JP3820713B2 - 吸着式冷凍装置の吸着コアの製造方法 - Google Patents
吸着式冷凍装置の吸着コアの製造方法 Download PDFInfo
- Publication number
- JP3820713B2 JP3820713B2 JP33314197A JP33314197A JP3820713B2 JP 3820713 B2 JP3820713 B2 JP 3820713B2 JP 33314197 A JP33314197 A JP 33314197A JP 33314197 A JP33314197 A JP 33314197A JP 3820713 B2 JP3820713 B2 JP 3820713B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- heat exchange
- adsorption
- adsorbent
- adhesive force
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/27—Relating to heating, ventilation or air conditioning [HVAC] technologies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B30/00—Energy efficient heating, ventilation or air conditioning [HVAC]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B30/00—Energy efficient heating, ventilation or air conditioning [HVAC]
- Y02B30/62—Absorption based systems
Landscapes
- Sorption Type Refrigeration Machines (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、吸着剤が冷却、加熱されることにより水などの冷媒が吸着、脱着されることを利用した吸着式冷凍装置の吸着コアの製造方法に関する。
【0002】
【従来の技術】
吸着式冷凍装置の吸着コアは、一般に内部を加熱流体もしくは冷却流体(熱交換流体)が流れるチューブを備える熱交換部材と、この熱交換部材の表面に接着され熱交換流体により冷却および加熱されることで気体冷媒を吸着および脱着することができる多数の粒子状の吸着剤とを備えている。
【0003】
このような吸着式冷凍装置の吸着コア等に用いる吸着剤モジュールの製造方法に関するものとして、本出願人は先に特願平9−164655号に記載の方法を提案している。この製造方法を図7に示す。
熱交換部材80は、ヘッダタンク72、74、チューブ76及び伝熱フィン78を有し、矩形状をなす。水を細孔内に吸着させて略飽和状態とした吸着剤70を、熱交換部材80の片面81側から充填する(図7(a)参照)。続いて、接着剤を水にて希釈した接着溶液P0 を、更に熱交換部材80に充填(図7(b)参照)した後、恒温槽82にて加熱し接着を行い、吸着コア90を完成させる。
【0004】
これによって、予め細孔内に存在する水により吸着剤70の細孔への接着溶液P0 の流入が防止され、加熱接着後は吸着剤70の細孔への接着剤の存在が抑制された吸着剤モジュールが得られる。
【0005】
【発明が解決しようとする課題】
しかし上記製造方法においては、吸着剤70粒子内部の細孔への接着剤の付着は抑制できるが、吸着剤70を充填した後、接着溶液P0 を流し込むため、接着剤が吸着剤70粒子の接着部位以外の表面にも付着し被覆した形となるので、吸脱着性能を阻害する。
【0006】
また、上記問題に対して、本出願人は、接着剤の吸着剤粒子表面の被覆を防止すべく、先に接着剤をチューブ、フィンの表面すなわち熱交換部材の表面に塗布しておき、その後吸着剤を充填することを試みた。しかし、吸着剤を入れる際、熱交換部材の表層付近(例えば、図7中、熱交換部材80の面81側)でチューブ、フィンに吸着剤が付着して目詰まりを起こし、内部まで十分に充填されないという問題が生じることがわかった。
【0007】
なお、吸着剤を接着すべき部材に先に接着剤を塗布するという方法としては、特開昭48−72088号公報記載のものがある。これは、吸着剤が接着される平板状のフリース(繊維)層に、予め接着剤を塗布し、やや粘着性を残すように乾燥した後、吸着剤粒子を散布し加圧加熱等の処理をして接着するものである。
しかし、この方法は平板状のフリース(繊維)層を用いたものであり、吸着コアの製造方法に適用した場合、やはり接着剤に残る粘着性によって、内部まで十分に充填されないという問題は発生する。
【0008】
本発明は上記点に鑑みてなされたものであり、吸着剤の良好な充填を可能としつつ吸脱着性能に優れた吸着コアを実現する吸着式冷凍装置の吸着コアの製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
本出願人は、先に接着剤を熱交換部材の表面に塗布しておき、その後吸着剤を流し込み、熱交換部材の表面部分に吸着剤を接着させるという方法において、吸着剤を流し込む際に、吸着剤が接着剤にくっつかないように接着剤の接着力を一時的に無くすことに着目した。
【0010】
すなわち、請求項1記載の発明によれば、吸着式冷凍装置の吸着コア(11、12)を製造する製造方法において、熱交換部材(30)の表面に接着剤を塗布する塗布工程と、接着剤の接着力を一時的に無くす接着力抑止工程と、接着剤の接着力を一時的に無くした状態で、吸着剤(50)を熱交換部材(30)に充填する充填工程と、接着剤の接着力を復活させて吸着剤(50)を熱交換部材(30)の表面に接着する接着工程とを備えることを特徴とする。
【0011】
それによって、充填工程において接着剤の接着力を一時的に無くした状態で吸着剤(50)を熱交換部材(30)に充填するから、吸着剤(50)が熱交換部材(30)表面に接着せず、熱交換部材(30)の表層での目詰まりを防止でき、熱交換部材(30)の奥まで良好に充填できる。
また、吸着剤(50)を充填した後、接着剤の接着力を復活させて吸着剤(50)を熱交換部材(30)の表面に接着するから、接着剤は熱交換部材(30)と吸着剤(50)との間にのみ介在して両者を接着でき、接着剤が吸着剤粒子の接着部位以外の表面には付着せず、良好な吸脱着性能を発揮することができる。
【0012】
従って、吸着剤の良好な充填を可能としつつ吸脱着性能に優れた吸着コアを実現する吸着式冷凍装置の吸着コアの製造方法を提供することができる。
ここで、請求項1記載の製造方法は、請求項2及び請求項3記載の発明のようにできる。
すなわち、請求項2記載の発明は、接着力抑止工程において、塗布された接着剤を乾燥させて接着力を一時的に無くし、接着工程において、この接着力を一時的に無くした前記接着剤を溶媒で濡らすことで接着剤を活性化し接着力を復活させるものである。
【0013】
また、請求項3記載の発明は、塗布工程において、接着剤を水で希釈した接着溶液として熱交換部材(30)の表面に塗布し、接着力抑止工程において、塗布した接着溶液を冷凍することで接着力を一時的に無くし、接着工程において、冷凍された接着溶液を解凍することで接着剤を活性化し接着力を復活させるものである。
【0014】
また、請求項4記載の発明によれば、吸着式冷凍装置の吸着コア(11、12)を製造する製造方法において、接着力を一時的に無くした状態の接着剤からなるフィルム(F)を熱交換部材(30)の表面にコーティングするフィルム貼付け工程と、吸着剤(50)を熱交換部材(30)に充填する充填工程と、貼付けられたフィルム(F)の接着力を復活させて吸着剤(50)を熱交換部材(30)の表面に接着する接着工程とを備えることを特徴とする。
【0015】
本発明では、フィルム貼付け工程が、上記請求項1記載の塗布工程及び接着力抑止工程を兼ねており、請求項1記載の製造方法と同等の効果を有する吸着式冷凍装置の吸着コアの製造方法を提供することができる。
ここで、上記フィルム(F)としては、Bステージで反応を止めた熱硬化性接着剤からなるフィルムを用いることができる。
【0016】
なお、上記各手段の括弧内の符号は、後述する実施形態記載の具体的手段との対応関係を示すものである。
【0017】
【発明の実施の形態】
以下、本発明を図に示す実施形態について説明する。
(第1実施形態)
本実施形態は、本発明を、図1に示すような吸着式冷凍装置1の第1、第2吸着コア11、12に適用したものとして述べる。これら吸着コア11、12は、それぞれ密閉容器14及び15内に収容されており、密閉容器14及び15には、気体冷媒(本実施形態では水蒸気)の出入口部16、17が備えられている。
【0018】
これら出入口部16、17には、三方切換弁18、19が接続されており、この三方切換弁18、19の間には、冷媒を液化する凝縮器20、冷媒の気液分離及び液体冷媒の一時貯留を行うレシーバ21、液体冷媒を送るポンプ22、及び液体冷媒を気化させて外気との熱交換を行う蒸発器23が直列に接続され、もって冷媒回路25が構成されている。この冷媒回路25内には、所要量の冷媒(吸着物質)、本実施形態の場合、例えば水が封入されている。
【0019】
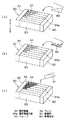
次に、吸着コア11、12の構造について、図2を参照して詳述する。吸着コア11、12は、熱交換器(熱交換部材)30と、この熱交換器30の表面に接着された多数の粒子状の吸着剤50とから構成されている。図2において(a)は吸着コア11、12の全体構成を示す斜視図、(b)は熱交換器30と吸着剤50の粒子Kとの接着状態を示す模式図である。
【0020】
熱交換器30は、両端にヘッダタンク31、32を備え、このヘッダタンク31、32の間には、熱交換流体が流れる複数の板状のチューブ33が並列的に所定距離を隔てて配置されている。チューブ33の間には、コルゲート状のフィン(伝熱フィン)34がろう付け、溶接、あるいは接着により固定されている。フィン34のフィン配置間隔Lは、本実施形態では、約1.6mm(フィンピッチ2Lでは約3.2mm)としている。
【0021】
なお、ヘッダタンク31、32は成形性に優れた材料、例えば樹脂、アルミニウム、銅等からなり、チューブ33およびフィン34は、熱伝導に優れた材料、例えばアルミや銅からなる。
そして、入口側のヘッダタンク31、チューブ33、出口側のヘッダタンク31の順に、冷却流体(例えば室外熱交換器からの比較的低温な流体、請求項でいう熱交換流体)または加熱流体(例えばエンジン冷却水、請求項でいう熱交換流体)が流れるようになっている。
【0022】
多数の粒子状の吸着剤50は、チューブ33とフィン34により構成される隙間に充填されている。図2(b)に示す様に、吸着剤50の各粒子は、チューブ33及びフィン34の表面のみ(図中、黒丸で示す部位)に接着剤にて接着固定され、接着部位以外の各粒子表面には接着剤は付着していない。
吸着剤50は、周知のように、冷却状態において吸着物質(例えば水蒸気やアルコール水溶液やフロン系冷媒等)を高能力で吸着し、また、吸着物質の吸着に伴い吸着能力が次第に低下するが、加熱状態とされることにより、吸着していた吸着物質を脱着して吸着能力が再生されるという性質を有している。
【0023】
従って、吸着剤50は、チューブ33及びフィン34を介した熱伝導により、チューブ33を流れる熱交換流体と熱交換を行い、冷却されることで気体冷媒(本実施形態では水蒸気)を吸着し、加熱されることで気体冷媒を脱着することができるようになっている。
かかる構成において、第1、第2吸着コア11、12は、図示しないマイコン等の制御装置によって制御されることにより、一方が気体冷媒(水蒸気)を脱着させる脱着側となるとき、他方が蒸発器23からの気体冷媒を吸着する吸着側となるよう、交互に切換え可能に構成されている。
【0024】
具体的には、図1において、第1吸着コア11を脱着側とし、第2吸着コア12を吸着側として使用する場合、三方切替弁18、19が図1中実線位置とされて、吸着コア11側の密閉容器14の出入口部16と凝縮器20とが連通状態とされ、かつ、吸着コア12側の密閉容器15の出入口部17と蒸発器23とが連通状態とされる。また、吸着コア11側に加熱流体、吸着コア12側に冷却流体が供給される。
【0025】
また、第1吸着コア11を吸着側とし、第2吸着コア12を脱着側として使用する場合、三方切替弁18、19が図1中点線位置とされて、吸着コア11側の密閉容器14の出入口部16と蒸発器23とが連通状態とされ、かつ、吸着コア12側の密閉容器15の出入口部17と凝縮器20とが連通状態とされる。また、吸着コア11側に冷却流体、吸着コア12側に加熱流体が供給される。
【0026】
次に、上記吸着式冷凍装置の吸着コアの製造方法を説明する。図3に本実施形態の製造方法の工程図(流れ図)、図4に本実施形態の製造方法を説明する説明図を示す。本実施形態では、熱交換器30に吸着剤50を熱可塑性接着剤を使って接着充填して作る。
吸着剤50は粒径がフィン34の配置間隔Lの1/2程度(フィンピッチ2Lの1/4程度)のものを使用する。これにより、吸着剤50は必ずフィン34と接触する。また、ろう付け、溶接、あるいは接着等により、ヘッダタンク31、32、チューブ33及びフィン34を組付けた熱交換器30を用意する。
【0027】
まず、塗布工程S1では熱交換器30の表面に接着剤を塗布する。熱可塑性接着剤(例えば、ナイロン系、ポリエステル系等)を有機溶媒(例えば、メチルエチルケトン、アルコール等)で希釈(例えば50%溶液)した接着溶液R0を、熱交換器30、すなわちチューブ33及びフィン34の表面に均一に塗布する(図4(a)参照)。このとき、フィン34の隙間に接着剤が溜まらぬ様、エアブロー等でチューブ33やフィン34の表面に薄膜を作る。
【0028】
次に、接着力抑止工程S2では、塗布された接着剤を乾燥させて溶媒を飛ばし接着力を一時的に無くす。例えば、常温で10分間程度、乾燥して接着剤の接着力(粘性)を無くす。
続いて、充填工程S3では、熱交換器30において、吸着剤50を流し込む入口側の面とは反対側の面を板部材(図示せず)等で塞ぐ。そして、接着剤の接着力を一時的に無くした状態で、吸着剤50を熱交換器30のフィン34の隙間に、片表面30a側から流し込むように充填する(図4(b)参照)。
【0029】
このとき、接着剤に接着力(粘性)が無いので、吸着剤50は熱交換器30の片表面30a付近において、チューブ33及びフィン34に接着することなく、奥までスムーズに入り充填が十分とできる。
次に、接着工程S4では、接着力を一時的に無くした接着剤の表面が濡れる程度の有機溶媒(接着溶液R0を作った溶媒と同じもの)R1を流し、接着剤を活性化し接着力を復活させる(図4(c)参照)。その後、例えば150℃、5分間程度加熱して完全に接着する。こうして、吸着剤50が熱交換器30の表面でのみ接着された吸着コア11、12が完成する。
【0030】
このように本実施形態においては、上記充填工程S3において、接着力を一時的に無くした状態で充填するので、熱交換器30において吸着剤50を流し込む入口側(片表面30a付近)に、吸着剤50が付着して目詰まりすることがなくなる。
また、吸着剤50は、熱交換器30の表面でのみ接着されており、接着剤50の各粒子において接着部位以外の表面に接着剤が残ることもなく、各粒子の表面積を有効に活用でき十分に水を吸着脱着できるので、十分な吸脱着性能が得られる。
【0031】
また、吸着剤50として、粒径がフィン34の配置間隔Lの1/2程度のものを使用しているので、図2(b)に示す様に、吸着剤50は必ずフィン34と接触し、チューブ33及びフィン34の隙間においてまんべんなく充填された形となり、吸着剤50と熱交換器30間の伝熱が良好とできる。
また、図2(b)に示す様に、吸着剤50は必ずフィン34と接触するから、吸着剤50は接着部位以外でも、各粒子同士が互いに支持しあう形となり、熱交換器30への吸着剤50の固定度合がより向上する。
【0032】
(第2実施形態)
上記第1実施形態では、塗布工程S1において、接着溶液R0として接着剤を有機溶媒に溶かしたものとしたが、本第2実施形態では、溶媒に水を用いる接着剤を使う製造方法を提供する。以下、図3の工程図を参照して、各工程S1〜S4において主として上記第1実施形態と異なる部分について述べる。
【0033】
まず、塗布工程S1では、接着剤(例えば酢酸ビニル等)を水で希釈(例えば10%水溶液)した接着溶液R0を、熱交換器30の表面に均一に塗布する(図4(a)参照)。上記第1実施形態と同様に、エアブロー等で熱交換器30の表面に薄膜を作る。
次に、接着力抑止工程S2では、接着溶液R0が塗布された熱交換器30を、例えば0℃以下、1時間程度冷凍することで、接着溶液R0を冷凍して接着力(粘性)を一時的に無くす。なお、溶媒に水を用いる接着剤では、上記第1実施形態のように、乾燥させて溶媒を飛ばしてしまうと接着力が復活しないので、冷凍する方法をとる。
【0034】
続いて、充填工程S3では、上記と同様にして、吸着剤50を熱交換器30に充填する(図4(b)参照)。このとき、接着剤に接着力(粘性)が無いので、吸着剤50は、目詰まり無く、熱交換器30の奥までスムーズに入り充填が十分とできる。
次に、接着工程S4では、充填工程S3に供された熱交換器30及び吸着剤50を、例えば、70℃、30分間加熱して冷凍された接着溶液を解凍することで前記接着剤を活性化し接着力を復活させる。そして、例えば90℃、1時間程度加熱して完全に接着する。こうして、吸着剤50が熱交換器30の表面でのみ接着された吸着コア11、12が完成する。
【0035】
本実施形態で製造された吸着コア11、12も、上記第1実施形態で製造されたものと同様の効果を奏する。
(第3実施形態)
本第3実施形態では、フィン34に予め熱可塑性のフィルムをコーティングする工程(フィルム貼付け工程)によって、上記第1及び第2実施形態における塗布工程S1及び接着力抑止工程S2を同時に行うものである。図5に本実施形態の製造方法の工程図(流れ図)、図6に本実施形態の製造方法を説明する説明図を示す。以下、主として上記各実施形態と異なる部分について述べる。
【0036】
まず、フィルム貼付け工程S5では、フィン34の無い熱交換器30、すなわち、ろう付け、溶接、あるいは接着等により、ヘッダタンク31、32、及びチューブ33を組付けた部材300を用意する。一方、一時的に接着力を無くした状態の接着剤からなるフィルムFを、フィン34の表面に予め圧着によりコーティングする(図6(a)参照)。
【0037】
ここで、フィルムFとしては、例えば、ナイロン系、ポリエステル系等の熱可塑性接着剤からなるフィルム、あるいは、例えば、エポキシ系等の熱硬化性接着剤においてBステージでとめたもの(セミキュアタイプ)をシート状に成形したフィルムを用いることができる。
次に、充填工程S3では、上記第1及び第2実施形態と同様に、吸着剤50を熱交換器30に充填する(図6(b)参照)。このとき、フィルムFに接着力(粘性)が無いので、吸着剤50は、目詰まり無く、熱交換器30の奥までスムーズに入り充填が十分とできる。
【0038】
続いて、接着工程S4では、貼付けられたフィルムFの接着力を復活させて吸着剤50をフィン34の表面に接着する。ここで、上記熱可塑性接着剤からなるフィルム及び熱硬化性接着剤を用いたフィルム、いずれの場合にも、加熱を行い吸着剤50を接着する。なお、このとき、フィルムFの接着力により、フィン34とチューブ33との接着も同時に行うことができる。
【0039】
こうして、吸着剤50がフィン34の表面でのみ接着された吸着コア11、12が完成する。本実施形態で製造された吸着コア11、12も、上記第1及び第2実施形態で製造されたものと同様の効果を奏する。
(他の実施形態)
なお、上記各実施形態においては、フィン34をコルゲートフィンとしているがフィン形状はこれに限定されるものではない。例えば、プレートフィンとしてもよい。
【0040】
また、熱交換器30はチューブ・フィンタイプでなく、フィンが無いチューブのみのタイプでもよい。その場合、複数本のチューブが所定間隔で配置され、その配置隙間に吸着剤を充填するようにしたもの、あるいは1本のチューブが所定間隔で複数回Uターンして配置され、その配置隙間に吸着剤を充填するようにしたものとできる。
【0041】
いずれの場合にも、吸着剤の粒径はフィンもしくはプレートの配置間隔の1/2程度であれば、吸着剤の各粒子はフィンもしくはプレートと必ず接触し、また各粒子同士も必ず接触するので、上記した良好な伝熱、固定度合の向上が図れる。
以上、本発明についてまとめると、本発明は、熱交換流体が流れるチューブを有する熱交換部材と、この熱交換部材の表面に接着された多数の粒子状の吸着剤とを備える吸着式冷凍装置の吸着コアの製造方法において、熱交換部材の表面に接着剤を塗布してこの接着剤の接着力を一時的に無くした状態で、吸着剤を熱交換部材に充填した後、接着剤の接着力を復活させて吸着剤を熱交換部材の表面に接着する吸着式冷凍装置の吸着コアの製造方法を提供するものである。
【図面の簡単な説明】
【図1】吸着式冷凍装置の概略全体構成図である。
【図2】(a)は本発明に係る吸着式冷凍装置の吸着コアの斜視図、(b)は熱交換器と吸着剤の粒子との接着状態を示す模式図である。
【図3】本発明の第1及び第2実施形態の製造方法の工程図である。
【図4】上記第1及び第2実施形態の製造方法を説明する説明図である。
【図5】本発明の第3実施形態の製造方法の工程図である。
【図6】上記第3実施形態の製造方法を説明する説明図である。
【図7】先願の吸着式冷凍装置の吸着コアの製造方法を示す説明図である。
【符号の説明】
11、12…吸着コア、30…熱交換器、33…チューブ、50…吸着剤、
F…フィルム。
【発明の属する技術分野】
本発明は、吸着剤が冷却、加熱されることにより水などの冷媒が吸着、脱着されることを利用した吸着式冷凍装置の吸着コアの製造方法に関する。
【0002】
【従来の技術】
吸着式冷凍装置の吸着コアは、一般に内部を加熱流体もしくは冷却流体(熱交換流体)が流れるチューブを備える熱交換部材と、この熱交換部材の表面に接着され熱交換流体により冷却および加熱されることで気体冷媒を吸着および脱着することができる多数の粒子状の吸着剤とを備えている。
【0003】
このような吸着式冷凍装置の吸着コア等に用いる吸着剤モジュールの製造方法に関するものとして、本出願人は先に特願平9−164655号に記載の方法を提案している。この製造方法を図7に示す。
熱交換部材80は、ヘッダタンク72、74、チューブ76及び伝熱フィン78を有し、矩形状をなす。水を細孔内に吸着させて略飽和状態とした吸着剤70を、熱交換部材80の片面81側から充填する(図7(a)参照)。続いて、接着剤を水にて希釈した接着溶液P0 を、更に熱交換部材80に充填(図7(b)参照)した後、恒温槽82にて加熱し接着を行い、吸着コア90を完成させる。
【0004】
これによって、予め細孔内に存在する水により吸着剤70の細孔への接着溶液P0 の流入が防止され、加熱接着後は吸着剤70の細孔への接着剤の存在が抑制された吸着剤モジュールが得られる。
【0005】
【発明が解決しようとする課題】
しかし上記製造方法においては、吸着剤70粒子内部の細孔への接着剤の付着は抑制できるが、吸着剤70を充填した後、接着溶液P0 を流し込むため、接着剤が吸着剤70粒子の接着部位以外の表面にも付着し被覆した形となるので、吸脱着性能を阻害する。
【0006】
また、上記問題に対して、本出願人は、接着剤の吸着剤粒子表面の被覆を防止すべく、先に接着剤をチューブ、フィンの表面すなわち熱交換部材の表面に塗布しておき、その後吸着剤を充填することを試みた。しかし、吸着剤を入れる際、熱交換部材の表層付近(例えば、図7中、熱交換部材80の面81側)でチューブ、フィンに吸着剤が付着して目詰まりを起こし、内部まで十分に充填されないという問題が生じることがわかった。
【0007】
なお、吸着剤を接着すべき部材に先に接着剤を塗布するという方法としては、特開昭48−72088号公報記載のものがある。これは、吸着剤が接着される平板状のフリース(繊維)層に、予め接着剤を塗布し、やや粘着性を残すように乾燥した後、吸着剤粒子を散布し加圧加熱等の処理をして接着するものである。
しかし、この方法は平板状のフリース(繊維)層を用いたものであり、吸着コアの製造方法に適用した場合、やはり接着剤に残る粘着性によって、内部まで十分に充填されないという問題は発生する。
【0008】
本発明は上記点に鑑みてなされたものであり、吸着剤の良好な充填を可能としつつ吸脱着性能に優れた吸着コアを実現する吸着式冷凍装置の吸着コアの製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
本出願人は、先に接着剤を熱交換部材の表面に塗布しておき、その後吸着剤を流し込み、熱交換部材の表面部分に吸着剤を接着させるという方法において、吸着剤を流し込む際に、吸着剤が接着剤にくっつかないように接着剤の接着力を一時的に無くすことに着目した。
【0010】
すなわち、請求項1記載の発明によれば、吸着式冷凍装置の吸着コア(11、12)を製造する製造方法において、熱交換部材(30)の表面に接着剤を塗布する塗布工程と、接着剤の接着力を一時的に無くす接着力抑止工程と、接着剤の接着力を一時的に無くした状態で、吸着剤(50)を熱交換部材(30)に充填する充填工程と、接着剤の接着力を復活させて吸着剤(50)を熱交換部材(30)の表面に接着する接着工程とを備えることを特徴とする。
【0011】
それによって、充填工程において接着剤の接着力を一時的に無くした状態で吸着剤(50)を熱交換部材(30)に充填するから、吸着剤(50)が熱交換部材(30)表面に接着せず、熱交換部材(30)の表層での目詰まりを防止でき、熱交換部材(30)の奥まで良好に充填できる。
また、吸着剤(50)を充填した後、接着剤の接着力を復活させて吸着剤(50)を熱交換部材(30)の表面に接着するから、接着剤は熱交換部材(30)と吸着剤(50)との間にのみ介在して両者を接着でき、接着剤が吸着剤粒子の接着部位以外の表面には付着せず、良好な吸脱着性能を発揮することができる。
【0012】
従って、吸着剤の良好な充填を可能としつつ吸脱着性能に優れた吸着コアを実現する吸着式冷凍装置の吸着コアの製造方法を提供することができる。
ここで、請求項1記載の製造方法は、請求項2及び請求項3記載の発明のようにできる。
すなわち、請求項2記載の発明は、接着力抑止工程において、塗布された接着剤を乾燥させて接着力を一時的に無くし、接着工程において、この接着力を一時的に無くした前記接着剤を溶媒で濡らすことで接着剤を活性化し接着力を復活させるものである。
【0013】
また、請求項3記載の発明は、塗布工程において、接着剤を水で希釈した接着溶液として熱交換部材(30)の表面に塗布し、接着力抑止工程において、塗布した接着溶液を冷凍することで接着力を一時的に無くし、接着工程において、冷凍された接着溶液を解凍することで接着剤を活性化し接着力を復活させるものである。
【0014】
また、請求項4記載の発明によれば、吸着式冷凍装置の吸着コア(11、12)を製造する製造方法において、接着力を一時的に無くした状態の接着剤からなるフィルム(F)を熱交換部材(30)の表面にコーティングするフィルム貼付け工程と、吸着剤(50)を熱交換部材(30)に充填する充填工程と、貼付けられたフィルム(F)の接着力を復活させて吸着剤(50)を熱交換部材(30)の表面に接着する接着工程とを備えることを特徴とする。
【0015】
本発明では、フィルム貼付け工程が、上記請求項1記載の塗布工程及び接着力抑止工程を兼ねており、請求項1記載の製造方法と同等の効果を有する吸着式冷凍装置の吸着コアの製造方法を提供することができる。
ここで、上記フィルム(F)としては、Bステージで反応を止めた熱硬化性接着剤からなるフィルムを用いることができる。
【0016】
なお、上記各手段の括弧内の符号は、後述する実施形態記載の具体的手段との対応関係を示すものである。
【0017】
【発明の実施の形態】
以下、本発明を図に示す実施形態について説明する。
(第1実施形態)
本実施形態は、本発明を、図1に示すような吸着式冷凍装置1の第1、第2吸着コア11、12に適用したものとして述べる。これら吸着コア11、12は、それぞれ密閉容器14及び15内に収容されており、密閉容器14及び15には、気体冷媒(本実施形態では水蒸気)の出入口部16、17が備えられている。
【0018】
これら出入口部16、17には、三方切換弁18、19が接続されており、この三方切換弁18、19の間には、冷媒を液化する凝縮器20、冷媒の気液分離及び液体冷媒の一時貯留を行うレシーバ21、液体冷媒を送るポンプ22、及び液体冷媒を気化させて外気との熱交換を行う蒸発器23が直列に接続され、もって冷媒回路25が構成されている。この冷媒回路25内には、所要量の冷媒(吸着物質)、本実施形態の場合、例えば水が封入されている。
【0019】
次に、吸着コア11、12の構造について、図2を参照して詳述する。吸着コア11、12は、熱交換器(熱交換部材)30と、この熱交換器30の表面に接着された多数の粒子状の吸着剤50とから構成されている。図2において(a)は吸着コア11、12の全体構成を示す斜視図、(b)は熱交換器30と吸着剤50の粒子Kとの接着状態を示す模式図である。
【0020】
熱交換器30は、両端にヘッダタンク31、32を備え、このヘッダタンク31、32の間には、熱交換流体が流れる複数の板状のチューブ33が並列的に所定距離を隔てて配置されている。チューブ33の間には、コルゲート状のフィン(伝熱フィン)34がろう付け、溶接、あるいは接着により固定されている。フィン34のフィン配置間隔Lは、本実施形態では、約1.6mm(フィンピッチ2Lでは約3.2mm)としている。
【0021】
なお、ヘッダタンク31、32は成形性に優れた材料、例えば樹脂、アルミニウム、銅等からなり、チューブ33およびフィン34は、熱伝導に優れた材料、例えばアルミや銅からなる。
そして、入口側のヘッダタンク31、チューブ33、出口側のヘッダタンク31の順に、冷却流体(例えば室外熱交換器からの比較的低温な流体、請求項でいう熱交換流体)または加熱流体(例えばエンジン冷却水、請求項でいう熱交換流体)が流れるようになっている。
【0022】
多数の粒子状の吸着剤50は、チューブ33とフィン34により構成される隙間に充填されている。図2(b)に示す様に、吸着剤50の各粒子は、チューブ33及びフィン34の表面のみ(図中、黒丸で示す部位)に接着剤にて接着固定され、接着部位以外の各粒子表面には接着剤は付着していない。
吸着剤50は、周知のように、冷却状態において吸着物質(例えば水蒸気やアルコール水溶液やフロン系冷媒等)を高能力で吸着し、また、吸着物質の吸着に伴い吸着能力が次第に低下するが、加熱状態とされることにより、吸着していた吸着物質を脱着して吸着能力が再生されるという性質を有している。
【0023】
従って、吸着剤50は、チューブ33及びフィン34を介した熱伝導により、チューブ33を流れる熱交換流体と熱交換を行い、冷却されることで気体冷媒(本実施形態では水蒸気)を吸着し、加熱されることで気体冷媒を脱着することができるようになっている。
かかる構成において、第1、第2吸着コア11、12は、図示しないマイコン等の制御装置によって制御されることにより、一方が気体冷媒(水蒸気)を脱着させる脱着側となるとき、他方が蒸発器23からの気体冷媒を吸着する吸着側となるよう、交互に切換え可能に構成されている。
【0024】
具体的には、図1において、第1吸着コア11を脱着側とし、第2吸着コア12を吸着側として使用する場合、三方切替弁18、19が図1中実線位置とされて、吸着コア11側の密閉容器14の出入口部16と凝縮器20とが連通状態とされ、かつ、吸着コア12側の密閉容器15の出入口部17と蒸発器23とが連通状態とされる。また、吸着コア11側に加熱流体、吸着コア12側に冷却流体が供給される。
【0025】
また、第1吸着コア11を吸着側とし、第2吸着コア12を脱着側として使用する場合、三方切替弁18、19が図1中点線位置とされて、吸着コア11側の密閉容器14の出入口部16と蒸発器23とが連通状態とされ、かつ、吸着コア12側の密閉容器15の出入口部17と凝縮器20とが連通状態とされる。また、吸着コア11側に冷却流体、吸着コア12側に加熱流体が供給される。
【0026】
次に、上記吸着式冷凍装置の吸着コアの製造方法を説明する。図3に本実施形態の製造方法の工程図(流れ図)、図4に本実施形態の製造方法を説明する説明図を示す。本実施形態では、熱交換器30に吸着剤50を熱可塑性接着剤を使って接着充填して作る。
吸着剤50は粒径がフィン34の配置間隔Lの1/2程度(フィンピッチ2Lの1/4程度)のものを使用する。これにより、吸着剤50は必ずフィン34と接触する。また、ろう付け、溶接、あるいは接着等により、ヘッダタンク31、32、チューブ33及びフィン34を組付けた熱交換器30を用意する。
【0027】
まず、塗布工程S1では熱交換器30の表面に接着剤を塗布する。熱可塑性接着剤(例えば、ナイロン系、ポリエステル系等)を有機溶媒(例えば、メチルエチルケトン、アルコール等)で希釈(例えば50%溶液)した接着溶液R0を、熱交換器30、すなわちチューブ33及びフィン34の表面に均一に塗布する(図4(a)参照)。このとき、フィン34の隙間に接着剤が溜まらぬ様、エアブロー等でチューブ33やフィン34の表面に薄膜を作る。
【0028】
次に、接着力抑止工程S2では、塗布された接着剤を乾燥させて溶媒を飛ばし接着力を一時的に無くす。例えば、常温で10分間程度、乾燥して接着剤の接着力(粘性)を無くす。
続いて、充填工程S3では、熱交換器30において、吸着剤50を流し込む入口側の面とは反対側の面を板部材(図示せず)等で塞ぐ。そして、接着剤の接着力を一時的に無くした状態で、吸着剤50を熱交換器30のフィン34の隙間に、片表面30a側から流し込むように充填する(図4(b)参照)。
【0029】
このとき、接着剤に接着力(粘性)が無いので、吸着剤50は熱交換器30の片表面30a付近において、チューブ33及びフィン34に接着することなく、奥までスムーズに入り充填が十分とできる。
次に、接着工程S4では、接着力を一時的に無くした接着剤の表面が濡れる程度の有機溶媒(接着溶液R0を作った溶媒と同じもの)R1を流し、接着剤を活性化し接着力を復活させる(図4(c)参照)。その後、例えば150℃、5分間程度加熱して完全に接着する。こうして、吸着剤50が熱交換器30の表面でのみ接着された吸着コア11、12が完成する。
【0030】
このように本実施形態においては、上記充填工程S3において、接着力を一時的に無くした状態で充填するので、熱交換器30において吸着剤50を流し込む入口側(片表面30a付近)に、吸着剤50が付着して目詰まりすることがなくなる。
また、吸着剤50は、熱交換器30の表面でのみ接着されており、接着剤50の各粒子において接着部位以外の表面に接着剤が残ることもなく、各粒子の表面積を有効に活用でき十分に水を吸着脱着できるので、十分な吸脱着性能が得られる。
【0031】
また、吸着剤50として、粒径がフィン34の配置間隔Lの1/2程度のものを使用しているので、図2(b)に示す様に、吸着剤50は必ずフィン34と接触し、チューブ33及びフィン34の隙間においてまんべんなく充填された形となり、吸着剤50と熱交換器30間の伝熱が良好とできる。
また、図2(b)に示す様に、吸着剤50は必ずフィン34と接触するから、吸着剤50は接着部位以外でも、各粒子同士が互いに支持しあう形となり、熱交換器30への吸着剤50の固定度合がより向上する。
【0032】
(第2実施形態)
上記第1実施形態では、塗布工程S1において、接着溶液R0として接着剤を有機溶媒に溶かしたものとしたが、本第2実施形態では、溶媒に水を用いる接着剤を使う製造方法を提供する。以下、図3の工程図を参照して、各工程S1〜S4において主として上記第1実施形態と異なる部分について述べる。
【0033】
まず、塗布工程S1では、接着剤(例えば酢酸ビニル等)を水で希釈(例えば10%水溶液)した接着溶液R0を、熱交換器30の表面に均一に塗布する(図4(a)参照)。上記第1実施形態と同様に、エアブロー等で熱交換器30の表面に薄膜を作る。
次に、接着力抑止工程S2では、接着溶液R0が塗布された熱交換器30を、例えば0℃以下、1時間程度冷凍することで、接着溶液R0を冷凍して接着力(粘性)を一時的に無くす。なお、溶媒に水を用いる接着剤では、上記第1実施形態のように、乾燥させて溶媒を飛ばしてしまうと接着力が復活しないので、冷凍する方法をとる。
【0034】
続いて、充填工程S3では、上記と同様にして、吸着剤50を熱交換器30に充填する(図4(b)参照)。このとき、接着剤に接着力(粘性)が無いので、吸着剤50は、目詰まり無く、熱交換器30の奥までスムーズに入り充填が十分とできる。
次に、接着工程S4では、充填工程S3に供された熱交換器30及び吸着剤50を、例えば、70℃、30分間加熱して冷凍された接着溶液を解凍することで前記接着剤を活性化し接着力を復活させる。そして、例えば90℃、1時間程度加熱して完全に接着する。こうして、吸着剤50が熱交換器30の表面でのみ接着された吸着コア11、12が完成する。
【0035】
本実施形態で製造された吸着コア11、12も、上記第1実施形態で製造されたものと同様の効果を奏する。
(第3実施形態)
本第3実施形態では、フィン34に予め熱可塑性のフィルムをコーティングする工程(フィルム貼付け工程)によって、上記第1及び第2実施形態における塗布工程S1及び接着力抑止工程S2を同時に行うものである。図5に本実施形態の製造方法の工程図(流れ図)、図6に本実施形態の製造方法を説明する説明図を示す。以下、主として上記各実施形態と異なる部分について述べる。
【0036】
まず、フィルム貼付け工程S5では、フィン34の無い熱交換器30、すなわち、ろう付け、溶接、あるいは接着等により、ヘッダタンク31、32、及びチューブ33を組付けた部材300を用意する。一方、一時的に接着力を無くした状態の接着剤からなるフィルムFを、フィン34の表面に予め圧着によりコーティングする(図6(a)参照)。
【0037】
ここで、フィルムFとしては、例えば、ナイロン系、ポリエステル系等の熱可塑性接着剤からなるフィルム、あるいは、例えば、エポキシ系等の熱硬化性接着剤においてBステージでとめたもの(セミキュアタイプ)をシート状に成形したフィルムを用いることができる。
次に、充填工程S3では、上記第1及び第2実施形態と同様に、吸着剤50を熱交換器30に充填する(図6(b)参照)。このとき、フィルムFに接着力(粘性)が無いので、吸着剤50は、目詰まり無く、熱交換器30の奥までスムーズに入り充填が十分とできる。
【0038】
続いて、接着工程S4では、貼付けられたフィルムFの接着力を復活させて吸着剤50をフィン34の表面に接着する。ここで、上記熱可塑性接着剤からなるフィルム及び熱硬化性接着剤を用いたフィルム、いずれの場合にも、加熱を行い吸着剤50を接着する。なお、このとき、フィルムFの接着力により、フィン34とチューブ33との接着も同時に行うことができる。
【0039】
こうして、吸着剤50がフィン34の表面でのみ接着された吸着コア11、12が完成する。本実施形態で製造された吸着コア11、12も、上記第1及び第2実施形態で製造されたものと同様の効果を奏する。
(他の実施形態)
なお、上記各実施形態においては、フィン34をコルゲートフィンとしているがフィン形状はこれに限定されるものではない。例えば、プレートフィンとしてもよい。
【0040】
また、熱交換器30はチューブ・フィンタイプでなく、フィンが無いチューブのみのタイプでもよい。その場合、複数本のチューブが所定間隔で配置され、その配置隙間に吸着剤を充填するようにしたもの、あるいは1本のチューブが所定間隔で複数回Uターンして配置され、その配置隙間に吸着剤を充填するようにしたものとできる。
【0041】
いずれの場合にも、吸着剤の粒径はフィンもしくはプレートの配置間隔の1/2程度であれば、吸着剤の各粒子はフィンもしくはプレートと必ず接触し、また各粒子同士も必ず接触するので、上記した良好な伝熱、固定度合の向上が図れる。
以上、本発明についてまとめると、本発明は、熱交換流体が流れるチューブを有する熱交換部材と、この熱交換部材の表面に接着された多数の粒子状の吸着剤とを備える吸着式冷凍装置の吸着コアの製造方法において、熱交換部材の表面に接着剤を塗布してこの接着剤の接着力を一時的に無くした状態で、吸着剤を熱交換部材に充填した後、接着剤の接着力を復活させて吸着剤を熱交換部材の表面に接着する吸着式冷凍装置の吸着コアの製造方法を提供するものである。
【図面の簡単な説明】
【図1】吸着式冷凍装置の概略全体構成図である。
【図2】(a)は本発明に係る吸着式冷凍装置の吸着コアの斜視図、(b)は熱交換器と吸着剤の粒子との接着状態を示す模式図である。
【図3】本発明の第1及び第2実施形態の製造方法の工程図である。
【図4】上記第1及び第2実施形態の製造方法を説明する説明図である。
【図5】本発明の第3実施形態の製造方法の工程図である。
【図6】上記第3実施形態の製造方法を説明する説明図である。
【図7】先願の吸着式冷凍装置の吸着コアの製造方法を示す説明図である。
【符号の説明】
11、12…吸着コア、30…熱交換器、33…チューブ、50…吸着剤、
F…フィルム。
Claims (5)
- 熱交換流体が流れるチューブ(33)を有する熱交換部材(30)と、前記熱交換部材(30)の表面に接着され前記熱交換流体により冷却および加熱されることで気体冷媒を吸着および脱着することができる多数の粒子状の吸着剤(50)と、を備える吸着式冷凍装置の吸着コア(11、12)を製造する製造方法であって、
前記熱交換部材(30)の表面に接着剤を塗布する塗布工程と、
前記接着剤の接着力を一時的に無くす接着力抑止工程と、
前記接着剤の接着力を一時的に無くした状態で、前記吸着剤(50)を前記熱交換部材(30)に充填する充填工程と、
前記接着剤の接着力を復活させて前記吸着剤(50)を前記熱交換部材(30)の表面に接着する接着工程とを備えることを特徴とする吸着式冷凍装置の吸着コアの製造方法。 - 前記接着力抑止工程において、前記塗布された接着剤を乾燥させて接着力を一時的に無くし、
前記接着工程において、この接着力を一時的に無くした前記接着剤を溶媒で濡らすことで前記接着剤を活性化し接着力を復活させることを特徴とする請求項1に記載の吸着式冷凍装置の吸着コアの製造方法。 - 前記塗布工程において、前記接着剤を水で希釈した接着溶液として前記熱交換部材(30)の表面に塗布し、
前記接着力抑止工程において、前記塗布した接着溶液を冷凍することで接着力を一時的に無くし、
前記接着工程において、前記冷凍された接着溶液を解凍することで前記接着剤を活性化し接着力を復活させることを特徴とする請求項1に記載の吸着式冷凍装置の吸着コアの製造方法。 - 熱交換流体が流れるチューブ(33)を有する熱交換部材(30)と、前記熱交換部材(30)の表面に接着され前記熱交換流体により冷却および加熱されることで気体冷媒を吸着および脱着することができる多数の粒子状の吸着剤(50)と、を備える吸着式冷凍装置の吸着コア(11、12)を製造する製造方法であって、
接着力を一時的に無くした状態の接着剤からなるフィルム(F)を前記熱交換部材(30)の表面にコーティングするフィルム貼付け工程と、
前記吸着剤(50)を前記熱交換部材(30)に充填する充填工程と、
前記貼付けられたフィルム(F)の接着力を復活させて前記吸着剤(50)を前記熱交換部材(30)の表面に接着する接着工程とを備えることを特徴とする吸着式冷凍装置の吸着コアの製造方法。 - 前記フィルム(F)として、Bステージで反応を止めた熱硬化性接着剤からなるフィルムを用いることを特徴とする請求項4に記載の吸着式冷凍装置の吸着コアの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33314197A JP3820713B2 (ja) | 1997-12-03 | 1997-12-03 | 吸着式冷凍装置の吸着コアの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33314197A JP3820713B2 (ja) | 1997-12-03 | 1997-12-03 | 吸着式冷凍装置の吸着コアの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11166772A JPH11166772A (ja) | 1999-06-22 |
| JP3820713B2 true JP3820713B2 (ja) | 2006-09-13 |
Family
ID=18262759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33314197A Expired - Fee Related JP3820713B2 (ja) | 1997-12-03 | 1997-12-03 | 吸着式冷凍装置の吸着コアの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3820713B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100434835C (zh) * | 2005-02-06 | 2008-11-19 | 沈根法 | 一种吸收扩散式制冷机芯的制造方法 |
| DE102005058624A1 (de) * | 2005-03-15 | 2006-09-21 | Sortech Ag | Verfahren zur Herstellung eines Adsorberwärmetauschers |
| CN102600808A (zh) | 2006-01-30 | 2012-07-25 | 高级技术材料公司 | 纳米多孔碳材料,以及利用其的系统和方法 |
| JP2008039223A (ja) * | 2006-08-02 | 2008-02-21 | Denso Corp | 吸着式熱交換器およびその製造方法 |
| KR101524324B1 (ko) | 2007-06-22 | 2015-06-04 | 인티그리스, 인코포레이티드 | 태양열 흡착식 냉각 시스템용 구성요소 및 그 구성요소 제조 방법 |
| US8679231B2 (en) | 2011-01-19 | 2014-03-25 | Advanced Technology Materials, Inc. | PVDF pyrolyzate adsorbent and gas storage and dispensing system utilizing same |
| DE102011108467B4 (de) * | 2011-07-23 | 2022-01-13 | Volkswagen Aktiengesellschaft | Adsorptionswärmeübertragermodul sowie eine Adsorptionswärmeübertrageranordnung |
| JP5790640B2 (ja) * | 2012-12-26 | 2015-10-07 | ダイキン工業株式会社 | 吸着熱交換器の製造方法および製造装置 |
| FR3133769A1 (fr) * | 2022-03-23 | 2023-09-29 | Fives Cryo | Procede de revetement de surfaces internes d’un echangeur par un solide pulverulent |
-
1997
- 1997-12-03 JP JP33314197A patent/JP3820713B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11166772A (ja) | 1999-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3820713B2 (ja) | 吸着式冷凍装置の吸着コアの製造方法 | |
| JP4096646B2 (ja) | 冷却システム | |
| JP4347066B2 (ja) | 固体吸着ヒートポンプ | |
| CN115209975A (zh) | 高效率大气集水器及其使用方法 | |
| US10882145B2 (en) | Adsorption heat exchanger devices | |
| JP2011252700A (ja) | 吸着式熱交換器の製造方法 | |
| JP3943102B2 (ja) | 着霜防止機能を有する熱交換器及びその表面の着霜防止方法 | |
| WO2010134315A1 (ja) | 熱交換器及びその製造方法 | |
| JP3921820B2 (ja) | 吸着式冷凍機の吸着モジュール | |
| JPH10185353A (ja) | 吸着式冷凍装置 | |
| JP3867348B2 (ja) | 吸着剤モジュールの製造方法 | |
| JPH04143558A (ja) | 吸着熱交換器 | |
| JP2010270973A (ja) | 吸着熱交換器およびその製造方法 | |
| JP3777669B2 (ja) | 吸着式冷凍装置の吸着コア | |
| WO2022122568A1 (en) | Compact adsorption heat exchangers | |
| JP5333626B2 (ja) | 吸着シート、吸着素子およびその製造方法ならびにこれらの用途 | |
| JPH11287531A (ja) | 吸着式冷凍機の吸着器 | |
| JP3831962B2 (ja) | 吸着器及びその製造方法 | |
| JPH08271085A (ja) | 吸着器及び吸着式冷凍装置 | |
| JP2007190546A (ja) | 吸着シート、吸着素子およびその製造方法ならびにこれらの用途 | |
| JP2003021430A (ja) | 吸着コアの製造方法及び吸着コア | |
| JPH10185352A (ja) | 吸着式冷凍装置の吸着コア | |
| JP2008039223A (ja) | 吸着式熱交換器およびその製造方法 | |
| JP2007245018A (ja) | 吸着シート、吸着素子およびその製造方法ならびにこれらの用途 | |
| JPH09329370A (ja) | 吸着式冷凍装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060530 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060612 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |