JP3855698B2 - 容器用フィルムラミネート金属板とその製造方法 - Google Patents
容器用フィルムラミネート金属板とその製造方法 Download PDFInfo
- Publication number
- JP3855698B2 JP3855698B2 JP2001232013A JP2001232013A JP3855698B2 JP 3855698 B2 JP3855698 B2 JP 3855698B2 JP 2001232013 A JP2001232013 A JP 2001232013A JP 2001232013 A JP2001232013 A JP 2001232013A JP 3855698 B2 JP3855698 B2 JP 3855698B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- container
- metal plate
- layer
- becomes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、主として、食品缶詰の缶胴及び蓋に用いられるラミネート金属板とその製造方法に関するものである。さらに詳しくは、製缶工程での成形性及び密着性が良好であり、内容物充填後の内容物取り出し性に優れ、またはさらに意匠性にも優れる容器用ラミネート金属板とその製造方法に関するものである。
【0002】
【従来の技術】
従来、食缶に用いられる金属缶用素材であるティンフリースチール(TFS)およびアルミニウム等の金属板には塗装が施されていた。この塗装を施す技術は、焼き付け工程が複雑であるばかりでなく、多大な処理時間を必要とし、さらに多量の溶剤を排出するという問題を抱えていた。そこで、これらの問題を解決するため、熱可塑性樹脂フィルムを加熱した金属板に積層する方法が数多く提案されている。
【0003】
これらの提案の多くは、フィルムと基材である金属板の密着性及び成形性の改善に関するものであり、その技術的思想は、概ね▲1▼極性基を有するフィルム(ポリエステル樹脂等)の適用(例えば、特開昭63−236640号公報等)、▲2▼フィルム表面へのコロナ放電等の処理による活性化等に代表される表面自由エネルギーの増大(例えば、特開平5−200961号公報等)に関するものである。特開平5−200961号公報には、ポリエチレン樹脂被覆金属板の加工後密着性等を確保するために、フィルムの表面自由エネルギーを38〜54dyn/cmの範囲に規定することが具体的に記載されている。
【0004】
前記で提案されているラミネート金属板を食品缶詰用途に使用すると、容器から内容物を取り出す際に、内容物が容器内面に強固に付着してしまい、内容物を取り出しにくいという問題がある。この問題は、消費者の購買意欲と密接に関係するため、内容物の取り出しやすさを改善することは、消費者の購買意欲を確保する上で極めて重要である。それにもかかわらず、これまで内容物の取り出し易さの改善に対する考慮は全くなされていない。
【0005】
一方、食品缶詰用途にラミネート金属板を用いる場合には、意匠性も重要な要求特性となる。しかし、これまでのラミネート金属板に関する提案の多くは、下地の金属色を如何に隠蔽するかに主眼がおかれ、一般消費者のニーズに答えられるような優れた意匠性を実現するに至っていない。現在、消費者の多くに好まれる色調は金色などの光輝色であるが、光輝色のない塗装によるもののみである。
【0006】
【発明が解決しようとする課題】
よって本発明は、上記事情を考慮し、内容物取り出し性を確保するとともに、容器加工に要求される成形性、密着性、またはさらに意匠性を兼ね備えた容器用フィルムラミネート金属板とその製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
発明者らは、上記課題を解決するために鋭意検討した結果、容器成形後に容器内面側になる樹脂フィルムが、ポリプロピレンフィルムまたはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムとし、ラミネート後の該樹脂フィルムの結晶化度を50%以上70%未満とすること、またはさらに前記複層フィルムの少なくとも一つの層に着色顔料を添加することで、この目的が達成されることを見出し、本発明に到達した。すなわち、本発明の要旨は以下のとおりである。
【0008】
(1)両面に樹脂フィルムラミネート層を有する容器用金属板であって、容器成形後に容器内面側になる樹脂フィルムが、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムであり、ラミネート後の該樹脂フィルムの結晶化度が50%以上70%未満であることを特徴とする容器用ラミネート金属板。
【0009】
(2)極性基を含む樹脂層が、無水マレイン酸変性されたポリプロピレンまたはプロピレン・エチレン系ランダム共重合体であることを特徴とする前記(1)に記載の容器用ラミネート金属板。
【0010】
(3)容器成形後に容器外面側となる樹脂フィルムがポリエステルを主成分とする樹脂フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層を有する複層フィルムであることを特徴とする前記(1)または(2)に記載の容器用ラミネート金属板。
【0011】
(4)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に着色顔料が添加されていることを特徴とする前記(1)〜(3)のいずれかに記載の容器用ラミネート金属板。
【0012】
(5)着色顔料は少なくとも1種類が無機顔料であることを特徴とする前記(1)〜(4)のいずれかに記載の容器用ラミネート金属板。
【0013】
(6)着色顔料のうちの1種類がアルミニウム粉であることを特徴とする前記(1)〜(5)のいずれかに記載の容器用フィルムラミネート金属板。
【0014】
(7)着色顔料のうちの1種類がマイカ粉であることを特徴とする前記(1)〜(6)のいずれかに記載の容器用フィルムラミネート金属板。
【0015】
(8)着色顔料のうちの1種類が二酸化チタン粉であることを特徴とする前記(1)〜(7)のいずれかに記載の容器用フィルムラミネート金属板。
【0016】
(9)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に染料が添加されていることを特徴とする前記(1)〜(8)のいずれかに記載の容器用ラミネート金属板。
【0017】
(10)染料が、容器成形後に容器内面側になる複層フィルムの密着層、および/または、容器成形後に容器外面側となる樹脂フィルムが複層フィルムである場合に該複層フィルムの密着層、に添加されていることを特徴とする前記(9)に記載の容器用ラミネート金属板。
【0018】
(11)両面に樹脂フィルムラミネート層を有する容器用金属板を製造する方法において、容器成形後に容器内面側になる金属板の表面に、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムのいずれかの樹脂フィルムを、ラミネートロール通過後の金属板の温度を該フィルム(A)または(B)の融点以上となる条件でラミネートし、金属板がラミネートロール通過後1秒以上7秒以内に冷却開始し、かつ冷却開始時の金属板の温度を前記フィルム(A)または(B)の融点−30℃以上とすることを特徴とする容器用ラミネート金属板の製造方法。
【0019】
(12)金属板がラミネートロール通過後冷却開始までの時間を1秒以上5秒以下とすることを特徴とする前記(11)に記載の容器用ラミネート金属板の製造方法。
【0020】
(13)容器成形後に容器外面側になる金属板の表面に、ポリエステルを主成分とする樹脂フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層を有する複層フィルムをラミネートすることを特徴とする前記(11)または(12)に記載の容器用ラミネート金属板の製造方法。
【0021】
(14)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に着色顔料が添加されていることを特徴とする前記(11)〜(13)のいずれかに記載の容器用ラミネート金属板の製造方法。
【0022】
(15)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に染料が添加されていることを特徴とする前記(11)〜(14)のいずれかに記載の容器用ラミネート金属板の製造方法。
【0023】
【発明の実施の形態】
以下、本発明について詳細に説明する。
本発明では、容器成形後に容器内面側になる樹脂フィルムが、ポリプロピレンフィルムまたはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルムである。
【0024】
ポリプロピレンフィルムまたはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体樹脂フィルムは、極性基を含まない分子構造であるため表面自由エネルギーが低く、いわゆる濡れにくいフィルムである。従って、これらのフィルムが食品缶詰の内面側に形成された場合、内容物を充填した際もフィルム表面で内容物がはじき易く、表面への固着を有効に防止できるため、内容物を容易に取り出すことが可能となる。また、これらのフィルムは、フィルム機械特性に関しても適度な破断伸び・破断強度を有することから成形性の点でも利点を有する。
【0025】
なお、これらのフィルムには、通常、表面を活性化して金属板との密着性を向上させるためにコロナ放電等の処理が施されるため、表面自由エネルギーが増大し前記の内容物取出し性が劣化する恐れがある。優れた特性を確保するためには、フィルムの少なくとも一方の面に対するコロナ放電等の表面活性化処理を省略し、処理を省略した面が容器成形後に容器内面側の内容物と接する側になるようにラミネートする必要がある。なお、コロナ放電等の表面活性化処理の省略は、フィルムの製造上なんら問題なく行える変更であるだけでなく、製造コストの削減にもつながるので、かえって好都合である。
【0026】
また、前記フィルムは、金属板と密着する側の面に極性基を含む樹脂の密着層を有することが望ましい。極性基を含む樹脂としては、具体的には無水マレイン酸変性されたポリプロピレンまたはポリプロピレン・エチレン系ランダム共重合体が好適であり、これにより、高い密着性が要求される用途への適用が可能となる。
【0027】
以上より、本発明に規定するフィルムを容器成形後に容器内面側に適用することにより、内容物取出し性・密着性に優れたラミネート金属板を製造することが可能となる。
【0028】
このフィルムに着色顔料を添加することで、下地の金属板を隠蔽しフィルム独自の多様な色調を付与できる。また隠蔽性を完全とせず下地の金属光沢を利用した光輝色の付与も達成でき、優れた意匠性を得ることも可能である。更にフィルム表面への印刷と異なり、フィルム内に直接顔料を添加して着色しているため、製缶加工においても色調が脱落する問題もなく、良好な外観を保持できる。また、一般的に製缶後には装飾印刷が施されるが、着色フィルムを用いることで工程の一部を省略することができ、コストの低減、有機溶剤・二酸化炭素の発生抑制も可能となる。
【0029】
添加する顔料としては、1種類または2種類以上の顔料を使用できるが、少なくともそのうちの1種類が無機顔料であることが望ましい。無機顔料を用いることで、下地金属の隠蔽性を高めることができる。食品缶詰用途には、ティンフリースチール(TFS)などの金属板が一般的に使用されるが、このような板に無色(透明)のフィルムをラミネートして成形した場合、缶胴部では、加工変形により、下地の金属光沢が失われ灰色を呈してしまう。このため、意匠性を付与するためには、下地の隠蔽性が必要であり、この点で無機顔料を添加することが好適である。
【0030】
無機顔料として具体的には以下のものが使用できる。金属光沢のような光輝色を発色させるためには、アルミニウム粉、ブロンズ粉、亜鉛末等を用いることが望ましい。なかでも、アルミニウム粉は、鱗片状のアルミニウム粉が容易に得ることができ、このアルミニウム粉を使用すると、鱗片状のアルミニウム粉がフィルム表面に並行に配列するため光を良く反射し金属光沢に富むので好適である。また、マイカ粉についても、表面処理を行うことで多様な色合いを発色させることが可能であるため好適である。例えば、酸化チタンや酸化鉄を被覆し、その被覆量を調整することで、金色、銀色、白色や明彩色等も発色させることが可能である。
【0031】
一般消費者に好まれる色調として、光輝色以外では白色が挙られ、清潔感を付与する効果がある。白を発色するための顔料としては、酸化チタン、亜鉛華、リトポン、硫化亜鉛等が好ましい。なかでも、酸化チタンは、白色顔料の中では、着色力・隠蔽力が最大であるため、好適である。
【0032】
この他、用途に応じて黒色、黄色、赤色、青色、緑色なども発色させることができる。黒色顔料としては、カーボンブラック、アセチレンブラック、黒鉛等を用いることができる。黄色顔料としては、黄鉛、カドミウム黄、亜鉛黄等を用いることができる。赤色顔料としては鉛丹、カドミウム赤等が、青色顔料としては群青、紺青、コバルト青等が、緑色顔料としては酸化クロム緑、クロム緑、亜鉛緑等を用いることができる。
【0033】
また、有機顔料の添加も可能であるが、一般に隠蔽力が劣り褪色しやすいものがあるため、選定にあたっては注意が必要となる。主として無機顔料と混ぜて増量剤として使用することが望ましい。
【0034】
以上のように、多種の顔料が使用できるが、その含有量(添加量)については特に規定するものではない。しかし、一般的に、樹脂フィルムに対して30mass%以上の含有量となると、隠蔽性については飽和するとともに経済的にも不利であるため、30mass%未満の範囲とすることが望ましい。樹脂フィルムが複層フィルムの場合、前記顔料の添加量は、顔料を添加した樹脂フィルム層(密着層に添加した場合は密着層)に対する割合である。
【0035】
また、容器成形後に容器外面側になる樹脂フィルムは、ポリエステルを主成分とするフィルム、あるいは前記フィルムおよびその金属板と密着する側に、エポキシフェノール等の密着層を有する複層フィルムが望ましい。通常、容器外面には商品名・商標等の印刷が施されるため、インクに対する濡れ性の高い、すなわち表面自由エネルギーの高いフィルムがラミネートされていることが望まれるためである。ここで、ポリエステルを主成分とする樹脂フィルムとは、樹脂フィルム中にポリエステルを50mass%以上含むフィルムであり、ポリエステル以外に、ポリオレフィン等を含むことができる。具体的には、PETフィルム等が成形性にも優れるため好適である。容器成形後に容器外面側になる樹脂フィルムへの顔料の添加については、上述の容器内面側となる樹脂フィルムの場合と同様である。容器成形後に容器外面側になる樹脂フィルムに添加する顔料の種類、添加量は、容器成形後に容器内面側になる樹脂フィルムに添加する顔料と、同一であってもよいし、異なっていてもよい。
【0036】
また、顔料に代えて、または顔料とともに、染料を添加することも可能である。染料は、水、油、溶剤にとける色素であって、顔料に比べ耐熱性・隠蔽性には劣るが、着色力、透明性に優れる鮮明な色調をもった着色剤である。この透明性に優れる特長を生かして、下地金属板の光沢を利用した着色が可能であり、金色・銀色等の光沢色を付与する場合に好適である。具体的には、アゾ系染料、アントラキノン系染料、インジゴ系染料などが使用できる。添加量は、前記顔料の場合と同様、30mass%未満が好ましい。コスト面からは、染料は顔料に代えて使用することが好ましく、密着層に添加することが特に好ましい。
【0037】
染料は、耐熱性の観点から使用可能な染料が制限される場合がある。染料を密着層に添加した場合、該密着層は、容器成形後に容器内面側になる樹脂フィルムのポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルムなどの母層となる樹脂フィルムを、押出法で製膜し、製膜後の前記母層となるフィルムに密着層をロールコーティング法で形成することが可能になる。
【0038】
前記母層となる樹脂フィルムの製膜するときの温度に比べ、密着層をロールコーティング法で形成するときの温度が低い。そのため、密着層に染料を添加する場合、染料には、前記母層となる樹脂フィルム中に添加する場合のように厳しい耐熱性は要求されないので、適用可能な染料の範囲を広げることが可能になる。また、容器成形後に容器外面側となる樹脂フィルムにおいては、上層に母層となる樹脂フィルムがあるので、耐候性の点からも有利である。
【0039】
容器成形後に容器内面側、外面側になる樹脂フィルムの膜厚は特に規定されない。汎用的に使用されている膜厚、例えば10〜50μm程度の膜厚のものを使用できる。
【0040】
以上のように、本発明に規定するフィルムを容器成形後に容器内外面に適用することにより、内容物取出し性、成形性、密着性、意匠性に優れたラミネート金属板を製造することが可能となる。
【0041】
前記樹脂フィルムは、金属板に熱融着して形成される。この時、容器成形後に容器内面側となるフィルムの結晶化度は、50%以上70%未満であることが必要である。これまでの本発明者らの検討結果から、フィルム内の結晶量が過度となると、成形性に悪影響を及ぼすことが判っている。従って、フィルムの結晶化度をコントロールすることにより成形性を改善させることが可能であり、フィルムの結晶化度を70%未満とすることで食品缶詰の缶胴及び蓋への成形が可能となる。一方、結晶化度を70%以上とすると、フィルムの成形性が劣化し、上記成形時にフィルム破断と、それに伴う缶の破胴等の問題が生じる。なお、フィルムの結晶化度が60%未満になると、更に成形性が向上するのでより望ましい。
【0042】
前記した容器内面側、外面側にラミネートされる樹脂フィルムは、原料のポリマー樹脂を、押出機で熱とせん断力をかけて溶融させ、T型ダイで広幅の薄い膜とし、ただちにチルロールで急冷して巻取る方法、また、T型ダイを通過後、フィルムを縦方向、横方向に二軸延伸させる方法等、通常の方法で製造される。その際、成形後に容器内面側になるフィルムについては、少なくとも一方の面について表面を活性化するために施すコロナ放電等の処理を省略する。
【0043】
着色顔料が添加された樹脂フィルムは次のようにして製造される。顔料の形態としては、ペースト状、粉状、マスターバッチが利用できる。マスターバッチとは、着色しようとする樹脂に顔料を高濃度に分散させたもので、板状、フレーク状、ペレット状の形態がある。これらの形態の顔料を、原料のポリマー樹脂と分散混合させ、押出機で溶融させ、Tダイで押出し、均一に着色された樹脂フィルムとする。
【0044】
染料が添加された樹脂フィルムについても、前記顔料が添加された樹脂フィルムと同様の方法で製造可能である。しかし、一般的に、染料は耐熱性が劣るため、前記のように押出機で染料を添加して溶融させた樹脂を押し出して所要の樹脂フィルムを製造する方法の場合、適用可能な染料が制限されたり、あるいはコスト的に割高な染料の使用が必要になるという問題がある。
【0045】
前記問題点を改善する観点からは、容器成形後に容器内面側になる樹脂フィルムのポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルムなどの母層となる樹脂フィルムを、前記方法(押出法)で製膜し、製膜後の前記母層となるフィルムに密着層をロールコーティング法等で形成するとともに、該密着層中のみに染料を混入されることが望ましい。この場合、容器成形後に容器外面側となる樹脂フィルムの密着層としては、エポキシフェノール樹脂などの接着剤を使用できる。
【0046】
前記母層となる樹脂フィルムを溶融するときの温度に比べて、密着層を形成するときの温度は低い。そのため、密着層に染料を添加する場合、前記母層となる樹脂フィルム中に染料を添加する場合のように厳しい耐熱性は要求されないので、適用可能な染料の範囲が広がり、前記した問題点をほぼ解決できる。
【0047】
金属板としては、容器用材料として広く使用されているアルミニウム板や軟鋼板等を用いることができ、特に下層が金属クロム、上層がクロム水酸化物からなる二層皮膜を形成させた表面処理鋼板(いわゆるTFS)等が最適である。
【0048】
TFSの金属クロム層、クロム水酸化物層の付着量についても、特に限定されないが、加工後密着性・耐食性の観点から、いずれもCr換算で、金属クロム層は70〜200mg/m2、クロム水酸化物層は10〜30mg/m2の範囲とすることが望ましい。
【0049】
次に、本発明に係るラミネート金属板の製造方法について説明する。
本発明のラミネート金属板は、その両面に樹脂フィルムを圧着ロール(以後ラミネートロールと称す)を用いて接触させ熱融着させて樹脂フィルムラミネート層を形成して得られる。
【0050】
金属板の一方の面(金属板の容器成形後に容器内面側になる面)には、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムのいずれかの樹脂フィルムをラミネートする。
【0051】
その際、金属板はラミネートロールで冷却されて温度低下するので、これを考慮して、ラミネートする金属板の予熱温度やラミネートロール温度を、ラミネートロール通過直後の金属板の温度が前記フィルム(A)または(B)の融点以上になるように設定する必要がある。
【0052】
これにより、ラミネート時に、フィルムがほぼ完全溶融した状態となって流動性が増し、金属板表面での濡れ現象が生じることから接触面積が増大し、以って密着性が向上する。また、フィルム溶融に伴いフィルム内の結晶構造が崩れ、成形性を阻害する結晶成分を非晶成分に変えることが可能となり、容器成形に必要なフィルム成形性を確保できる。一方、ラミネートロール通過後の金属板の温度がフィルムの融点未満であった場合は、フィルムの溶融が不十分となるため、金属板表面での濡れが不足し密着性が不十分になるとともに、結晶成分がフィルム内に過度に残留するため、所要の成形性を確保できなくなる。
【0053】
また、ラミネートロール通過後冷却開始までの時間は1秒以上5秒以下であることが望ましい。1秒未満であると、前記の溶融濡れ時間が短いため十分な接触面積が確保できず、密着性向上効果が乏しくなる。一方、5秒超えの場合は、ラミネートロール通過後に生ずるフィルムの再結晶化現象により、フィルム内に結晶成分が再形成されやすく成形性向上効果が乏しくなる。冷却開始までの時間を1秒以上5秒以下とすることで、密着性・成形性を向上させることができる。
【0054】
また、前記条件に加え、冷却開始時の金属板の温度は、フィルム融点−30℃以上とすることが必要である。すなわち、フィルムはラミネート開始〜冷却開始までの間、フィルム融点−30℃以上に維持されることにより、金属板表面での濡れが一層確実なものとなり、かつ再結晶化を有効に抑制し結晶化度を70%未満とすることが可能となる。この効果は、フィルム融点−10℃以上とすることで更に高まり、結晶化度を60%未満とすることが容易となる。一方、フィルム融点−30℃未満の温度であると、フィルム内の再結晶化が生じやすく、成形性が阻害されてしまう。温度の上限は特に規定するものではないが、少なくともフィルムの融点+90℃未満にすることが望ましい。
【0055】
前記フィルムが金属板と密着する側の面に密着層として極性基を有する樹脂層を有する場合も、前記と同様の条件でラミネートすることが必要である。ラミネートされたフィルムは前記と同様の作用効果を奏し、さらに密着層により表面の自由エネルギーが増加しラミネート後の密着性がより優れる。
【0056】
また、金属板の容器成形後に容器外面側になる面には、ポリエステルを主成分とする樹脂フィルムが好ましくラミネートされる。ポリエステルを主成分とするフィルムは、表面自由エネルギーが高く、また成形性が良好となるラミネート温度範囲も広いため前記した金属板の容器成形後に容器内面側になる面にラミネートするフィルムと同様の条件でラミネートしてもさしつかえない。すなわち、この条件でラミネートされても、本発明が目的とする食品缶詰の缶胴及び蓋に成形する場合に要求される成形性、密着性を確保でき、また容器外面に要求されるインクに対する濡れ性も確保できる。
【0057】
また、該ポリエステルフィルムは、金属板に密着する側の面に、エポキシフェノール等の密着層が形成されていてもよい。密着層を形成することで、密着性と耐食性の更なる向上が期待できる。また、密着層に顔料、染料を添加することで、フィルム物性を変えることなく、該ポリエステルフィルムを着色できる。
【0058】
【実施例】
以下、本発明の実施例について説明する。
(実施例1)
厚さ0.18mm・幅977mmの冷間圧延、焼鈍、調質圧延を施した鋼板を、脱脂、酸洗後、クロムめっきを行い、クロムめっき鋼板を製造した。クロムめっきは、CrO3、F-、SO4 2-を含むクロムめっき浴でクロムめっき、中間リンス後、CrO3、F-を含む化成処理液で電解した。その際、電解条件(電流密度・電気量等)を調整して金属クロム付着量とクロム水酸化物付着量を調整した。
【0059】
図1は金属板のラミネート装置である。図1の装置において、1はクロムめっき鋼板、2は金属板加熱装置、3はラミネートロール、5は冷却装置、6は冷却水タンク、7はシンクロール、8は冷却水である。冷却装置5には金属板1を冷却するスプレー装置11が上下方向に移動可能に配設されており、冷却水8は冷却水タンク6とスプレー装置11間を循環する。すなわち冷却水タンク6内の冷却水8は循環ポンプ12で加圧され、スプレー装置11から金属板1に吹き付けられ、ラミネート後の金属板1を冷却する。金属板1に吹き付けられた冷却水8は冷却水タンク6に戻る。冷却水8は循環系統の途中に配設されている熱交換器13で一定温度に制御されている。
【0060】
次いで、図1に示した金属板のラミネート装置を用い、前記で得たクロムめっき鋼板1を金属板加熱装置2で加熱し、ラミネートロール3で前記クロムめっき鋼板1の一方の面に容器成形後に容器内面側になる樹脂フィルム4a、他方の面に容器成形後に容器外面側となるPETフィルム4bをラミネート(熱融着)し、ラミネート後のクロムめっき鋼板1にスプレー装置11から冷却水8を吹き付けて冷却し、冷却水タンク6から引き上げて、ラミネート金属板1を製造した。その際、ラミネートロール3入側板温、ラミネートロール3温度、スプレー装置11の位置を調整して、ラミネートロール3通過直後の板温、ラミネートロール3通過後冷却開始までの時間、冷却開始時の板温を種々変化させた。ラミネートに使用した樹脂フィルム4a(容器成形後に容器内面側になる樹脂フィルム)の種別と融点、およびラミネート条件を表1に示す。
【0061】
樹脂フィルムの融点については、示差走査熱量分析計(パーキン・エルマー社製DSC−2型)により、窒素流量20ml/min、昇温速度10℃/minで20℃から300℃まで昇温し、得られた吸熱ピークを融点とした。
【0062】
前記で製造したラミネート金属板に対し、以下の方法で(1)フィルムの結晶化度を測定するとともに、(2)内容物取り出し性、(3)成形性、(4)密着性(加工後密着性)を評価した。
【0063】
(1)ラミネート後のフィルム結晶化度
ラミネート金属板から金属板部分を溶解させることにより採取したフィルムについて、密度勾配法にて求めたフィルムの密度から下記式に従いフィルムの結晶化度を求めた。
X=[[(1/dam)−(1/d)]/[(1/dam)−(1/dc)]]×100
ここで、
X:フィルムの結晶化度(%)
dam:完全非晶性ポリプロピレン樹脂の密度(0.860g/cc)
dc:完全結晶化ポリプロピレン樹脂の密度(0.938g/cc)
d:ラミネート後のフィルム密度(g/cc)
なお、密度勾配法による密度の測定は、JIS K 7112の密度勾配管による測定方法に準じて、以下のように行った。
▲1▼高密度、低密度溶液を用いて密度勾配管を作成する。
▲2▼比重既知のフロートを用いて、密度勾配管の水深と密度の関係を求める。
▲3▼試料片を密度勾配管に入れ、2時間後、試料片が静止した位置(水深)を読み取る。
▲4▼密度勾配管の水深と密度の関係より、試料片の密度を求める。
【0064】
(2)内容物取り出し性
絞り成形機を用いて、ラミネート金属板を、絞り工程で、ブランク径:100mm、絞り比(成形前径/成形後径):1.88でカップ成形した。続いて、このカップ内に、卵・肉・オートミールを均一混合させた内容物を充填し、蓋を巻締め後、レトルト処理(130℃×90分間)を行った。その後、蓋を取り外し、カップを逆さまにして2、3回手で振って内容物を取り出した後にカップ内側に残存する内容物の程度を観察することにより、内容物の取り出し易さの程度を評価した。
(評点について)
○:内容物の取り出しが容易であり、取り出し後のカップ内面に付着物が無い状態。
×:手で振るだけでは内容物の取り出しが困難であり、スプーン等で掻き出さないと内容物が取り出せず、取り出し後のカップ内面に多くの付着物が認められる状態。
【0065】
(3)成形性
ラミネート金属板にワックス塗布後、直径179mmの円板を打ち抜き、絞り比1.65で浅絞り缶を得た。次いで、この絞り缶に対し、絞り比1.80で再絞り加工を行った。このようにして得た深絞り缶のフィルムの損傷程度を目視観察した。
(評点について)
◎:成形後フィルムに損傷なく、フィルム剥離も認められない。
○:成形可能であるが、フィルム剥離が認められる。
×:缶が破胴し、成形不可能。
【0066】
(4)密着性
上記(3)で成形可能であった缶に対し、缶胴部よりピール試験用のサンプル(幅15mm×長さ120mm)を切り出した。切り出したサンプルの長辺側端部からフィルムを一部剥離し、引張試験機で剥離した部分のフィルムを、フィルムが剥離されたクロムめっき鋼板とは反対方向(角度:180°)に開き、引張速度30mm/minでピール試験を行い、密着力を評価した。なお、密着力測定対象面は、缶内面側とした。
(評点について)
◎:0.15kg/15mm以上
○:0.10kg/15mm以上、0.15kg/15mm未満
×:0.10kg/15mm未満
評価結果を表1に示す。
【0067】
【表1】
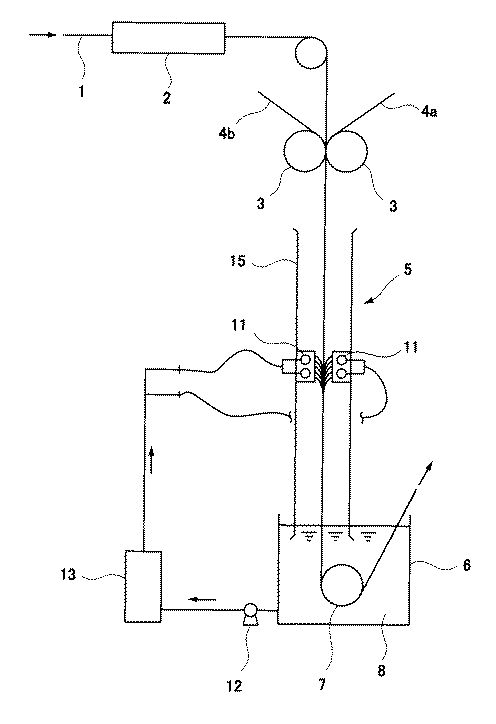
表1に示すように、本発明範囲内のラミネート金属板はいずれも内容物取り出し性、成形性、加工密着性が良好である。また、本発明範囲の条件でラミネートされた発明例は、いずれもフィルムの結晶化度が50%以上70%未満であり、良好な特性を示した。特に、冷却開始時の金属板温度がフィルム融点−10℃以上の場合、フィルムの結晶化度が60%未満であり、成形性、加工密着性がより優れている。
【0069】
これに対し、本発明に規定するフィルムを使用しても、ラミネート条件が本発明範囲を外れる比較例1、3、4は、フィルムの結晶化度が70%以上であり、成形性、加工密着性が不良であった。また、容器成形後に容器内面側になる面にPETを使用した比較例2は、内容物取り出し性が不良であった。
【0070】
(実施例2)
厚さ0.18mm・幅977mmの冷間圧延、焼鈍、調質圧延を施した鋼板を、脱脂、酸洗後、クロムめっきを行い、クロムめっき鋼板を製造した。クロムめっきは、CrO3、F-、SO4 2-を含むクロムめっき浴でクロムめっき、中間リンス後、CrO3、F-を含む化成処理液で電解した。その際、電解条件(電流密度・電気量等)を調整して、金属クロム付着量を120mg/m2(クロム換算の付着量)、クロム水酸化物付着量を15mg/m2(クロム換算の付着量)に調整した。
【0071】
次いで、図1に示した金属板のラミネート装置を用い、前記で得たクロムめっき鋼板1を金属板加熱装置2で加熱し、ラミネートロール3で前記クロムめっき鋼板1の一方の面に容器成形後に容器内面側になる樹脂フィルム4a、他方の面に容器成形後に容器外面側となる樹脂フィルム4bをラミネート(熱融着)し、ラミネート後のクロムめっき鋼板1にスプレー装置11から冷却水8を吹き付けて冷却し、冷却水タンク6から引き上げて、ラミネート金属板1を製造した。その際、ラミネートロール3入側板温、ラミネートロール3温度、スプレー装置11の位置を調整して、ラミネートロール3通過直後の板温、ラミネートロール3通過後冷却開始までの時間、冷却開始時の板温を調整した。
ラミネートに使用した樹脂フィルム4a(容器成形後に容器内面側になる樹脂フィルム)の種別、融点および添加顔料の内容、樹脂フィルム4b(容器成形後に容器外面側になる樹脂フィルム)の種別、添加顔料の内容、ならびにラミネート条件を表2に示す。
【0072】
以上の方法で製造したラミネート金属板に対し、以下の方法で、(1)フィルムの結晶化度、(2)内容物取り出し性、(3)成形性、(4)密着性(加工後密着性)、(5)意匠性を評価した。
【0073】
(1)ラミネート後のフィルム結晶化度
実施例1と同様にして評価した。
【0074】
(2)内容物取り出し性
実施例1と同様にして評価した。
【0075】
(3)成形性
ラミネート金属板にワックス塗布後、直径179mmの円板を打ち抜き、絞り比1.65で浅絞り缶を得た。このようにして得た深絞り缶のフィルムの損傷程度を目視観察した。評点については、実施例1と同様の基準とした。
【0076】
(4)密着性
上記(3)で成形可能であった缶に対し、缶胴部よりピール試験用のサンプル(幅15mm×長さ120mm)を切り出し、実施例1に記載の方法でピール試験を行い、密着力を下記のように評価した。なお、密着力測定対象面は、缶内面側とした。
(評点について)
○:0.10kg/15mm以上。
×:0.10kg/15mm未満。
【0077】
(5)意匠性
上記(3)で成形可能であった缶の内外面を肉眼で観察し、十分な意匠性が得られているかどうかを評価した。
(評点について)
◎:均一な色調が得られ、下地の金属板の色調も完全に隠蔽されており、美麗な仕上がりとなっている状態。
○:ほぼ均一な色調が得られ、下地の金属板の色調も概ね隠蔽されているため、補修のための塗装が必要のない状態。
×:色調にムラがあり、下地の金属板の色調が隠蔽されていない部分があるため、意匠性を確保するためには補修塗装が必要な状態。
評価結果を表3に示す。
【0078】
【表2】
【表3】
表3に示すように、本発明範囲内の発明例は、内容物取り出し性、成形性、加工後密着性がいずれも良好である。本発明例では、フィルムに顔料が添加されているので、意匠性が良好である。これに対し、本発明の範囲を外れる比較例は、内容物取り出し性、成形性、加工後密着性のいずれかの特性が劣る。比較例において、フィルムに顔料が添加されていないものはさらに意匠性に劣る。
【0081】
【発明の効果】
本発明によるラミネート金属板は、内容物取り出し性、成形性、加工後密着性、またはさらに意匠性が良好であり、絞り加工等を行う容器用素材、特に食缶容器用素材として好適である。
【図面の簡単な説明】
【図1】金属板のラミネート装置の要部を示す図。
【符号の説明】
1 金属板(クロムめっき鋼板)
2 金属帯加熱装置
3 ラミネートロール
4a、4b フィルム
5 冷却装置
6 冷却タンク
7 シンクロール
8 冷却水
11 スプレー装置
12 循環ポンプ
13 熱交換器
15 飛散防止カバー
Claims (15)
- 両面に樹脂フィルムラミネート層を有する容器用金属板であって、容器成形後に容器内面側になる樹脂フィルムが、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムであり、ラミネート後の該樹脂フィルムの結晶化度が50%以上70%未満であることを特徴とする容器用ラミネート金属板。
- 極性基を含む樹脂層が、無水マレイン酸変性されたポリプロピレンまたはプロピレン・エチレン系ランダム共重合体であることを特徴とする請求項1に記載の容器用ラミネート金属板。
- 容器成形後に容器外面側となる樹脂フィルムがポリエステルを主成分とする樹脂フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層を有する複層フィルムであることを特徴とする請求項1または2に記載の容器用ラミネート金属板。
- 容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に着色顔料が添加されていることを特徴とする請求項1〜3のいずれかに記載の容器用ラミネート金属板。
- 着色顔料は少なくとも1種類が無機顔料であることを特徴とする請求項1〜4のいずれかに記載の容器用フィルムラミネート金属板。
- 着色顔料のうちの1種類がアルミニウム粉であることを特徴とする請求項1〜5のいずれかに記載の容器用フィルムラミネート金属板。
- 着色顔料のうちの1種類がマイカ粉であることを特徴とする請求項1〜6のいずれかに記載の容器用フィルムラミネート金属板。
- 着色顔料のうちの1種類が二酸化チタン粉であることを特徴とする請求項1〜7のいずれかに記載の容器用フィルムラミネート金属板。
- 容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に染料が添加されていることを特徴とする請求項1〜8のいずれかに記載の容器用ラミネート金属板。
- 染料が、容器成形後に容器内面側になる複層フィルムの密着層、および/または、容器成形後に容器外面側となる樹脂フィルムが複層フィルムである場合に該複層フィルムの密着層、に添加されていることを特徴とする請求項9に記載の容器用ラミネート金属板。
- 両面に樹脂フィルムラミネート層を有する容器用金属板を製造する方法において、容器成形後に容器内面側になる金属板の表面に、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムのいずれかの樹脂フィルムを、ラミネートロール通過後の金属板の温度を該フィルム(A)または(B)の融点以上となる条件でラミネートし、金属板がラミネートロール通過後1秒以上7秒以内に冷却開始し、かつ冷却開始時の金属板の温度を前記フィルム(A)または(B)の融点−30℃以上とすることを特徴とする容器用ラミネート金属板の製造方法。
- 金属板がラミネートロール通過後冷却開始までの時間を1秒以上5秒以下とすることを特徴とする請求項11に記載の容器用ラミネート金属板の製造方法。
- 容器成形後に容器外面側になる金属板の表面に、ポリエステルを主成分とする樹脂フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層を有する複層フィルムをラミネートすることを特徴とする請求項11または12に記載の容器用ラミネート金属板の製造方法。
- 容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に着色顔料が添加されていることを特徴とする請求項11〜13のいずれかに記載の容器用ラミネート金属板の製造方法。
- 容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に染料が添加されていることを特徴とする請求項11〜14のいずれかに記載の容器用ラミネート金属板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001232013A JP3855698B2 (ja) | 2000-08-07 | 2001-07-31 | 容器用フィルムラミネート金属板とその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000-238166 | 2000-08-07 | ||
| JP2000238166 | 2000-08-07 | ||
| JP2001232013A JP3855698B2 (ja) | 2000-08-07 | 2001-07-31 | 容器用フィルムラミネート金属板とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002120324A JP2002120324A (ja) | 2002-04-23 |
| JP3855698B2 true JP3855698B2 (ja) | 2006-12-13 |
Family
ID=26597463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001232013A Expired - Fee Related JP3855698B2 (ja) | 2000-08-07 | 2001-07-31 | 容器用フィルムラミネート金属板とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3855698B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4339046B2 (ja) * | 2003-08-18 | 2009-10-07 | 三菱アルミニウム株式会社 | 樹脂被覆アルミニウム材の製造方法 |
| DE60331007D1 (de) | 2003-08-18 | 2010-03-04 | Nippon Steel Corp | Laminiertes blech und herstellungsverfahren dafür |
| JP4942694B2 (ja) * | 2008-03-27 | 2012-05-30 | 株式会社フジシールインターナショナル | 熱収縮性ラベル |
| JP7376044B2 (ja) * | 2020-03-26 | 2023-11-08 | マツダ株式会社 | 金属部材と樹脂部材との接合構造および接合方法 |
| CN115071225B (zh) * | 2022-06-15 | 2024-04-30 | 粤海中粤(中山)马口铁工业有限公司 | 覆膜铁加工方法、覆膜铁及其应用的承压金属罐 |
-
2001
- 2001-07-31 JP JP2001232013A patent/JP3855698B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002120324A (ja) | 2002-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5358994B2 (ja) | 容器用ポリエステル樹脂被覆金属板 | |
| JP6028886B1 (ja) | 容器用樹脂被覆金属板 | |
| JP5403195B1 (ja) | ラミネート金属板および食品用缶詰容器 | |
| WO2015125459A1 (ja) | 容器用樹脂被覆金属板およびその製造方法 | |
| JP4977875B2 (ja) | 容器用樹脂被覆金属板 | |
| JP2010105263A (ja) | 容器用樹脂被覆金属板 | |
| JP5146327B2 (ja) | 耐加水分解性に優れる容器用ポリ乳酸系樹脂被覆金属板 | |
| JP3855698B2 (ja) | 容器用フィルムラミネート金属板とその製造方法 | |
| JP5347343B2 (ja) | 容器用ポリエステル樹脂被覆金属板 | |
| EP1908583B1 (en) | Resin-coated metal plate | |
| JP5200707B2 (ja) | 容器用ポリエステル樹脂被覆金属板 | |
| JP2003236985A (ja) | 容器用フィルムラミネート金属板 | |
| JP4341469B2 (ja) | 容器用樹脂被覆金属板 | |
| JP4341471B2 (ja) | 容器用樹脂被覆金属板 | |
| JP4826419B2 (ja) | 容器用樹脂被覆金属板 | |
| JP5765391B2 (ja) | 樹脂被覆鋼板製イージーオープン缶蓋及びその製造方法 | |
| JP2014210363A (ja) | ラミネート金属板、ラミネート金属板の製造方法および食品用缶詰容器 | |
| JP5605012B2 (ja) | 容器用樹脂被覆金属板 | |
| JP5669344B2 (ja) | 樹脂被覆鋼板製イージーオープン缶蓋及びその製造方法 | |
| JP4779295B2 (ja) | 容器用樹脂被覆金属板及びその製造方法 | |
| JP7786596B2 (ja) | 樹脂被覆金属板及びその製造方法 | |
| TWI919209B (zh) | 樹脂被覆金屬板及其製造方法 | |
| JP4946981B2 (ja) | 容器用ポリエステル樹脂被覆金属板 | |
| JP2006069212A (ja) | 容器用フィルムラミネート金属板 | |
| JP2012006284A (ja) | 容器用樹脂被覆金属板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051013 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3855698 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060921 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130922 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |