JP3814558B2 - 局所ドライエッチング方法及び半導体ウェハ表面の位置−厚さデータの処理方法 - Google Patents
局所ドライエッチング方法及び半導体ウェハ表面の位置−厚さデータの処理方法 Download PDFInfo
- Publication number
- JP3814558B2 JP3814558B2 JP2002119875A JP2002119875A JP3814558B2 JP 3814558 B2 JP3814558 B2 JP 3814558B2 JP 2002119875 A JP2002119875 A JP 2002119875A JP 2002119875 A JP2002119875 A JP 2002119875A JP 3814558 B2 JP3814558 B2 JP 3814558B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- thickness data
- nozzle
- dry etching
- local dry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32009—Arrangements for generation of plasma specially adapted for examination or treatment of objects, e.g. plasma sources
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32009—Arrangements for generation of plasma specially adapted for examination or treatment of objects, e.g. plasma sources
- H01J37/32366—Localised processing
- H01J37/32376—Scanning across large workpieces
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P50/00—Etching of wafers, substrates or parts of devices
- H10P50/20—Dry etching; Plasma etching; Reactive-ion etching
- H10P50/24—Dry etching; Plasma etching; Reactive-ion etching of semiconductor materials
- H10P50/242—Dry etching; Plasma etching; Reactive-ion etching of semiconductor materials of Group IV materials
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Drying Of Semiconductors (AREA)
Description
【発明の属する技術分野】
この発明は、活性種ガスによって半導体ウェハの相対的に厚い部分を局所的にドライエッチングすることにより半導体ウェハの厚さ分布を均一にするためのウェハ平坦化技術に関する。
【0002】
【従来の技術】
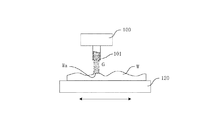
図1は、プラズマを用いた局所エッチング法によるウェハ平坦化方法及び装置の原理を説明するための説明図である。符号100はプラズマ発生部であり、プラズマ発生部100で発生したプラズマ中の活性種ガスGは、ノズル101から半導体ウェハWの表面に噴射される。半導体ウェハWはステージ120上に載置固定されており、ステージ120をノズル101に対して水平方向に制御された速度で移動(走査)させる。
【0003】
半導体ウェハWの厚さは場所に応じて異なっている。局所ドライエッチング加工に先立って、半導体ウェハW毎に、その細分化された各領域における厚さが測定され、各領域の位置とその位置の厚さのデータ(位置−厚さデータ)が得られる。
【0004】
局所ドライエッチングによって除去される領域毎の材料除去量は、その領域が活性種ガスGに曝される時間とエッチングプロファイル(除去速度の分布)に対応する。このため、ウェハ表面が平坦になるように、各領域に対してノズルが通過する相対速度(ノズル・ウェハ相対速度)が計算され、この速度と所定のピッチで走査することによりウェハの全表面が平坦化される。このとき、ノズルは相対的に厚い部分や凸形状部分(相対厚み部)Waの上では低速で、また、相対的に薄い部分では相対的に高速で、移動することになる。
【0005】
半導体ウェハの表面には図2のグラフに示すように種々のレベルの凹凸が存在し、半導体デバイス製造の歩留まりを低下させる原因となっている。このうち平坦度と呼ばれる凹凸は、空間波長がλ=10−2m程度かそれ以上のレベル、波高がh=10−7〜10−5m程度のレベルのものであり、局所ドライエッチング装置が対象とする凹凸である。ナノトポグラフィと呼ばれる凹凸は、範囲中心でみてλ=10−3m程度のレベル、波高がh=10−8m程度のレベルのもの、及び、マイクロラフネスと呼ばれる凹凸は、範囲中心でみてλ=10−6m程度のレベルであってh=10−9m程度のレベルのものである。
【0006】
平坦度測定装置は上記平坦度レベルの計測をするだけでなく、一般に波長、波高とも更に微細な凹凸も検出する。これまで、平坦度計測装置から得られた測定結果は、上記ノズル・ウェハ相対速度を計算するための基礎データとしてそのまま使用されてきたため、計算されたノズル・ウェハ相対速度は、必要以上の加速、減速を伴った値として得られていた。このようなノズル・ウェハ相対速度を指令値としてドライエッチング装置に与えたとき、その駆動モータは頻繁に加速、減速を行うようになる。
【0007】
図3は直径200mmのウェハにおいて、直径の一端から他端にノズルが移動するときのノズル・ウェハ相対速度の指令値(入力速度)と実測したステージ動作速度をプロットしたグラフである。実測値と指令値との間には大きな速度差dが生じており、指令値どおりにはノズル・ウェハ相対速度が得られていないことを示している。この速度差はドライエッチング装置の駆動モータの瞬間的な過負荷、脱調あるいは各部材の変形という形で吸収されたものである。このような頻繁な加速、減速は、駆動モータや可動部にとって大きな負担となるため、長い間使用しているうちに加工精度及び機械寿命を損なうことになる。
【0008】
【発明が解決しようとする課題】
本発明は、平坦度測定装置によって得られた位置−厚さデータを処理することによって、ドライエッチング装置に指令値として与えるためのノズル・ウェハ相対速度を、加速、減速を必要最小限に抑制し、しかも平坦化に必要な充分な精度が得られるようにすること、及び、これによって駆動モータの過負荷や部材の変形を減らし、加工精度や機械寿命を維持することを課題とするものである。
【0009】
【課題を解決するための手段】
上記課題は以下の手段により解決される。すなわち、第1番目の発明の解決手段では、平坦度測定装置によって得られる半導体ウェハの位置−厚さデータを用いて局所ドライエッチング装置に与えるノズル・ウェハ相対速度を算出し、このノズル・ウェハ相対速度にしたがってノズルをウェハ面に沿って移動させながらノズルから噴出される活性種ガスによってウェハ表面の材料を除去して平坦化する局所ドライエッチング方法において、上記ノズル・ウェハ相対速度の算出に当たり、フィルタリング処理が行われ、このフィルタリング処理によって、上記位置−厚さデータから、予め定められた空間波長以下の成分がカットオフされる。
【0010】
第2番目の発明においては、第1番目の発明の局所ドライエッチング方法において、上記予め定められた空間波長が10mmであり、この空間波長以下の成分を上記位置−厚さデータからカットオフするものである。
【0011】
第3番目の発明においては、第1番目の発明の局所ドライエッチング方法において、上記予め定められた空間波長が20mmであり、この空間波長以下の成分を上記位置−厚さデータからカットオフするものである。
【0012】
第4番目の発明の半導体ウェハ表面の位置−厚さデータの処理方法においては、局所ドライエッチング装置のノズル・ウェハ相対速度を算出するために測定された半導体ウェハ表面の位置−厚さデータは、予め決められた半径内にある全ての厚さデータの平均値をそれぞれの位置における厚さデータとすることによってフィルタリング処理される。
【0013】
第5番目の発明においては、第4番目の発明の半導体ウェハ表面の位置−厚さデータの処理方法において、上記予め決められた半径を、カットオフする空間波長の2分の1程度としたものである。
【0014】
【発明の実施の形態】
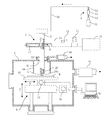
以下、この発明の実施形態について図面を参照して説明する。図4は、局所プラズマエッチング装置の具体例を説明するための説明図である。この局所プラズマエッチング装置は、プラズマ発生器1、ガス供給装置3、X−Y駆動機構5を具備している。プラズマ発生器1はアルミナ放電管のガスをプラズマ化させて中性ラジカルを含んだ活性種ガスGを生成するための機器であり、マイクロ波発振器10と導波管11とよりなる。マイクロ波発振器10は、マグネトロンであり、所定周波数のマイクロ波Mを発振することができる。
【0015】
導波管11は、マイクロ波発振器10から発振されたマイクロ波Mを伝搬するためのもので、アルミナ放電管2に外挿されている。導波管11の左側端内部には、マイクロ波Mを反射して定在波を形成する反射板(ショートプランジャー)12が取り付けられている。また、導波管11の中途には、マイクロ波Mの位相合わせを行うスタブチューナ13と、マイクロ波発振器10に向かう反射マイクロ波Mを90°方向に(図4の表面方向)に曲げるアイソレータ14とが取り付けられている。
【0016】
アルミナ放電管2は、下端部にノズル部20を有した円筒体であり、上端部には、ガス供給装置3の供給パイプ30が連結されている。ガス供給装置3は、アルミナ放電管2内にガスを供給するための装置であり、SF6(六フッ化硫黄)ガスのボンベ31を有し、ボンベ31がバルブ32と流量制御器33を介して供給パイプ30に連結されている。なお、六フッ化硫黄ガスは、このように単独のガスとすることもできるが、供給パイプ30に他のガスを同時に供給し、六フッ化硫黄ガスを含んだ混合ガスとすることもできる。
【0017】
プラズマ発生器1がかかる構成を採ることにより、ガス供給装置3からアルミナ放電管2にガスを供給すると共に、マイクロ波発振器10からマイクロ波Mを発振すると、アルミナ放電管2内においてガスのプラズマ化が行われ、プラズマ化によって生成された活性種ガスGがノズル部20から噴射される。
【0018】
シリコンウェハWは、チャンバー4内のウェハテーブル40上に配置されると、ウェハテーブル40の静電気力で吸着されるようになっている。チャンバー4には、真空ポンプ41がとりつけられており、この真空ポンプ41によってチャンバー4内を真空にする(減圧する)ことができる。また、チャンバー4の上面中央部には、孔42が穿設され、この孔42を介してアルミナ放電管2のノズル部20がチャンバー4内に外挿されている。また、孔42とアルミナ放電管2との間にはO−リング43が装着され、孔42とアルミナ放電管2との間が気密に保持されている。そして、このような孔42に挿入されたノズル部20の周囲にはダクト44が設けられ真空ポンプ45の駆動によって、エッチング時の反応生成ガスをチャンバー4の外部に排出することができる。
【0019】
X−Y駆動機構5は、このようなチャンバー4内に配されており、ウェハテーブル40の下方から支持している。このX−Y駆動機構5は、そのX駆動モータ50によってウェハテーブル40を図4の左右方向に移動させ、そのY駆動モータ51によってウェハテーブル40とX駆動モータ50とを一体に図4の紙面表裏方向に移動させる。すなわち、このX−Y駆動機構5によってノズル部20をシリコンウェハWに対して相対的にX−Y方向に移動させることができる。
【0020】
ガス供給装置3のバルブ32を開くと、ボンベ31内のSF6ガスが供給パイプ30に流出して、アルミナ放電管2に供給される。この時、バルブ32の開度によってSF6ガスの流量が調整される。
【0021】
上記SF6ガス又はこの混合ガスの供給作業と平行して、マイクロ波発振器10を駆動する。すると、SF6ガスがマイクロ波Mによってプラズマ化され、中性ラジカルであるF(フッ素)ラジカル(中性活性種)を含んだ活性種ガスGが生成される。これにより活性種ガスGがアルミナ放電管2のノズル部20に案内されて、ノズル部20の開口20aからシリコンウェハW側に向けて噴射される。
【0022】
活性種ガスの噴射と平行して、制御コンピュータ49によりX−Y駆動機構5を駆動し、シリコンウェハWを吸着したウェハテーブル40をX−Y方向に移動する。このX−Y方向の移動によってウェハWをノズル部20が走査する。図5にはノズル部20の走査軌跡を示しており、ピッチpのピッチ幅でもってウェハWの全面を覆うような軌跡である。
【0023】
シリコンウェハの表面の材料は活性種ガスと化学反応を起こし、生成したガス状の生成物は噴射されたガスとともにその場から流れ去るため、これによってシリコンウェハWの表面から材料が除去される。除去される量は活性種ガスに曝される時間に略比例するので、シリコンウェハWとノズル部20との相対速度を制御することにより除肉量が制御される。
【0024】
上記相対速度は、次のようにして決められる。すなわち、事前にウェハ毎の表面凹凸を平坦度測定機によって測定する。測定結果は、ウェハ表面の升目状の小さな領域に対する厚さデータ(位置−厚さデータ)として得られる。エッチングプロファイルのデータ、予定されるピッチp、及び、位置−厚さデータを用いて、各領域における全除肉量を調節しウェハ全体として平坦になるように各領域を通過するときのノズル・ウェハ相対速度が計算される。
【0025】
「従来の技術」の項で説明したように、これまでの局所ドライエッチング法では、ノズル・ウェハ相対速度を求めるために使用する位置−厚さデータには平坦度測定機によって測定されたデータがそのまま使用されていた。このため、大きな速度変化を伴うノズル・ウェハ相対速度が計算結果として得られていた。現実のドライエッチング装置では、このような速度変化(加速度)に駆動モータあるいは機体が対応できないため、駆動モータには瞬間的な過負荷、又は脱調が生じ、あるいは、各部材に変形が生じることとなり、結果として、長い間使用しているうちにドライエッチング装置の加工精度及び機械寿命が損なわれることになった。
【0026】
本発明では、次のようにして局所ドライエッチングが行われる。図6は、この作業の流れを示す図である。局所ドライエッチング作業が開始(ステップS00)すると、ステップS01において、平坦度測定機を用いて各ウェハの表面の平坦度を測定する。ステップS02において上記測定の結果(位置−厚さデータ)に対し、フィルタリング処理を施し、予め定められた空間波長以下の成分をカットオフする。これは各ウェハ毎に行われ、それぞれの位置−厚さデータから余分なノイズが除去される。
【0027】
次いで、ステップS03において、ノイズ除去された位置−厚さデータから、従来どおりノズル・ウェハ相対速度を計算する。ノイズ除去によって、計算されたノズル・ウェハ相対速度には大きな速度変化が伴わないが、必要な除肉は行えるものとなっている。ステップS04において、得られたノズル・ウェハ相対速度をドライエッチング装置の制御コンピュータ49に入力し、このノズル・ウェハ相対速度でもってドライエッチングを実行(ステップS05)する。
【0028】
なお、上記ノズル・ウェハ相対速度の大きさが、ウェハ毎に異なるだけでなく、一つのウェハにおいてもノズルの位置(ウェハとの相対位置)に応じて変化することは当然である。全ウェハの平坦化を終えたとき終了(ステップS99)する。また、上記フィルタリング処理は、制御コンピュータ49で行うことも、他のコンピュータで行うことも可能である。
【0029】
図7を用いてフィルタリング処理の例について説明する。位置−厚さデータは、ウェハ表面を細かな格子によって分割し、分割された領域毎の厚さT(x、y)として表される。図8の式1に示すように、今注目している一つの領域を中心として、半径fsの円内に入る領域の厚さT(x+i、y+j)の平均値を求め、これを新しい厚さTa(x、y)とする。各領域について求めた一群の厚さTaのデータを新たに位置−厚さデータとする。
【0030】
この処理によって、半径fsの2倍程度以下の空間波長成分(つまりドライエッチング装置にとってはノイズになる短い波長成分)をカットオフすることができる。上記半径fsの円に代えて、一辺2fs−1の正方形(図7に点線でもって示す)とすることも可能である。また、上の説明では厚さの平均値を算術平均によって求めているが、算術平均に限らず他の平均化計算手法、例えば、周辺データに位置の重みをつける(係数を掛ける)ような加重平均法、あるいは他のノイズ除去手法を採用することも可能である。
【0031】
カットオフ波長は10mm、あるいは、ノズル径により場合によっては20mmとすることが好ましい。これによりおおよそ10mmあるいは20mm以下の空間波長成分が測定データからカットオフされる。この場合、分割領域の一辺を1mmとしたときには半径fsの数は5乃至10(数値5、及び10は領域の個数で数えたもの)に相当することになる。
【0032】
【発明の効果】
本発明によれば、平坦度測定装置によって得られた位置−厚さデータからノイズ成分が除去されるので、ドライエッチング装置に指令値として与えるためのノズル・ウェハ相対速度を、加速、減速を必要最小限に抑制し、しかも平坦化に必要な充分な精度が得られるものとすることができる。また、これによって駆動モータの過負荷や部材の変形を減らし、加工精度や機械寿命を維持することができるという効果を奏する。
【図面の簡単な説明】
【図1】プラズマを用いた局所エッチング法によるウェハ平坦化方法の原理を説明するための説明図である。
【図2】半導体ウェハの表面に種々の凹凸が存在することを説明するためのグラフである。
【図3】直径200mmのウェハにおいて、直径の一端から他端にノズルが移動するときのノズル・ウェハ相対速度の指令値(入力速度)と実測した速度をプロットしたグラフである。
【図4】局所プラズマエッチング装置の具体例を説明するための説明図である。
【図5】ノズル部20の走査軌跡を示すための説明図である。
【図6】本発明の局所ドライエッチング作業の流れを示す説明図である。
【図7】フィルタリング処理の例について説明するための説明図である。
【図8】半径fsの円内に入る領域の厚さT(x+i、y+j)の平均値を求めるための式である。
【符号の説明】
1 プラズマ発生器
2 アルミナ放電管
3 ガス供給装置
4 チャンバー
5 X−Y駆動機構
10 マイクロ波発振器
12 反射板(ショートプランジャー)
11 導波管
13 スタブチューナ
14 アイソレータ
20 ノズル部
30 供給パイプ
31 ボンベ
32 バルブ
33 流量制御器
40 ウェハテーブル
41、45 真空ポンプ
42 孔
43 O−リング
44 ダクト
49 制御コンピュータ
50 X駆動モータ
51 Y駆動モータ
100 プラズマ発生部
101 ノズル
120 ステージ
20a 開口
G 活性種ガス
M マイクロ波
W ウェハ
Claims (5)
- 平坦度測定装置によって得られる半導体ウェハの位置−厚さデータを用いて局所ドライエッチング装置に与えるノズル・ウェハ相対速度を算出し、このノズル・ウェハ相対速度にしたがってノズルをウェハ面に沿って移動させながらノズルから噴出される活性種ガスによってウェハ表面の材料を除去して平坦化する局所ドライエッチング方法において、
上記ノズル・ウェハ相対速度の算出に当たり、上記位置−厚さデータから、予め定められた空間波長以下の成分をカットオフするためのフィルタリング処理を行うこと
を特徴とする局所ドライエッチング方法。 - 請求項1に記載された局所ドライエッチング方法において、
上記予め定められた空間波長は10mmであり、この空間波長以下の成分が上記位置−厚さデータからカットオフされること
を特徴とする局所ドライエッチング方法。 - 請求項1に記載された局所ドライエッチング方法において、
上記予め定められた空間波長は20mmであり、この空間波長以下の成分が上記位置−厚さデータからカットオフされること
を特徴とする局所ドライエッチング方法。 - 局所ドライエッチング装置のノズル・ウェハ相対速度を算出するために測定された半導体ウェハ表面の位置−厚さデータを、予め決められた半径内にある全ての厚さデータの平均値をそれぞれの位置における厚さデータとすることによってフィルタリング処理すること
を特徴とする半導体ウェハ表面の位置−厚さデータの処理方法。 - 請求項4に記載された半導体ウェハ表面の位置−厚さデータの処理方法において、
上記予め決められた半径は、カットオフする空間波長の2分の1程度であること
を特徴とする半導体ウェハ表面の位置−厚さデータの処理方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002119875A JP3814558B2 (ja) | 2002-04-22 | 2002-04-22 | 局所ドライエッチング方法及び半導体ウェハ表面の位置−厚さデータの処理方法 |
| US10/419,199 US6908566B2 (en) | 2002-04-22 | 2003-04-21 | Local dry etching method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002119875A JP3814558B2 (ja) | 2002-04-22 | 2002-04-22 | 局所ドライエッチング方法及び半導体ウェハ表面の位置−厚さデータの処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003318156A JP2003318156A (ja) | 2003-11-07 |
| JP3814558B2 true JP3814558B2 (ja) | 2006-08-30 |
Family
ID=29207959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002119875A Expired - Lifetime JP3814558B2 (ja) | 2002-04-22 | 2002-04-22 | 局所ドライエッチング方法及び半導体ウェハ表面の位置−厚さデータの処理方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6908566B2 (ja) |
| JP (1) | JP3814558B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7264850B1 (en) * | 1992-12-28 | 2007-09-04 | Semiconductor Energy Laboratory Co., Ltd. | Process for treating a substrate with a plasma |
| JP2002231700A (ja) * | 2001-02-05 | 2002-08-16 | Speedfam Co Ltd | ナノトポグラフィ除去方法 |
| JP2007149923A (ja) * | 2005-11-28 | 2007-06-14 | Speedfam Co Ltd | 半導体ウェーハの平坦化加工方法 |
| JP5782685B2 (ja) * | 2010-07-09 | 2015-09-24 | セイコーエプソン株式会社 | ラジカル反応による無歪精密加工方法 |
| JP5892280B2 (ja) * | 2015-04-10 | 2016-03-23 | セイコーエプソン株式会社 | ラジカル反応による無歪精密加工方法 |
| US11289386B2 (en) | 2016-04-26 | 2022-03-29 | Active Layer Parametrics, Inc. | Methods and apparatus for test pattern forming and film property measurement |
| US10790203B2 (en) | 2016-04-26 | 2020-09-29 | Active Layer Parametrics, Inc. | Methods and systems for material property profiling of thin films |
| KR102016927B1 (ko) * | 2017-11-01 | 2019-10-21 | 한국기초과학지원연구원 | 원자층 연마 방법 및 이를 위한 연마 장치 |
| WO2020154896A1 (en) * | 2019-01-29 | 2020-08-06 | Yangtze Memory Technologies Co., Ltd. | Intelligent customizable wet processing system |
| JP7082850B1 (ja) | 2022-04-20 | 2022-06-09 | 株式会社三友製作所 | 平坦化処理装置、及び、平坦化処理方法 |
| US12313669B2 (en) | 2023-04-21 | 2025-05-27 | Active Layer Parametrics, Inc. | Methods and tools for electrical property depth profiling using electro-etching |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2002A (en) * | 1841-03-12 | Tor and planter for plowing | ||
| JPH0927482A (ja) | 1995-07-11 | 1997-01-28 | Speedfam Co Ltd | プラズマエッチング装置 |
| KR20000016136A (ko) * | 1996-05-31 | 2000-03-25 | 피터 무몰라 | 플라즈마 제트로 제품을 처리하는 방법 |
| JP3917703B2 (ja) * | 1997-02-18 | 2007-05-23 | スピードファム株式会社 | プラズマエッチング方法及びその装置 |
| JP3871433B2 (ja) | 1998-03-10 | 2007-01-24 | スピードファム株式会社 | ウエハ平坦化方法及び記録媒体 |
| JP2000036488A (ja) | 1998-07-21 | 2000-02-02 | Speedfam-Ipec Co Ltd | ウエハ平坦化方法及びそのシステム |
| US7510664B2 (en) * | 2001-01-30 | 2009-03-31 | Rapt Industries, Inc. | Apparatus and method for atmospheric pressure reactive atom plasma processing for shaping of damage free surfaces |
| JP2002231700A (ja) | 2001-02-05 | 2002-08-16 | Speedfam Co Ltd | ナノトポグラフィ除去方法 |
| US6858537B2 (en) * | 2001-09-11 | 2005-02-22 | Hrl Laboratories, Llc | Process for smoothing a rough surface on a substrate by dry etching |
-
2002
- 2002-04-22 JP JP2002119875A patent/JP3814558B2/ja not_active Expired - Lifetime
-
2003
- 2003-04-21 US US10/419,199 patent/US6908566B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20030199168A1 (en) | 2003-10-23 |
| US6908566B2 (en) | 2005-06-21 |
| JP2003318156A (ja) | 2003-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3814558B2 (ja) | 局所ドライエッチング方法及び半導体ウェハ表面の位置−厚さデータの処理方法 | |
| US6306245B1 (en) | Plasma etching apparatus | |
| US6432824B2 (en) | Method for manufacturing a semiconductor wafer | |
| JP2000036488A (ja) | ウエハ平坦化方法及びそのシステム | |
| JPH11317370A (ja) | プラズマ処理方法および装置 | |
| EP0951963A2 (en) | Wafer flattening process, wafer flattening system, and wafer | |
| JP5652381B2 (ja) | 表面加工方法及び装置 | |
| JP4460788B2 (ja) | 局所エッチング方法 | |
| JP2002231700A (ja) | ナノトポグラフィ除去方法 | |
| US6379490B1 (en) | System for improving the total thickness variation of a wafer | |
| JP2002343772A (ja) | 局所プラズマエッチング方法 | |
| JP2007200954A (ja) | 表面加工方法及び装置 | |
| JP3908990B2 (ja) | 局所ドライエッチング方法 | |
| JP4169854B2 (ja) | ウエハ平坦化方法 | |
| KR101106815B1 (ko) | 웨이퍼 처리 표면 처리 장치, 웨이퍼 처리 표면 처리 방법 및 컴퓨터 판독가능한 저장 매체 | |
| JP3950622B2 (ja) | ナノトポグラフィ評価用基準ウェーハとその製造方法 | |
| JP7012602B2 (ja) | 局所ドライエッチング装置 | |
| JP4813430B2 (ja) | 基板洗浄装置、基板洗浄方法、および記録媒体 | |
| JP7396668B2 (ja) | エッチング装置、およびエッチング方法 | |
| JP2002299321A (ja) | 局所ドライエッチング装置のためのウェーハテーブル | |
| JP6046580B2 (ja) | 局所ドライエッチング装置及び局所ドライエッチング加工方法 | |
| JP2001185537A (ja) | 高平坦度半導体ウェーハの製造方法及び高平坦度半導体ウェーハ | |
| JPH0393224A (ja) | ドライエッチング方法 | |
| JP2010247284A (ja) | 平坦化加工方法、平坦化加工量算出方法およびその算出プログラム | |
| CN121035021A (zh) | 一种单片式湿法刻蚀方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060523 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060605 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3814558 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100609 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100609 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110609 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110609 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120609 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120609 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130609 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |