JP3854537B2 - 熱可塑性樹脂発泡体の成形方法 - Google Patents
熱可塑性樹脂発泡体の成形方法 Download PDFInfo
- Publication number
- JP3854537B2 JP3854537B2 JP2002147544A JP2002147544A JP3854537B2 JP 3854537 B2 JP3854537 B2 JP 3854537B2 JP 2002147544 A JP2002147544 A JP 2002147544A JP 2002147544 A JP2002147544 A JP 2002147544A JP 3854537 B2 JP3854537 B2 JP 3854537B2
- Authority
- JP
- Japan
- Prior art keywords
- molten resin
- mold
- chamber
- filled
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Description
【産業上の利用分野】
本発明は、超臨界流体を用いた熱可塑性樹脂発泡体の成形方法に関する。
【0002】
【従来の技術】
近年、超臨界流体を用いた熱可塑性樹脂発泡材の形成方法が開発されている。超臨界流体は、液体に近い溶解性と気体と同程度の拡散性及び浸透性を有しているので、短時間で樹脂中に含浸する。また、超臨界流体を用いることにより、従来の化学発泡法やガス発泡法等では困難であった微細な発泡セルを樹脂内部に形成できるため、軽量かつ剛性重量比の高い発泡体を製造することができる。この発泡体の基礎となる形成方法が、米国特許5,158,986号に記載されている。この公報によれば、1)熱可塑性樹脂を押し出し成形によりシート化し、そのシートを超臨界状態のCO2を充満した加圧室に導入することで樹脂シート内に超臨界流体であるCO2を含浸させ、大気圧の発泡室で加熱発泡させることにより発泡体を形成する方法や、2)樹脂を押し出し機で溶融させながら、樹脂内へ超臨界状態のCO2を含浸させ、シート状に押し出した成形品を加圧室に導入し、加圧室内の圧力変化により発泡体となるセル核を形成し、そのセル核を加熱冷却することにより、所望のセル径やセル密度を得る方法が開示されている。
【0003】
上記発泡体を射出成形により成形した例として、射出成形機のシリンダ内で溶融した熱可塑性樹脂に超臨界状態のCO2等の不活性ガスを含浸させ、その熱可塑性樹脂を金型内に射出充填させた後、金型内を減圧することにより発泡させる装置及び成形方法が、特開平08−258096、特開平10−230528、特開2001−9882等に提案されている。特開平10−230528では、溶融樹脂の射出充填後に、金型の一部分あるいは一面全体を後退させてキャビティ容積を増大させ、キャビティ内を減圧することにより、熱可塑性樹脂の発泡制御を行っている。
【0004】
【発明が解決しようとする課題】
しかしながら、上記射出成形方法では、キャビティを型締めによって閉じた状態で超臨界流体を含浸した溶融樹脂を射出充填するので、特に、薄肉で大きな表面積を有する成形品の場合、溶融樹脂の充填口とキャビティ末端部とでは樹脂内の圧力差が大きくなる。したがって、キャビティ末端部に至るまで溶融樹脂を充填するには、溶融樹脂の射出充填圧を高くする必要がある。これに伴い、その充填圧に耐え得るキャビティの型締め圧が必要となるが、型締め圧を高くすることで充填される溶融樹脂の流動抵抗が増し、キャビティ内における圧力差をさらに増大させる要因となる。
【0005】
また、射出成形機の可塑化シリンダで加圧された溶融樹脂に含浸されている超臨界流体は、キャビティへ射出された際に減圧されることによりガス化し、溶融樹脂の表面から発泡する。したがって、樹脂表面層に平滑な無発泡層を形成する場合には、溶融樹脂の表面が発泡状態のまま金型により冷却されて固化することを防止する必要がある。そこで、従来の超臨界流体を用いた成形方法では、金型表面やその近傍を熱伝導率の低い材料とすることにより、溶融樹脂の熱量が金型に奪われるのを抑制し、樹脂表面の急激な冷却を抑制する方法が提案されている。この方法によれば、樹脂の粘性は低下し、樹脂への金型パターンの転写性も向上する。しかしながら、樹脂内部に発泡層を形成するためには、樹脂表面に無発泡のスキン層が形成された後に、樹脂内部の粘性が低い状態でキャビティ内圧を低下させる必要がある。一方、樹脂表面に微細な金型パターンを転写するためには、キャビティ内圧を増大させて溶融樹脂を金型パターンに十分に侵入させなければならない。これらの条件を同時に満たすことは難しく、これまで安定した発泡体を得ることができなかった。
【0006】
本発明の目的は、熱可塑性樹脂の内部に均一な厚みの発泡層を有する熱可塑性樹脂発泡体の新規な成形方法を提供することにある。
【0007】
【課題を解決するための手段】
本発明の第1の態様によれば、金型に溶融樹脂を充填することにより熱可塑性樹脂発泡体を成形する方法であって、
上記溶融樹脂に加圧CO2を含浸することと;
CO2が充填されたチャンバー内に配置され且つ上面が開放された金型容器に、CO2が含浸された溶融樹脂を充填することと;
金型容器に充填された溶融樹脂を、プレス金型を用いて加圧することと;
上記溶融樹脂を加圧した後に、金型容器とプレス金型で画成される空間の容積を増大させて溶融樹脂を発泡させることを含む熱可塑性樹脂発泡体の成形方法が提供される。
【0008】
本発明においては、例えば超臨界状態のCO2を予め含浸した溶融樹脂を用いて射出成形を行う。溶融樹脂は、予めCO2が充填されたチャンバー内で、上面が開放された金型容器に射出充填される。金型容器は、上面が開放されていることにより、溶融樹脂が充填される際の流動抵抗が極めて低いので、容器内で溶融樹脂の圧力差は生じない。予めチャンバー内に充填されたCO2は溶融樹脂に対して可塑材として機能することにより、溶融樹脂の粘性が低く保たれる。溶融樹脂の低流動抵抗及び低粘性により、溶融樹脂が金型の端部まで充分に広がると共に、金型容器の底面に形成されている成形パターン内部にまで十分に溶融樹脂が侵入する。次いで、プレス金型を用いて金型容器の開放面を閉鎖すると共に、溶融樹脂を加圧することにより、型締めが行われる。溶融樹脂の表面が金型容器及びプレス金型によって冷却され固化することにより、金型パターンが溶融樹脂に転写される。さらに、金型容器に相対してプレス金型を移動させて、金型容器及びプレス金型で画成される空間の容積を増大させる。これにより、空間内部の圧力が低下し、溶融樹脂が膨張する。同時に、溶融樹脂に予め含浸されていたCO2が圧力低下により気化し、溶融樹脂の内部は発泡状態となる。この状態で溶融樹脂を冷却することにより、熱可塑性樹脂発泡体を得ることができる。
【0009】
本発明の第2の態様によれば、金型に溶融樹脂を充填することにより熱可塑性樹脂発泡体を成形する方法であって、
上記溶融樹脂に加圧CO2を含浸することと;
CO2が充填されたチャンバー内に配置され且つ上面が開放された金型容器に、CO2が含浸された溶融樹脂を充填することと;
金型容器に充填された溶融樹脂を、プレス金型を用いて加圧することと;
上記溶融樹脂を加圧した後に、金型容器とプレス金型で画成される空間内のCO2の圧力を低下させて溶融樹脂を発泡させることを含む熱可塑性樹脂発泡体の成形方法が提供される。
【0010】
本発明においては、例えば超臨界状態のCO2を予め含浸した溶融樹脂を用いて射出成形を行う。溶融樹脂は、予めCO2が充填されたチャンバー内で、上面が開放された金型容器に射出充填される。金型容器は、上面が開放されていることにより、溶融樹脂が充填される際の流動抵抗が極めて低いので、容器内で溶融樹脂の圧力差は生じない。予めチャンバー内に充填されたCO2は溶融樹脂に対して可塑材として機能することにより、溶融樹脂の粘性が低く保たれる。溶融樹脂の低流動抵抗及び低粘性により、溶融樹脂が金型の端部まで充分に広がると共に、金型容器の底面に形成されている成形パターン内部にまで十分に溶融樹脂が侵入する。次いで、プレス金型を用いて金型容器の開放面を閉鎖すると共に、溶融樹脂を加圧することにより、型締めが行われる。溶融樹脂の表面が金型容器及びプレス金型によって冷却され固化することにより、金型パターンが溶融樹脂に転写される。さらに、金型容器及びプレス金型で画成された空間内のCO2の圧力を、例えば、プレス金型内部に設けた通路及びプレス金型外部に設けた排気管を通してCO2をチャンバー外部に排気することにより低下させる。同時に、溶融樹脂に予め含浸されていたCO2が圧力低下により気化し、溶融樹脂の内部は発泡状態となる。この状態で溶融樹脂を冷却することにより、熱可塑性樹脂発泡体を得ることができる。
【0011】
本発明の第1及び第2の態様においては、溶融樹脂をプレス金型で加圧する工程及び/又は発泡工程は、CO2を充填したチャンバー内で行ってもよく、あるいは別の場所に金型容器を移送して行ってもよい。
【0012】
本発明の第3の態様によれば、熱可塑性樹脂発泡体を成形する方法であって、
溶融樹脂に加圧CO2を含浸することと;
CO2が充填されたチャンバー内に配置され且つ上面が開放された容器に、CO2が含浸された溶融樹脂を充填することと;
上記容器に充填された上記溶融樹脂を、上記チャンバー内のCO2の圧力を低下させて発泡させることを含む熱可塑性樹脂発泡体の成形方法が提供される。
【0013】
本発明においては、例えば超臨界状態のCO2を予め含浸した溶融樹脂を用いて射出成形を行う。溶融樹脂は、予めCO2が充填されたチャンバー内で、上面が開放された容器に射出充填される。容器は、上面が開放されていることにより、溶融樹脂が充填される際の流動抵抗が極めて低いので、容器内で溶融樹脂の圧力差は生じない。予めチャンバー内に充填されたCO2は溶融樹脂に対して可塑材として機能することにより、溶融樹脂の粘性が低く保たれる。溶融樹脂の低流動抵抗及び低粘性により、溶融樹脂が容器の端部まで充分に広がると共に、容器の底面に形成されている成形パターン内部にまで十分に溶融樹脂が侵入する。次に、必要に応じて、例えば、容器を回転ステージ等を用いて回転させて容器上の溶融樹脂の厚みを均一にした後、チャンバー内のCO2の圧力を低下させる。これにより、チャンバー内部の圧力が低下する。同時に、溶融樹脂に予め含浸されていたCO2が圧力低下により気化し、溶融樹脂の内部は発泡状態となる。この状態で溶融樹脂を冷却することにより、熱可塑性樹脂発泡体を得ることができる。
【0014】
【発明の実施の形態】
本発明の実施の形態を、図を用いて説明するが、本発明はこれに限定されるものではない。
【0015】
【実施例1】
本発明に用いた熱可塑性樹脂発泡体を成形するための成形装置を、図1及び2を用いて説明する。本成形装置は、図2に示すように、主に、チャンバー1、射出充填部5、型締部4、成形品取出部21及び移動金型予熱部22からなる。なお、図1は、図2におけるA’−A’線の断面を示した図である。
【0016】
チャンバー1は、図2に示すように、直径1000mm、高さ200mmの円筒状に形成されている。チャンバー1は、円筒の中心軸AXを中心として、外周部まで放射状に延在する壁15、16、17及び18により、その内部が4つのサブチャンバー11、12、13及び14に区画されている。壁15、16、17及び18は、それぞれ上下動を行う機構(不図示)により上下動可能であり、例えば、壁15、16が上昇しているときにサブチャンバー11は密閉される。チャンバー1には、移動金型20を、チャンバー1の中心軸AXを中心として回転移動させるための搬送装置19が設けられている。搬送装置19は、中心軸AX上に位置するロータ100と、ロ―タ100から放射状に延在する4本のアーム101とを有しており、各アームの先端には移動金型20を把持する不図示のチャックが設けられている。ロータ100の回転(時計方向)により、移動金型20が各サブチャンバー間を移動するときのみ、該当する壁が下降しサブチャンバー間の雰囲気を連通させ、移動金型20の移動が完了すると、該当する壁が上昇し再びサブチャンバー同士を隔離する。図2に示したように、ロータ100の回転により、移動金型20はサブチャンバー11〜14を順次移動して、各サブチャンバーで作業が行われる。サブチャンバー11では、移動金型20に樹脂の射出成形と型締め(圧縮)が行われる。サブチャンバー12、14は待機室であり、サブチャンバー13では成形品の取出し及び移動金型20の加熱が行われる。
【0017】
各移動金型20は、金型用鋼材である日立金属社製HPM38からなる円筒状の金属容器である。図3に示すように、移動金型20の底面20aには、所望の凹凸パターンが形成されたスタンパ23が、不図示のスタンパ押えを介して設置されている。
【0018】
図1及び2に示すように、サブチャンバー11の上方には、時計回り方向に順に、射出充填部5及び型締部4が配置されている。射出充填部5及び型締部4は、このサブチャンバー11において、移動金型20への溶融樹脂の射出充填及び金型の型締めをそれぞれ行なう。
【0019】
中心軸AXに関してサブチャンバー11に対向するサブチャンバー13内は、成形品取出部21及び移動金型予熱部22が設けられており、サブチャンバー13の内部が大気圧状態に維持されている。移動金型予熱部22における加熱手段として、高周波誘導加熱またはマイクロ波加熱等が用いられる。予め移動金型20を加熱することによって、移動金型20上に射出充填される溶融樹脂の温度をガラス転移温度以上に維持することができる。
【0020】
射出充填部5は、図1に示すように、溶融樹脂の可塑化部2、射出部3及びステージ70からなる。可塑化部2及び射出部3は、スクリュー・プリプラ式の射出機構で構成されている。可塑化部2は先端にあるノズル2’が水平面に対して斜め下向きとなるように配置されている。可塑化部2は、主にシリンダ33、スクリュー37及びヒーター36から構成される。スクリュー37は、シリンダ33の内部に配置され、シリンダ33内に充填された溶融樹脂を可塑化する。ヒーター36は、シリンダ33の周囲に配置され、シリンダ33内で可塑化された溶融樹脂の可塑状態を維持するために、シリンダ33を加熱する。シリンダ33の側面には、第1ベントポート34及び第2ベントポート35が形成されている。第1ベントポート34は、シリンダ33内で、スクリュー37の回転により可塑化された樹脂から発生したモノマー成分等の揮発ガスを、真空ポンプ32を用いて外部に排気するために用いられる。また、第2ベントポート35は、超臨界状態の加圧CO2を、CO2ガスボンベ38から加圧CO2発生装置39を介して、シリンダ33内に充填するために用いられる。
【0021】
射出部3は、射出シリンダ40及びゲート開閉シリンダ42で構成されている。射出シリンダ40は、可塑化部2の下方に配置され、水平方向に延在する。射出シリンダ40内部には、射出プランジャー41が配置され、射出シリンダ40内に充填された溶融樹脂を射出する。射出プランジャー41は、射出シリンダ40先端近傍に形成された溶融樹脂供給口40’から後退した位置に配置されている。射出プランジャー41の位置により、ゲート開閉シリンダ42を介して移動金型20内に射出充填される溶融樹脂の量が決定される。また、射出シリンダ40の溶融樹脂供給口40’で射出シリンダ40の内部と可塑化部2のノズル2’とが通じる。ゲート開閉シリンダ42は、射出シリンダ40の先端部に隣接して鉛直方向に延在しており、その先端がサブチャンバー11内部に至っている。ゲート開閉シリンダ42の内部には、ゲート開閉ピストン45が配置されており、ゲート開閉ピストン45によってゲート開閉シリンダ42内に充填された溶融樹脂がサブチャンバー内に射出される。また、ゲート開閉シリンダ42の周囲にはバンドヒーター43が設置されており、バンドヒーター43によってゲート開閉シリンダ42内に充填された溶融樹脂の温度制御が行われる。射出シリンダ40のノズル40”は、ゲート開閉シリンダ42と所定の高さ位置において連通している。ステージ70は、サブチャンバー11内において、ゲート開閉シリンダ42の下方に配置される。ステージ70は、モーター90上に、モーター90の軸BXを中心に回転可能に設置されている。ステージ70上面には、搬送装置(19)によって搬送されてきた移動金型20が載置され、この移動金型20上に溶融樹脂が射出充填される。
【0022】
型締部4は、図1に示すように、主に、プレスステージ50、ステージドライバ51及びプレスシリンダ52からなる。プレスステージ50は、サブチャンバー11内部でステージドライバ51の上面に設置される。また、プレスステージ50の上面には、射出充填部5より搬送装置(19)により搬送されてきた移動金型20が載置される。ステージドライバ51を駆動させることにより、プレスステージ50を介して移動金型20が上下動する。プレスシリンダ52は、サブチャンバー11の上部に設置されている。プレスシリンダ52の内部には、シリンダ内を鉛直方向に上下動するプレスピストン53が設置されている。また、プレスピストン53の下面にプレス金型54が取り付けられている。プレス金型54は、プレスピストン53を下降したときに、移動金型20の凹部と嵌合して凹部内の樹脂を圧縮する。
【0023】
次に、熱可塑性樹脂発泡体の成形方法について、図1及び3を用いて説明する。まず、溶融樹脂の射出充填工程について説明する。図示しない乾燥機より、射出充填部5における可塑化部2のホッパ30に、ポリカーボネートからなるペレット(成形材料)が供給される。次いで、ペレットは、ホッパ30の周囲に設置されたヒーター31によって、ホッパ30内部で加熱され、より乾燥状態が促進される。このとき、ホッパ30内部は真空ポンプ32により脱気される。次いで、乾燥ペレットは、可塑化部2のシリンダ33に供給される。第1ベントポート34から可塑化時に発生する揮発ガスを真空ポンプ32より脱気させ、溶融樹脂を飢餓状態にする。次いで、溶融樹脂が供給されたシリンダ33内に、第2ベントポート35から超臨界流体である加圧CO2を充填する。
【0024】
シリンダ33において加圧CO2が充填された溶融樹脂は、スクリュー37が回転することにより、シリンダ33のノズル2’を介して、射出シリンダ40に充填される。次いで、射出シリンダ40の射出プランジャー41を前進(押出)させることによって、射出シリンダ40内に供給された溶融樹脂のみが、射出シリンダ40のノズル40”を介してゲート開閉シリンダ42に供給される。射出プランジャー41の先端が射出シリンダ40のノズル40”まで移動した状態では、溶融樹脂供給口40’が射出プランジャー41によって塞がれる。これにより、可塑化部2のシリンダ33内部は閉塞状態となる。この状態で、シリンダ33内のスクリュー37を回転させることにより、シリンダ33内部に存在する溶融樹脂の圧力を高く維持することができる。次いで、ゲート開閉シリンダ42に供給された溶融樹脂をバンドヒーター43で温度制御する。次いで、ゲート開閉ピストン45の先端部46を上昇させることにより、ゲート開閉シリンダ42のゲート47が開放され、移動金型20上に溶融樹脂が充填される。
【0025】
図3は、図1中の符号Aの部分を拡大した図である。ゲート開閉シリンダ42のゲート47から、溶融樹脂RSが移動金型20上に設置されたスタンパ23上に充填される。このとき、移動金型20は上方が開放された容器であるので、溶融樹脂RSはその流路を制限されることなく、底面20aに設置されたスタンパ23上に流れ出す。サブチャンバー11内部には、CO2ガスボンベ38から加圧CO2発生装置39を介して供給されたCO2が、圧力10MPaで予め充填されている。このCO2が、溶融樹脂RSの可塑材として機能する。これにより、射出充填された溶融樹脂RSの粘性が低く保たれる。また、このCO2により、溶融樹脂RS内に含浸されている加圧CO2や残留ガスの揮発による発泡や、空気等が溶融樹脂内に取り込まれることによる発泡を抑制することができる。さらに、サブチャンバー11内のCO2の圧力を一定に保つことにより、溶融樹脂RSに予め含浸されている加圧CO2の含有量の変化を抑制できる。これにより、高アスペクト比で微細なパターンを有するスタンパを移動金型20に設置した場合においても、パターンの細部に至るまで溶融樹脂を十分侵入させることができる。
【0026】
次に、溶融樹脂に金型パターンの転写工程について、図1を用いて説明する。まず、射出充填部5で溶融樹脂の充填が行われた移動金型20を、同一サブチャンバー内のプレスステージ50上に搬送装置(19)を用いて移動する。次いで、プレスピストン53を鉛直方向に押し下げることにより、プレス金型54を移動金型20に嵌合させる。これにより、移動金型20上の溶融樹脂が圧縮される。プレス金型54により、露出している溶融樹脂の表面がほぼ一様な圧力で圧縮されるため、溶融樹脂の内部圧力差は殆ど生じない。このときのプレス金型54の表面は、CO2を含浸した溶融樹脂のガラス転移温度以上であることが望ましい。溶融樹脂はほぼ均等な圧力でプレス金型54の金型面に接触するので、溶融樹脂の表面は一様に冷却され固化する。
【0027】
次いで、溶融樹脂の表面が固化しているが、溶融樹脂内部が未だ固化していない状態で、移動金型20をステージドライバ51によって下降させる。これにより、移動金型20とプレス金型54で画成される空間の容積が増大すると共にその内圧が低下する。同時に、溶融樹脂内に予め含浸されていた超臨界状態のCO2が、圧力低下により気化し、溶融樹脂は発泡状態となる。この状態で溶融樹脂が冷却されることにより、溶融樹脂が固化して内部に発泡層を有する樹脂成形品を形成することができる。また、溶融樹脂内部が未だ固化していない状態で、再度加圧することにより、樹脂内部を無発泡状態に戻すことも可能である。
【0028】
こうして、内部が発泡化された樹脂成形品は、搬送装置(19)により、サブチャンバー12、13の順に移動される。図2に示すように、移動金型20をサブチャンバー11からサブチャンバー13に移動する際に、まず、サブチャンバー11と12の間に位置する壁16が下降し、サブチャンバー11と12の雰囲気を連通させる。次いで、搬送装置19によって移動金型20がサブチャンバー11からサブチャンバー12に移送される。移動金型20がサブチャンバー12に完全に侵入した状態で壁16が上昇し、サブチャンバー11と12の雰囲気が隔離される。次いで、サブチャンバー12と13の間に位置する壁17が下降し、サブチャンバー12と13の雰囲気が連通する。搬送装置19によって、移動金型20をサブチャンバー12からサブチャンバー13に移動した後、壁17を上昇する。こうすることで、サブチャンバー11と13を直接連通させることなくサブチャンバー11から13に移動金型20を移送することができる。
【0029】
サブチャンバー13に移送された移動金型20は、成形品取出部21に位置付けられる。成形品取出部21では、移動金型20内で固化した成形品が、図示しない取出口から装置外に取り出される。次いで、空となった移動金型20は、搬送装置19により移動金型予熱部22に移送される。移動金型予熱部22では、次の射出成形のために移動金型20が加熱される。
【0030】
移動金型予熱部22で加熱された移動金型20は、搬送装置19により、サブチャンバー14、11の順に移動される。まず、サブチャンバー13と14の間に位置する壁18が下降し、サブチャンバー13と14の雰囲気を連通させる。次いで、搬送装置19によって移動金型20がサブチャンバー13からサブチャンバー14に移送される。移動金型20がサブチャンバー14に完全に侵入した状態で、壁18が上昇し、サブチャンバー13と14の雰囲気が隔離される。次いで、サブチャンバー14と11の間に位置する壁15が下降し、サブチャンバー14と11の雰囲気が連通する。搬送装置19によって、移動金型20をサブチャンバー14からサブチャンバー11に移動した後、壁15を上昇する。こうすることで、サブチャンバー13と11を直接連通させることなくサブチャンバー13から11に移動金型20を移送することができ、サブチャンバー13における移動金型予熱部22で発生した熱がサブチャンバー11に伝わることが防止される。
【0031】
以上のように、移動金型20を本成形装置の各動作部間で移動させることにより、一連の成形作業が行われる。本成形装置の搬送装置19には、上述の通り4本のアームが設けられているので、4つの移動金型をそれぞれの動作部で、同時に処理することができる。例えば、射出充填部において、ある移動金型20に溶融樹脂の充填が行われている最中に、溶融樹脂充填の準備段階として別の移動金型20が移動金型予熱部22で加熱される。このような、装置内部での効率的な作業が行われることにより、成形品のスループットが向上される。
【0032】
【実施例2】
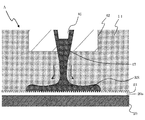
本発明における第2の実施形態について、図4を用いて説明する。上記実施例では、金型プレスした後に移動金型20を所定距離だけ下降させることにより、溶融樹脂内部に発泡層を形成したが、本実施例では、移動金型20と金型プレス54の間を閉塞した状態で、その閉塞した空間の内部圧力を低下させることにより溶融樹脂内部に発泡層を形成した。図4に示すように、溶融樹脂RSが充填された移動金型20とプレス金型54を嵌合させた状態でその内部を閉塞する。プレス金型54内部には、溶融樹脂との接触面である面54aの端部近傍から金型の側面に至るまで通路54’が設けられている。また、プレス金型54の側面に形成されている通路54’の開口部からサブチャンバー11の外部にかけて、排気管55が設けられている。サブチャンバー11外の排気管55には、電磁弁77が設けられている。電磁弁77を作動させることにより、空間80内のCO2が、通路54’及び排気管55を介して、サブチャンバー11の外部に排気される。これにより、閉塞した空間80内のCO2の量が減少する。よって、空間80の内圧は低下する。これに伴い、溶融樹脂内部に含浸されている超臨界流体である加圧CO2の圧力も低下し、溶融樹脂内部のCO2が発泡する。この状態で溶融樹脂が冷却されることにより、溶融樹脂が固化して内部に発泡層を有する樹脂成形品を形成することができる。
【0033】
【変形例】
本発明における変形例を、図1を用いて説明する。上記実施例では、移動金型20に溶融樹脂を充填した後に、移動金型20を型締部4に移動して溶融樹脂の型締めを行うことにより熱可塑性樹脂発泡体を成形したが、本変形例においては、移動金型20に溶融樹脂を充填した後に、移動金型を射出充填部下方に配置したまま、ステージ70に連結したモーター90を駆動して移動金型20を回転させる。金型が回転することにより、移動金型20上に射出充填された溶融樹脂は移動金型20の遠心力により金型表面全体に広がり、その膜厚が均一となる。この状態で、サブチャンバー11内のCO2圧力を低下させる。この圧力制御により、溶融樹脂内部に含浸しているCO2が発泡状態となり、ステージ70に埋設された冷却装置(不図示)等で冷却することで、樹脂内部に均一な発泡層を形成することができる。この方法を用いることにより、型締めすることなく、厚さ0.1mm程度の薄い熱可塑性樹脂発泡体を成形することが可能である。また、本変形例では、金型を搬送装置で別の場所に移動することなく、熱可塑性樹脂発泡体を製造することができる。
【0034】
上記実施例及び変形例では、ペレット(成形材料)として、ポリカーボネートを用いたが、これに限らず、例えば、ポリエチレン、ポリスチレン、ポリオレフィン、ポリアセタール、ポリカーボネート、ポリフェニレンオキシド、ポリメチルペンテン、ポリエーテルイミド、ABS樹脂等、または、それらの共重合体を用いることができる。
【0035】
上記実施例及び変形例では、溶融樹脂の充填を一箇所のゲートから行ったが、複数のゲートを設けて、それらのゲートから溶融樹脂の充填を行ってもよい。複数のゲートから溶融樹脂を充填した場合、一箇所のゲートから充填した場合よりも溶融樹脂は移動金型20内に一層均一に充填され、一様に冷却される。一又は複数のゲートを配置する位置を、成形品の形状に合わせて適宜調整してもよい。これにより、成形品の形状に応じて、移動金型への一層効率的な溶融樹脂の充填が可能となる。
【0036】
上記実施例では、溶融樹脂内部に発泡層を形成するために、ステージドライバ51を用いて移動金型20を上昇させたが、プレス金型54が設置されたプレスピストン53の下降量を制御することにより、プレス金型54と移動金型20で形成される空間容積を調整してもよい。
【0037】
上記実施例及び変形例では、サブチャンバー11とは異なるサブチャンバー13にて移動金型20を予め加熱したが、移動金型20が載置されるステージ70に内蔵したヒーター71を用いて、サブチャンバー11内で移動金型20を加熱してもよい。また、上記実施例では、金型パターンの転写工程において、プレス金型54に溶融樹脂を接触させて溶融樹脂の表面を温度制御したが、プレス金型54が設置されるプレスピストン53及び移動金型20が載置されるプレスステージ50にそれぞれ内蔵した、ヒーター75及び冷却装置76を用いて温度制御を行ってもよい。ヒーター75及び冷却装置76を用いてプレス金型54及び移動金型20を温度制御することによって、溶融樹脂が急冷されることを防止する。これにより、溶融樹脂表面の冷却ムラの発生や発泡を抑制できる。冷却装置76として、冷却水を還流させてもよい。
【0038】
溶融樹脂が固化した後またはプレス金型54と移動金型20が嵌合した状態で、サブチャンバー内のCO2の入替えを行ってもよい。この入替えは以下のような操作で行う。密閉されたサブチャンバー11を、電磁弁60を介して大気開放した後に、電磁弁61を作動させることにより、真空ポンプ32で急速に減圧する。次いで、電磁弁62を作動することにより、加圧CO2発生装置39からサブチャンバー11に加圧CO2を供給する。これにより、サブチャンバー内に発生した余分な酸素や樹脂からの揮発成分、また、微細パターン内の残留ガス等を完全に排気することができる。
【0039】
上記実施例では、サブチャンバー内で移動金型20を移動させて溶融樹脂の射出充填及び金型パターンの転写を行ったが、射出充填部5及び型締部4の移動機構を設けて、移動金型20を固定した状態で、射出充填部5及び型締め部4を移動させることにより射出充填及び金型パターン転写を行ってもよい。さらに、射出充填部5及び型締め部4をそれぞれ独立したチャンバー内に設置して、射出充填及び金型パターン転写を行ってもよい。
【0040】
【発明の効果】
本発明においては、溶融樹脂の粘性が均一且つ低い状態で金型に充填されるので、特に、流動性の低い成形材料を用いた成形には好適である。また、金型がチャンバー内で開放された状態で溶融樹脂が充填されるので、大型な成形品を製造する場合においても、溶融樹脂の充填圧や型締め時の圧力を低くすることができ、射出成形装置の構造を簡略化できる。さらに、溶融樹脂の射出充填後、型締めを行わずにチャンバー内のCO2の圧力を低下させることで、発泡体を得ることができるので、さらに射出成形装置を小型化することができる。
【0041】
また、本発明においては、溶融樹脂の射出充填の際に、高圧の充填圧や型締圧を必要としないため、金型を薄くすることができる。この金型は熱容量が小さくなり、熱伝導効率も良くなる。したがって、金型の温度制御が容易であると共に、溶融樹脂の熱が金型によって急速に奪われることを抑制し、よって、樹脂内部の構造が非常に安定した成形品を製造することができる。
【図面の簡単な説明】
【図1】 本発明に用いた熱可塑性樹脂成形装置の射出充填部、型締部及びその下方に位置するサブチャンバーを概略的に示した断面図である。
【図2】 本発明に用いた熱可塑性樹脂成形装置におけるチャンバーの概略平面図である。
【図3】 本発明に用いた熱可塑性樹脂成形装置の、溶融樹脂の充填の様子を概略的に示した図である。
【図4】 本発明の実施例2の型締部における移動金型近傍を概略的に示した図である。
【符号の説明】
1 チャンバー
11,12,13,14 サブチャンバー
2 可塑化部
3 射出部
4 型締部
5 射出充填部
15,16,17,18 壁
20 移動金型
21 成形品取出部
22 移動金型予熱部
23 スタンパ
33 シリンダ
40 射出シリンダ
41 射出プランジャー
42 ゲート開閉シリンダ
50 プレスステージ
53 プレスピストン
54 プレス金型
Claims (6)
- 金型に溶融樹脂を充填することにより熱可塑性樹脂発泡体を成形する方法であって、
上記溶融樹脂に加圧CO2を含浸することと;
CO2が充填されたチャンバー内に配置され且つ上面が開放された金型容器に、CO2が含浸された溶融樹脂を充填することと;
金型容器に充填された溶融樹脂を、プレス金型を用いて加圧することと;
上記溶融樹脂を加圧した後に、金型容器とプレス金型で画成される空間の容積を増大させて溶融樹脂を発泡させることを含む熱可塑性樹脂発泡体の成形方法。 - 金型に溶融樹脂を充填することにより熱可塑性樹脂発泡体を成形する方法であって、
上記溶融樹脂に加圧CO2を含浸することと;
CO2が充填されたチャンバー内に配置され且つ上面が開放された金型容器に、CO2が含浸された溶融樹脂を充填することと;
金型容器に充填された溶融樹脂を、プレス金型を用いて加圧することと;
上記溶融樹脂を加圧した後に、金型容器とプレス金型で画成される空間内のCO2の圧力を低下させて溶融樹脂を発泡させることを含む熱可塑性樹脂発泡体の成形方法。 - 上記加圧CO2が超臨界状態であることを特徴とする請求項1または2に記載の熱可塑性樹脂発泡体の成形方法。
- 上記溶融樹脂を加圧する工程を上記チャンバー内で行うことを特徴とする請求項1〜3のいずれか一項に記載の熱可塑性樹脂発泡体の成形方法。
- 熱可塑性樹脂発泡体を成形する方法であって、
溶融樹脂に加圧CO2を含浸することと;
CO2が充填されたチャンバー内に配置され且つ上面が開放された容器に、CO2が含浸された溶融樹脂を充填することと;
上記容器に充填された上記溶融樹脂を、上記チャンバー内のCO2の圧力を低下させて発泡させることを含む熱可塑性樹脂発泡体の成形方法。 - 上記加圧CO2が超臨界状態であることを特徴とする請求項5に記載の熱可塑性樹脂発泡体の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002147544A JP3854537B2 (ja) | 2002-05-22 | 2002-05-22 | 熱可塑性樹脂発泡体の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002147544A JP3854537B2 (ja) | 2002-05-22 | 2002-05-22 | 熱可塑性樹脂発泡体の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003334850A JP2003334850A (ja) | 2003-11-25 |
| JP3854537B2 true JP3854537B2 (ja) | 2006-12-06 |
Family
ID=29706052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002147544A Expired - Fee Related JP3854537B2 (ja) | 2002-05-22 | 2002-05-22 | 熱可塑性樹脂発泡体の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3854537B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006035430A (ja) * | 2004-07-22 | 2006-02-09 | Komatsu Sanki Kk | 熱プレス装置及び方法 |
| JP5689752B2 (ja) * | 2011-06-14 | 2015-03-25 | パナソニックIpマネジメント株式会社 | 体積測定装置及び体積変化測定方法 |
| CN109385058B (zh) * | 2018-09-06 | 2020-08-11 | 广东奔迪新材料科技有限公司 | 一种超临界流体制备无模立体结构发泡制品的方法 |
| JP7604803B2 (ja) * | 2020-08-06 | 2024-12-24 | Toppanホールディングス株式会社 | 射出成形体及びその製造方法 |
| CN112289499B (zh) * | 2020-10-22 | 2022-04-15 | 安徽瑞之星电缆集团有限公司 | 一种外太空用射频信号传输电缆及其制造工艺 |
-
2002
- 2002-05-22 JP JP2002147544A patent/JP3854537B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003334850A (ja) | 2003-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3331521B2 (ja) | 成形用具の温度制御法 | |
| JP3554372B2 (ja) | 射出成形装置 | |
| JP6021262B2 (ja) | 繊維複合成形品の圧縮成形方法および繊維複合成形品の圧縮成形装置 | |
| JP6021256B2 (ja) | 繊維複合成形品のプレス成形方法、繊維複合成形品のプレス成形装置、および繊維複合成形品の金型 | |
| US8105529B1 (en) | Heated injection molding system and method | |
| TW201440921A (zh) | 砂模塑模方法及砂模塑模裝置 | |
| JP3854537B2 (ja) | 熱可塑性樹脂発泡体の成形方法 | |
| JPH08244072A (ja) | 射出成形金型及び成形方法 | |
| US20030001303A1 (en) | Method and apparatus for supplying resin material to injection molder, and foamed product | |
| CN2136124Y (zh) | 注射成型机的模具 | |
| JP3066745B2 (ja) | 物品の製造方法および装置 | |
| CN210477572U (zh) | 一种粒子熔合超临界模压发泡生产装置 | |
| WO2003047831A1 (en) | Device and method for filling moulds | |
| CN115847749A (zh) | 一种具有定量注塑功能的注塑模具 | |
| JP3893080B2 (ja) | 熱可塑性樹脂の成形方法及び成形装置 | |
| JP3839726B2 (ja) | 超臨界流体を用いた成形方法 | |
| JP2003231148A (ja) | 熱可塑性樹脂発泡体の成形方法 | |
| CN112406043B (zh) | 一种制造塑料制品的模具 | |
| CN114905027A (zh) | 铸件制造方法和装置 | |
| JP3615650B2 (ja) | ガスアシスト射出成形法及びガスアシスト射出成形装置 | |
| CN1307032C (zh) | 提高压制成型产品质量的方法及其装置 | |
| JP3939164B2 (ja) | 熱可塑性樹脂発泡体の成形方法及び装置 | |
| TWI904886B (zh) | 成形模、樹脂成形裝置、及樹脂成形品之製造方法 | |
| CN217144848U (zh) | 一种新型塑料注空成型装置 | |
| CN204414468U (zh) | 热塑性树脂中空管制品注塑成型系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060908 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100915 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100915 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100915 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |