JP3800936B2 - 金属板の曲げ加工方法及び装置 - Google Patents
金属板の曲げ加工方法及び装置 Download PDFInfo
- Publication number
- JP3800936B2 JP3800936B2 JP2000267464A JP2000267464A JP3800936B2 JP 3800936 B2 JP3800936 B2 JP 3800936B2 JP 2000267464 A JP2000267464 A JP 2000267464A JP 2000267464 A JP2000267464 A JP 2000267464A JP 3800936 B2 JP3800936 B2 JP 3800936B2
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- bending
- electrode
- discharge
- bending angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002184 metal Substances 0.000 title claims description 639
- 238000005452 bending Methods 0.000 title claims description 521
- 238000000034 method Methods 0.000 title claims description 213
- 230000014509 gene expression Effects 0.000 claims description 83
- 238000006073 displacement reaction Methods 0.000 claims description 34
- 238000005259 measurement Methods 0.000 claims description 26
- 239000003990 capacitor Substances 0.000 claims description 21
- 238000012545 processing Methods 0.000 claims description 19
- 238000004070 electrodeposition Methods 0.000 claims description 15
- 238000000926 separation method Methods 0.000 claims description 13
- 238000007599 discharging Methods 0.000 claims description 12
- 239000011261 inert gas Substances 0.000 claims description 7
- 230000003247 decreasing effect Effects 0.000 claims description 2
- 230000000694 effects Effects 0.000 description 39
- 238000010586 diagram Methods 0.000 description 28
- 238000012937 correction Methods 0.000 description 22
- 238000001514 detection method Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000001846 repelling effect Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
Images


































Landscapes
- Discharge Heating (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
【発明の属する技術分野】
本発明は、金属板を加熱して曲げ加工するための金属板の曲げ加工方法及び装置に関するものである。
【0002】
【従来の技術】
従来から金属板を加熱して曲げ加工するものが特開昭55−130339号公報や特開昭62−93028号公報等により知られている。
【0003】
特開昭55−130339号公報に示された従来例は、金属板の折り曲げ部に逆プラズマを発生させ、金属板の折り曲げ部に所望の熱歪みを発生させて金属板を加工するものである。そして、この従来例にあっては、電極を金属板に対して所定の距離離した状態でプラズマアークを発生させるようにしているので、金属板の材質や厚み等が代わったり、あるいは電流値の変化等があると、プラズマアークを発生させるために電極の位置をその度に位置調整し直す必要があり、電極の位置調整がきわめて面倒であり、このため、大型の金属板の曲げ加工は対応できるが、微小な曲げ加工には適していないという問題があった。
【0004】
また、特開昭62−93028号公報に示された従来例は、金属板のレーザービームを照射して金属板の折り曲げ加工部に所望の熱歪みを発生させて金属板を加工するものである。この従来例にあっては、金属板の材質や厚み等の材料条件に応じてレーザーの波長を変える必要があり、同一条件での制御が困難であるとう問題がある。
【0005】
【発明が解決しようとする課題】
本発明は上記の点に鑑みてなされたものであり、簡単な方法及び装置で確実に放電をして金属板の曲げ加工ができ、また、微小な曲げ加工であっても容易に行うことができる金属板の曲げ加工方法及び装置を提供することを課題とするものである。
【0006】
【課題を解決するための手段】
上記課題を解決するために本発明に係る金属板の曲げ加工方法は、電源1と曲げ対象の金属板2に放電を発生させる電極3からなる装置により金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するに当たり、電極3を金属板2に接近させ、電極3と金属板2との間隔を変化させる過程で放電を発生させることを特徴とするものである。このような方法を採用することで、電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工することができ、金属板2の材質や厚み等が異なっても電極3を移動させる過程で確実に放電を発生させて目的とする曲げ加工ができるものである。
【0007】
また、接近させた電極3を金属板2に接触させ、次に電極3を金属板2よりかい離することにより放電を発生させることが好ましい。このような方法を採用することで、短い移動距離で確実に放電を発生させて目的とする曲げ加工ができるものである。
【0008】
また、接近させた電極3を金属板2に近づける過程で放電を発生させることが好ましい。このような方法を採用することで、電極3を金属板2からかい離する過程で放電を発生させる場合に比べて、電極3を金属板2に近づける過程で放電を発生させると電極3と金属板2との間隔の距離が長いところで放電が発生し、これにより金属板2への熱影響を抑えることができるものである。
【0009】
また、電極3と金属板2との間隔を変化させる過程で放電を発生させることを複数回繰り返すことが好ましい。このような方法を採用することで、放電を確実に繰り返し発生させることができて目的とする曲げ加工ができるものである。
【0010】
また、電極3に電磁石4を取付け、電磁石4により電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工することが好ましい。このような方法を採用することで、電磁石4により電極3の移動を制御できる。
【0011】
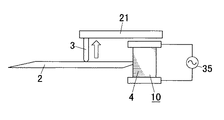
また、電極3に磁石を有するシャフト21を設け、シャフト21を電磁石4に対向させ、シャフト21の電磁石4に対向する部分に+又は−の極性を持たせ、電磁石4に交流電圧35を印加させてシャフト21を吸引したり反発させたりすることで電極3と金属板2との間隔を変化させる動作を繰り返し行い、電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させることを繰り返して金属板2を曲げ加工することが好ましい。このような方法を採用することで、電磁石4に交流電圧を印加させて電極3の金属板2に接近する方向の移動及び金属板2からかい離する方向の移動の繰り返しが行えるものである。
【0012】
また、電極3に電磁石4を取付け、電磁石4により電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するに当たり、電極3の電磁石4に印加する電圧の周波数を変えることで、対象部位ごとに電極3のかい離回数を制御して金属板2の折り曲げ部の対象部位ごとに所望の熱歪みを発生させることを繰り返して金属板2を曲げ加工することが好ましい。このような方法を採用することで、電極3の金属板2に接近する方向の移動及び金属板2からかい離する方向の移動の繰り返しの周期を変えることができて、対象部位毎に最適の加工ができる。
【0013】
また、電極3に圧電アクチュエータ5を設けて電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工することが好ましい。このような方法を採用することで、電極3の金属板2に接近する方向の移動及び金属板2からかい離する方向の移動を圧電アクチュエータ5を用いて実現できるものである。
【0014】
また、電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するに当たって、電極3と金属板2との間隔を変化させる際の電極3の移動速度を制御するという簡単な方法で金属板2の曲げ角度を制御することができるものである。
【0015】
また、電源1の電圧を制御することにより、金属板2の曲げ角度を制御することが好ましい。このような方法を採用することで、電源1の電圧を変えるという簡単な方法で金属板2の曲げ角度を制御することができるものである。
【0016】
また、電源1からの電荷を充電するためのコンデンサ6と、コンデンサ6に充電した電荷を電極3と金属板2との間に放電させるための手段とを備え、電極3を移動させて電極3と金属板2との間隔を変化させる過程でコンデンサ6に充電した電荷を瞬間的に放電させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工することが好ましい。このような方法を採用することで、瞬間的に大電流を放電できて確実に放電を発生させることができるものである。
【0017】
また、電源1と電極3との間又は電源1と金属板2との間にコイル7を設け、電極3を移動させて電極3と金属板2との間隔を変化させるときにコイル7が発生する誘導起電力を利用して放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工することがこのましい。このような方法を採用することで、電極3をかい離するときにコイル7が発生する誘導起電力を利用して放電を発生させることができるものである。
【0018】
また、金属板2の曲げ加工計測手段により金属板2の曲げ状態を計測することが好ましい。このような方法を採用することで、金属板2の加工、曲げ状態の計測を繰り返して目的とする曲げ加工ができるものである。
【0019】
また、放電により折り曲げられた金属板2の折り曲げ線から電極3を折り曲げ線と直交する水平方向に任意の距離移動してその水平方向の距離を求めると共に、該水平方向に移動した位置で電極3を下降させて曲げられた金属板2に当接させて金属板2の折り曲げ線から電極3までの垂直方向の距離を求め、上記水平方向の距離と垂直方向の距離から金属板2の曲げ角度を計測することが好ましい。このような方法を採用することで、金属板2の曲げ加工に使用する電極3を利用して簡単に金属板2の曲げ角度を計測することができるものである。
【0020】
また、放電により折り曲げられた金属板2の曲げ角度を放電に用いた2個の電極3により求めるものであって、2個の電極3を金属板2の折り曲げ線と直交する水平方向に任意の距離移動して移動後における2個の電極3間の金属板2の折り曲げ方向と直交する水平方向の距離を求めると共に、該水平方向に移動した位置で2個の電極3を下降させて曲げられた金属板2に当接させて2個の電極3間の垂直方向の距離を求め、上記水平方向の距離と垂直方向の距離から金属板2の曲げ角度を計測することが好ましい。このような方法を採用することで、金属板2の曲げ加工に使用する電極3を利用して簡単に金属板2の曲げ角度を計測することができるものである。
【0021】
また、放電により折り曲げられた金属板2の曲げ部にばね圧を計測する手段9を接触させて、接触圧により曲げ状態を計測することが好ましい。このような方法を採用することで、放電により折り曲げられた金属板2の曲げ部のばね圧を計測でき、これにより加工に当たって金属板2の曲げ部が目的とするばね圧を有するようにフィードバック制御することができるものである。
【0022】
また、放電により金属板2を折り曲げるに当たって金属板2の曲げ加工を制御する制御手段を設け、金属板2の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、このようにして算出した制御量と曲げ角度との関係式に基づいて目的とする曲げ角度となるように制御量を制御することが好ましい。このような方法を採用することで、金属板2を放電で曲げ加工するに当たっての初期調整の精度を向上することができるものである。
【0023】
また、金属板2の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、同様にして更に制御量と曲げ角度との関係式を複数求め、上記のようにして複数の異なる関係式を求めた後に、1回目の曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、2回目以降の曲げ加工において選択した関係式に基づいて制御量を決定することが好ましい。このような方法を採用することで、金属板2のばらつきに応じて最適の制御量と曲げ角度との関係式を選択して制御することができるものである。
【0024】
また、金属板2の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、同様にして更に制御量と曲げ角度との関係式を複数求め、上記のようにして複数の異なる関係式を求めた後に、金属板2の1次曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、目的とする曲げ角度と上記1次曲げ加工による曲げ角度との差を求め、上記選択された関係式に基づき上記角度の差に対応する制御量を算出し、このようにして算出した制御量となるように制御して2次曲げ加工をして曲げ角度の調整を行うことが好ましい。このような方法を採用することで、目的とする角度への調整が容易に行えるものである。
【0025】
また、金属板2の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、このようにして算出した制御量と曲げ角度との関係式に基づいて目的とする曲げ角度となるように制御量を制御し、上記制御量により1〜Nの金属板2の曲げ加工を行い、1〜Nの金属板2の曲げ角度と制御量との関係のデータをもとに制御量と曲げ角度との次の関係式を算出し、このようにして算出した制御量と曲げ角度との次の関係式に基づいて目的とする曲げ角度となるように制御量を制御することが好ましい。このような方法を採用することで、金属板の製造におけるロット変動や電極3の消耗などの外乱の変化に応じて調整データの最適化が図れるものである。
【0026】
また、金属板2の曲げ加工を内部を不活性ガス雰囲気としたチャンバー11内において行うことが好ましい。このような方法を採用することで、金属板2の酸化の影響を抑えることができるものである。
【0027】
また、放電の状態や金属板2の曲げ加工の状態を計測し、計測データに基づいて金属板2の曲げ加工をフィードバック制御手段12により制御することが好ましい。このような方法を採用することで、目的とする曲げ加工が安定して実現できるものである。
【0028】
また、曲げ角度を制御するための放電電流検知手段を設けて放電電流を計測し、この放電電流の計測データに基づいて金属板2の曲げ加工をフィードバック制御手段12により制御することが好ましい。このような方法を採用することで、放電検知手段により放電電流を計測し、この放電電流をもとにフィードバック制御手段12により所定の放電電流となるようにフィードバック制御して目的とする曲げ加工ができるものである。
【0029】
また、金属板2の表面温度を計測し、この金属板2の表面温度の計測データに基づいて金属板2の曲げ加工をフィードバック制御手段12により制御することが好ましい。このような方法を採用することで、金属板2の表面温度の検出値と正常値に対する差をモニタリングして放電電圧を制御する等のフィードバック制御を行って目的とする曲げ加工ができるものである。
【0030】
また、電極3を電極位置制御装置13により位置制御することが好ましい。このような方法を採用することで、電極位置制御装置13により電極3を金属板2に対して移動することができるものである。
【0031】
また、複数回曲げ調整を行うに当たり、毎回電極3の位置を微小に移動させることが好ましい。このような方法を採用することで、複数回曲げ調整を行う場合、毎回微小に電極3の位置を移動させて放電して金属板2の曲げ加工をすることで金属板2の表面の熱影響を抑えることができるものである。
【0032】
また、金属板2の曲げ加工において曲げ角度が同じで変位量が異なるものに対して、電極3の位置を横方向に変化させることで同じ曲げ角度で異なる変位量の曲げ加工を行うことが好ましい。このような方法を採用することで、金属板2の曲げ加工において同じ曲げ角度でも電極3の位置を変化させることで異なる変位量に加工できるものである。
【0033】
また、金属板2の折り曲げ線上に電極3を複数並べることが好ましい。このような方法を採用することで、電極3を折り曲げ線に沿ってを移動させることなく、又は移動量を少なくして一度に又は少ない移動量で容易に金属板2の曲げ加工ができるものである。
【0034】
また、金属板2の折り曲げ線上に複数並べた電極3と並行して変位センサ14を配置して金属板2のねじれ状態を監視することが好ましい。このような方法を採用することで、折り曲げ線上に複数並べた電極3により金属板2を折り曲げる際折り曲げ線に沿った各部における曲げ角度が不均一になってねじれ状態が発生した場合、このねじれを変位センサ14により検出して均一な曲げ角度となるように制御することができるものである。
【0035】
また、電極3を金属板2の2箇所以上に配置して複数の電極3の動作のタイミングをずらすことが好ましい。このように複数の電極3の動作のタイミングをずらすことで金属板2を複雑な形状に曲げ加工することができるものである。
【0036】
また、電極3を金属板2の表面側と裏面側とにそれぞれ配置して表裏いずれかの電極3と金属板2との間に放電を発生させるかを選択して金属板2を曲げ加工することが好ましい。このような方法を採用することで、金属板2を表側又は裏側に曲げ加工でき、また、曲げ角度の曲げすぎなどに対しては反対方向の電極3を用いて放電を発生させて曲げ角度の調整ができるものである。
【0037】
また、金属板2の折り曲げ線上に電極3を複数回打点を繰り返しながらスキャンさせることが好ましい。このような方法を採用することで、幅を持った金属板2の曲げ加工が1つの電極3で可能である。
【0038】
また、金属板2の折り曲げ線上に電極3を複数回スキャンさせるに当たって、始めは曲げ量が大きくなるように制御し、スキャン回数が増すにつれ曲げ角度が小さくなるように制御することが好ましい。このような方法を採用することで、精密な曲げ加工ができるものである。
【0039】
また、金属板2の折り曲げ線に並行して設けた測定ラインの上に複数の変位センサ14を配置して、曲げによる測定ライン位置の変位を測定し、金属板2の両側の曲げ角度が均一になるように、電極スキャン位置に対応して曲げ加工条件を制御することが好ましい。このような方法を採用することで、電極3をスキャンしながら金属板2の曲げ加工を行う際に、電極3のかい離の回数や放電の電圧を制御することにより、始点と終点の曲げ角度を均一にしてねじれを無くすことができるものである。
【0040】
また、本発明の金属板の曲げ加工装置は、電源1と曲げ対象の金属板2に放電を発生させる電極3とを備えて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工する金属板2の曲げ加工装置であって、該装置に、電極3と金属板2との間隔を変化させる過程で放電を発生させるように電極3を金属板2に対して移動させるための電極移動手段10と、金属板2の曲げ加工後の曲げ角度を計測する金属板2の曲げ角度計測手段16と、曲げ角度計測手段16により計測した曲げ角度と目的とする曲げ角度との差に基づいて、金属板2の曲げ加工部が目的とする曲げ角度となるように曲げ加工条件を制御するための制御手段19とを設けて成ることをを特徴とするものである。このような構成とすることで、電極3を金属板2に対して移動させながら放電を発生させて金属板2を曲げ加工でき、しかも、曲げ角度計測手段16により計測した曲げ角度と目的とする曲げ角度との差に基づいて、制御手段19によりフィードバック制御をして目的とする曲げ角度に加工できるものである。
【0041】
また、電源1と曲げ対象の金属板2に放電を発生させる電極3とを備えて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工する金属板2の曲げ加工装置であって、該装置に、電極3と金属板2との間隔を変化させる過程で放電を発生させるように電極3を金属板2に対して移動させるための電極移動手段10と、金属板2の曲げ加工後における曲げ加工部の結果を特性として計測する計測手段20と、計測手段20により計測した曲げ加工部のデータに基づいて曲げ加工部の特性が目的とする曲げ特性となるように曲げ加工条件を制御するための制御手段19とを設けることを特徴とするものであってもよい。このような構成とすることで、電極3を金属板2に対して移動させながら放電を発生させて金属板2を曲げ加工でき、しかも、計測手段20により検出した曲げ加工部のデータに基づいて制御手段19によりフィードバック制御をして曲げ加工部が目的とする特性となるように曲げ加工できるものである。
【0042】
【発明の実施の形態】
以下、本発明を添付図面に示す実施形態に基づいて説明する。
【0043】
図1には本発明の金属板の曲げ加工方法の基本的な概略構成図が示してある。図中1は電源であり、電源1の一端に電極3が接続してあり、電源1の他端に曲げ対象である金属板2が接続してあり、電源1と曲げ対象の金属板2に放電を発生させ、金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するようになっている。
【0044】
ここで、本発明においては、電極3を金属板2に接近させ、電極3を電極移動手段10により移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させるようにしている。このように電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させるので、曲げ対象である金属板2の材質や厚み等が異なったり、電源1の電圧が異なっても電極3を移動させる過程で曲げ対象である金属板2と電極3との間で放電が確実に発生し、金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工することができるのである。
【0045】
以下図2に基づいて、電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させることで金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工する原理を説明する。図2(a)は放電前の状態、図2(b)は放電中の状態、図2(c)は放電後の状態を示している。図2(a)の放電前の状態から図2(b)の矢印のように電極3を移動させていって電極3と金属板2との間隔を変化させていくと金属板2と電極3との間隔が最適の距離になると最適な放電が発生する。このように放電が発生すると、金属板2の表面(放電が発生する側)と裏面の温度差による温度勾配が生じ、この温度勾配による塑性変形がおこる。つまり、放電中は金属板2の表面側は熱膨張に伴う引っ張り力が作用しており、図2(b)のように表面側が伸びるように曲がり、この時温度の低い裏面側では上記表面側の引っ張り力で裏面側も伸びるように塑性変形している。そして、放電後に温度低下すると表面側が温度低下により収縮して元の状態に戻るが、裏面側は上記の塑性変形した変形量が残存しており、結果として図2(c)のように裏面側が伸びた曲げ状態となるものである。
【0046】
なお、図2に示す説明では放電前の図2(a)の状態で電極3が金属板2に接触しており、図2(b)の状態では矢印のように電極3が金属板2からかい離する方向に移動する過程で放電を発生させる例で説明しているが、接近させた電極3を金属板2に近づける過程で放電を発生させる場合も上記と同様の原理により金属板2の曲げ加工ができるものである。
【0047】
上記のように、本発明においては電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させるに当たり、金属板2に接触させ、次に電極3を金属板2よりかい離することにより放電を発生させる場合と、電極3を金属板2に近づける過程で放電を発生させる場合とがある。
【0048】
図3には電極3を金属板2に接触させ、次に電極3を金属板2よりかい離することにより放電を発生させる例が示してある。すなわち、電極3を金属板2に接触させ、その後電極3を図3矢印方向に移動することで放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するのである。このように電極3を金属板2に接触した状態からかい離することで電極3の短い移動距離で確実に放電を発生させて金属板2の曲げ加工ができるものである。ここで、電極3の先端の断面積を小さくして金属板2との接触面積をできるだけ小さくすることにより、放電の発生は電極3の形状に支配されるために局所的となり、局所的に放電を発生させて小さな曲げ加工を実現できるものである。
【0049】
図4には接近させた電極3を金属板2に近づける過程で放電を発生させる例が示してある。すなわち、電極3を図4矢印方向(つまり金属板2に近づける方向)に移動する過程で放電を発生させて金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するのである。このように電極3を金属板2に近づける方向に移動して放電を発生させる場合における放電が発生する距離をL1とし(図4(b)に示す)、上記の電極3を金属板2に接触させた後にかい離する方向に移動する場合における放電が発生する距離をL2とする(図4(c)に示す)と、L2<L1となり、このため、図4(b)に示す電極3を金属板2に近づける過程で放電を発生させる本実施形態のものは、図4(c)に示す電極3を金属板2からかい離する過程で放電を発生させる実施形態のものに比べて電極3と金属板2との間隔の距離が長いところで放電が発生し、このため本実施形態のものは金属板2への熱影響を抑えることができるものである。
【0050】
上記のように電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2を曲げ加工するに当たり、電極3と金属板2との間隔を変化させる過程で放電を発生させることを複数回繰り返すことで金属板2の曲げ加工を行うようにしてもよい。すなわち、図5に示すように、電極3に電極移動手段10を設け、電極移動手段10により電極3を移動し、これにより電極3と金属板2との間隔を変化させる過程で放電を発生させることを複数回繰り返すのであり、電極3が金属板2に接触した状態から図5の矢印のように電極3を金属板2からかい離させ、更に、この接触とかい離を複数回繰り返して放電を繰り返すのである。
【0051】
図6には電極移動手段10の一例が示してある。すなわち図6には電極3に磁性体よりなるシャフト21を設け、該シャフト21を電磁石4に対向してあり、図6(a)のように電磁石4が励磁してなくて電極3が金属板2に接触している状態で、電磁石4に励磁すると図6(b)のように電極3に設けたシャフト21が電磁石4に吸引され電極3を金属板2からかい離させるものであり、このように電磁石4により電極3の移動を制御することで簡便な手段で電極3の移動制御ができるものである。
【0052】
図7には電極移動手段10の他例が示してある。すなわち図7に示すものは電極3に磁石を有するシャフト21を設け、このシャフト21の電磁石4に対向する部分に+又は−の極性を持たせ、電磁石4に交流電圧35を印加させることで、極性を持ったシャフト21の電磁石4に対向する部位が吸引されたり、反発したりすることで、電極3の繰り返し動作(接触とかい離の繰り返し)を行うようになっている。本実施形態においては電磁石4に交流電圧35を印加させるという簡単な方法で、電極3の金属板2に接近する方向の移動及び金属板2からかい離する方向の移動の繰り返しが実現できるものである。
【0053】
ここで、電磁石4に交流電流を印加するに当たって、周波数を変えて交流電流を印加すると電極3の繰り返し動作(接触とかい離の繰り返し)の周期を変えることができるものである。そして、上記のように電極3の電磁石4に印加する電圧の周波数を変えて金属板2の対象部位ごとに電極3のかい離回数を制御することにより対象部位毎に最適の加工ができるものである。
【0054】
図8には電極移動手段10の更に他例が示してある。すなわち図8に示すものは電極3に圧電アクチュエータ5を設けて電極3を移動させて接触とかい離の動作を行わせるようにしている。このように圧電アクチュエータ5用いて電極5を移動させることで、電極3の移動を高精度に制御できるものである。
【0055】
ところで、電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2を曲げ加工するに当たって、電極3の移動速度を制御することで曲げ角度を制御することができるものである。図9には電極3に電極移動速度制御手段23を設けたものが示してあり、金属板2を目的とする角度に加工するため、電極3をかい離させる速度を変えることで、金属板2の折り曲げ加工部の加熱熱量を制御することができ、これにより金属板2の折り曲げ角度を簡単に目的とする折り曲げ角度に調整することができるのである。
【0056】
図10には曲げ加工するに当たって、電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2を曲げ加工するに当たって、金属板2の折り曲げ角度を調整するための他の方法が示してあり、本実施形態においては、図10に示すように電源1の電圧を変えることができる電圧変更手段24を設けたもので、電圧変更手段24により電源1の電圧を変更することにより、金属板2の曲げ角度を簡単に目的とする折り曲げ角度に調整することができるのである。
【0057】
上記のように電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させるに当たり、電源1からの電荷を充電するためのコンデンサ6と、コンデンサ6に充電した電荷を電極3と金属板2との間に放電させるための手段とを備えたものとすると、コンデンサ6に充電した電荷を放電でき、これにより瞬間的に大電流を放電できて確実に放電を発生させることができるものである。すなわち、図11に示すように、電源1と電極3とを接続する配線25aの途中と電源1と金属板2を接続する配線25bの途中とにコンデンサ6の両端部を接続し、電源1とコンデンサ6との間に第1のスイッチ26を設けると共にコンデンサ6と電極3又は金属板2との間に第2のスイッチ27を設けた回路構成とし、第2のスイッチ27をオフにした状態で第1のスイッチ26をオンにしてコンデンサ6に電荷を充電する。充電後、第1のスイッチ26をオフにし、第2のスイッチ27をオンにすると共に電極3を移動させて放電を発生させてコンデンサ6に充電した電荷を瞬間的に放電する。ここで、第2のスイッチ27をオンするタイミングと電極3のかい離を同期させることで、確実に放電を発生させることができるものである。図11(b)には第2のスイッチ27のオン、電極3の上昇移動又は下降移動、放電発生のタイミングを示すタイムチャートである。
【0058】
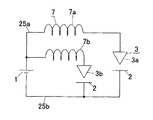
電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させるに当たり、電源1と電極3との間又は電源1と金属板2との間にコイル7を設け、電極3をかい離するときにコイル7が発生する誘導起電力を利用して放電を発生させるようにしてもよい。図12には電極3を2つ設け、電源1と第1の電極3aとの間に第1のコイル7aを設けるとともに電源1と第2の電極3bとの間に第2のコイル7bを設けた例が示してあり、第1の電極3aを移動(例えば金属板2からかい離)させた時に第1のコイル7aの逆起電力により第1の電極3aと金属板2との間に放電を発生させ、同様に第2の電極3bを移動(例えば金属板2からかい離)させた時に第2のコイル7bの逆起電力により第2の電極3bと金属板2との間に放電を発生させるようになっている。ここで、第1の電極3aと対向する金属板2と、第2の電極3b金属板2とは同一の金属板2であってもよく、あるいは別々の金属板2であってもよい。
【0059】
図13には金属板2の曲げ状態を曲げ加工計測手段により計測する例が示してある。なお、図13においては曲げ状態を計測する曲げ加工計測手段が金属板2の曲げ角度を計測する曲げ角度計測手段8である場合の例が示してある。すなわち、上記した各実施形態のようにして放電を発生させて金属板2の曲げ加工をするに当たって、図13(b)のフローチャートのように放電による曲げ加工、曲げ角度計測手段8による曲げ角度の計測、曲げ角度の判定を行って、曲げ角度の判定が目的の曲げ角度となるまで加工、計測を繰り返し実行することで目的とする曲げ角度になると加工を終了するのである。これにより目的とする曲げ角度に正確に加工することができるものである。
【0060】
図14には曲げ角度計測手段8の一例が示してある。本実施形態においては、放電により折り曲げられた金属板2の折り曲げ線Mから電極3を折り曲げ線Mと直交する水平方向に任意の距離移動してその水平方向の距離L3を求めると共に、該水平方向に移動した位置で電極3を下降させて曲げられた金属板2に当接させて金属板2の折り曲げ線から電極3までの垂直方向の距離L4を求め、上記水平方向の距離L3と垂直方向の距離L4から金属板2の曲げ角度αを計測するのである。すなわち曲げ角度α=arctan(L4/L3)で求めることができる。
【0061】
また、2個以上の電極3を用いて放電を発生させて金属板2の曲げ加工を行うものの場合、図15に示すようにして、放電により折り曲げられた金属板2の曲げ角度を放電に用いた2個の電極3により求めるようにしてもよい。すなわち、図15において2個の電極3を金属板2の折り曲げ線と直交する水平方向に任意の距離移動して移動後における2個の電極3間の金属板2の折り曲げ方向と直交する水平方向の距離L5を求めると共に、該水平方向に移動した位置で2個の電極3を下降させて曲げられた金属板2に当接させて2個の電極3間の垂直方向の距離L6を求め、上記水平方向の距離L5と垂直方向の距離L6から金属板2の曲げ角度αを計測するようにしてもよいものである。この場合も曲げ角度α=arctan(L6/L5)で求めることができる。
【0062】
図16には放電させて折り曲げた金属板2の曲げ部のばね圧により曲げ状態を計測するようにした例が示してある。すなわち本実施形態においては金属板2の曲げ状態の計測をする曲げ加工計測手段としてばね圧を計測する手段9を接触させ、ばね圧を計測する手段9により金属板2の加工した後の曲げ部の接触圧(ばね圧)を計測して曲げ加工の評価をし、接触圧が低下している場合のように目的とするばね圧となっていない場合には、金属板2の曲げ部が目的とする曲げ特性(実施形態では目的とするばね圧)となるように曲げ角度を大きくする等のフィードバック制御することができるものである。
【0063】
次に、電極3を移動させて電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2を曲げ加工する際に目的とする曲げ加工となるように制御するための曲げ制御方法につき説明する。
【0064】
図17には本発明の曲げ制御方法の一実施形態が示してある。すなわち、本実施形態においては、放電により金属板2を折り曲げるに当たって金属板2の曲げ加工を制御する制御手段を設け、金属板2の複数のねらいの角度(例えば角度α1、角度α2、角度α3……)に対する制御手段の制御量の関係(例えば角度α1、角度α2、角度α3……各々の加工をするための電源1の電圧の制御量や電極3の移動速度の制御等の制御量の関係)のデータを収集し(図17(a))、その関係から図17(b)のように制御量と曲げ角度との関係式y=ax+b又はy=exp(ax+b)を算出する。上記のようにあらかじめ金属板2の複数のねらいの角度(例えば角度α1、角度α2、角度α3……)に対する制御手段の制御量の関係式を求めておき、角度α1となるように金属板2を曲げ加工する場合には上記関係式に基づいて角度α1の加工をするための制御量となるように電源1の電圧を調整したり、電極3の移動速度を調整したりするものである。このようなあらかじめ目標とする折り曲げ角度と制御量との関係式を求めておくことで、金属板2を放電で曲げ加工するに当たっての初期調整の精度を向上することができるものである。
【0065】
ところで金属板2の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出する場合、厚み、幅、材質が同一の金属板2を曲げ加工して制御量に対する曲げ角度の関係を何回か調べて、その関係を求めると複数の傾向があることが判る。つまり、上記のように、何度か曲げ角度と制御量との関係式を求めると、図18のように複数の関係式が求められるものであり、そこで、この複数の曲げ角度と制御量との関係式で表される補正曲線1、補正曲線2、補正曲線3……をそれぞれ制御手段に蓄積しておき、金属板2を曲げ加工するに当たって、まず、1回目の曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、2回目以降の曲げ加工において選択した関係式に基づいて制御量を決定するものである。例えば、1回目の曲げ加工を行った後の曲げ角度と制御量を調べ、その結果が例えば曲げ角度が4、制御量が10の場合は、図18の補正曲線1を選択し、2回目以降の曲げ加工においては選択した関係式(補正曲線1)に基づいて目的とする曲げ角度となるように制御量を決定し、この決定された制御量となるように電源1の電圧の制御や電極3の移動速度の制御等の制御を行うものであり、これにより金属板2のばらつきに応じて最適の制御量と曲げ角度との関係式を選択して制御することができるものである。
【0066】
ところで、上記のようにして、金属板2の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、同様にして更に制御量と曲げ角度との関係式を複数求め、上記のようにして複数の異なる関係式を求め(つまり図18に示すような複数の補正曲線を求め)た後に、金属板2の1次曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、目的とする曲げ角度と上記1次曲げ加工による曲げ角度との差を求め、上記選択された関係式に基づき上記角度の差に対応する制御量を算出し、このようにして算出した制御量となるように制御して金属板2の2次曲げ加工をして調整を行うものである。例えば補正曲線1を選んだ場合を例に取ると、目的とする曲げ角度が6°上記第1次曲げ加工による曲げ角度を4°すると、必要曲げ角度=6°−4°=2°であるので、上記必要曲げ角度より制御量を重み付けし、図19に示す補正曲線1にもとづき必要曲げ角度2°に対する制御量2.5を算出し、次に算出した制御量2.5にて曲げ加工位置をわずかにずらして2次曲げ加工を行うことで2回分の曲げ量が加算されて目的とする曲げ角度に加工することができるものである。これにより目的とする角度への調整が容易に行えるものである。図20には本実施形態の制御フローが示してあり、図20の制御フローにおいて、加工重み付けを行って複数の補正曲線から最も近い関係式の補正曲線を選択して曲げ加工(1次曲げ加工)を行うものであり、また、曲げ計測の結果、必要角度となっていない場合には上記のようにして必要角度となるように重み付けして曲げ加工(2次曲げ加工)を行うものである。
【0067】
ところで、前述の図17に示すように金属板2の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、このようにして算出した制御量と曲げ角度との関係式に基づいて目的とする曲げ角度となるように制御量を制御するに当たり、図21に示すように最初に求めた関係式(図21において補正曲線イで示す)に基づいた目的となる折り曲げ角度となる制御量により1〜Nの金属板2の曲げ加工を行い、この1〜Nの金属板2の曲げ角度と制御量との関係のデータをもとに制御量と曲げ角度との次の関係式を算出し(図21において補正曲線ロで示す)、このようにして算出した制御量と曲げ角度との次の関係式(補正曲線ロ)に基づいてN+1〜2Nの金属板2の加工を行うように補正曲線を更新するものであり、同様にして、補正曲線ロでN+1〜2Nの金属板2の加工をした場合における曲げ角度と制御量との関係のデータをもとに制御量と曲げ角度との更に次の関係式を算出し、このようにして算出した制御量と曲げ角度との更に次の関係式(補正曲線)に基づいて2N+1〜3Nの金属板2の加工を行うように補正曲線を更新するものであり、同様にして次々と新たな補正曲線に更新しながら更新した補正曲線に基づいて加工を行うことで、金属板の製造におけるロット変動や電極3の消耗などの外乱の変化に応じて調整データの最適化が図れるものである。
【0068】
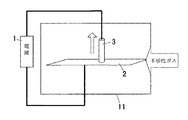
図22には本発明の他の実施形態が示してある。すなわち、本実施形態においては前述の各実施形態のように電極3を金属板2に接近させ、電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の曲げ加工を行うに当たり、上記曲げ加工を内部を不活性ガス雰囲気としたチャンバー11内において行うようにしている。このように不活性ガス雰囲気中で放電を発生させて金属板2の曲げ加工を行うことで、金属板2の酸化の影響を抑えることができるものである。
【0069】
図23には電極3を金属板2に接近させ、電極3と金属板2との間隔を変化させる過程で放電を発生させて金属板2の曲げ加工を行うに当たりフィードバック制御手段12を設けてフィードバック制御をするようにした例が示してある。フィードバック制御手段12は放電の状態や金属板2の曲げ加工の状態を計測する手段と、計測手段により計測した計測データに基づいて電源1の電圧や電極3の移動速度等の制御量を調整制御するための制御手段とから構成してある。そして、放電の状態や金属板2の曲げ加工の状態を計測し、計測データに基づいて金属板2の曲げ加工をフィードバック制御手段12により電源1の電圧や電極3の移動速度等の制御量を調整制御をして目的とする曲げ加工が安定して実現するようになっている。
【0070】
図24には放電の状態や金属板2の曲げ加工の状態を計測する手段として放電電流検知手段29を設けてあり、放電電流検知手段29により放電が発生する際の放電電流を計測し、この計測した電流値をもとに目的とする曲げ角度となる電流値となるように制御手段19により電源1の電圧を制御するのである。例えば、目的とする曲げ角度となるように34Aの電流で曲げ加工を行っている際に、放電電流検知手段29により計測した電流値が31Aに低下した場合には、制御手段19により電源1の電圧を上げるようにフィードバック制御するものである。
【0071】
図25には放電の状態や金属板2の曲げ加工の状態を計測する手段として金属板2の表面温度を計測する温度センサ30を設けた例であり、温度センサ30により放電発生時における金属板2の表面温度を計測し、この計測した金属板2の表面温度をもとに、目的とする曲げ角度に加工する場合の正常な表面温度となるように制御手段19により電源1の電圧を制御するのである。
【0072】
図26(a)(b)には電極3をX方向、Y方向、Z方向の各方向に自由に移動させるための電極位置制御装置13を設けた例が示してある。例えばサーボモータやステッピングモータ等の電極位置制御装置13を電極3に取付け、サーボモータやステッピングモータを駆動して電極3を図26(a)(b)のX方向、Y方向、Z方向の各方向に自由に移動させ、金属板2の折り曲げ加工をしたい位置に電極3を移動させたり、あるいは前述の図14や図15のように電極3を用いて曲げ角度の計測を行うために移動させたすることができる。また、Z方向に移動させると、電極3を金属板2に接近させ、電極3と金属板2との間隔を変化させる過程で放電を発生させるようにすることができ、この場合には放電を発生させるための前述の電極移動手段10を電極位置制御装置13により兼用することもできるものである。
【0073】
また、図26(c)には金属板2を支持する支持台32にサーボモータやステッピングモータ等の移動装置を取付けて、電極3に対して金属板2を図28(c)のX方向、Y方向、Z方向に自由に移動できるようにしてある。この場合も前述と同様、金属板2に対する電極3の位置が自由に変えられることになる。
【0074】
上記の図26に示すようなサーボモータやステッピングモータ等の電極位置制御装置13や支持台32の移動装置を設けたものにおいては、放電を発生させて金属板2を曲げ加工する際、上記サーボモータやステッピングモータにより金属板2に対する電極3の位置を微小に移動させながら複数回曲げ加工して曲げ調整を行うことで金属板2の表面の熱影響を抑えることができるものである。図27はサーボモータやステッピングモータにより金属板2に対する電極3の位置を微小に移動させながら複数回曲げ加工して曲げ調整を行う一例が示してあり、図27の線Q1は第1回目の折り曲げ位置を示し、線Q2は第2回目の折り曲げ位置を示し、線Q3は第3回目の折り曲げ位置を示し、図27の実施形態では線Q1の位置→線Q2の位置→線Q3の位置という順序で金属板2に対する電極3の位置を微小に移動させながら複数回曲げ加工して曲げ調整を行っている。
【0075】
また、上記の図26に示すようなサーボモータやステッピングモータ等の電極位置制御装置13や支持台32の移動装置を設けたものにおいては、金属板2の曲げ加工において曲げ角度が同じで変位量が異なるものに対して、電極3の位置を横方向に変化させることで同じ曲げ角度で異なる変位量の曲げ加工を行うようにしてもよいものである。すなわち、図28に示すように金属板2の曲げ角度αが同じ場合、サーボモータやステッピングモータ等の電極位置制御装置13や支持台32の移動装置により電極2の金属板2に対する位置を図28(a)に示すL9から図28(b)に示すL10に変えることで図28(a)、(b)に示すように異なる変位量がK1、K2となるように曲げ加工することができるものである。このように、金属板2に対する電極3の位置を変えることで同じ曲げ角度で簡単に変位量を制御できるものである。
【0076】
図29には本発明の他の実施形態が示してある。本実施形態においては、金属板2の折り曲げ線R上に電極3を複数並べ、複数の電極3から放電を発生させて金属板2を折り曲げ線Rに沿って折り曲げるようにしている。このように、金属板2の折り曲げ線R上に電極3を複数並べることで、電極3を折り曲げ線Rに沿ってを移動させることなく、又は移動量を少なくして一度に又は少ない移動量で容易に金属板2の曲げ加工ができるものである。
【0077】
ここで、図30のように金属板2の折り曲げ線R上に複数並べた電極3と並行して変位センサ14を配置して金属板2のねじれ状態を監視するようにしてもよいものである。つまり、複数回加工後の金属板2は両端で曲げ角度が不均一になる可能性があるので、変位センサ14を複数個配置して曲げ変位を計測して曲げのねじれ状態を監視し、折り曲げ線Rに沿った各部における曲げ角度が不均一になってねじれ状態が発生した場合、例えば図30(b)の折り曲げ角度α1とα2とが異なる場合、このねじれを変位センサ14により検出して均一な曲げ角度となるように制御することができるものである。
【0078】
また、図31には本発明の更に他の実施形態が示してある。本実施形態においては電極3を金属板2の2箇所以上に配置し、複数の電極3の動作のタイミングをずらして金属板2の曲げ加工を行うものであり、このように、複数の電極3の動作のタイミングをずらして金属板2の曲げ加工を行うことで金属板2を複雑な形状に曲げ加工することができるものである。例えば、図31(a)のように金属板2の複数箇所の折り曲げ部(実施形態では2箇所の折り曲げ部)に対応して複数の電極3a、3b……(実施形態では2個の電極3a、3b)を配置し、最初に電極3bによって図31(b)のように曲げ加工を実施し、次に、電極3aによって図31(c)のように曲げ加工を実施することで、金属板2を複雑な形状に曲げ加工することができるものである。
【0079】
図32には本発明の更に他の実施形態が示してある。本実施形態においては、電極3を金属板2の表面側と裏面側とにそれぞれ配置し、表裏いずれかの電極3a1、3b1と金属板2との間に放電を発生させるかを選択して金属板2を曲げ加工するものである。これにより、金属板2を表側又は裏側に選択して曲げ加工することができるだけでなく、曲げ角度の曲げすぎなどに対しては反対方向の電極3を用いて放電を発生させて曲げ角度の調整ができるものである。つまり、例えば、金属板2を表側に折り曲げ角度βとなるように曲げ加工したい場合に、図32(b)のように表側の電極3a1で曲げ加工を実施した際に表側に折り曲げ角度がβよりも大きいαだとすると、次に裏側の電極3b1により角度βとなるように曲げ加工することで曲げ角度の曲げすぎなどに対する調整が可能となるものである。
【0080】
図33には本発明の更に他の実施形態が示してある。本実施形態においては金属板2の折り曲げ線R上に沿って電極3を複数回打点を繰り返しながらスキャンさせることで金属板3を曲げ加工するようにしている。本実施形態においては電極3に前述の電極位置制御装置13を設け、電極位置制御装置13により電極3の金属板2への接触とかい離とを繰り返す打点動作を行わせるための金属板2への接近及び離れる移動と、電極3の折り曲げ線Rに沿った移動を行わせるようになっている。このように金属板2の折り曲げ線R上に沿って電極3を複数回打点を繰り返しながらスキャンさせることで金属板3を曲げ加工することで、幅を持った金属板2の曲げ加工が1つの電極3で可能である。
【0081】
ところで上記のように金属板2の折り曲げ線R上に沿って電極3をスキャンさせ、このスキャンを複数回スキャンを繰り返すことで目的とする曲げ角度に加工する際、始めは曲げ量が大きくなるように放電電流、放電回数、放電周波数、あるいはスキャンするときの放電位置の間隔などを制御し、スキャンの回数が増すにつれ曲げ角度が小さくなるように放電電流、放電回数、放電周波数、あるいはスキャンするときの放電位置の間隔などを制御するものである。つまり、図34(a)(b)のようにN回目のスキャンの角度がαとなるように制御し、N+1回目のスキャンの角度がβ(β<α)となるように制御するものであり、このようにスキャンの回数が増すにつれ曲げ角度が小さくなるように制御することで、図34(c)に示すように目標曲げ角度となるように制御するものであり、これにより簡単に精密な曲げ加工ができるものである。
【0082】
また、金属板2の折り曲げ線R上に沿って電極3を複数回打点を繰り返しながらスキャンさせることで金属板3を曲げ加工するに当たって、図35に示すように金属板2の折り曲げ線Rに並行して設けた測定ラインSの上に複数の変位センサ14を配置して、曲げによる測定ラインS位置の変位を測定し、金属板2の両側の曲げ角度が均一になるように、電極スキャン位置に対応して曲げ加工条件を制御するようにしてもよい。このものにおいては、折り曲げ線R上に沿ってを電極3をスキャンして折り曲げ加工する際、複数の変位センサ14により金属板2の折り曲げ線Rに並行して設けた測定ラインSの位置の変位を測定し、金属板2の両側の曲げ角度が均一になるように、電極スキャン位置に対応して曲げ加工条件(例えば、電極3の接触とかい離の回数や放電の電圧または電流)を制御することでスキャンの始点と終点との曲げ角度を同じにしてねじれのない均一な曲げ角度となるように制御することができるものである。
【0083】
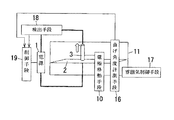
図36には上記した金属板の曲げ加工方法に使用する本発明の金属板の曲げ加工装置の一例が示してある。図36に示す金属板の曲げ加工装置は、電源1の一端に電極3が接続してあり、電源1の他端に曲げ対象である金属板2が接続してあり、電源1と曲げ対象の金属板2に放電を発生させ、金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するようになっている。本発明の装置には更に、図36に示すように電極移動手段10、曲げ角度計測手段16、雰囲気制御手段17、検出手段18、制御手段19が設けてある。ここで、上記電極移動手段10は電極3を金属板2に対して移動させるためのもので、電極移動手段10により電極3を金属板2に対して移動する過程で放電を発生させるようになっている。曲げ角度計測手段16は前述の変位センサなどを用いて上記放電を発生させて金属板2を曲げ加工した際の曲げ角度を計測するためのものである。また、本装置においては上記のように雰囲気制御手段17を設けて金属板2と電極3からなる加工部を外部の雰囲気から密封して内部を不活性ガス等の雰囲気にするようになっており、これにより金属板2の酸化の影響を防止するようになっている。また、検出手段18は放電電流や金属板2の曲げ加工部の放電による表面温度変化等のデータを検出するようになっており、この検出手段18により検出したデータに基づいて一回毎の放電による曲げ加工状態及び表面状態が良好に安定するように制御手段19により電源1の電圧、電流や電極移動速度などを制御し、また、金属板2の曲げ加工部が目的とする曲げ角度となるように、必要な放電回数や電極をスキャンするときの放電位置の間隔などを演算して求め、制御手段19によりこれらを制御するようになっている。つまり、検出手段18と制御手段19及び曲げ角度計測手段16と制御手段19とでフィードバック制御手段を構成している。また、制御手段19は制御量の演算等も行っている。上記のような図36に示す本発明の装置を使用することで、電極3を金属板2に対して移動させながら放電を発生させて金属板2を曲げ加工できるものであり、しかも、検出手段18により検出した放電電流や表面温度変化、また曲げ角度計測手段16により計測した曲げ角度等のデータに基づいて制御手段19によりフィードバック制御をして目的とする曲げ角度に加工できるものである。ここで、1回ごとの放電による加工状態が安定している場合は、検出手段18により検出したデータに基づくフィードバック制御は用いなくてもよい。なお、本実施形態においては雰囲気制御手段17を設けた例を示したが、雰囲気制御手段17を設けない場合もある。
【0084】
図37には上記した金属板の曲げ加工方法に使用する本発明の金属板の曲げ加工装置の他例が示してある。図37に示す金属板の曲げ加工装置は、電源1の一端に電極3が接続してあり、電源1の他端に曲げ対象である金属板2が接続してあり、電源1と曲げ対象の金属板2に放電を発生させ、金属板2の折り曲げ部に所望の熱歪みを発生させて金属板2を曲げ加工するようになっている。本発明の装置には更に、図37に示すように電極移動手段10、計測手段20、雰囲気制御手段17、制御手段19が設けてある。ここで、上記電極移動手段10は電極3を金属板2に対して移動させるためのもので、電極移動手段10により電極3を金属板2に対して移動する過程で放電を発生させるようになっている。また、本装置においては上記のように雰囲気制御手段17を設けて金属板2と電極3からなる加工部を外部の雰囲気から密封して内部を不活性ガス等の雰囲気にするようになっており、これにより金属板2の酸化の影響を防止するようになっている。また、計測手段20は金属板2の曲げ加工後における曲げ加工部の結果を特性として計測するためのものである。ここで、曲げ加工部の結果の特性とは、例えばリレーの感動開放電圧特性をアクチュエータバネの曲げ加工で調整するような場合は、接点圧に対応する所定位置の圧力などの力学的特性あるいは感動電圧、開放電圧などの電気的特性に相当する。金属板2の曲げ加工後における曲げ加工部の結果を特性として計測するための計測手段20の一例としては例えば図16に示すようなばね圧を計測する手段9を挙げることができる。そして、この計測手段20により計測した曲げ加工部のデータに基づいて曲げ加工部の特性が目的とする特性となるように金属板2を曲げ加工するように制御手段19により電源1の電圧、電流や電極移動速度あるいは放電回数や電極をスキャンするときの放電位置間隔などを制御するようになっている。このような装置を用いることで、電極3を金属板2に対して移動させながら放電を発生させて金属板2を曲げ加工できるものである。そして、計測手段20により検出した曲げ加工部のデータに基づいて制御手段19によりフィードバック制御をして曲げ加工部が目的とする特性となるように曲げ加工できるものである。なお、本実施形態においては雰囲気制御手段17を設けた例を示したが、雰囲気制御手段17を設けない場合もある。
【0085】
図38には上記図36や図37の装置を含む全体の構成図が示してある。図38において符号50は図11で説明した電源1、コンデンサ6、第1のスイッチ26、第2のスイッチ27を備えた電源コントローラであり、符号51は図26(c)に示す電極3に対して金属板2を任意の位置(X方向、Y方向、Z方向)に移動させるためのNCコントローラのような移動装置である。図38に示す他の符号のものは既に説明しているので説明は省略する。
【0086】
【発明の効果】
上記のように本発明の請求項1記載の発明にあっては、電源と曲げ対象の金属板に放電を発生させる電極からなる装置により金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するに当たり、電極を金属板に接近させ、電極と金属板との間隔を変化させる過程で放電を発生させるので、金属板の材質や厚み等が異なっても電極を移動させる過程で該当する金属板と電極との最適の距離になると最適な放電を確実に発生させることができ、このように電極を移動させて電極と金属板との間隔を変化させるという簡単な方法で金属板の目的とする曲げ加工ができ、また、電極を移動させる過程で該当する金属板と電極との間で確実に放電を発生させて金属板の曲げ加工ができるので、厚板、薄板等種々の金属板の曲げ加工が簡単に行え、特に微小な曲げ加工も可能となるものである。
【0087】
また、請求項2記載の発明にあっては、上記請求項1記載の発明の効果に加えて、接近させた電極を金属板に接触させ、次に電極を金属板よりかい離することにより放電を発生させるので、電極の短い移動距離で確実に放電を発生させて目的とする曲げ加工ができるものであり、また、電極の金属板方向の断面を小さくして局所的に放電をさせて微小な加工ができるものである。
【0088】
また、請求項3記載の発明にあっては、上記請求項1記載の発明の効果に加えて、接近させた電極を金属板に近づける過程で放電を発生させるので、電極を金属板からかい離する過程で放電を発生させる場合に比べて、電極を金属板に近づける過程で放電を発生させると電極と金属板との間隔の距離が長いところで放電が発生し、これにより金属板への熱影響を抑えることができるものである。
【0089】
また、請求項4記載の発明にあっては、上記請求項1記載の発明の効果に加えて、電極と金属板との間隔を変化させる過程で放電を発生させることを複数回繰り返すので、放電を確実に繰り返し発生させて目的とする曲げ加工ができるものである。
【0090】
また、請求項5記載の発明にあっては、上記請求項4記載の発明の効果に加えて、電極に電磁石を取付け、電磁石により電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するので、電磁石により電極の移動を制御でき、電磁石という簡便な手段で電極の移動を制御できるものである。
【0091】
また、請求項6記載の発明にあっては、上記請求項4又は請求項5記載の発明の効果に加えて、電極に磁石を有するシャフトを設け、シャフトを電磁石に対向させ、シャフトの電磁石に対向する部分に+又は−の極性を持たせ、電磁石に交流電圧を印加させてシャフトを吸引したり反発させたりすることで電極と金属板との間隔を変化させる動作を繰り返し行い、電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させることを繰り返して金属板を曲げ加工するので、電磁石に交流電圧を印加させるという簡便な手段で電極の金属板に接近する方向の移動及び金属板からかい離する方向の移動の繰り返しが行えるものである。
【0092】
また、請求項7記載の発明にあっては、上記請求項4又は請求項6記載の発明の効果に加えて、電極に電磁石を取付け、電磁石により電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するに当たり、電極の電磁石に印加する電圧の周波数を変えることで、対象部位ごとに電極のかい離回数を制御して金属板の折り曲げ部の対象部位ごとに所望の熱歪みを発生させることを繰り返して金属板を曲げ加工するので、電極の金属板に接近する方向の移動及び金属板からかい離する方向の移動の繰り返しの周期を変えることができて、対象部位毎に最適の曲げ加工ができ、また、電極の電磁石に印加する電圧の周波数を変えるものであるから高速で電極を制御できるものである。
【0093】
また、請求項8記載の発明にあっては、上記請求項4記載の発明の効果に加えて、電極に圧電アクチュエータを設けて電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するので、電極の金属板に接近する方向の移動及び金属板からかい離する方向の移動を圧電アクチュエータを用いて実現できて、圧電アクチュエータにより電極の移動を高精度に制御できるものである。
【0094】
また、請求項9記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するに当たって、電極と金属板との間隔を変化させる際の電極の移動速度を制御することで金属板の曲げ角度を制御するので、電極の移動速度を制御するという簡単な方法で金属板の曲げ角度を目的とする曲げ角度に制御することができるものである。
【0095】
また、請求項10記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、電源の電圧を制御することにより、金属板の曲げ角度を制御するので、電源の電圧を変えるという簡単な方法で金属板の曲げ角度を目的とする曲げ角度に制御することができるものである。
【0096】
また、請求項11記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、電源からの電荷を充電するためのコンデンサと、コンデンサに充電した電荷を電極と金属板との間に放電させるための手段とを備え、電極を移動させて電極と金属板との間隔を変化させる過程でコンデンサに充電した電荷を瞬間的に放電させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するので、コンデンサに充電した電荷を放電するという簡単な方法で瞬間的に大電流を放電できて確実に放電を発生させて金属板を曲げ加工することができて、電源の効率化が図れるものである。
【0097】
また、請求項12記載の発明にあっては、上記請求項1又は請求項2又は請求項4記載の発明の効果に加えて、電源と電極との間又は電源と金属板との間にコイルを設け、電極を移動させて電極と金属板との間隔を変化させるときにコイルが発生する誘導起電力を利用して放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するので、電極をかい離するときにコイルが発生する誘導起電力を利用して簡単且つ確実に放電を発生させることができるものである。
【0098】
また、請求項13記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、金属板の曲げ加工計測手段により金属板の曲げ状態を計測するので、金属板の加工、曲げ状態の計測を繰り返して簡単に目的とする曲げ加工ができるものである。
【0099】
また、請求項14記載の発明にあっては、上記請求項13記載の発明の効果に加えて、放電により折り曲げられた金属板の折り曲げ線から電極を折り曲げ線と直交する水平方向に任意の距離移動してその水平方向の距離を求めると共に、該水平方向に移動した位置で電極を下降させて曲げられた金属板に当接させて金属板の折り曲げ線から電極までの垂直方向の距離を求め、上記水平方向の距離と垂直方向の距離から金属板の曲げ角度を計測するので、金属板の曲げ加工に使用する電極を利用して金属板の曲げ角度を計測することができ、金属板の曲げ角度の計測が簡単にできるものである。
【0100】
また、請求項15記載の発明にあっては、上記請求項13に記載の発明の効果に加えて、放電により折り曲げられた金属板の曲げ角度を放電に用いた2個の電極により求めるものであって、2個の電極を金属板の折り曲げ線と直交する水平方向に任意の距離移動して移動後における2個の電極間の金属板の折り曲げ方向と直交する水平方向の距離を求めると共に、該水平方向に移動した位置で2個の電極を下降させて曲げられた金属板に当接させて2個の電極間の垂直方向の距離を求め、上記水平方向の距離と垂直方向の距離から金属板の曲げ角度を計測するので、金属板の曲げ加工に使用する電極を利用して金属板の曲げ角度を計測することができ、金属板の曲げ角度の計測が簡単にできるものである。
【0101】
また、請求項16記載の発明にあっては、上記請求項13記載の発明の効果に加えて、放電により折り曲げられた金属板の曲げ部にばね圧を計測する手段を接触させて、接触圧により曲げ状態を計測するので、放電により折り曲げられた金属板の曲げ部のばね圧を計測でき、これにより曲げ加工に当たって金属板の曲げ部が目的とするばね圧を有するようにフィードバック制御することができるものである。
【0102】
また、請求項17記載の発明にあっては、上記請求項1乃至請求項4、請求項9乃至請求項12のいずれかに記載の発明の効果に加えて、放電により金属板を折り曲げるに当たって金属板の曲げ加工を制御する制御手段を設け、金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、このようにして算出した制御量と曲げ角度との関係式に基づいて目的とする曲げ角度となるように制御量を制御するので、金属板を放電で曲げ加工するに当たっての初期調整の精度を向上することができ、初期調整後における金属板の曲げ加工が正確にできるものである。
【0103】
また、請求項18記載の発明にあっては、上記請求項17記載の発明の効果に加えて、金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、同様にして更に制御量と曲げ角度との関係式を複数求め、上記のようにして複数の異なる関係式を求めた後に、1回目の曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、2回目以降の曲げ加工において選択した関係式に基づいて制御量を決定するので、金属板のばらつきに応じて最適の制御量と曲げ角度との関係式を選択して制御することができるものである。
【0104】
また、請求項19記載の発明にあっては、上記請求項17記載の発明の効果に加えて、金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、同様にして更に制御量と曲げ角度との関係式を複数求め、上記のようにして複数の異なる関係式を求めた後に、金属板の1次曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、目的とする曲げ角度と上記1次曲げ加工による曲げ角度との差を求め、上記選択された関係式に基づき上記角度の差に対応する制御量を算出し、このようにして算出した制御量となるように制御して2次曲げ加工をして曲げ角度の調整を行うので、目的とする角度への調整が容易に行えるものである。
【0105】
また、請求項20記載の発明にあっては、上記請求項17記載の発明の効果に加えて、金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、このようにして算出した制御量と曲げ角度との関係式に基づいて目的とする曲げ角度となるように制御量を制御し、上記制御量により1〜Nの金属板の曲げ加工を行い、1〜Nの金属板の曲げ角度と制御量との関係のデータをもとに制御量と曲げ角度との次の関係式を算出し、このようにして算出した制御量と曲げ角度との次の関係式に基づいて目的とする曲げ角度となるように制御量を制御するので、ロット変動や電極の消耗などの外乱の変化に応じて調整データの最適化が図れ、ロット変動や電極の消耗などの外乱の変化があっても正確に金属板の曲げ加工ができるものである。
【0106】
また、請求項21記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、金属板の曲げ加工を内部を不活性ガス雰囲気としたチャンバー内において行うので、外部の雰囲気の影響を受けず金属板の酸化の影響を抑えることができるものである。
【0107】
また、請求項22記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、放電の状態や金属板の曲げ加工の状態を計測し、計測データに基づいて金属板の曲げ加工をフィードバック制御手段により制御するので、安定した曲げ加工ができるものである。
【0108】
また、請求項23記載の発明にあっては、上記請求項22記載の発明の効果に加えて、曲げ角度を制御するための放電電流検知手段を設けて放電電流を計測し、この放電電流の計測データに基づいて金属板の曲げ加工をフィードバック制御手段により制御するので、放電電流の計測データに基づいて金属板の目的とする曲げ角度となるような最適の放電電流となるように制御できて、安定した曲げ加工ができるものである。
【0109】
また、請求項24記載の発明にあっては、上記請求項22記載の発明の効果に加えて、金属板の表面温度を計測し、この金属板の表面温度の計測データに基づいて金属板の曲げ加工をフィードバック制御手段により制御するので、金属板の表面温度の計測データに基づいて金属板の目的とする曲げ角度となるような最適の表面温度となるように放電電圧を制御できて、安定した曲げ加工ができるものである。
【0110】
また、請求項25記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、電極を電極位置制御装置により位置制御するので、電極位置制御装置により電極を金属板に対して移動することができるものである。
【0111】
また、請求項26記載の発明にあっては、上記請求項25記載の発明の効果に加えて、複数回曲げ調整を行うに当たり、毎回電極の位置を微小に移動させるので、複数回曲げ調整を行う場合、毎回微小に電極の位置を移動させて放電して金属板の曲げ加工をすることで金属板の表面の熱影響を抑えることができるものである。
【0112】
また、請求項27記載の発明にあっては、上記請求項25記載の発明の効果に加えて、金属板の曲げ加工において曲げ角度が同じで変位量が異なるものに対して、電極の位置を横方向に変化させることで同じ曲げ角度で異なる変位量の曲げ加工を行うので、金属板の曲げ加工において同じ曲げ角度でも電極の位置を変化させるだけで簡単に変位量を制御できるものである。
【0113】
また、請求項28記載の発明にあっては、上記請求項1乃至請求項4のいずれかに記載の発明の効果に加えて、金属板の折り曲げ線上に電極を複数並べるので、電極を折り曲げ線に沿って移動させることなく、又は移動量を少なくして一度に又は少ない移動量で容易に金属板の曲げ加工ができるものである。
【0114】
また、請求項29記載の発明にあっては、上記請求項28記載の発明の効果に加えて、金属板の折り曲げ線上に複数並べた電極と並行して変位センサを配置して金属板のねじれ状態を監視するので、折り曲げ線上に複数並べた電極により金属板を折り曲げる際折り曲げ線に沿った各部における曲げ角度が不均一になってねじれ状態が発生しても、このねじれを変位センサにより検出して均一な曲げ角度となるように制御することができるものである。
【0115】
また、請求項30記載の発明にあっては、上記請求項1乃至請求項4、請求項28記載のいずれかに記載の発明の効果に加えて、電極を金属板の2箇所以上に配置して複数の電極の動作のタイミングをずらすので、複数の電極の動作をずらして金属板を複雑な形状に加工することができるものである。
【0116】
また、請求項31記載の発明にあっては、上記請求項1乃至請求項4、請求項28記載のいずれかに記載の発明の効果に加えて、電極を金属板の表面側と裏面側とにそれぞれ配置して表裏いずれかの電極と金属板との間に放電を発生させるかを選択して金属板を曲げ加工するので、金属板を表側又は裏側に容易に曲げ加工できるものであり、また、曲げ角度の曲げすぎなどに対しては反対方向の電極を用いて放電を発生させて曲げ角度を反対側から容易に調整することができるものである。
【0117】
また、請求項32記載の発明にあっては、上記請求項1乃至請求項4、請求項27,請求項28記載のいずれかに記載の発明の効果に加えて、金属板の折り曲げ線上に電極を複数回打点を繰り返しながらスキャンさせるので、幅を持った金属板の曲げ加工が1つの電極のスキャンにより容易にできるものである。
【0118】
また、請求項33記載の発明にあっては、上記請求項32に記載の発明の効果に加えて、金属板の折り曲げ線上に電極を複数回スキャンさせるに当たって、始めは曲げ量が大きくなるように制御し、スキャン回数が増すにつれ曲げ角度が小さくなるように制御するので、精密な曲げ加工ができるものである。
【0119】
また、請求項34記載の発明にあっては、上記請求項32記載の発明の効果に加えて、金属板の折り曲げ線に並行して設けた測定ラインの上に複数の変位センサを配置して、曲げによる測定ライン位置の変位を測定し、金属板の両側の曲げ角度が均一になるように、電極スキャン位置に対応して曲げ加工条件を制御するので、電極をスキャンしながら金属板の曲げ加工を行う際に、電極のかい離の回数や放電の電圧を制御することにより、始点と終点の曲げ角度を均一にしてねじれを無くすことができ、この結果、ねじれの無い曲げ加工が容易にできるものである。
【0120】
また、請求項35記載の発明にあっては、電源と曲げ対象の金属板に放電を発生させる電極とを備えて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工する金属板の曲げ加工装置であって、該装置に電極と金属板との間隔を変化させる過程で放電を発生させるように電極を金属板に対して移動させるための電極移動手段と、金属板の曲げ加工後の曲げ角度を計測する金属板の曲げ角度計測手段と、曲げ角度計測手段により計測した曲げ角度と目的とする曲げ角度との差に基づいて、金属板の曲げ加工部が目的とする曲げ角度となるように曲げ加工条件を制御するための制御手段とを設けてあるので、電極を金属板に対して移動させながら放電を発生させて金属板を曲げ加工でき、しかも、曲げ角度計測手段により計測した曲げ角度と目的とする曲げ角度との差に基づいて制御手段によりフィードバック制御をして目的とする曲げ角度に加工できるものである。
【0121】
また、請求項36記載の発明にあっては、電源と曲げ対象の金属板に放電を発生させる電極とを備えて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工する金属板の曲げ加工装置であって、該装置に、該装置に電極と金属板との間隔を変化させる過程で放電を発生させるように電極を金属板に対して移動させるための電極移動手段と、金属板の曲げ加工後における曲げ加工部の結果を特性として計測する計測手段と、計測手段により計測した曲げ加工部のデータに基づいて曲げ加工部の特性が目的とする特性となるように金属板を曲げ加工するように曲げ加工条件を制御するための制御手段とを設けるので、電極を金属板に対して移動させながら放電を発生させて金属板を曲げ加工でき、しかも、計測手段により検出した曲げ加工部のデータに基づいて制御手段によりフィードバック制御をして曲げ加工部が目的とする特性となるように曲げ加工できるものである。
【図面の簡単な説明】
【図1】本発明の概略構成図である。
【図2】(a)乃至(c)は同上の放電による金属板の曲げ加工の原理を示す説明図である。
【図3】同上の電極を金属板からかい離して放電をする例の概略構成図である。
【図4】(a)は同上の電極を金属板の方に移動しながら放電をする例の概略構成図であり、(b)は電極を金属板の方に移動しながら放電をする場合の放電の発生する距離を示す説明図であり、(c)は電極を金属板からかい離して放電をする場合の放電の発生する距離を示す説明図である。
【図5】同上の電極移動移動手段を設けた実施形態の概略構成図である。
【図6】(a)(b)は電極移動手段の一例の動作説明図である。
【図7】同上の電極移動手段の他例の説明図である。
【図8】同上の電極移動手段の更に他例の説明図である。
【図9】同上の電極移動速度制御手段を設けた実施形態の概略構成図である。
【図10】同上の電圧変更手段を設けた実施形態の概略構成図である。
【図11】(a)は同上のコンデンサに充電した電荷を放電する例の回路図であり、(b)は同上の第2のスイッチのオン、電極の上昇移動又は下降移動、放電発生のタイミングを示すタイムチャートである。
【図12】同上のコイルに発生する誘導起電力を利用して放電する例の回路図である。
【図13】(a)は同上の曲げ角度計測手段を設けた例を示す概略構成図であり、(b)は同上のフローチャートである。
【図14】同上の曲げ角度計測手段の一例を示す概略構成図である。
【図15】同上の曲げ角度計測手段の他例を示す概略構成図である。
【図16】同上のばね圧を計測する手段を設けた例を示す概略構成図である。
【図17】(a)(b)は同上の制御量と曲げ角度の関係を示すグラフである。
【図18】同上の複数の補正曲線を示すグラフである。
【図19】同上の補正曲線の曲げ角度と制御量との関係を示すグラフである。
【図20】同上の全体のフローチャートである。
【図21】同上の補正曲線の更新を説明するグラフである。
【図22】同上の不活性雰囲気で加工する例を示す概略構成図である。
【図23】同上のフィードバック制御手段によりフィードバック制御する例を示す概略構成図である。
【図24】同上の放電電流検知によりフィードバック制御する例の概略構成図である。
【図25】同上の温度センサの温度検知によりフィードバック制御する例の概略構成図である。
【図26】(a)は同上の電極位置制御装置により電極位置を制御する例の概略構成図であり、(b)は同上の電極の移動の説明図であり、(c)は同上の金属板の移動の説明図である。
【図27】同上の曲げ加工位置を微小に変化させる例を示す説明図である。
【図28】(a)(b)は同上の同じ曲げ角度で変位量を制御する例を示す説明図である。
【図29】(a)(b)は同上の折り曲げ線上に複数個の電極を配置して曲げ加工を行う例を示す説明図である。
【図30】(a)(b)は同上の複数の変位センサを配置して曲げ加工を行う例を示す説明図である。
【図31】(a)(b)(c)は同上の複数の電極を用いて複雑な形状の曲げ加工を行う例を示す説明図である。
【図32】(a)(b)(c)は同上の金属板の両側に電極を配置して曲げ加工を行う例を示す説明図である。
【図33】同上の折り曲げ線上に沿って電極をスキャンする例を示す説明図である。
【図34】(a)(b)は回数が増すに連れて曲げ角度が小さくなるように制御する例を示す説明図であり、(c)は回数が増すに連れて曲げ角度が小さくなるように制御する例を示すグラフである。
【図35】同上の折り曲げ線上に複数の変位センサを配置して曲げ加工を行う例を示す説明図である。
【図36】本発明の装置を示す概略構成図である。
【図37】同上の他の実施形態の装置を示す概略構成図である。
【図38】本発明の装置全体を示す概略構成図である。
【符号の説明】
1 電源
2 金属板
3 電極
4 電磁石
5 圧電アクチュエータ
6 コンデンサ
7 コイル
8 曲げ角度計測手段
9 ばね圧を計測する手段
11 チャンバー
12 フィードバック制御手段
13 電極位置制御装置
14 変位センサ
16 曲げ角度計測手段
17 雰囲気制御手段
18 検出手段
19 制御手段
20 計測手段
Claims (36)
- 電源と曲げ対象の金属板に放電を発生させる電極からなる装置により金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するに当たり、電極を金属板に接近させ、電極と金属板との間隔を変化させる過程で放電を発生させることを特徴とする金属板の曲げ加工方法。
- 接近させた電極を金属板に接触させ、次に電極を金属板よりかい離することにより放電を発生させることを特徴とする請求項1記載の金属板の曲げ加工方法。
- 接近させた電極を金属板に近づける過程で放電を発生させることを特徴とする請求項1記載の金属板の曲げ加工方法。
- 電極と金属板との間隔を変化させる過程で放電を発生させることを複数回繰り返すことを特徴とする請求項1記載の金属板の曲げ加工方法。
- 電極に電磁石を取付け、電磁石により電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工することを特徴とする請求項4記載の金属板の曲げ加工方法。
- 電極に磁石を有するシャフトを設け、シャフトを電磁石に対向させ、シャフトの電磁石に対向する部分に+又は−の極性を持たせ、電磁石に交流電圧を印加させてシャフトを吸引したり反発させたりすることで電極と金属板との間隔を変化させる動作を繰り返し行い、電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させることを繰り返して金属板を曲げ加工することを特徴とする請求項4又は請求項5記載の金属板の曲げ加工方法。
- 電極に電磁石を取付け、電磁石により電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するに当たり、電極の電磁石に印加する電圧の周波数を変えることで、対象部位ごとに電極のかい離回数を制御して金属板の折り曲げ部の対象部位ごとに所望の熱歪みを発生させることを繰り返して金属板を曲げ加工することを特徴とする請求項4又は請求項6記載の金属板の曲げ加工方法。
- 電極に圧電アクチュエータを設けて電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工することを特徴とする請求項4記載の金属板の曲げ加工方法。
- 電極を移動させて電極と金属板との間隔を変化させる過程で放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工するに当たって、電極と金属板との間隔を変化させる際の電極の移動速度を制御することで金属板の曲げ角度を制御することを特徴とする請求項1乃至4のいずれかに記載の金属板の曲げ加工方法。
- 電源の電圧を制御することにより、金属板の曲げ角度を制御することを特徴とする請求項1乃至請求項4のいずれかに記載の金属板の曲げ加工方法。
- 電源からの電荷を充電するためのコンデンサと、コンデンサに充電した電荷を電極と金属板との間に放電させるための手段とを備え、電極を移動させて電極と金属板との間隔を変化させる過程でコンデンサに充電した電荷を瞬間的に放電させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工することを特徴とする請求項1乃至4のいずれかに記載の金属板の曲げ加工方法。
- 電源と電極との間又は電源と金属板との間にコイルを設け、電極を移動させて電極と金属板との間隔を変化させるときにコイルが発生する誘導起電力を利用して放電を発生させて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工することを特徴とする請求項1乃至4のいずれかに記載の金属板の曲げ加工方法。
- 金属板の加工計測手段により金属板の曲げ状態を計測することを特徴とする請求項1乃至請求項4のいずれかに記載の金属板の曲げ加工方法。
- 放電により折り曲げられた金属板の折り曲げ線から電極を折り曲げ線と直交する水平方向に任意の距離移動してその水平方向の距離を求めると共に、該水平方向に移動した位置で電極を下降させて曲げられた金属板に当接させて金属板の折り曲げ線から電極までの垂直方向の距離を求め、上記水平方向の距離と垂直方向の距離から金属板の曲げ角度を計測することを特徴とする請求項13記載の金属板の曲げ加工方法。
- 放電により折り曲げられた金属板の曲げ角度を放電に用いた2個の電極により求めるものであって、2個の電極を金属板の折り曲げ線と直交する水平方向に任意の距離移動して移動後における2個の電極間の金属板の折り曲げ方向と直交する水平方向の距離を求めると共に、該水平方向に移動した位置で2個の電極を下降させて曲げられた金属板に当接させて2個の電極間の垂直方向の距離を求め、上記水平方向の距離と垂直方向の距離から金属板の曲げ角度を計測することを特徴とする請求項13記載の金属板の曲げ加工方法。
- 放電により折り曲げられた金属板の曲げ部にばね圧を計測する手段を接触させて、接触圧により曲げ状態を計測することを特徴とする請求項13記載の金属板の曲げ加工方法。
- 放電により金属板を折り曲げるに当たって金属板の曲げ加工を制御する制御手段を設け、金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、このようにして算出した制御量と曲げ角度との関係式に基づいて目的とする曲げ角度となるように制御量を制御することを特徴とする請求項1乃至請求項4、請求項9乃至請求項12のいずれかに記載の金属板の曲げ加工方法。
- 金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、同様にして更に制御量と曲げ角度との関係式を複数求め、上記のようにして複数の異なる関係式を求めた後に、1回目の曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、2回目以降の曲げ加工において選択した関係式に基づいて制御量を決定することを特徴とする請求項17記載の金属板の曲げ加工方法。
- 金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、同様にして更に制御量と曲げ角度との関係式を複数求め、上記のようにして複数の異なる関係式を求めた後に、金属板の1次曲げ加工を行って曲げ角度と制御量とを求めて上記複数種類の関係式のうち最も近い関係式を選択し、目的とする曲げ角度と上記1次曲げ加工による曲げ角度との差を求め、上記選択された関係式に基づき上記角度の差に対応する制御量を算出し、このようにして算出した制御量となるように制御して2次曲げ加工をして曲げ角度の調整を行うことを特徴とする請求項17記載の金属板の曲げ加工方法。
- 金属板の複数のねらいの角度に対する制御手段の制御量の関係のデータを収集して、その関係から制御量と曲げ角度との関係式を算出し、このようにして算出した制御量と曲げ角度との関係式に基づいて目的とする曲げ角度となるように制御量を制御し、上記制御量により1〜Nの金属板の曲げ加工を行い、1〜Nの金属板の曲げ角度と制御量との関係のデータをもとに制御量と曲げ角度との次の関係式を算出し、このようにして算出した制御量と曲げ角度との次の関係式に基づいて目的とする曲げ角度となるように制御量を制御することを特徴とする請求項17記載の金属板の曲げ加工方法。
- 金属板の曲げ加工を内部を不活性ガス雰囲気としたチャンバー内において行うことを特徴とする請求項1乃至請求項4のいずれかに記載の金属板の曲げ加工方法。
- 放電の状態や金属板の曲げ加工の状態を計測し、計測データに基づいて金属板の曲げ加工をフィードバック制御手段により制御することを特徴とする請求項1乃至請求項4のいずれかに記載の金属板の曲げ加工方法。
- 曲げ角度を制御するための放電電流検知手段を設けて放電電流を計測し、この放電電流の計測データに基づいて金属板の曲げ加工をフィードバック制御手段により制御することを特徴とする請求項22記載の金属板の曲げ加工方法。
- 金属板の表面温度を計測し、この金属板の表面温度の計測データに基づいて金属板の曲げ加工をフィードバック制御手段により制御することを特徴とする請求項22記載の金属板の曲げ加工方法。
- 電極を電極位置制御装置により位置制御することを特徴とする請求項1乃至請求項4のいずれかに記載の金属板の曲げ加工方法。
- 複数回曲げ調整を行うに当たり、毎回電極の位置を微小に移動させることを特徴とする請求項25記載の金属板の曲げ加工方法。
- 金属板の曲げ加工において曲げ角度が同じで変位量が異なるものに対して、電極の位置を横方向に変化させることで同じ曲げ角度で異なる変位量の曲げ加工を行うことを特徴とする請求項25記載の金属板の曲げ加工方法。
- 金属板の折り曲げ線上に電極を複数並べることを特徴とする請求項1乃至請求項4のいずれかに記載の金属板の曲げ加工方法。
- 金属板の折り曲げ線上に複数並べた電極と並行して変位センサを配置して金属板のねじれ状態を監視することを特徴とする請求項28記載の金属板の曲げ加工方法。
- 電極を金属板の2箇所以上に配置して複数の電極の動作のタイミングをずらすことを特徴とする請求項1乃至請求項4、請求項28記載のいずれかに記載の金属板の曲げ加工方法。
- 電極を金属板の表面側と裏面側とにそれぞれ配置して表裏いずれかの電極と金属板との間に放電を発生させるかを選択して金属板を曲げ加工することを特徴とする請求項1乃至請求項4、請求項28のいずれかに記載の金属板の曲げ加工方法。
- 金属板の折り曲げ線上に電極を複数回打点を繰り返しながらスキャンさせることを特徴とする請求項1乃至請求項4、請求項27、請求項28のいずれかに記載の金属板の曲げ加工方法。
- 金属板の折り曲げ線上に電極を複数回スキャンさせるに当たって、始めは曲げ量が大きくなるように制御し、スキャン回数が増すにつれ曲げ角度が小さくなるように制御することを特徴とする請求項32に記載の金属板の曲げ加工方法。
- 金属板の折り曲げ線に並行して設けた測定ラインの上に複数の変位センサを配置して、曲げによる測定ライン位置の変位を測定し、金属板の両側の曲げ角度が均一になるように、電極スキャン位置に対応して曲げ加工条件を制御することを特徴とする請求項32記載の金属板の曲げ加工方法。
- 電源と曲げ対象の金属板に放電を発生させる電極とを備えて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工する金属板の曲げ加工装置であって、該装置に電極と金属板との間隔を変化させる過程で放電を発生させるように電極を金属板に対して移動させるための電極移動手段と、金属板の曲げ加工後の曲げ角度を計測する金属板の曲げ角度計測手段と、曲げ角度計測手段により計測した曲げ角度と目的とする曲げ角度との差に基づいて、金属板の曲げ加工部が目的とする曲げ角度となるように曲げ加工条件を制御するための制御手段とを設けて成ることをを特徴とする金属板の曲げ加工装置。
- 電源と曲げ対象の金属板に放電を発生させる電極とを備えて金属板の折り曲げ部に所望の熱歪みを発生させて金属板を曲げ加工する金属板の曲げ加工装置であって、該装置に、該装置に電極と金属板との間隔を変化させる過程で放電を発生させるように電極を金属板に対して移動させるための電極移動手段と、金属板の曲げ加工後における曲げ加工部の結果を特性として計測する計測手段と、計測手段により計測した曲げ加工部のデータに基づいて曲げ加工部の特性が目的とする特性となるように金属板を曲げ加工するように曲げ加工条件を制御するための制御手段とを設けて成ることを特徴とする金属板の曲げ加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000267464A JP3800936B2 (ja) | 2000-09-04 | 2000-09-04 | 金属板の曲げ加工方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000267464A JP3800936B2 (ja) | 2000-09-04 | 2000-09-04 | 金属板の曲げ加工方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002079313A JP2002079313A (ja) | 2002-03-19 |
| JP3800936B2 true JP3800936B2 (ja) | 2006-07-26 |
Family
ID=18754385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000267464A Expired - Fee Related JP3800936B2 (ja) | 2000-09-04 | 2000-09-04 | 金属板の曲げ加工方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3800936B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5082425B2 (ja) * | 2006-12-19 | 2012-11-28 | 富士通株式会社 | レーザ加工方法、レーザ加工装置、およびスプリングアーム製造方法 |
| EP2075199B1 (en) * | 2007-12-24 | 2016-02-24 | Ardagh MP Group Netherlands B.V. | Can and a method for making such a can |
| US8876096B2 (en) * | 2012-07-05 | 2014-11-04 | The Boeing Company | Method and apparatus for forming an angled flange |
-
2000
- 2000-09-04 JP JP2000267464A patent/JP3800936B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002079313A (ja) | 2002-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9853576B2 (en) | Control apparatus of vibration-type actuator and control method of vibration-type actuator | |
| EP1942348B1 (en) | Method and system for calibrating a micro-electromechanical system (MEMS) based sensor using tunneling current sensing | |
| US8024816B2 (en) | Approach method for probe and sample in scanning probe microscope | |
| JP3800936B2 (ja) | 金属板の曲げ加工方法及び装置 | |
| CN100471024C (zh) | 静电致动器及其驱动方法 | |
| JP2005292627A (ja) | 光走査装置 | |
| US6057515A (en) | Control apparatus for powder feeder | |
| JP2006153589A (ja) | 走査型プローブ顕微鏡及び走査方法 | |
| JP5188024B2 (ja) | 揺動体装置、電位測定装置、及び光偏向装置 | |
| JP2012055111A (ja) | 振動型駆動装置の制御装置および振動型駆動装置の出力特性検出方法 | |
| Arya et al. | Design and fabrication of MEMS based electrostatic cantilever as ultrasonic signal generator | |
| JP7048964B2 (ja) | 走査型プローブ顕微鏡及びその走査方法 | |
| Vasa et al. | Investigations on a directly coupled piezoactuated tool feed system for micro-electro-discharge machine | |
| Arya et al. | Design and fabrication of electrostatic micro-cantilever array as audible frequency generator | |
| JP3595849B1 (ja) | マイクロ・ナノ材料用疲労試験装置 | |
| KR100420882B1 (ko) | 힘/압력센서 | |
| JP2002206999A (ja) | 走査型プローブ顕微鏡 | |
| JP5553926B2 (ja) | 走査型プローブ顕微鏡における探針とサンプルの近接方法 | |
| TAKAHASHI et al. | A Novel Touch Probe Triggered by Harmonic Generation | |
| JPH10232240A (ja) | 表面観察装置 | |
| JP3822596B2 (ja) | 静電アクチュエータ及びその駆動方法 | |
| JP2002187724A (ja) | SiO2ブランク製造方法とその装置 | |
| Горбенко et al. | COMPACT SCANNING PROBE MICROSCOPE HEAD BASED ON INERTIAL THRUSTERS USING PIEZOPACKETS | |
| JP2022047566A (ja) | 溶断装置および溶断装置の制御方法 | |
| SU1624355A1 (ru) | Способ контрол контактировани скольз щих электрических контактов |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060320 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060411 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090512 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090512 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100512 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100512 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110512 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120512 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120512 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130512 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |