からダイ2の上方に向けて突出し又は収容孔21内に没入するようになっている。
【0022】
一方、ポンチ3は、アッパパネルUP及びロアパネルLPに打ち込まれた自動穿孔リベットRの頭部RHをかしめ加工するための頭部押圧ピン32を装備している。頭部押圧ピン32は、脚部押圧ピン23とほぼ同様の外径の棒状体の先端部にテーパーを備える形状を呈しており、図示しない駆動手段により、ポンチ3の下端面に開口するピン突没孔31からポンチ3の下方に向けて突出し又はピン突没孔31内に没入するようになっている。
【0023】
次に、自動穿孔リベット接合装置を用いて自動穿孔リベットRでアッパパネルUPとロアパネルLPとを接合する方法を説明する。
【0024】
まず、図2(a)に示すように、被締結板材であるアッパパネルUPとロアパネルLPとを互いに重ね合わせた状態で、自動穿孔リベット接合装置1のダイ2の上面に載置する。この状態で、ポンチ3をダイ2側へ押動して、自動穿孔リベットRをアッパパネルUP側からロアパネルLP側へ打ち込む。この打ち込みにより、自動穿孔リベットRの脚部RLがアッパパネルUPからロアパネルLPへと喰い込み、図2(b)に示すように、自動穿孔リベットRに押圧されたロアパネルLPの一部が、アッパパネルUPの一部と共に打ち抜かれてダイ2の収容孔21内に脱落し、これに伴い自動穿孔リベットRの脚部RLがアッパパネルUPおよびロアパネルLPを貫通して収容孔21内に侵入する。このようにして収容孔21内に脱落した打抜き片は、図示しない吸引手段で吸引されて、収容孔21内から排出孔22を介して外部に排出される。
【0025】
この状態から、ダイ2を所定距離下方に移動させ、図2(c)に示すように、ダイ2の上面が自動穿孔リベットRの下端面よりも下方に位置するまで、ダイ2の上面をロアパネルLPの下面から離間させる。次いで、図示しない駆動手段により、ポンチ3の頭部押圧ピン32をピン突没孔31から突出させて、図2(d)に示すように、頭部押圧ピン32で自動穿孔リベットRの頭部RHを押圧する。同時に、図示しない駆動手段により、図2(d)に示すように、ダイ2の収容孔21から脚部押圧ピン23を突出させ、脚部押圧ピン23で自動穿孔リベットRの脚部RLを押圧する。次いで、ダイ2をロアパネルLP側に上昇させて、図2(e)に示すように、アッパパネルUPおよびロアパネルLPをダイ2とポンチ3との間で挟み込み、上下に加圧する。
【0026】
つまり、ロアパネルLPの下面から突出した自動穿孔リベットRの脚部RLが、脚部押圧ピン23で押圧されて径方向に拡げられ、次いでダイ2の上面で押し潰されて、自動穿孔リベットRの脚部RLが潰し加工される。一方、自動穿孔リベットRの頭部RHは、頭部押圧ピン32でその中央部を押圧されて径方向に拡げられ、カシメ加工がなされる。これにより、自動穿孔リベットRの頭部RHと脚部RLとを径方向に十分に拡げて、アッパパネルUPとロアパネルLPとを強固に接合できる。
【0027】
この場合、自動穿孔リベットRは、その頭部RHの中央部が頭部押圧ピン32で押圧されると共に脚部RLの中央部が頭部押圧ピン32で押圧されるため、頭部RHから脚部RLにかけての径が拡げられて、アッパパネルUPおよびロアパネルLPに食い込むようになっている。このため、アッパパネルUPおよびロアパネルLPと自動穿孔リベットRとの密着性を高めて、アッパパネルUPとロアパネルLPとをさらに強固に接合できる。
【0028】
また、アッパパネルUP又はロアパネルLPの板厚が厚い場合等には、アッパパネルUP及びロアパネルLPを打ち抜いた自動穿孔リベットRの脚部RLのロアパネルLPの下面からの突き出し量が小さくなり、潰し加工の際に自動穿孔リベットRの脚部RLを十分に潰し加工できないおそれがある。しかし、この自動穿孔リベット締結装置1のように、自動穿孔リベットRの頭部RHと脚部RLとを頭部押圧ピン32と脚部押圧ピン23とで挟み込んで押圧する構成によれば、アッパパネルUPおよびロアパネルLPを打ち抜いてロアパネルLPの下面からの自動穿孔リベットRの脚部RLの突出量が小さい場合でも、自動穿孔リベットRの脚部RLの中央部を脚部押圧ピン23で押圧することにより、自動穿孔リベットRの脚部RLの径を十分に拡げて、アッパパネルUPとロアパネルLPとを強固に締結できる。
【0029】
さらにまた、脚部押圧ピン23を収容孔21から突出させて、自動穿孔リベットRの脚部RLの中心部を押圧するよう構成することにより、アッパパネルUPおよびロアパネルLPを自動穿孔リベットRで打ち抜いた後に、平面視においてダイ2に対するアッパパネルUPおよびロアパネルLPの位置を変化させることなく、自動穿孔リベットRの脚部RLを潰し加工できる。このため、自動穿孔リベットRの脚部RLの潰し加工を行うためのスペースをダイ2の上面に設ける必要がなく、その分ダイ2の上面の面積を小さくできる。また、ダイ2を回転させるためのスペースも必要とせず、その分狭いスペースで接合作業でき、作業部位が制約されるのを避けることができる。この場合、脚部押圧ピン23を収容孔21から突出させず、収容孔21の周縁部と脚部押圧ピン23の先端面とを一致させ、又は脚部押圧ピン23の先端面が収容孔21の周縁部より低い位置に位置した状態で加圧するようにしても、ダイ2の上面の面積を小さくでき、ダイ2を回転させるためのスペースを省略でき、作業部位が制約されるのを避けられる。
【0030】
なお、頭部押圧ピン32又は脚部押圧ピン23の径や先端のテーパー部の傾斜角度は任意であり、自動穿孔リベットRの太さや材質等に応じて適宜変更して差し支えない。また、頭部押圧ピン32又は脚部押圧ピン23の先端を平坦に形成してもよい。さらに、用いる自動穿孔リベットRのサイズや形状もアッパパネルUP又はロアパネルLPの板厚や材質に応じて適宜変更して差し支えない。ただ、この自動穿孔リベット接合装置では、ポンチ3の頭部押圧ピン32と、ダイ2の頭部押圧ピン23との突き出し量を調整することができるため、それぞれのピンの押し出し量を、アッパパネルUPおよびロアパネルLPの板厚や自動穿孔リベットRの長さに応じて調整することにより、自動穿孔リベットRの頭部RH又は脚部RLをアッパパネルUPおよびロアパネルLPの板厚に応じた径に拡げることができ、また、アッパパネルUPおよびロアパネルLPの板厚に応じた厚さに自動穿孔リベットRを潰すことができる。このため、アッパパネルUP及びロアパネルLPの板厚が多少変化しても、これを許容して、アッパパネルUP及びロアパネルLPを強固に締結できる。
【0031】
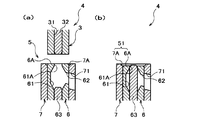
続いて、第2実施形態の自動穿孔リベット接合装置4を、図3及び図4を参照して説明する。この自動穿孔リベット接合装置4は、前記自動穿孔リベット接合装置1のダイ2に代えて、図3に示すような構成のダイ5を備える。
【0032】
ダイ5は、図3に示すように、第1実施形態のダイ2とほぼ同様な構成のダイ本体6と、ダイ本体6の外周を覆うように配設されたスライド体7とから構成される。
【0033】
スライド体7は、ダイ本体6の外径とほぼ同様な径の内径を有する筒状体から形成されている。スライド体7には、ダイ本体6の排出孔62に連通する連通孔71が側面に穿設されており、ダイ本体6のキャビティ孔61内に脱落した打抜き片を、図示しない吸引手段の吸引で、排出孔及び連通孔71を介して外部に排出するようになっている。また、スライド体7の上面の内周縁部7Aは、図3に示すように、下方に向けて没入して形成され、断面略円弧状を呈している。このような構成のスライド体7は、図示しない駆動手段によってダイ本体6の上下方向に沿ってスライドし得るようになっている。
【0034】
これらダイ本体6とスライド体7とから構成されるダイ5は、図3(b)に示すように、ダイ本体6の上面6Aと、スライド体7の上面の内周縁部7Aとで整形凹部51を構成し、潰し加工される自動穿孔リベットRの脚部RLが、この整形凹部51に溜まるようになっている。
【0035】
このような構成の自動穿孔リベット接合装置4を用いて自動穿孔リベットRでアッパパネルUPとロアパネルLPとを接合する場合は、図4(a)に示すように、自動穿孔リベットRでアッパパネルUPおよびロアパネルLPを打ち抜いた状態から、図4(b)に示すように、ダイ本体6の頭部押圧ピン62及びダイ本体6の上面6aで自動穿孔リベットRの脚部RLを潰し加工する際、自動穿孔リベットRの脚部RLが、脚部押圧ピン63及びダイ本体6による潰し加工に応じて、整形凹部51内を塑性流動して、整形凹部51内に留まる。このように、脚部押圧ピン63及びダイ5上面とで加圧された自動穿孔リベットRの脚部RLを整形凹部51に沿った形状に整えることができるため、単にポンチとダイとで自動穿孔リベットRを加圧した場合のように、ダイ5で潰された自動穿孔リベットRの脚部RLにバリが生じるのを防ぐことができる。
【0036】
なお、この場合も、前記第1実施形態の場合と同様に、頭部押圧ピン32及び脚部押圧ピン23の先端部のテーパー角度や太さは自動穿孔リベットRに応じて適宜変更して差し支えなく、また、先端を平坦に形成してもよい。また、さらに、脚部押圧ピン23を収容孔21から突出させず、収容孔21の周縁部と脚部押圧ピン23の先端面とを一致させ、又は脚部押圧ピン23の先端面が収容孔21の周縁部より低い位置に位置した状態で加圧するようにしても、ダイ5の上面の面積を小さくでき、ダイ5を回転させるためのスペースを省略でき、作業部位が制約されるのを避けられる。
【0040】
【発明の効果】
以上説明したように、本発明によれば、自動穿孔リベットの脚部の潰し加工のためのスペースをダイの上面に設ける必要がないためダイの上面の面積を小さくでき、また、平面視におけるダイの移動のためのスペースも必要とせず、その分狭いスペースで作業を行うことができ、作業部位が制約されるのを避けることができる。
【図面の簡単な説明】
【図1】本発明の第1実施形態に係る自動穿孔リベット接合装置の要部構成を説明する図である。
【図2】同自動穿孔リベット接合装置による被締結板材の接合方法を説明する図である。
【図3】本発明の第2実施形態に係る自動穿孔リベット接合装置の要部構成を説明する図である。
【図4】同自動穿孔リベット接合装置による被締結板材の接合方法を説明する図である。
【図5】従来の自動穿孔リベットの接合方法を説明する図である。
【符号の説明】
1 自動穿孔リベット接合装置
2 ダイ
21 収容孔
22 排出孔
23 脚部押圧ピン
3 ポンチ
31 ピン突没孔
32 頭部押圧ピン
4 自動穿孔リベット接合装置
5 ダイ
5A 整形凹部
6 ダイ本体
7 スライド体
R 自動穿孔リベット
RH 頭部
RL 脚部
UP アッパパネル
LP ロアパネル
Claims (4)
- ダイとポンチとで被締結板材に対して自動穿孔リベットを打ち込み、前記自動穿孔リベットの脚部の潰し加工により、前記被締結板材を相互に接合する方法であって、
前記ダイに前記自動穿孔リベットの脚部の中心部を押圧する脚部押圧ピンを配置すると共に、前記ポンチに自動穿孔リベットの頭部の中心部を押圧する頭部押圧ピンを配置し、
前記頭部押圧ピンと前記脚部押圧ピンとの少なくとも一方の突き出し量を調整して、
前記脚部押圧ピンを、前記被締結板材に打ち込まれた前記自動穿孔リベットの脚部を収容するための前記ダイに設けられた打抜き孔から突出させて、前記自動穿孔リベットの脚部の中心部を押圧させて、前記自動穿孔リベットの脚部の潰し加工を行うと共に前記頭部のかしめ加工を行って、
前記被締結板材を相互に接合させることを特徴とする自動穿孔リベットの接合方法。 - 前記打抜き孔に備えた排出孔から、前記被締結板材の打抜き片を排出させることを特徴とする請求項1に記載の自動穿孔リベットの接合方法。
- ダイとポンチとで被締結板材に自動穿孔リベットを打ち込み、前記自動穿孔リベットの脚部の潰し加工により、前記被締結板材を相互に接合する自動穿孔リベット接合装置であって、
前記ダイには前記自動穿孔リベットの脚部の中心部を押圧する脚部押圧ピンが装備され、前記ポンチには自動穿孔リベットの頭部の中心部を押圧する頭部押圧ピンが装備され、
前記頭部押圧ピンと前記脚部押圧ピンとの少なくとも一方は、前記自動穿孔リベットを押圧する際の突き出し量を調整できるよう構成され、
前記脚部押圧ピンは、前記被締結板材に打ち込まれた前記自動穿孔リベットの脚部を収容するための前記ダイに設けられた打抜き孔から突出して、前記自動穿孔リベットの脚部の中心部を押圧するよう構成されていることを特徴とする自動穿孔リベット接合装置。 - 前記打抜き孔に、前記被締結板材の打抜き片を排出させる排出孔を備えたことを特徴とする請求項3に記載の自動穿孔リベット接合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002174898A JP3788955B2 (ja) | 2002-06-14 | 2002-06-14 | 自動穿孔リベット接合方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002174898A JP3788955B2 (ja) | 2002-06-14 | 2002-06-14 | 自動穿孔リベット接合方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004017086A JP2004017086A (ja) | 2004-01-22 |
| JP3788955B2 true JP3788955B2 (ja) | 2006-06-21 |
Family
ID=31173748
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002174898A Expired - Fee Related JP3788955B2 (ja) | 2002-06-14 | 2002-06-14 | 自動穿孔リベット接合方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3788955B2 (ja) |
-
2002
- 2002-06-14 JP JP2002174898A patent/JP3788955B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004017086A (ja) | 2004-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3599339B2 (ja) | 自動打抜き固定装置 | |
| JP3512187B2 (ja) | 軽金属製の自動車ボディ部材の結合装置と方法 | |
| US6527490B1 (en) | Punching, stamping rivet | |
| KR20170105440A (ko) | 기능적 요소를 시트 금속 부재에 부착하는 방법 | |
| JP3788955B2 (ja) | 自動穿孔リベット接合方法および装置 | |
| US8156631B2 (en) | Process for attaching a functional element to a flat material and a connection between a functional element and a flat material | |
| US20060039778A1 (en) | Stamped rivet | |
| US6539605B2 (en) | Method of making a support structure | |
| JP2008290111A (ja) | かしめ方法、かしめ装置及びかしめ構造 | |
| JP3976243B2 (ja) | 自動穿孔リベット締結装置 | |
| JPH09267140A (ja) | 板材の締結方法およびその締結方法に用いるポンチ | |
| JP2000176588A (ja) | 有底容器の衝撃押出し成形装置および衝撃押出し成形方法 | |
| JP4760213B2 (ja) | マウンティングカップの成形方法および成形装置並びにマウンティングカップ | |
| US1600517A (en) | Device for setting fasteners in sheet material | |
| JP2000317542A (ja) | 板材への中空軸形成方法 | |
| JPH0985688A (ja) | 複数枚シート材の穿孔装置 | |
| JPH07132422A (ja) | 2枚の板材の結合方法および結合装置 | |
| JPH01241346A (ja) | カシメ方法 | |
| JP2000042658A (ja) | 薄手の金属板と厚手の金属板の接合方法 | |
| JP2003090317A (ja) | ボルトと金属プレートとの固着構造 | |
| JP2002086226A (ja) | ピアスナット打ち込み用ピアスダイ | |
| JP2543827B2 (ja) | プ―リ―板へのボスの取付け方法 | |
| JPS5850145A (ja) | 鋲着方法および鋲着装置 | |
| JPS6334770Y2 (ja) | ||
| JPH0839170A (ja) | 板材の接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051221 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060322 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060324 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090407 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100407 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110407 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110407 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |