JP3944729B2 - Method for manufacturing sound-absorbing lightweight interior material - Google Patents
Method for manufacturing sound-absorbing lightweight interior material Download PDFInfo
- Publication number
- JP3944729B2 JP3944729B2 JP2002307464A JP2002307464A JP3944729B2 JP 3944729 B2 JP3944729 B2 JP 3944729B2 JP 2002307464 A JP2002307464 A JP 2002307464A JP 2002307464 A JP2002307464 A JP 2002307464A JP 3944729 B2 JP3944729 B2 JP 3944729B2
- Authority
- JP
- Japan
- Prior art keywords
- sound
- prepolymer
- absorbing
- interior material
- lightweight interior
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、吸音軽量内装材の製造方法に関し、更に詳細には、車両用、例えば成形天井材等に代表される自動車用の内装材に好適に使用可能で、該内装材に必要とされる軽量性、剛性および吸音性等の諸性質に優れた吸音軽量内装材の製造方法に関するものである。
【0002】
【従来の技術】
例えば自動車用の成形天井材に代表される車両用の吸音軽量内装材70は、軽量性、吸音性、剛性および外観性の点から、図4に示す如く、連通気泡構造を有する軽量なポリウレタンフォームシートからなる吸音材12と、この吸音材12の両面に配置されるガラスマット等からなる補強材14,14と、更に該補強材14,14両表(外側)面に夫々配置される表皮材16または裏面材20とから構成されている。また前記表皮材16としては、不織布、織布または編布等の美麗な外観を提供し得る素材が用いられている。
【0003】
前記吸音軽量内装材70は、例えば以下に記載する製造工程に従って製造される。
▲1▼芯材としての役割を担う前記吸音材12の両面に対して、バインダとしてのイソシアネートを所定量付与すると共に、該吸音材12に積層するべき各部材を準備する。
▲2▼前記吸音材12に対して、既に付与されているバインダを反応させて尿素結合を形成するに充分な水および触媒を付与する。
▲3▼水および触媒が付与された前記吸音材12の両面に、予め準備された補強材14,14を積層し、更に両補強材14,14の(外側を指向する)表面に、一般的に使用されるシート状ホットメルト型接着剤を夫々付与し、該ホットメルト型接着剤から形成される接着層18を介し、更にその表側面に表皮材16を裏面側に裏面材20を積層する。
▲4▼前述の作業で得られた各部材12、14、16および20からなる積層物に対して、ホットプレスを施すことで該各部材12、14、16および20がバインダまたはホットメルト型接着剤から形成される接着層18によって、一体的に接着された吸音軽量内装材70を得る。
この製造において、前記バインダは基本的に前記吸音材12と、補強材14,14との強固な接着をなし、前記接着層18は該補強材14,14と、表皮材16または裏面材20との接着をなすものである。
【0004】
【発明が解決しようとする課題】
しかし、このような製造方法で得られる吸音軽量内装材70は、自動車に設置された際に車内空間側に位置する前記表皮材16と、吸音性を発現する吸音材12との間には、シート状ホットメルト接着剤から形成された前記接着層18が形成されてしまう。前記ホットメルト型接着剤は、通常、その内部にポリプロピレンシート(以下、PPシートと云う)が使用されているため、前記接着層18においては全く通気性がないことが一般的であり、このため前記表皮材16側から入力されるノイズ等の吸収すべき音を反射させてしまい、前記吸音材12による吸音作用の発現が阻害されてしまう問題が指摘される。
【0005】
このような問題を解決すべく、前記吸音軽量内装材70の製造において、前記補強材14と表皮材16との間については、前記接着層18を使用せず、該補強材14と吸音材12とを接着するバインダにより接着をなす方法が考えられる。前記バインダとして好適に使用されるイソシアネートは、流動性の高い液状物であり、またホットプレスの際に前記各部材12、14および16が圧縮されるため、該バインダが補強材14内を浸透して該補強材14と表皮材16との間にも介在するようになるため、前述の間接的な接着効果が発現されることになる。
【0006】
しかしながら、前述のバインダによる接着は、以下の問題が指摘される。すなわち、
▲1▼前記バインダは液状であるため、前記補強材14だけでなく表皮材16にも浸透してしまう。前記表皮材16は、吸音軽量内装材70において車両内部、すなわち運転者等の目に付く側に位置しているため美麗さが要求されるが、前記バインダが浸透してその表面に染み出してしまい、その結果、見た目が悪くなる等の問題が生じる。
▲2▼前述の問題は、殊に使用されるバインダの量が多いときに顕著となるため、該バインダ量を低減することで改善も可能である。しかしこれは、前記吸音材12と補強材14とを接着するバインダ量の減少を意味するものである。このため、前記吸音材12および補強材14の接着強度が低下し、その結果、前記吸音軽量内装材70全体としての剛性の低下、部分的な接着不良の発生による凸凹の発生等といった問題が指摘される。
【0007】
この他、同一出願人による以下の[特許文献1]に記載の「車両用成形天井及びその製造方法」の如く、気体は通すが液体は通さない通気性シート状物と、通気性のある表皮とを積層固着することで、優れた吸音性能を備えると共に、製造時に使用される硬化性液状樹脂の染み出しを防止する発明も案出されている。しかしこの発明の場合、前述の如く特殊な通気性シート状物を別途必要とするため、製造コストが増大してしまったり、重量が嵩んでしまう問題が指摘される。
【0008】
【特許文献1】
特開2002−144976号公報
【0009】
【発明の目的】
この発明は、従来の吸音軽量内装材の製造方法に内在している前記問題に鑑み、これを好適に解決するべく提案されたものであって、該吸音軽量内装材を構成する各部材の不充分な接着状態と、表皮材からの接着成分の染み出しを回避するように、各部材のうち少なくとも吸音材、補強材および表皮材を接着する際に使用されるバインダとして、60℃以下において半硬化状態となり、所定温度への加熱により速やかに熱硬化性を発現するプレポリマーを用いることで、該プレポリマーによる接着を行なうホットプレス時に、該プレポリマーの該表皮材からの染み出しを抑制し、美麗な表皮状態を有すると共に、充分な接着がなされた吸音軽量内装材を製造する方法を提供することを目的とする。
【0010】
【課題を解決するための手段】
前記課題を克服し、所期の目的を達成するため本願の発明に係る吸音軽量内装材の製造方法は、吸音軽量内装材の一部を構成する吸音材および/または補強材に、少なくともイソシアネートを含有するバインダを付与し、該バインダに所定量の水および触媒等を供給した後、吸音材および/または補強材に表皮材を積層して加熱・加圧することで、積層状の吸音軽量内装材を製造する方法であって、
前記バインダとして、予め別工程で少なくもポリオール成分および該ポリオール成分に対し、ポリオール成分に対する混合量を示すイソシアネートインデックスが、少なくとも250以上に設定される過剰なイソシアネート成分を混合して得られる、60℃以下で半硬化状態をなすプレポリマーを使用し、
前記プレポリマーを加熱し溶融状態とさせることで、前記補強材の吸音材と積層される側の表面に所定量付与すると共に、
前記吸音材に、前記プレポリマーが重合・樹脂化して接着作用を発現させるための水分および触媒を付与するようにしたことを特徴とする。
【0011】
【発明の実施の形態】
次に、本発明に係る吸音軽量内装材の製造方法につき、好適な実施例を挙げて、添付図面を参照しながら以下に説明する。本願の発明者は、吸音軽量内装材の一部を構成する少なくとも吸音材、補強材および表皮材を接着する際に使用されるバインダとして、60℃以下において半硬化状態となり、所定温度への加熱により速やかに熱硬化性を発現するプレポリマーを用いることで、該プレポリマーが付与された状態で積層された吸音材、補強材および表皮材を積層状とするホットプレス時に、充分な接着をなし得ると共に、該プレポリマーの該表皮材からの染み出しを抑制し、美麗な表皮状態を有する吸音軽量内装材を製造し得ることを知見したものである。なお、従来の技術で説明した同一部材については、同じ参照番号を使用すると共に、詳細な説明を省略する。また本発明における半硬化状態とは、所謂流動性はないものの、押圧等による変形は許容する程度の状態を指す。
【0012】
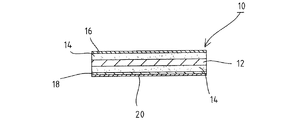
実施例に係る吸音軽量内装材の製造方法により製造される吸音軽量内装材10は、図1に示す如く、連通気泡構造を有し、所要の吸音性と軽量性とを併有するポリウレタンフォームシート等からなる吸音材12と、この吸音材12の両表面に配置され、ガラスマット等からなる補強材14,14と、更に該補強材14,14の両表面に夫々配置される表皮材16・裏面材20とから構成される。そして前記各部材12、14および16は、基本的にバインダとして使用されるプレポリマーPおよび未反応のNCO基の重合・樹脂化物によって相互に接着され、また前記裏面材20については、所要のホットメルト型接着剤から形成される接着層18を介して接着されている。なお、本実施例においては、前記プレポリマーPは補強材14の一方の表面に対して付与されることで製造されるものとする。また製造に際して必要とされる、例えば得るべき吸音軽量内装材10の大きさに合わせて切断された前記吸音材12や、所要の長さに切断することで前記補強材14、表皮材16または裏面材20に夫々加工される基となる長尺物13、長尺性状の表皮材16または長尺性状の裏面材20や、長尺表皮材および長尺裏面材並びにシート状物に加工されたホットメルト型接着剤(シート状ホットメルト型接着剤)については予め用意されているものとする。
【0013】
前記吸音材12としては、連通気泡構造を有し、所要の吸音性と軽量性とを併有するポリウレタンフォームシート、殊に該シート自体も剛性を有する硬質ポリウレタンフォームが好適に使用される。前記補強材14としては、前記吸音軽量内装材10が必要とする剛性と、軽量性とを併有し得るガラス繊維等をシート状としたガラスマットが好適に使用される。
【0014】
また前記表皮材16としては、その表面が美麗であり、かつ手触り等の触感に優れる、例えば各種天然または合成繊維等から製造した不織布、織布または編布等が好適に使用される。前記裏面材20としては、前記表皮材16と同様の物質が使用される。しかし前記表皮材16と違い、その触感および美麗さ等について考慮する必要がないので、該表皮材16に比較して安価な素材も使用可能である。前記接着層18を形成するホットメルト型接着剤としては、一般的であるPPシートに積層されたシート状物であって、後述([0020])するプレポリマーP等が重合・樹脂化するに足る温度で軟化・熔融し、接着作用を発現する物質が好適に使用される。
【0015】
また実施例に係る吸音軽量内装材の製造方法は、図2に示す如く、基本的にプレポリマー準備工程S1、プレポリマー付与工程S2および積層一体化工程S3の各工程からなる。前記プレポリマー準備工程S1は、本発明に係る吸音軽量内装材10を構成する前記各部材12、14および16を強固に接着するプレポリマーPとなる各原料、すなわち所要量のポリオール成分および該ポリオール成分に対して過剰なイソシアネート成分を混合し、該プレポリマーPを得る工程である。前記プレポリマー付与工程S2は、前記プレポリマー準備工程S1で得られたプレポリマーPを加熱し溶融状態として、前記補強材14の基となる長尺材13表面に所要量付与し、その後、該長尺物13を所要の長さに切断することで、該プレポリマーPが付与された補強材14を得る工程である。前記積層一体化工程S3は、前記プレポリマーPが付与された状態の前記補強材14に対して、該プレポリマーPが重合・樹脂化して接着作用を発現させるための水(水蒸気であってもよいため、以下、水分と云う)および触媒等を付与した後、他の部材12、16および20等を積層した状態で所定温度の加熱(110〜130℃)下で加圧(プレス)する、所謂ホットプレスを実行して積層状の吸音軽量内装材10を得る工程である。
【0016】
そして前述の製造方法における各工程S1〜S3は、例えば図3に示すような製造装置30により好適に実施される。前記製造装置30は、以下の各部から構成される。すなわち
( 1 )プレポリマー準備工程S1を実施し、制御下に攪拌が可能な混合タンク32aを備える混合部32。
( 2 )前記長尺物13に所定のテンションを掛けつつ、かつ図示しない駆動源により水平方向への移送を行なうベルトコンベア等の移送手段44と、該移送手段44の移送経路途中に配置され、移送中の長尺材13表面に前記プレポリマーPを加熱溶融下に付与する加熱機構43を備えるプレポリマー付与装置42と、該プレポリマーPが付与された長尺物13を所定の長さに切断する切断装置46とを備え、前記プレポリマー付与工程S2を実施するプレポリマー付与部40。
( 3 )前記プレポリマーPの付与された補強材14に対して積層される吸音材12に、該プレポリマーPの重合・樹脂化に必要な水分および触媒を付与する水分・触媒付与機構52と、該プレポリマーPの付与された補強材14と、その他全ての各部材12、16、18および20を連続的に供給しつつ積層状とする供給機構54と、積層状とされた該各部材12、14、16、18および20を得るべき吸音軽量内装材10の寸法に合わせて切断する切断装置56と、切断の完了した積層物から吸音軽量内装材10を製造するホットプレス装置58と、所要の後加工を実施し得る後加工装置59とを備える積層部50。また各機構等は、図示しない駆動源により水平方向に移送する複数のベルトコンベア等の移送手段により、接続されている。
【0017】
(プレポリマー準備工程S1について)
前記プレポリマー準備工程S1は、前述した如く、前記混合タンク32a内でプレポリマーPを得る工程である。前記プレポリマーPは、基本的に所要量のポリオール成分と、該ポリオール成分に対し過剰な量に設定されたイソシアネート成分を混合・攪拌することで得られる。この工程によって得られるプレポリマーPは、60℃以下で半硬化状態となると共に、所定温度への加熱により速やかに熱硬化性を発現し、またその溶融時の粘度が、0.1〜100Pa・Sの範囲となるように原料であるポリオール成分およびイソシアネート成分が選択される。なおこの際、前記両物質の重合反応は、攪拌時に発生する反応熱によって促進されるので、殊に重合のための触媒や加熱の必要はない。また本プレポリマー準備工程S1で得られるプレポリマーPは、前述した如く、60℃以下では半硬化状態となるが、これは言い換えれば60℃を超えた温度、好適には60〜80℃程度においては溶融し、前述した粘度を有する流動物となるものである。
【0018】
ここで原料として使用される前記ポリオール成分としては、一般にポリオールと呼称される水酸基を2個以上有する化合物、例えばポリエーテルポリオール、ポリエステルポリオール、ポリカーボネートポリオール、ポリカプロラクトンポリオール、エチレングリコールまたはグリセリン等が単一または混合されている物質が好適である。この他、水酸基の代わりにカルボン酸、アミン等の活性水素を有する化合物の併用も可能である。また前記イソシアネート成分としては、トリレンジイソシアネート、ジフェニルメタンジイソシアネートまたはナフタレンジイソシアネート等が挙げられる。殊に製造コストの点から、ジフェニルメタンジイソシアネート(MDI)の使用が好適である。
【0019】
そして前述したプレポリマーPの溶融温度は、基本的にその分子量によって決定され、該分子量が小さい程、該溶融温度も低い値となる。前記溶融温度が、前述の60〜80℃に設定される場合、前記プレポリマーPの分子量は400〜10,000程度が好適である。そして前記プレポリマーPの分子量は、前記ポリオール成分およびイソシアネート成分の分子量と、攪拌、すなわち反応(重合)時間とにより決定される。例えば分子量が500程度のプレポリマーPを得るに際しては、分子量200程度のポリオールと、分子量330程度のイソシアネートとを、反応時間24時間程度で混合・攪拌すればよい。なお、ここで云う分子量は、全て数平均分子量を意味する。
【0020】
このようにして得られたプレポリマーPは、水分および触媒等の存在下において110〜130℃程度の温度を加えることで、瞬間的に重合・樹脂化反応が完了されて熱硬化型の樹脂となるものである。従って、前記プレポリマーPは、常温では取り扱い性の良好な固体状態であり、60〜80℃の加熱下では所定の粘度を持ち可逆性のある流動物状態であり、更に110〜130℃程度の温度を加えた場合には熱硬化性を発現し、以後の高温に対して不動体となる、といった挙動を示す物質である。
【0021】
また、本発明に係るプレポリマーPは、通常に使用されるイソシアネートだけのバインダに比較して、既に重合・樹脂化反応が途中まで進行している状態であるので、前述の熱硬化型樹脂への反応進行も、より短時間で完了させることができる利点を有する。従って、後述する積層一体化工程S3における各部材12、14および16等を積層体とするためのホットプレス時間が短縮可能、すなわち供給する総熱量の低減も可能とされる。この作用により、このホットプレスにおけるバインダの瞬間的な溶融に伴う前記表皮材16への該バインダの染み出しや、該表皮材16に対する加熱に伴う、例えば植毛材の毛倒れおよび変色等の悪影響を大きく抑制し得る。
【0022】
前記ポリオール成分と、イソシアネート成分との混合割合については、得られるプレポリマーP内に、バインダとして接着作用を発現する未反応のNCO基を含有するように、その混合時のイソシアネートインデックスが250以上となるように設定される。前記未反応のNCO基は、後述[0033]する積層一体化工程S3において、水分および触媒の存在下で加熱されることにより尿素結合を形成するものであり、この結合によって前記吸音材12および補強材14等の接着が強固なものとなる。硬質ポリウレタンからなる前記吸音材12と、ガラスマットからなる前記補強材14とは基本的に接着が困難であるが、樹脂化により発現する接着作用であれば、該部材12、14間を充分に強固に接着し得る。
【0023】
(プレポリマー付与工程S2について)
前記プレポリマー付与工程S2は、前述の如く、前記プレポリマー準備工程S1で得られたプレポリマーPを加熱し溶融状態として、前記補強材14の基となる長尺材13に所要量付与し、その後、該長尺物13を所要の長さに切断することで、該プレポリマーPが付与された補強材14を得る工程である。具体的には、前記プレポリマー付与装置42によりプレポリマーPの溶融および長尺物13への付与を実施するプレポリマー付与段階S21と、前記切断装置46により該プレポリマーPの付与された該長尺物13を所定長さに切断し、補強材14を得る切断段階S22とから構成される。
【0024】
前記プレポリマー付与段階S21においてプレポリマーPは、60℃以上の加熱下におかれることで溶融して所要の流動性を示し、これによりスプレー装置またはロールコータ等の各種コータ装置であるプレポリマー付与装置42により、所定量付与可能となる。前記長尺物13に対する付与量は、10〜60g/m2程度であり、好適には20〜30g/m2に設定される。
【0025】
この付与量が10g/m2未満であると、充分な接着作用を示さず、使用時において前記吸音軽量内装材10が各部材12、14または16に分離したり、該内装材10として使用するに足る剛性が確保できなくなったり、または得られた該内装材10における表皮材16が、所謂凸凹に浮いた状態となって外観等が悪化してしまう問題が生じる。また60g/m2を越えると、後述([0033])する積層一体化工程S3において、過剰に存在するプレポリマーPがガラスマットである補強材14の伸び率等の物性に悪影響を与え、ホットプレス時に得るべき吸音軽量内装材10への3次元曲面形状等のプレス変形に対する追従が困難となったり、更には該プレポリマーPが各部材12、14または16間から漏れ出したり、場合によっては重合・樹脂化反応が短時間で完了せず、前記表皮材16の表面に染み出してしまう畏れがある。
【0026】
前記プレポリマーPの60℃以上への加熱は、前記加熱機構43により実施される。本実施例における前記プレポリマー付与装置42としては、ロールコータが採用されており、前記加熱機構43は該ロールコータ内に組み込まれた構成となっている。そして前記プレポリマーPは、その粘度がプレポリマー付与装置42であるロールコータで好適に塗布し得る一般的な粘度、すなわち2.0Pa・S程度となる温度まで加熱されることで好適に付与される。このときの好適な粘度は、使用される前記プレポリマー付与装置42の種類によって様々であり、また該装置42の種類は前記長尺物13に対してのプレポリマーPの付与量によって適宜選択される。そしてその装置形態によって、前記加熱機構43の形態や、付与時における該プレポリマーPの粘度、すなわち付与温度も好適に決定されることになる。
【0027】
前記切断段階S22は、従来公知の汎用的な切断装置46によって実施され、得るべき前記吸音軽量内装材10の大きさに合わせた寸法に切断される。ここで得るべき吸音軽量内装材10は、自動車等における使用部位の大きさおよび形状だけでなく、運搬性等のハンドリング性についても影響を与えるものであるので、その寸法の決定には各諸現についての留意が必要である。
【0028】
ここまでの各工程S1およびS2を経ることで得られるプレポリマーPが付与された補強材14は、水分および触媒の存在下で加熱を施すことで、該プレポリマーPの一部分が重合・樹脂化してポリウレタン樹脂となり物理的なアンカー効果による接着作用を発現すると共に、未反応のNCO基が樹脂化して化学的な接着作用を発現して接着部材としての役割を果たすことになる。しかし、前述の接着作用は水分および触媒の存在下で、所定の加熱が施されることで始めて発現するものであり、これらの諸要素が揃うまでについては、単に固体状のプレポリマーPが均質にその表面に付与された補強材14でしかない。
【0029】
(積層一体化工程S3について)
前記積層一体化工程S3は、前記プレポリマーP付与後の補強材14に水分および触媒等を供給する吸音材12に対し、水分および触媒等前記水分・触媒付与機構52により付与する付与段階S31と、前記ホットプレス装置58により得るべき吸音軽量内装材10を構成する他の部材16、18および20を積層した状態で所定温度の加熱下で加圧するホットプレス段階S32と、得られた該吸音軽量内装材10に所定のトリミング等の後加工を施す後加工段階S33とから構成される。なお、ここで使用される触媒としては、ポリオール成分とイソシアネート成分とからポリウレタンを得るために使用される、通常の、例えばアミン系触媒が使用される。
【0030】
前記付与段階S31は、前述のプレポリマー付与工程S2で得られたプレポリマーPが付与された補強材14に積層される吸音材12に対して、該プレポリマーPの接着作用発現に必要な水分および触媒を、水分・触媒付与機構52により付与する段階である。そして本実施例の場合、予め用意され、芯材としての機能を有する前記吸音材12のフォーム骨格構造中に、スプレー塗布等の方法で、前記プレポリマーPの反応に必要とされる当量に対して、過剰な水分および触媒が均質に付与される。また付与すべき物質として、前記水分および触媒以外に、鎖延長剤、整泡剤その他の各種添加剤を適宜添加するようにしてもよい。
【0031】
このように水分および触媒の付与された前記吸音材12の上下両側には、2枚の補強材14,14がプレポリマーPが付与された面を当接させて配置される。このように前記吸音材12に対して、水分および触媒を付与することで、ホットプレス時に該吸音材12の両側に配置される前記補強材14,14に付与されたプレポリマーPに対して、一度に該水分および触媒を供給することが可能となっている。また前記吸音材12は、その構造(フォーム構造)上、多量の水分および触媒を容易に保持し得る。なお本実施例においては、前記水分および触媒は、付与されるに最適な状態とされ、前記水分・触媒付与機構52に接続された貯留タンク(図示せず)に貯留されているものである。
【0032】
また、ここでは得られる吸音軽量内装材10の構造から考えた場合、前記吸音材12に対する水分および触媒の付与が水分保持等の点から好ましいと考えられるが、該吸音材12ではなくプレポリマーPが付与されている前記補強材14に対して直接水分および触媒を付与するようにしたもよい。また本実施例では、既に所要の寸法に切断した吸音材12を使用するようにしているが、該吸音材12の切断しない長尺物として積層部50に供給し、その後他の部材16、18および20と共に所定の寸法に切断するようにしてもよい。
【0033】
前記ホットプレス段階S32では、先ず前記付与段階S31に伴って積層状態とされた吸音材12および2枚の補強材14,14に対して、予め用意された長尺表皮材(16(長尺物))、長尺裏面材(20(長尺物))およびホットメルト型接着剤(長尺物)を供給機構54によって所定位置に順次付与し、該積層状態とされた吸音材12および2枚の補強材14,14と同様の寸法、すなわち得るべき吸音軽量内装材10の寸法に前記切断装置46と同様の切断装置56で切断する。そして得られた各部材12、14、16および20等の積層物を、前記ホットプレス装置58により所定温度の加熱下に圧縮するものである。ここで使用される前記ホットプレス装置58で実施されるホットプレスの条件は、従来公知の方法に準じたものとなるが、例えば温度130℃、圧力70kPa程度が好適である。またそのプレス時間においては、前述([0021])の如く、従来の方法に比較して大きく短縮でき、60秒以下、好適には15秒以下の設定が可能である。この時間が長過ぎると、前記表皮材16への悪影響や、場合によってはバインダの染み出しが発生するため注意が必要である。
【0034】
本ホットプレス段階S32において、前記ホットメルト型接着剤は溶融され、前記補強材14と裏面材20とを接着する接着層18が形成される。この際、前記ホットメルト型接着剤内に含まれる、PPシートが車外と車内との通気防止膜の役割を果たし、前記吸音軽量内装材10からなる天井材等の、所謂吸気汚れを効率的に防止するものである。なお、自動車の構造によっては、前記裏面材20および/または接着層18は必須ではない。
【0035】
前記後加工段階S33は、得られた吸音軽量内装材10の最終的な形状修正等を行なうトリミングや、最終製造製品検査等を実施する段階であり、必要に応じた作業が実施される。そして、本後加工段階S33を経ることで、完成品としての吸音軽量内装材が得られる。
【0036】
【発明の効果】
以上に説明した如く、本発明に係る吸音軽量内装材の製造方法によれば、自動車の天井材等として好適に使用される吸音軽量内装材における表皮材の接着を、該内装材の芯材である吸音材と補強材との接着に使用されるバインダで実施すると共に、該バインダとして未反応のNCO基を含有し、60℃以下で半硬化状態をなし、所定温度への加熱により速やかに熱硬化性を発現するプレポリマーを使用するようにしたので、該プレポリマーによる吸音軽量内装材の製造に際して、該プレポリマーの該表皮材からの染み出しを抑制し、美麗な表皮状態を有すると共に、充分な接着がなされた吸音軽量内装材を製造し得る。
【図面の簡単な説明】
【図1】本発明の好適な実施例に係る吸音軽量内装材の製造方法により得られる吸音軽量内装材の構造を概略に示す縦断断面図である。
【図2】実施例に係る吸音軽量内装材の製造方法の製造工程を示す工程図である。
【図3】実施例に係る吸音軽量内装材の製造方法を実施する製造装置の一例を示す概略図である。
【図4】従来の技術に係る吸音軽量内装材の製造方法により得られる吸音軽量内装材の構造を概略に示す縦断断面図である。
【符号の説明】
12 吸音材
14 補強材
16 表皮材
P プレポリマー
18 接着層
20 裏面材[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method for producing a sound-absorbing lightweight interior material, and more specifically, can be suitably used for an interior material for a vehicle such as a vehicle, for example, a molded ceiling material, and is required for the interior material. The present invention relates to a method for producing a sound-absorbing lightweight interior material having excellent properties such as lightness, rigidity, and sound absorption.
[0002]
[Prior art]
For example, a sound-absorbing lightweight
[0003]
The sound absorbing lightweight
{Circle around (1)} A predetermined amount of isocyanate as a binder is applied to both surfaces of the
{Circle around (2)} Water and a catalyst sufficient to form a urea bond by reacting the already-applied binder with the
{Circle around (3)}
(4) The laminate consisting of the
In this manufacture, the binder basically forms a strong bond between the
[0004]
[Problems to be solved by the invention]
However, the sound-absorbing lightweight
[0005]
In order to solve such a problem, in the production of the sound absorbing lightweight
[0006]
However, the following problems are pointed out with the above-mentioned adhesion by the binder. That is,
(1) Since the binder is liquid, it penetrates not only into the reinforcing
{Circle around (2)} The above-mentioned problem becomes prominent especially when the amount of the binder used is large, and can be improved by reducing the amount of the binder. However, this means that the amount of the binder that bonds the
[0007]
In addition, a breathable sheet-like material that allows gas to pass but does not allow liquid to pass therethrough, such as “a molded ceiling for a vehicle and its manufacturing method” described in the following [Patent Document 1] by the same applicant, and a breathable skin In addition, an invention has been devised that has excellent sound absorbing performance by preventing the seepage of the curable liquid resin used during production. However, in the case of the present invention, since a special air-permeable sheet-like material is separately required as described above, there are problems that the manufacturing cost increases and the weight increases.
[0008]
[Patent Document 1]
JP 2002-144976 A
[0009]
OBJECT OF THE INVENTION
In view of the problems inherent in the conventional method for producing a sound-absorbing and lightweight interior material, the present invention has been proposed to suitably solve this problem. As a binder used when adhering at least the sound-absorbing material, the reinforcing material and the skin material among the respective members so as to avoid a sufficient adhesion state and exudation of the adhesive component from the skin material, it is a half at 60 ° C. or less. By using a prepolymer that is in a cured state and rapidly develops thermosetting properties when heated to a predetermined temperature, it suppresses the prepolymer from exuding from the skin material during hot pressing for bonding with the prepolymer. Another object of the present invention is to provide a method for producing a sound-absorbing lightweight interior material having a beautiful skin state and sufficient adhesion.
[0010]
[Means for Solving the Problems]
In order to overcome the above-mentioned problems and achieve the intended object, a method for producing a sound-absorbing lightweight interior material according to the present invention includes at least an isocyanate in the sound-absorbing material and / or reinforcing material constituting a part of the sound-absorbing lightweight interior material. A laminated sound-absorbing lightweight interior material by applying a binder and supplying a predetermined amount of water, a catalyst, and the like to the binder, and then laminating a skin material on the sound-absorbing material and / or reinforcing material, and heating and pressing. A method of manufacturing
As the binder, at least for the polyol component and the polyol component in a separate step in advance.The isocyanate index indicating the mixing amount with respect to the polyol component is set to at least 250 or more.Using a prepolymer obtained by mixing an excess isocyanate component and having a semi-cured state at 60 ° C. or lower,
By heating the prepolymer to a molten state,NoteStrong materialThe side surface laminated with the sound absorbing materialGiven amount toAnd
Moisture and catalyst are added to the sound-absorbing material so that the prepolymer is polymerized / resinized to develop an adhesive action.It was made to do.
[0011]
DETAILED DESCRIPTION OF THE INVENTION
Next, a method for producing a sound-absorbing lightweight interior material according to the present invention will be described below with reference to the accompanying drawings by giving preferred examples. The inventor of the present application is a semi-cured state at 60 ° C. or less as a binder used when adhering at least the sound absorbing material, the reinforcing material and the skin material constituting a part of the sound absorbing lightweight interior material, and is heated to a predetermined temperature. By using a prepolymer that quickly develops thermosetting, sufficient adhesion is achieved during hot pressing in which the sound-absorbing material, reinforcing material and skin material laminated with the prepolymer applied are laminated. It has been found that a sound-absorbing lightweight interior material having a beautiful skin state can be produced while preventing the prepolymer from exuding from the skin material. In addition, about the same member demonstrated by the prior art, while using the same reference number, detailed description is abbreviate | omitted. In addition, the semi-cured state in the present invention refers to a state in which deformation due to pressing or the like is allowed although there is no so-called fluidity.
[0012]
A sound-absorbing lightweight
[0013]
As the
[0014]
As the
[0015]
In addition, as shown in FIG. 2, the method for manufacturing the sound-absorbing lightweight interior material according to the embodiment basically includes the prepolymer preparation step S1, the prepolymer application step S2, and the lamination integration step S3. The prepolymer preparatory step S1 includes the raw materials to be the prepolymer P that firmly bonds the
[0016]
And each process S1-S3 in the above-mentioned manufacturing method is suitably implemented by the
( 1 )A mixing
( 2 )A transfer means 44 such as a belt conveyor that transfers the
( 3 )For the reinforcing
[0017]
(About prepolymer preparation step S1)
The prepolymer preparation step S1 is a step of obtaining the prepolymer P in the
[0018]
The polyol component used as a raw material here is a compound having two or more hydroxyl groups generally called a polyol, such as a polyether polyol, polyester polyol, polycarbonate polyol, polycaprolactone polyol, ethylene glycol or glycerin. Alternatively, mixed materials are preferred. In addition, a compound having an active hydrogen such as a carboxylic acid or an amine can be used in place of the hydroxyl group. Examples of the isocyanate component include tolylene diisocyanate, diphenylmethane diisocyanate, and naphthalene diisocyanate. The use of diphenylmethane diisocyanate (MDI) is particularly preferred from the viewpoint of production cost.
[0019]
The melting temperature of the prepolymer P described above is basically determined by its molecular weight, and the lower the molecular weight, the lower the melting temperature. When the melting temperature is set to 60 to 80 ° C., the molecular weight of the prepolymer P is preferably about 400 to 10,000. The molecular weight of the prepolymer P is determined by the molecular weight of the polyol component and the isocyanate component, and stirring, that is, the reaction (polymerization) time. For example, when obtaining a prepolymer P having a molecular weight of about 500, a polyol having a molecular weight of about 200 and an isocyanate having a molecular weight of about 330 may be mixed and stirred in a reaction time of about 24 hours. In addition, all the molecular weights mentioned here mean number average molecular weights.
[0020]
The prepolymer P thus obtained is subjected to a temperature of about 110 to 130 ° C. in the presence of moisture and a catalyst, whereby the polymerization / resinization reaction is instantaneously completed, and the thermosetting resin and It will be. Therefore, the prepolymer P is in a solid state having good handleability at room temperature, in a fluid state having a predetermined viscosity and being reversible under heating at 60 to 80 ° C., and about 110 to 130 ° C. It is a substance that exhibits thermosetting properties when subjected to temperature and behaves as a non-moving body at high temperatures thereafter.
[0021]
In addition, the prepolymer P according to the present invention is in a state where the polymerization / resinization reaction has already progressed halfway as compared with the normally used isocyanate-only binder. The progress of the reaction also has the advantage that it can be completed in a shorter time. Therefore, the hot press time for making each
[0022]
About the mixing ratio of the polyol component and the isocyanate component, the prepolymer P obtained has an isocyanate index of 250 or more at the time of mixing so as to contain an unreacted NCO group that exhibits an adhesive action as a binder. Is set to be The unreacted NCO group forms a urea bond by being heated in the presence of moisture and a catalyst in a stacking integration step S3 to be described later [0033], and the
[0023]
(About prepolymer application step S2)
In the prepolymer application step S2, as described above, the prepolymer P obtained in the prepolymer preparation step S1 is heated to be in a molten state, and a required amount is applied to the
[0024]
In the prepolymer application step S21, the prepolymer P is melted by being heated at 60 ° C. or higher and exhibits the required fluidity, thereby providing a prepolymer that is a various coater device such as a spray device or a roll coater. The
[0025]
This applied amount is 10 g / m.2If it is less than that, it does not show a sufficient adhesive action, and the sound-absorbing lightweight
[0026]
The heating of the prepolymer P to 60 ° C. or higher is performed by the
[0027]
The cutting step S22 is performed by a conventionally known general-
[0028]
The reinforcing
[0029]
(Regarding the lamination integration step S3)
The lamination and integration step S3 is performed on the reinforcing
[0030]
In the application step S31, the reinforcing
[0031]
In this way, on the upper and lower sides of the
[0032]
In addition, considering the structure of the sound absorbing lightweight
[0033]
In the hot press step S32, first, a long skin material (16 (long object) prepared in advance for the
[0034]
In the hot press step S32, the hot melt adhesive is melted to form an
[0035]
The post-processing step S33 is a step of performing trimming for final shape correction or the like of the obtained sound-absorbing lightweight
[0036]
【The invention's effect】
As described above, according to the method for manufacturing a sound-absorbing lightweight interior material according to the present invention, the adhesion of the skin material in the sound-absorbing lightweight interior material that is preferably used as a ceiling material of an automobile, etc., can be achieved using the core material of the interior material. It is carried out with a binder used for bonding between a certain sound absorbing material and a reinforcing material, contains an unreacted NCO group as the binder, is semi-cured at 60 ° C. or less, and is heated quickly by heating to a predetermined temperature. Since a prepolymer that expresses curability is used, when producing a sound-absorbing lightweight interior material using the prepolymer, the prepolymer exudes from the skin material, and has a beautiful skin state, A sound-absorbing and lightweight interior material with sufficient adhesion can be produced.
[Brief description of the drawings]
FIG. 1 is a longitudinal sectional view schematically showing the structure of a sound-absorbing lightweight interior material obtained by a method for producing a sound-absorbing lightweight interior material according to a preferred embodiment of the present invention.
FIG. 2 is a process diagram showing a manufacturing process of a method for manufacturing a sound-absorbing lightweight interior material according to an embodiment.
FIG. 3 is a schematic view illustrating an example of a manufacturing apparatus that performs the method for manufacturing a sound-absorbing lightweight interior material according to the embodiment.
FIG. 4 is a longitudinal sectional view schematically showing the structure of a sound-absorbing lightweight interior material obtained by a conventional method for producing a sound-absorbing lightweight interior material.
[Explanation of symbols]
12 Sound absorbing material
14 Reinforcing material
16 Skin material
P Prepolymer
18 Adhesive layer
20 Back material
Claims (7)
前記バインダとして、予め別工程で少なくもポリオール成分および該ポリオール成分に対し、ポリオール成分に対する混合量を示すイソシアネートインデックスが、少なくとも250以上に設定される過剰なイソシアネート成分を混合して得られる、60℃以下で半硬化状態をなすプレポリマー(P)を使用し、
前記プレポリマー(P)を加熱し溶融状態とさせることで、前記補強材(14)の吸音材 (12) と積層される側の表面に所定量付与すると共に、
前記吸音材 (12) に、前記プレポリマー (P) が重合・樹脂化して接着作用を発現させるための水分および触媒を付与するようにした
ことを特徴とする吸音軽量内装材の製造方法。After applying a binder containing at least isocyanate to the sound absorbing material (12) and / or the reinforcing material (14) constituting a part of the sound absorbing lightweight interior material, and supplying a predetermined amount of water, a catalyst, and the like to the binder, A method for producing a laminated sound-absorbing lightweight interior material by laminating a skin material (16) on a sound-absorbing material (12) and / or a reinforcing material (14) and heating and pressurizing,
The binder is obtained in advance by mixing an excess isocyanate component in which an isocyanate index indicating a mixing amount with respect to the polyol component is set to at least 250 or more with respect to the polyol component and the polyol component in a separate step in advance , at 60 ° C. Use a prepolymer (P) that is semi-cured below,
Be to a molten state by heating the prepolymer (P), with a predetermined amount applied to the sound-absorbing material (12) and stacked by the side surface of the front Kiho strong material (14),
A method for producing a sound-absorbing lightweight interior material, characterized in that the sound- absorbing material (12) is provided with moisture and a catalyst for allowing the prepolymer (P) to be polymerized / resinized to exhibit an adhesive action .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002307464A JP3944729B2 (en) | 2002-10-22 | 2002-10-22 | Method for manufacturing sound-absorbing lightweight interior material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002307464A JP3944729B2 (en) | 2002-10-22 | 2002-10-22 | Method for manufacturing sound-absorbing lightweight interior material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004144853A JP2004144853A (en) | 2004-05-20 |
| JP3944729B2 true JP3944729B2 (en) | 2007-07-18 |
Family
ID=32453912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002307464A Expired - Fee Related JP3944729B2 (en) | 2002-10-22 | 2002-10-22 | Method for manufacturing sound-absorbing lightweight interior material |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3944729B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2183130T3 (en) * | 2007-07-27 | 2013-08-30 | Johnson Controls Tech Co | Composite headliner with improved acoustic performance |
-
2002
- 2002-10-22 JP JP2002307464A patent/JP3944729B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004144853A (en) | 2004-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5942321A (en) | Headliner | |
| US8518312B2 (en) | Lightweight, multi-layered structural composites using recycled landfill-bound scrap | |
| JP2013506575A (en) | Open cell rigid foam composites | |
| US20110315310A1 (en) | Single press mold process for forming a finished light weight structural component | |
| JP2014237320A (en) | Foam laminate product and production method thereof | |
| KR101558713B1 (en) | Low-melting adhesive film | |
| JP2015536258A (en) | Continuous manufacturing method of lightweight sandwich panel and lightweight sandwich panel manufactured by the method | |
| JP2008174073A (en) | Vehicular molding interior trim material | |
| EP0832787A1 (en) | Headliner and method of manufacturing | |
| JP2002046545A (en) | Vehicular molded ceiling material and its manufacturing method | |
| JP3944729B2 (en) | Method for manufacturing sound-absorbing lightweight interior material | |
| JP2009132294A (en) | Molded ceiling for vehicle and method for manufacturing the same | |
| WO2010019671A8 (en) | Composition and method for manufacture of a fibrous polyurethane composite product | |
| JP2017105325A (en) | Reinforcing plate and manufacturing method thereof | |
| JP2003305789A (en) | Molded interior material and its production method | |
| JP3985225B2 (en) | Method for manufacturing sound-absorbing lightweight interior material | |
| EP4169717A1 (en) | Method of manufacturing headlining using moisture-curing adhesive and headlining manufactured thereby | |
| KR102214448B1 (en) | A method of making non-sewing sheet | |
| JP2013079073A (en) | Molded ceiling for vehicle | |
| JP2008087406A (en) | Manufacturing method of sound absorbing interior material in automobile | |
| JP2002028997A (en) | Plate-shaped foamed molded item with skin | |
| JP2007502632A (en) | In particular, cushion materials for interior equipment of automobiles, methods for manufacturing cushion materials, and seats | |
| JP4036701B2 (en) | Molded interior material and manufacturing method thereof | |
| JP7438792B2 (en) | Automotive interior ceiling material and its manufacturing method | |
| EP4364919A1 (en) | Method for manufacturing laminate shaped to have irregularities, laminate for shaping irregularities, and laminate shaped to have irregularities |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050526 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070327 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |